Электроды по нержавейки марка – Электроды по нержавейке: маркировка, сварка нержавеющей стали
alexxlab | 04.05.2020 | 0 | Вопросы и ответы
нюансы сварки, виды электродов и маркировка
 Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
Но в процессе изготовления различных металлоконструкций из нержавеющей стали возникают трудности: металл обладает недостаточной свариваемостью, поэтому для создания надежных соединений специалисты должны применять электроды, подходящие именно для нержавейки.
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла. Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью. Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
 Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Марки и виды электродов
Электроды для нержавейки отличаются между собой различными характеристиками, в том числе и маркой. Чаще всего профессиональные сварщики для сварочных работ используют элементы следующих марок: ЦЛ-11, ОЗЛ-6 и НЖ-13.
ЦЛ-11
 Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Сварка проводится вручную при температурном режиме от +450 градусов с использованием постоянного тока. Покрытие электрода содержит фтористые компоненты и карбонат. При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
Для сварочных швов, выполняемых при помощи электродов этой марки, характерен ряд достоинств:
- сварка заготовок не сопровождается образованием брызг металла от сварочного стержня;
- сварочный шов имеет аккуратный вид и лишён неровностей;
- шов надежно защищен от процессов кристаллизации коррозии;
- высокая ударная вязкость;
- пластичность;
- прочность шва.
ОЗЛ-6
Электроды для сварки нержавейки этой марки предназначены для сваривания изделий и конструкций из нержавейки, которым в процессе эксплуатации предстоит испытывать воздействие температур до +1000 градусов. По своим положительным свойствам эти электроды не отличаются от предыдущего вида. Для сварки используется только постоянный ток.
НЖ-13
Выпускаемые под этой маркой электроды для нержавейки предназначены для сваривания заготовок из пищевой стали. За годы их использования неоднократно удалось убедиться, что этот расходный материал прекрасно подходит для соединения не только сплавов с содержанием хрома и никеля, но и тех, которые имеют в составе в качестве одной из составляющих молибден.
Другие марки
Помимо уже рассмотренных марок электродов для нержавейки, существует и ряд других, которые часто используются при сварочных работах:
 ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.
ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.- ЭФ400/10У. Эти электроды применяют для соединения деталей из нержавейки аустенитного класса. Изделия из этого металла рассчитаны на эксплуатацию в условиях агрессивных сред жидкого типа при температуре до +350 градусов.
- НИИ-48Г. Электроды универсального назначения. Могут использоваться для соединения ответственных конструкций из специальных низколегированных сталей. В них используется обычная обмазка, сварка может проводиться постоянным током при обратной полярности. В процессе сварки электроду можно придавать любое положение.
- ОЛЗ-17У. Применяют для сваривания электродуговым методом заготовок из нержавейки, предназначенных для эксплуатации в средах, содержащих фосфорную или серную кислоту. Сварка может проводиться в любом положении за исключением вертикального. Соединение деталей выполняется при токе постоянной величины и обратной полярности. Во время сварки с использованием электродов этой марки необходимо особое внимание уделить чистоте сварных кромок. Следует быть очень аккуратным при соединении деталей большой толщины, в отношении которых необходимо выполнить двустороннюю разделку сварных кромок.
- ЭА. Эти электроды выпускаются производителями в большом количестве вариаций. Большинство из них предназначено для сваривания ответственных конструкций, выполненных из высокопрочных легированных сталей. После сваривания заготовок с помощью электродов этой марки проводить дополнительную обработку сварочного шва не требуется. Рекомендуемый способ соединения — короткодуговая сварка.
Довольно часто профессиональные сварщики для проведения сварочных работ применяют электроды для нержавейки, выпускаемые шведской компанией ESAB:
 ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.- ОК 61.35. Предназначены для соединения ответственных конструкций, эксплуатация которых будет проходить в диапазоне температур от -196 до +400 градусов. Могут использоваться для соединения элементов трубопроводов разного назначения. Имеют стандартную обмазку, сварку разрешается проводить при токе постоянной величины и прямой полярности.
- ОК 67.45. Предназначены не только для сваривания заготовок из нержавейки, но и в качестве расходного материала для наплавки металлов с ограниченной свариваемостью. Во время сварочных работ используются для создания первого слоя, после чего на него наплавляют металлы, обладающие повышенной износостойкостью. Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.
- ОК 63.30. Относятся к категории электродов универсального назначения. Можно применять для сваривания деталей из нержавейки любых марок.
Прежде чем использовать для сварки нержавейки любой из вышеописанных электродов, их нужно прокалить. Однако вначале следует выяснить допустимый температурный режим для электродов выбранной марки.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
- Если во время сварочных работ температура поднялась до отметки +500 градусов Цельсия и выше, то вполне возможно, что на месте будущего сварного шва появятся трещины кристаллизационного типа. Этого допускать нельзя, иначе соединение получится менее прочным и надежным.
- Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
- Для создания качественного сварного шва подготовленные к соединению детали из нержавейки обязательно нужно нагреть до температуры +1200 градусов, а затем охладить естественным путем. Остужать их нужно не менее 3 часов.
- Сварочный шов получается максимально прочным и надежным, когда сварка проходит за минимальный срок. Следует избегать длительного нагрева изделий из нержавейки. При использовании послойного способа сварки новый слой наносят, только когда предыдущий охладится до +100 градусов.
- Иногда перед нанесением основного слоя приходится прихватывать две заготовки. В этом случае нужно по возможности сделать так, чтобы зазор между ними был как можно меньше. Следует стремиться к тому, чтобы прихватки получились максимально длинными.
Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.
 Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.
Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
tokar.guru
Переходные электроды для сварки нержавейки:маркировка,какими варить
Сваривание нержавеющей стали является одним из наиболее сложных моментов, которые встречаются на практике у мастеров. Вся проблема заключается в поведении металла в расплавленном состоянии, которое заметно отличается от других сортов стали. Он становится в жидком состоянии не вязким, а подобным воде, так что быстро растекается и из него сложно сформировать нормальный валик шва. Электроды по нержавейке обладают такими же свойствами, так как в них содержится тот же состав, что и в основном металле. Все это требует от сварщика не только хорошо подготовленной технической базы, но и практических умений обращения с металлом. Именно по этой причине электроды для сварки нержавейки практически не применяются в потолочном или вертикальном положении.

