Формы организации и типы производства – 2.3. Типы, формы и методы организации производства
alexxlab | 23.06.2016 | 0 | Вопросы и ответы
2.3. Типы, формы и методы организации производства
Под типом производствапонимают комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. На тип производства влияют уровень специализации, масштабность производства, сложность и устойчивость изготовляемой номенклатуры изделий, обусловленной повторяемостью выпуска.
Единичное производство:штучный выпуск изделий разнообразной и непостоянной номенклатуры.Особенности:значительный объем ручных работ, технологическая специализация производства, длительный производственный цикл,высокий уровень квалификации рабочих, наличие универсального оборудования.
Серийное производство предусматривает одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которой повторяется в течение длительного времени.
Массовое производствохарактеризуетсянепрерывностьюизготовленияограниченной номенклатуры продукциивбольших количествах.Особенности: строго ограниченная номенклатура, большие объемы выпуска изделий, специализация рабочих мест, минимальное подготовительно-заключительное время, невысокая квалификация персонала, диспетчеризация производства, обеспечиваются низкие удельные издержки производства, высокую производительность труда и наиболее полное использование оборудовании.
Основным показателем, характеризующим тип производства, является коэффициент закрепления операций. Коэффициент закрепления операций для группы рабочих мест определяетсякак отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
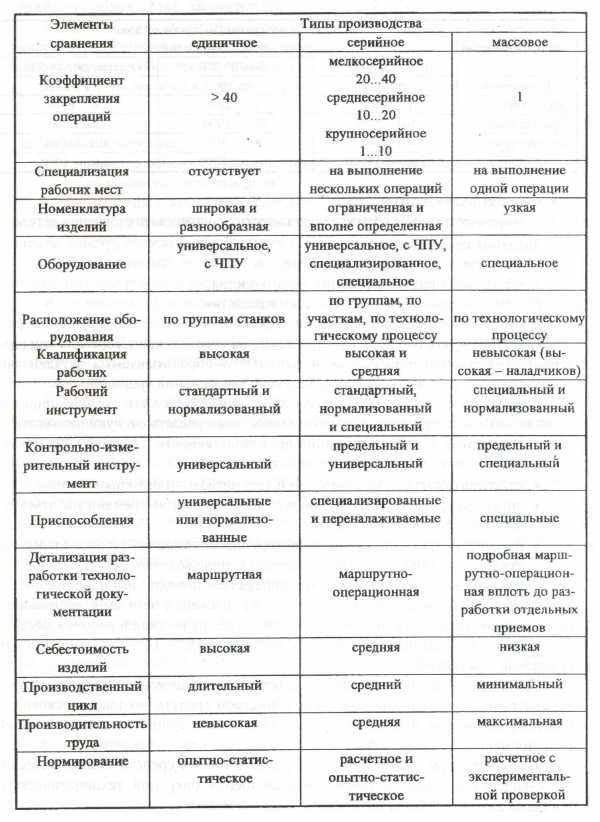
В таблице представлены данные по сравнительной характеристике различных типов производства.
Сравнительная характеристика различных типов производства
Сравниваемые признаки | Тип производства | ||
Единичное | Серийное | Массовое | |
Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в больших количествах |
Повторяемость выпуска | Отсутствует | Периодическая | Постоянная |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Закрепление операций за станками | Отсутствует | Устанавливается ограниченное число деталеопераций | Одна-две операции на станок |
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
Норма управляемости | 25 рабочих мест | 30 рабочих мест | 35-40 рабочих мест |
Продолжение таблицы
Сравниваемые признаки | Тип производства | ||
Единичное | Серийное | Массовое | |
Передача предметов труда с операции на операцию | Последовательная | Параллельно-последовательная | Параллельная |
Тип производственной структуры | Технологическая форма | Предметно-технологическая | Предметная форма |
Величина коэффициента закрепления | Выше 40 | Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства – от 11 до 20 (включительно), для крупносерийного производства – от 1 до 10 (включительно). | принимается равным 1 |
Методы организации производства
Под методом организации производствапонимают способырационального сочетания основных элементов производственного процесса в пространстве и во времени. Организация производственного процесса во времени определяется степенью его прерывности. В основе такого деления лежит отнесение продукции к делимой (состоит из частей, например одежда) и неделимой, которую нельзя разделить на составляющие, компоненты. Это, например, жидкости, жидкие сплавы металлов, тесто, лаки, краски. Соответственно производство неделимой продукции осуществляется через непрерывные производственные процессы, а дискретной – через дискретные, прерывистые процессы.