Внешний вид электродов для сварки нержавейки
Это далеко не единственная проблема, которая возникает во время процесса. Нередко после температурной обработки шов теряет свои антикоррозионные свойства. Это очень распространенная проблема, поэтому, электроды для сварки нержавейки инвертором содержат дополнительное количество легирующих материалов, отвечающих за антикоррозионные свойства. Они должны компенсировать ту часть, которая испаряется во время сварки. Это очень важный момент выбора, пропуск которого может привести к браку. Для этой цели могут также использоваться флюсы в качестве добавок. Как правило, используются электроды для сварки постоянным током обратной полярности, так как при переменном качество соединения будет сильно страдать.

Электроды для сварки нержавейки постоянным током
Обмазка хоть и должна обеспечивать безопасность сварочной дуги, а также ванны расплавленного металла, но не всегда с этим хорошо справляется. Сварка тонкой нержавейки представляет собой особо сложный процесс. Для этого требуется подбирать тонкие электроды, что также осложняет процесс проведения сварки из-за риска прожига.
Область применения данных материалов достаточно широка, так что несмотря на все неудобства, приходится искать решения проблем путем улучшения свойств расходных материалов. Они используются в ремонтных мастерских, для соединения металлоконструкций, в литейном производстве, для сваривания металлопроката, создания корпусов изделий и прочих вещей. Сварочные электроды по нержавейке являются неотъемлемой частью ремонта трубопроводов, выполненных из данного металла. Электроды для сварки нержавеющей стали создаются по ГОСТ 9466-75.
Виды электродов для нержавейки
Достаточно распространенными являются шведские марки от компании ESAB, которые представлены в широкой линейке различными вариантами с несколько отличающимися свойствами.
- ОК61.30 – это универсальные электроды для нержавеющей стали, которые могут применяться для многих сплавов. Особенно хорошо они подходят для изделий с добавками в виде хрома и никеля. Наплавленный металл получается достаточно стойким к коррозии.
- ОК6135 – данная марка предназначена для сварки нержавейки с повышенными требованиями к качеству. Наплавленный металл получается достаточно прочным, так что может выдерживать сильные нагрузки. С его помощью сваривают ответственные сооружения и конструкции.
- ОК67.45 – эта марка электродов для сварки нержавеющей стали обладает повышенными свойствами свариваемости, так что ее рекомендуется применять для самых сложных ситуаций, когда условия не совсем пригодны для соединения.
- ОК63.30 – в данной марке стержни обладают относительно низким содержанием углерода, поэтому, подходят для тех металлов, в которых содержание данного металла также находится на низком уровне.