Для непрерывных процессовоборудование располагаетсяпо ходу технологического процесса, используются поточные методы производства. Все остальные методы – непоточные.
В прерывистых производственных процессахоборудование может располагатьсяпо однородным технологическим группам(однородным технологическим операциям) или по группам для обработки однородных по конструкции и размерам (массе) деталей.
На выбор методов организации производства влияют: размеры и масса изделия, количество изделий, периодичность выпуска изделий. Непоточное производство может быть специализировано по формам: технологическая, предметно-групповая, смешанная.
Формы организации производства.
Форма организации производства представляет собой определенное взаимодействие элементов производственного процесса (частичных процессов) во времени и в пространстве, выраженное системой устойчивых связей.
Различные структурные построения во времени и в пространстве основных элементов производственного процесса, взаимодействие которых осуществляется в определенных количественных и качественных пропорциях при соответствующем уровне их интеграции в системе, образуют совокупность основных форм организации производства.
Временная структураформ организации производства определяется составом элементов производственного процесса и порядком их взаимодействия во времени. По виду временной структуры различают формы организации с последовательной, параллельной и параллельно-последовательной передачей предметов труда в производстве.
Пространственная структураформ организации производства определяется количеством технологического оборудования, сосредоточенного на рабочей площадке, и расположением его относительно направления движения предметов труда и окружающего пространства.
Комбинация пространственной и временной структуры производственного процесса при определенном уровне интеграции частичных процессов, обусловливают различные формы организации производства:
Точечная форма организации производства. Обработка детали осуществляетсяполностью на одном рабочем месте. Изделие изготовляется там, где находится его основная часть. В качестве примера может служить сборка изделия с перемещением рабочего вокруг него или обработка крупногабаритных деталей на станках типа «обрабатывающий центр».
Технологическая формаорганизации производства характеризуетсяцеховой структурой с последовательной передачей предметов труда.Такая форма организации широко распространена на машиностроительных предприятиях, обеспечивает наиболее полную загрузку оборудования и приспособлена к частым изменениям в технологическом процессе.
Прямоточная форма организации производства характеризуется линейной структурой с поштучной передачей предметов труда. Такая форма обеспечивает реализацию основных принципов организации производственных процессов: специализации, прямоточности, непрерывности, параллельности. Применение прямоточной формы приводит к сокращению длительности цикла, более эффективному использованию рабочей силы, уменьшению объема незавершенного производства.
Для механических цехов машиностроительных предприятий наиболее характерна предметная форма организации производства. Она характеризуетсяячеистой структурой с параллельно-последовательной или последовательной передачей предметов труда в производстве.На таком участке устанавливается, как правило, все оборудование, необходимое для обработки группы деталей с начала до конца технологического процесса. Предметное построение участков обеспечивает прямоточность и уменьшение длительности производственного цикла и обеспечения передачи их с операции на операцию без завоза на склад.
Интегрированная формаорганизации предполагаетобъединение основных и вспомогательных операций в единый интегрированный производственный процессс ячеистой или линейной пространственной структурой при последовательной или параллельно-последовательной передачей предметов труда в производстве. В отличие от существующей практики раздельного проектирования процессов складирования, транспортировки, управления, обработки на участках с интегрированной формой организации требуется увязать эти частичные процессы в единый производственный процесс. Это достигается путем объединения всех рабочих мест с помощью автоматической транспортно-складской системы.
Общественные формы организации производства.
Основная форма общественной организации производства – концентрация, то есть сосредоточение производства во все более крупных предприятиях.
Концентрация производства может осуществляться в четырех формах:
– укрупнение предприятий–сосредоточение производства на крупных предприятиях; определяется научно-техническим прогрессом орудий труда и ростом выпуска продукции;
– специализация–сосредоточение (концентрация) однородногомассового или крупносерийного производства.
– кооперирование–прямые производственные связимежду предприятиями (объединениями), участвующими в совместном изготовлении определенной продукции.
– комбинирование– соединение разных производств, представляющих собойпоследовательные ступени обработкисырья, комплексную переработку сырья или использование отходов производства в одном предприятии (комбинате).
studfiles.net
5. Формы, типы, методы организации производства
Организация производства представляет собой систему мер и мероприятий, направленных на рациональное сочетание труда с вещественными элементами производства, орудиями и предметами труда. Различают формы организации общественного производства, типы организации производства и методы организации производственных процессов.
К формам организации производства в целом относятся:
1. Концентрация –представляет собой процесс сосредоточения изготовления продукции на ограниченном числе предприятий и в их производственных подразделениях.
2. Специализация– под ней понимается сосредоточение на предприятии и в его производственных подразделениях выпуска однородной, однотипной продукции или выполнения отдельных стадий технологического процесса.
3. Кооперирование– предполагает производственные связи предприятий, цехов, участков, совместно участвующих в производстве продукции.
4. Комбинирование– представляет собой соединение в одном предприятии производств, иногда разноотраслевых, но тесно связанных между собой.
Степень специализации и масштаб производства продукции определяют тип организации производства, а степень соблюдения основных принципов рациональной организации производственного процесса характеризует метод организации производства.
Тип производства– классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности объема выпуска изделий, типа применяемого оборудования, квалификации кадров, трудоемкости операций и длительности производственного цикла.
На практике различают 3 типа организации производства:
1. Единичное производство – характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий. За рабочими местами не закреплены конкретные операции; применяется уникальное оборудование.
2. Серийное производство – характеризуется изготовлением ограниченного ассортимента продукции. Партии (серии) изделий повторяются через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства.
3. Массовое производство – характеризуется изготовлением отдельных видов продукции в больших количествах на узкоспециализированных рабочих местах в течение продолжительного периода.
Характеристика типов организации производства
Фактор | Единичное | Серийное | Массовое |
Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Расположение оборудования | Групповое | Групповое и цепное | Цепное |
Разработка технологического процесса | Укрупненный метод (на изделие, узел) | Подетальная | Подетальная, пооперационная |
Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На каждом станке выполняется одна операция |
Квалификация рабочих | Высокая | Средняя | Невысокая |
Взаимозаменяемость | Неполная | Полная | Полная |
Себестоимость единицы продукции | Высокая | Средняя | Низкая |
Степень реализации основных принципов организации производства | Низкая степень непрерывности процессов | Средняя степень поточности производства | Высокая степень непрерывности и прямоточности производства |
Различают поточный, партионный, индивидуальный (единичный) метод организации производственного процесса:
1. Поточноепроизводство – форма организации производства, основанная на ритмичной повторяемости времени выполнения основных и вспомогательных операций на специализированных рабочих местах, расположенных по ходу протекания технологического процесса.
Структурной единицей поточного производства является поточная линия, представляющая собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ними технологических операций и связанных между собой специальными видами межоперационных транспортных средств.
2. Партионныйметод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах, определяемых партиями их запуска-выпуска. Партией называется количество одноименных изделий, которые поочередно обрабатываются при каждой операции производственного цикла с однократной затратой подготовительно-заключительного времени.
3. Индивидуальныйметод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями.
studfiles.net
Формы, типы, методы организации производства — Мегаобучалка
Организация производства представляет собой систему мер и мероприятий, направленных на рациональное сочетание труда с вещественными элементами производства, орудиями и предметами труда. Различают формы организации общественного производства, типы организации производства и методы организации производственных процессов.
К формам организации производства в целом относятся:
1. Концентрация – представляет собой процесс сосредоточения изготовления продукции на ограниченном числе предприятий и в их производственных подразделениях.
2. Специализация – под ней понимается сосредоточение на предприятии и в его производственных подразделениях выпуска однородной, однотипной продукции или выполнения отдельных стадий технологического процесса.
3. Кооперирование –предполагает производственные связи предприятий, цехов, участков, совместно участвующих в производстве продукции.
– 4. Комбинирование – представляет собой соединение в одном предприятии производств, иногда разноотраслевых, но тесно связанных между собой.
Степень специализации и масштаб производства продукции определяют тип организации производства, а степень соблюдения основных принципов рациональной организации производственного процесса характеризует метод организации производства.
Тип производства – классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности объема выпуска изделий, типа применяемого оборудования, квалификации кадров, трудоемкости операций и длительности производственного цикла.
На практике различают 3 типа организации производства:
1. Единичное производство – характеризуется широким ассортиментом продукции и малым объемом выпуска одинаковых изделий. За рабочими местами не закреплены конкретные операции; применяется уникальное оборудование.