Электроды для сварки нержавейки марки ОК
Среди отечественных марок также имеются представители, которые часто используются в промышленности и частной сфере:
- ЦТ15 – этот электроды для сварки нержавеющей стали 12х18н10т. Они обладают высокой температурной стойкостью и могут выдержать большие перегрузки по данному параметру. Также они оказываются стойкими к химическим средам.

Электрод ЦТ 15 для сварки нержавейки
- ОЗЛ8 – наплавочные материалы, которые обладают достаточно длительным сроком эксплуатации и служат для создания соединений высокой прочности. Они сохраняют антикоррозийные свойства даже после температурной обработки.

Сварочный электрод ОЗЛ 8
- ОЗЛ6 – универсальная марка, которая может применяться как для сваривания чистой нержавеющей стали, так и для сварки нержавейки с черным металлом.

Сварочный электрод ОЗЛ 6
Физико-химический состав
Как правило, такие типы электродов обладают достаточно богатым химическим составом, который включает в себя множество химических элементов, служащих для создания антикоррозионного эффекта, а также прочих полезных вещей. Естественно, что при выборе какими электродами варить нержавейку, следует учитывать, чтобы эти элементы обеспечивали нужные для эксплуатации свойства. На примере одной из марок видно, что может содержаться в высоколегированной стали:
Химический элемент | Относительное содержание,% |
Углерод | 0,09 |
Марганец | 1,9 |
Кремний | 0,38 |
Никель | 12,8 |
Хром | 24,9 |
Сера | 0,011 |
Фосфор | 0,022 |
Технические характеристики
Механические свойства зависят от того, что именно входит в металл. Специалисты подбирают конкретную марку согласно тому, какими характеристиками будет обладать наплавленный металл. Марки электродов по нержавейки дают достаточно высокие параметры крепости, пластичности и температурной стойкости. Несмотря на то, что в каждом случае они будут отличаться, на примере одной из марок можно понять общую картину:
Технические характеристики | Значение |
| Сопротивление временное, МПа | 610 |
| Удлинение относительное, % | 33 |
| Вязкость ударная, Дж/см2 | 150 |
| Предел текучести, МПа | 410 |
Обозначение и маркировка
На примере марке ОЗЛ 6 можно понять расшифровку. Это сварочные электроды, разработанные компанией «СпецЭлектрод». Они имеют основное покрытие и предназначенные для нержавеющих сталей.
Выбор
Подборка электродов для нержавеющей стали является очень ответственным процессом, так как здесь следует учитывать множество нюансов, чтобы добиться максимально качественного результата. Ведь здесь даже при стандартных условиях возникают сложности, но если сделать неправильный выбор, то все будет еще хуже. При выборе основной упор делается на состав. В марке должны содержаться такие же элементы, как и в основном металле. Тогда соединение будет иметь более высокое качество. На многих марках имеется обозначение, для каких именно сталей они предназначаются, что облегчает подбор.
Размер диаметра стержня также относится к важным параметрам. Чем толще основной метал, тем толще должны быть электроды. Величина их должна быть, примерно, одинаковой. Допускается разница в 0,5-1 мм, но это возможно только если толщина от 3 мм, так как тонкие листы нержавейки нужно сваривать очень аккуратно и превышение величины диаметра, а соответственно и сварочного тока, может привести к образованию дыр в месте соединения.
«Важно! При выборе следует всегда обращать внимание на аналоги, которые могут стать хорошей заменой отечественным маркам».
Электроды также должны быть достаточно длинными, чтобы вести шов без прерываний. В различных марках длина может варьироваться от 5 до 10 см, так что для создания длинных швов могут понадобиться изделия длиной 45 см. Но в большинстве случаев швы делаются короткими, так что тут не имеет большого значения длина. Не стоит забывать о покрытии. Его зачастую подбирают под стержень, но если предстоят нестандартные условия применения, то именно покрытие может повлиять на надежность проведения процесса.
Основные режимы и нюансы применения
Одним из главных нюансов использования является высокая скорость плавления, которая превышает показатели стандартных стальных электродов. Это требует более быстрых и аккуратных движений. Также здесь низкая вязкость расплавленного металла, так что нужно выработать особую технику формирования валика шва, иначе получится бесформенная масса наплавленного металла. После окончания процесса шов нужно подогревать, чтобы у него не возникли холодные трещины. Для этого можно использовать газовую горелку или другие подогревающие инструменты с регулировкой температуры.
Диаметр, мм | Нижнее, А | Верхнее, А | Потолочное, А |
2 | 30…50 | ||
2,5 | 40…60 | ||
3 | 50…100 | 50…60 | 50…60 |
4 | 90…150 | 100…120 | 100…120 |
5 | 120…180 | 120…150 |
Производители
- СпецЭлектрод;
- ESAB;
- Эком-Плюс;
- Вадис-М;
- Фрунзе-Электрод.
svarkaipayka.ru
Электроды для сварки нержавеющей стали их особенности и характеристики
На качество сварки влияет не только мастерство сварщика и наличие современного высокотехнологичного сварочного оборудования, но и качество используемых сварочных электродов. Так, что следует отнестись к этому со всей ответственностью.
Для каждого вида металла используют определенную марку электродов.Электроды для сварки нержавеющей стали обладают своими особенностями.