2. Серийное производство – характеризуется изготовлением ограниченного ассортимента продукции. Партии (серии) изделий повторяются через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства.
3. Массовоепроизводство – характеризуется изготовлением отдельных видов продукции в больших количествах на узкоспециализированных рабочих местах в течение продолжительного периода.
Характеристика типов организации производства
| Фактор | Единичное | Серийное | Массовое |
| Номенклатура | Неограниченная | Ограничена сериями | Одно или несколько изделий |
| Повторяемость выпуска | Не повторяется | Периодически повторяется | Постоянно повторяется |
| Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
| Расположение оборудования | Групповое | Групповое и цепное | Цепное |
| Разработка технологического процесса | Укрупненный метод (на изделие, узел) | Подетальная | Подетальная, пооперационная |
| Закрепление деталей и операций за станками | Специально не закреплены | Определенные детали и операции закреплены за станками | На каждом станке выполняется одна операция |
| Квалификация рабочих | Высокая | Средняя | Невысокая |
| Взаимозаменяемость | Неполная | Полная | Полная |
| Себестоимость единицы продукции | Высокая | Средняя | Низкая |
| Степень реализации основных принципов организации производства | Низкая степень непрерывности процессов | Средняя степень поточности производства | Высокая степень непрерывности и прямоточности производства |
Различают поточный, партионный, индивидуальный (единичный) метод организации производственного процесса:
1. Поточное производство – форма организации производства, основанная на ритмичной повторяемости времени выполнения основных и вспомогательных операций на специализированных рабочих местах, расположенных по ходу протекания технологического процесса.
Структурной единицей поточного производства является поточная линия, представляющая собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ними технологических операций и связанных между собой специальными видами межоперационных транспортных средств.
2. Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах, определяемых партиями их запуска-выпуска. Партией называется количество одноименных изделий, которые поочередно обрабатываются при каждой операции производственного цикла с однократной затратой подготовительно-заключительного времени.
3. Индивидуальный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями.
megaobuchalka.ru
Глава 11. Типы, формы и методы организации производства
Типы производства и их технико-экономическая характеристика
Тип производства представляет собой комплексную характеристику технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций КЗ. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
, (11.1)
где – число операций, выполняемых наi-м рабочем месте; – количество рабочих мест на участке или в цехе.
Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства принимается свыше 40.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций принимают от 21 до 40 включительно, для среднесерийного производства – от 11 до 20 включительно, для крупносерийного производства – от 1 до 10 включительно.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Рассмотрим технико-экономические характеристики каждого из типов производства.
Единичное и близкое к нему мелкосерийное производство характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специализации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов.
Технологические процессы в условиях единичного производства разрабатываются укрупненно в виде маршрутных карт на обработку деталей по каждому заказу; участки оснащаются универсальным оборудованием и оснасткой. Обеспечивающей изготовление деталей широкой номенклатуры. Большое разнообразие работ, которые приходится выполнять многим рабочим, требует от них различных профессиональных навыков. Поэтому на операциях используются рабочие-универсалы высокой квалификации. На многих участках, особенно в опытном производстве, практикуется совмещение профессий.
Организация производства в условиях единичного производства имеет свои особенности. Ввиду разнообразия деталей, порядка и способов их обработки производственные участки строятся по технологическому принципу с расстановкой оборудования по однородным группам. При такой организации производства детали в процессе изготовления проходят через различные участки. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечение планомерной загрузки участков и рабочих мест. Большие сложности возникают в организации материально-технического снабжения. Широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет, в свою очередь, к омертвлению оборотных средств.
Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного пролеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату; эта доля, как правило, составляет ниже 20-25 %.
Основные возможности улучшения технико-экономических показателей единичного производства связаны с приближением его по технико-организационному уровню к серийному. Применение серийных методов производства возможно при сужении номенклатуры изготовляемых деталей общемашиностроительного применения, унификации деталей и узлов, что позволит перейти к организации предметных участков; расширении конструктивной преемственности для увеличения партий запуска деталей; группирования близких по конструкции и порядку изготовления деталей для сокращения времени на подготовку производства и улучшения использования оборудования.
Серийный тип производства характеризуется изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции.
Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем составе предметно-замкнутые участки, оборудование на которых расставляется по ходу типового технологического процесса. В результате создаются сравнительно простые связи между рабочими метами и предпосылки для организации прямоточного перемещения деталей в процессе их изготовления.