Правильно подобранные электроды это уже пол дела
Особенности сварки высоколегированной стали
Главным требованием к этому расходному материалу для высоколегированной стали является образование прочного шва, максимально соответствующего всем характеристикам свариваемых сталей. При работе, электроды должны обеспечить ровный, аккуратный, стойкий к разрыву и воздействиям окружающей среды шов. Еще на последнем этапе производства, электроды для нержавейки подвергаются строгой проверке на соответствие их химического состава. Для увеличения эффективности работы, стержни электродов производят из хромоникелевого сплава, который отличается высокими противокоррозионными свойствами, при образовании уже первого слоя шва. Для соединения нержавеющих сталей необходим аппарат с хорошо направленным током или монтированным осциллятором.
Виды электродов
Итак, разберем попорядку, каким электродом можно заварить нержавейку. Самыми распространенными видами этих расходников, предназначенных для сваривания нержавеющей стали являются ОЗЛ-6, ЦЛ-11, НЖ – 13. Для более детального ознакомления со всеми тонкостями выбора необходимого материала, рекомендую посмотреть обучающее видео для новичков.
ЦЛ-11
Сварочные электроды ЦЛ-11 применяют при сварочных работах по хромоникелевым сталям, устойчивым к воздействию коррозии, следующих марок: 08Х18Н12Б, 08Х18Н12Т, 12Х18Н9Т, 12Х18Н10Т. То есть ЦЛ-11используют в том случае, когда к сварному шву предъявлены более строгие требования относительно устойчивости к воздействию межкристаллической коррозии. Соединение электродом ЦЛ-11допускается в любом положении шва, кроме вертикального с применением постоянного тока.
Электроды ЦЛ-11предназначены для ручной сварки при температуре до 450°С. Они обладают специальным покрытием, в котором присутствуют карбонаты и фтористые соединения. К преимуществам данных электродов можно отнести: стойкость шва к межкристаллической коррозии, пластичность и высокую ударную вязкость швов, исключение образования горячих трещин, низкий уровень разбрызгивания металла, аккуратный, ровный шов.
ОЗЛ-6
Сварочные электроды ОЗЛ-6 применяют при высоких температурах для работы на литейном оборудовании в окислительной среде. Сварка электродом ОЗЛ-6 допускается любом положении шва, кроме вертикального. Шов, образующийся в результате соединения материалами ОЗЛ-6, может выдержать температурную нагрузку до 1000°С.
Предназначаются для ручной дуговой сварки жаростойких нержавеющих сталей с применением постоянного тока. В их покрытии также содержатся карбонаты и фтористые соединения. К преимуществам ОЗЛ-6 можно отнести: повышенную жаростойкость металла шва, стойкость металла к межкристаллической коррозии, пластичность и высокую ударную вязкость шва, минимальное разбрызгивание металла, аккуратный шов.
НЖ – 13
Данный вид электродов рекомендуется для выполнения ручной дуговой сварки пищевой нержавейки с применением постоянно тока. Также их можно использовать в случае задействования современных нержавеющих сталей, с присутствием хромоникелемолибденовых или хромоникелевых сплавов.
Важность правильного выбора
Целесообразно планировать соединение нержавейки с произведением предварительных расчетов использования необходимых компонентов. Выбрать подходящий сварочный аппарат. Рекомендую приобрести специальную сварочную головку, которая предназначена для сваривания тонкостенных труб из нержавейки, что обеспечит максимальную защиту в применении кольцевой камеры.