Предметная специализация участков делает целесообразной обработку партии деталей параллельно на нескольких станках, выполняющих следующие друг за другом операции. Как только на предыдущей операции заканчивается обработка нескольких первых штук, они передаются на следующую операцию до окончания обработки всей партии. Таким образом, в условиях серийного типа производства становится возможной параллельно-последовательная организация производственного процесса. Это его отличительная особенность.
Применение той или иной формы организации в условиях серийного производства зависит от трудоемкости и объема выпуска закрепленных за участком изделий. Так, крупные, трудоемкие детали, изготовляемые в большом количестве и имеющие сходный технологический процесс, закрепляют за одним участком с организацией на нем переменно-поточного производства. Детали средних размеров, многооперационные и менее трудоемкие объединяют в партии. Если запуск их в производство регулярно повторяется, организуются участки групповой обработки. Мелкие, малотрудоемкие детали, например нормализованные шпильки, болты, закрепляют за одним специализированным участком. В этом случае возможна организация прямоточного производства.
Для предприятий серийного типа производства характерна значительно меньшая, чем в единичном, трудоемкость и себестоимость изготовления изделий. В серийном производстве, по сравнению с единичным, изделия обрабатываются с меньшими перерывами, что снижает объемы незавершенного производства.
С точки зрения организации основным резервом роста производительности труда в серийном производстве является внедрение методов поточного производства.
Массовое производство отличается наибольшей специализацией и характеризуется изготовлением ограниченной номенклатуры деталей в больших количествах. Цехи массового производства оснащаются наиболее совершенным оборудованием, позволяющим почти полностью автоматизировать изготовление деталей. Большое распространение получают автоматические поточные линии. Технологические процессы механической обработки разрабатываются более тщательно, по переходам. За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест. Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной-двух операций. Детали с операции на операцию передаются поштучно. В условиях массового типа производства возрастает значение организации межоперационного транспорта, технического обслуживания рабочих мест. Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования является одним из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов массового производства.
Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления проекции. В табл. 11.1 дается сравнительная характеристика различных типов производства.
Таблица 11.1
Сравнительная характеристика типов производства
Сравниваемые | Тип производства | ||
признаки | единичный | серийный | массовый |
Номенклатура и объем выпуска | Неограниченная номенклатура деталей, изготовляемых по заказу | Широкая номенклатура деталей, изготовляемых партиями | Ограниченная номенклатура деталей, изготовляемых в большом объеме |
Повторяемость выпуска | Отсутствует | Периодически повторяется | Постоянно повторяется |
Применяемое оборудование | Универсальное | Универсальное, частично специальное | В основном специальное |
Закрепление операций за станками | Отсутствует | Закрепляется ограниченное число деталеопераций | Закрепляются одна-две операции |
Окончание табл. 11.1 | |||
Расположение оборудования | По группам однородных станков | По группам для обработки конструктивно и технологически однородных деталей | По ходу технологического процесса обработки деталей |
Передача предметов труда с операции на операцию | Последовательная | Параллельно-последовательная | Параллельная |
Форма организации производственною процесса | Технологическая | Предметная, групповая, гибкая предметная | Прямолинейная |
studfiles.net
Типы, формы и методы организации производства.
⇐ ПредыдущаяСтр 2 из 6Следующая ⇒
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
где Копi – число операций, выполняемых на i-м рабочем месте;
Кр.м – количество рабочих мест на участке или в цехе.
Различают три типа производства: единичное, серийное, массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство.
Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства – от 11 до 20 (включительно), для крупносерийного производства – от 1 до 10 (включительно).
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Форма организации производства представляет собой определенное сочетание во времени и в пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой устойчивых связей.
Различные временные и пространственные структурные построения образуют совокупность основных форм организации производства. Временнаґя структура организации производства определяется составом элементов производственного процесса и порядком их взаимодействия во времени. По виду временной структуры различают формы организации с последовательной, параллельной и параллельно-последовательной передачей предметов труда в производстве.
Форма организации производства с последовательной передачей предметов труда представляет собой такое сочетание элементов производственного процесса, при котором обеспечивается движение обрабатываемых изделий по всем производственным участкам партиями произвольной величины. Предметы труда на каждую последующую операцию передаются лишь после окончания обработки всей партии на предшествующей операции.
Форма организации производства с параллельной передачей предметов труда основана на таком сочетании элементов производственного процесса, которое позволяет запускать, обрабатывать и передавать предметы труда с операции на операцию поштучно и без ожидания.