Электрод электроду рознь
Все электроды нужно использовать только по их назначению, то есть если электрод предназначен для соединения нержавеющих сталей, то вы не должны пытаться сварить цветной металл. Почему так? Если вы сварите изделие не соответствующим видом электродов, никто не гарантирует, что такой шов долго «проживёт». Чтобы правильно сориентироваться в выборе электродов для нержавеющих сталей, можно ознакомиться с прайс-листами заводов-изготовителей либо посмотреть обучающее видео.
Также необходимо учесть, что существуют электроды с покрытием и без него, бывают плавящиеся и неплавящиеся, для постоянного тока и переменного. Поэтому, выбирая электроды для конкретных задач, нужно быть особо внимательными.
Технологические особенности
Характерной особенностью соединения нержавеющей стали является хрупкость и возникновение коррозии. Во время пребывания металла в интервале температур от 500 до 800 градусов происходит выпад карбидов хрома, вызывающий разрушение изделия в процессе его эксплуатации. Для устойчивости стали к разрушениям, необходимо ослабить эффект выпадения карбидов, что обеспечит стабилизацию свойств стали в месте шва.
Существует несколько видов сваривания нержавеющей стали:
- Ручной способ;
- Плазменный способ.
Ручная сварка применяется в том случае, когда толщина листа нержавейки – 1,5 мм. Если лист тоньше данного параметра, подойдет ручная дуговая сварка с использованием вольфрамовых электродов либо импульсная дуговая с использованием плавящихся электродов. Для ручной дуговой сварки используется компактный сварочный аппарат, который называют инвертором. Для ознакомления с нюансами работы, используя инвенторный аппарат, рекомендую посмотреть обучающее видео.
Плазменный способ применяют для сварки нержавеющей стали любой толщины. Также широко распространен плазменный способ дуговой сварки под флюсом, чаще использующийся в строительной и промышленной сфере.
По завершении сварочных работ, нержавеющая сталь подлежит определенной обработке, также необходимо произвести закрепление сварочных швов. После соединения нержавейки, на шве образуется тонкий слой хрома, который необходимо удалить, для обеспечения прочности соединения и исключения коррозии. Существует несколько способов удаления данного слоя:
- Изделие подлежит термической обработке, при температуре выше +1000 °C;
- Производится механическая обработка шлифовальными материалами и инструментами;
- Происходит травление фосфорной либо азотной кислотой, что, помимо удаления слоя хрома, обеспечивает высокую прочность шва.
Несколько рекомендаций
В заключение хочется дать несколько рекомендации:
- При повышении температуры во время сварочных работ по нержавеющей стали до +450-500 °C, существует вероятность возникновения кристаллизационных трещин, значительно ослабевающих конструкцию.
- Во время длительной сварки нержавейки при интервале температур от +360 °C до +550 °C, пластические свойства конструкции снижаются, она становится хрупкой.
- Сведите к минимуму расстояние между прихватками, так как сварка нержавейки предполагает более длинные прихватки.
- Прежде чем приступить к сварке, накалите изделие при температуре +1000-1200 °C и охлаждайте на воздухе, на протяжении 3 часов.
- Качественная сварка требует максимальной быстроты, без подвергания свариваемого металла длительному воздействию тепла. При необходимости нескольких проходов, их выполняют поочерёдно, предварительно охлаждая металл до +100 °C.
Прежде чем самостоятельно приступить к сварке высоколегированной стали, рекомендую посмотреть обучающее видео.
zavarimne.ru
Cварка нержавейки электродом

Сваривание деталей из нержавеющей стали — это сложный и трудоемкий высокотехнологичный процесс, который потребует от исполнителей соответствующей квалификации, применения специального оборудования и правильного выбора электродов. В расплавленном состоянии нержавеющая сталь становится жидкой, словно вода, что существенно усложняет формирование правильного валика шва. Используемые для подобной сварки электроды должны иметь состав сплава, максимально приближенный к составу основных металлов. Одной из особенностей такой сварки нержавеющей стали является невозможность выполнения данных работ в вертикальном и потолочном положении.

Электроды по нержавейке
Сложность выполнения сварки нержавейки состоит также в том, что после температурной обработки металл теряет антикоррозийные свойства, а это приводит к появлению ржавчины в соединительном шве. Чтобы исключить подобное электроды для нержавейки содержат многочисленные легирующие материалы, которые повышают антикоррозийные свойства соединения. Если же использовать дешевые электроды, которые не содержат в своем составе легирующих материалов, это приводит к ухудшению качества выполняемых работ. Наибольшую популярность при работе с нержавейкой получили сварочные аппараты, которые работают с постоянным током, тогда как при использовании переменного тока существенно страдает качество соединения.

В особенности сложно работать с тонкими элементами из нержавеющей стали, где требуется правильно подбирать используемые электроды и грамотно выполнять всю работу. В данном случае существует опасность прожига металлических элементов, что в последующем потребуется сложной наплавки.
Следует сказать, что, несмотря на сложность работы с нержавеющей сталью, этот материал нашел широкое применение в промышленности и быту. Объясняется подобная распространенность нержавейки ее отличными эксплуатационными характеристиками и прочностью. Сварочные работы могут выполняться при ремонте трубопроводов, сваривании металлокаркаса, соединении металлоконструкции и при различных ремонтных работах. Все требования к электродам для нержавеющей стали оговариваются в ГОСТе, что позволяет несколько упростить выбор.
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей электродов для сварки нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.

Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.
Какими электродами варить нержавейку?
Необходимо сказать, что от правильности выбора зависит качество соединения, его долговечность и отличные показатели антикоррозийной стойкости. Любое даже незначительное отклонение в химическом составе электродов и основного металла приведет к существенному ухудшению прочности соединения. Именно поэтому вопросам выбора следует уделить максимум внимания.
Одним из важнейших параметров является диаметр стержня, который зависит от толщины основного металла. Специалисты рекомендуют выбирать диаметр стержня равный толщине свариваемого металла. В то же время следует помнить, что при сваривании нержавейки толщиной в 3 миллиметра и менее следует соблюдать максимальную аккуратность, так как существует опасность проварить материалы даже при низких показателях рабочего потока.
Предпочтительно выбирать длинные электроды, которые позволят выполнить шов без прерывания сварки, а, следственно, такое соединение будет максимально прочным и долговечным. У распространенных в настоящее время марок стержней длина может колебаться от 5 до 10 сантиметров. В отдельных случаях для выполнения длинных швов можно использовать специальные электроды, размером в 45 сантиметров и более.
Как варить нержавейку электродом?
Одной из особенностей работы с нержавейкой является высокая температура плавления и повышенная скорость выполнения работ. Именно поэтому следует действовать предельно аккуратно и в то же время быстро. Для формирования правильного валика шва необходимо выработать специальную технику, в противном случае можно будет получить бесформенную массу из наплавленного металла. Для предупреждения появления холодных трещин рекомендуется до окончания сварки швов обязательно подогревать и поддерживать его высокую температуру. Для сварки необходимо использовать горелки и инверторы с возможностью регулировки температуры.

svarkagid.com
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей

Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.

Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
svarka-master.ru
Электроды по нержавейке
Использовать электроды по нержавейке необходимо для соединения разнообразных стальных конструкций. Оксид хрома образует на стали защитную пленку, которая придает ей нержавеющей стойкости и защищает от коррозии. В состав металла может входить никель, марганец и титан. Такую сталь широко используют в пищевой, химической и нефтехимической отраслях производства. Поэтому от правильно выбранного электрода будет зависеть прочность и долговечность всей конструкции.
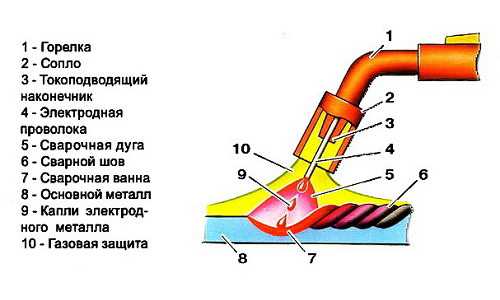
Схема сварки нержавейки.
Виды электродов для сварки нержавеющей стали
Какой бы агрессивной ни была окружающая рабочая среда, воздействующая на стальную конструкцию, решение все же есть. Современные производители находят все новые составы для покрытия электродов, чтобы они при расплавлении и окислительно-восстановительных реакциях в газовой среде образовывали прочные сварочные швы. Особенностью электродов для различных видов стали является содержимое шлака, которое образуется при сгорании его основы.
Схема устройства электрода.
Электроды по нержавейке должны легко зажигаться и устойчиво гореть при сварочной дуге, равномерно расплавляться и покрывать шов изделия и легко удаляться после варки.
Электроды для сварки нержавеющей стали бывают нескольких видов, но зарекомендовали себя только некоторые из них:
- ЦЛ-11-2, ЦЛ-11-2.5, ЦЛ-11-3, ЦЛ-11-4, ЦЛ-11-5;
- ЦТ-15;
- ОЗЛ6 (8).
Резкие перепады температуры или давления для нержавеющей стали, сваренной такими электродами, совсем не страшны.
Вернуться к оглавлению
Особенности электродов для сварки нержавейки
Каждый мастер сварочных работ однажды задавался вопросом о том, какими электродами варить нержавейку.
Их всех объединяет похожий состав покрытия, именуемый флооритно-кальциевый тип. Хромоникелевые стали 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, имеющие высокие требования к качеству шва, свариваются именно такой маркой электродов. Все пространственные положения швов обрабатываются током, который имеет обратную полярность. На 1 кг наплавленного металла расходуют 1,5 кг ЦЛ-11. И ЦТ-15. Чаще всего применяют электроды данной марки для сварки основных узлов в машиностроительной, нефтяной и химической промышленности. Данный вид электродов имеет сопротивление в семь раз больше, чем у обычных.
Таблица разновидностей электродов.
Если толщина нержавеющего металла менее 0,8 мм, то лучше всего использовать капельный перенос покрытия электрода и импульсную сварку.
Часто в быту многие сварщики используют вольфрамовые электроды, а для создания защитной среды — аргон. Он повышает качественные показатели электрической дуги и, соответственно, стойкость шва.
Тонколистный металл и трубы можно с легкостью соединять с помощью вольфрамовых электродов. Сварочный ток находится в пределах от 80 А и до 130 А в зависимости от толщины металла.
Присадочная проволока, которую вы выбрали для сварки, по химическому составу должна быть похожа на нержавейку. Тогда и качество шва буде выше.
Вернуться к оглавлению
Этапы сварки нержавейки электродом
Работать с нержавеющей сталью должен профессионал. Это точная и трудоемкая работа, при которой нужно добиться такого результата, чтобы соединение вышло очень похожим на основной металл. Для начала нужно тщательно зачистить края нержавейки до гладкого состояния, а место соединения обезжирить ацетоном или растворителем.
В качестве сварочного аппарата используют инвертор. Он удобен в транспортировке, питается от сети. При помощи электрики образовывается дуга для сваривания металла.
Состав и механические свойства разных марок нержавеющей стали.
Мощность тока не должна превышать допустимые нормы. В противном случае электрод может быстро сгореть или шов будет неплотным.
Большое сопротивление при варке нержавеющей стали — это одна из отличительных сторон работы, включая постоянный ток, имеющий обратную полярность. Тепло электроды проводят плохо. Это и есть причина их мгновенного разрушения при использовании тока высокого значения. Чтобы шов был максимально прочным, нужно его охлаждать. Используют для этого обдув воздухом и прокладку из меди. Если в состав стали входит никель или хром, то для охлаждения подойдет вода.
Приступая к работе, нужно настроить ток и выбрать электроды по нержавейке. К металлу их подносят очень аккуратно, чтобы не было залипаний. Клемму массы подключают к материалу. Затем поджигают дугу. Под углом к поверхности металла подносят электрод и придерживают его на расстоянии нескольких миллиметров. Образовавшуюся окалину аккуратно убирают с помощью молотка и тщательно зачищают шлифовальными кругами или металлической щеткой. Но полностью удалить слой оксида сможет только раствор кислоты. Готовую конструкцию опускают в ванну с данным веществом и после удаления окалины шлифуют.
Важной особенностью при сварочных работах является контроль промежутка дуги. Шов будет выглядеть криво, если промежуток дуги слишком большой, и, наоборот, не успеет схватиться, если он маленький. Ведь с помощью дуги плавится нержавеющий металл.
Угол наклона электрода для нержавейки должен быть не большим и не маленьким.
Вернуться к оглавлению
Вольфрамовые электроды для сварки нержавейки
При работе с вольфрамовыми электродами используют постоянный источник тока. Эти навыки можно получить только тогда, когда имеется значительная практика работы с нержавейкой. Ведь сварка такого вида металла должна выполняться поэтапно, с соблюдением всех правил, написанных в инструкции. Качество шва не будет идеальным, если кромки деталей не прошли предварительную подготовку к сварке. Для тонких металлов, листов стали, различных конструкций из труб, которые предназначены для водопровода или отопления, подойдет аргонодуговая сварка с использованием неплавящегося электрода. При этом электродные покрытия и флюсы не применяют, а вот дополнительное наплавление металла вполне возможно. Шов при такой сварке получается очень качественный.
В проволоке для присадки должно быть больше легируемого элемента, чем в нержавейке. Работу выполняют точно, без колебаний, потому что возле шва может произойти окисление, и он потеряет прочность.
Важным моментом при работе с вольфрамовыми электродами является недопустимость попадания в ванну сварки вольфрама. Чтобы это предупредить, нужно произвести зажигание на угольном или графитовом листе. Как только работа подойдет к завершению, через 15 секунд нужно прекратить подачу аргона, тогда электрод прослужит дольше и не окислится.
Успех сварочных работ напрямую зависит от ваших знаний, умений и опыта.
expertsvarki.ru
Как выбрать сварочные электроды по нержавейке?
Нержавеющая сталь является одним из наиболее распространённых материалов сегодня. Именно этот вид стали с успехом используется в самых разнообразных областях современной промышленности. Во многом, такой интерес к сплаву имеет причину в его технических характеристиках. Отсутствие самой возможности коррозии присутствует на многих объектах.
Даже сложность обработки нержавейки не отталкивает производителей. Стоит отметить, что нержавейка обладает значительно меньшим коэффициентом теплопроводности. А это означает, что во время сварки электродами для обыкновенной углеродистой стали, нержавейка в лучшем случае потеряет свои уникальные качества, а в худшем – разрушится в месте сварного соединения. Качественные сварочные электроды УОНИ-13/55 применяются для осуществления сварки высокоуглеродистых, а также низколегированных сталей.
Сложности, которые возникают при сварке нержавеющей стали

Как уже было сказано выше, термическая проницаемость сплава оставляет желать лучшего. Следовательно, в границах сварного шва металл разогревается до непозволительных значений.
Некорректный выбор сварочного тока может привести к межкристаллитной коррозии.
В результате подобное соединение в принципе не может считаться достаточно прочным (пластичным). Другими словами, соединение подобного рода не удовлетворяет выдвигаемым требованиям обработки.
Ситуация может удерживаться под контролем, если будут использоваться специализированные электроды. Ниже будут указаны технические критерии, которые их характеризуют:
- высокое сопротивление ползучести;
- малый показатель температурного расширения;
- высокое значение упругости;
- высокий показатель износостойкости;
- высокая теплопроводность.
По большому счету речь идёт об электродах следующих марок: ЦТ-15, НЖ-13, ОЗЛ-8, ЦЛ-51, некоторые модели электродов ЭА и т.д.
Рекомендации в отношении самостоятельной сварки нержавейки
Теплопроводность нержавеющих сплавов в 2 раза хуже, чем у обыкновенной легированной стали. Это означает, что и разогреваться металл во время сварочного процесса будет существенно выше.
Специалисты настоятельно рекомендуют снижать показатель сварочного тока на 15-20%. Это позволит сократить разрушительное воздействие. Кроме того, расстояние между свариваемыми деталями должно быть достаточным. В противном случае сохраняется высокая вероятность появления микротрещин.
Пластичность электродов играет значительную роль. Ведь стержни, которые не способы выдерживать высокое сопротивление, попросту расплавятся ещё до того, как нержавейка разогреется до необходимой температуры.
В видео будет продемонстрирован тест нескольких электродов для работы с нержавеющей сталью:
Твитнутьpostroyka.org