Такая организация производственного процесса приводит к уменьшению количества деталей, находящихся в обработке, сокращению потребностей в площадях, необходимых для складирования и проходов. Ее недостаток – в возможных простоях оборудования (рабочих мест) вследствие различий в длительности операций.
Форма организации производства с параллельно-последовательной передачей предметов труда является промежуточной между последовательной и параллельной формами и частично устраняет присущие им недостатки. Изделия с операции на операцию передаются транспортными партиями. При этом обеспечивается непрерывность использования оборудования и рабочей силы, возможно частично параллельное прохождение партии деталей по операциям технологического процесса.
Методы организации производства представляют собой совокупность способов, приемов и правил рационального сочетания основных элементов производственного процесса в пространстве и во времени на стадиях функционирования, проектирования и совершенствования организации производства.
Применяемые методы организации производственного процесса можно разделить на три вида:поточные; партионные; единичные.
Поточный метод характеризуется:
· глубоким расчленением производственного процесса на операции;
· четкой специализацией рабочих мест на выполнении определенных операций;
· параллельным выполнением операций на всех рабочих местах;
· расположением оборудования по ходу технологического процесса;
· высоким уровнем непрерывности производственного процесса, достигаемым обеспечением равенства или кратности продолж-ти операций такту потока.
· наличием специального межоперационного транспорта для передачи предметов труда с операции на операцию.
Основной структурной единицей поточного производства является поточная линия. Поточная линия представляет собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ним операций и связанных между собой специальными видами межоперационных транспортных средств. В условиях потока наиболее часто применяются разнообразные приводные транспортные средства – конвейеры. На конвейере непрерывного действия технологические операции выполняются во время движения изделия. При пульсирующем характере работы конвейер останавливается на время выполнения операций.
Поточный метод организации производственного процесса можно применять при соблюдении следующих условий:
· объем выпуска продукции достаточно большой, а изделия конструктивно не изменяются в течение длительного периода времени, что не всегда соответствует потребностям рынка;
· затраты времени по операциям могут быть установлены с достаточной точностью, синхронизированы и сведены к одной или кратной величине;
· обеспечивается непрерывная подача к рабочим местам материалов, деталей, сборочных узлов и полная загрузка оборудования.
Эффективность проявляется:
· в повышении производительности труда за счет сокращения перерывов в изготовлении продукции, механизации производственного процесса, специализации рабочих мест и т.д.;
· в ускорении оборач-ти оборот. средств за счет сокращения цикла обработки;
· в снижении себестоимости продукции.
В то же время поточная организация производственного процесса имеет и недостатки:
– монотонная, однообразная работа на конвейерах является причиной низкой удовлетворенности трудом рабочих и способствует увеличению текучести кадров;
– изделие должно быть полностью подготовлено к производству, так как любая его “доводка” потребует остановки всего конвейера;
– вся поточная линия может остановиться из-за поломки одного станка или выбытия одного рабочего.
Партионный метод организации производства имеет след. характерные черты:
· запуск в производство изделий партиями;
· обработка одновременно продукции нескольких наименований;
· закрепление за рабочим местом выполнения нескольких операций;
· широкое применение наряду со специал-ным универсального оборудования;
· использование кадров высокой квалификации, широкой специализации;
· преимущественное расположение оборудования по группам однотипных станков.
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях.
Рекомендуемые страницы:
lektsia.com
Типы и формы организации производства
Тип производства – классификационная категория производства, выполняемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Объем выпуска изделий – количество изделий определенного наименования, типоразмера и исполнения, изготовленных или ремонтируемых предприятием в течение планируемого интервала времени.
Производство подразделяется на три типа:
– единичное;
– серийное;
– массовое.
Единичное производство – производство, характеризуемое широкой номенклатурой изготовляемых или ремонтируемых изделий и малым объемом выпуска изделий.
Серийное производство – производство, характеризуемое ограниченной номенклатурой изделий, изготавливаемых или ремонтируемых периодически повторяющимися партиями выпуска.
Производственная партия – это группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени. Количество деталей в партии:
, (1.1)
где N – объем выпуска,
Т – количество рабочих дней в планируемом периоде выпуска,
а – периодичность запуска в днях.
Серия изделий – это общее количество изделий определенного наименования, типоразмера и исполнения, изготавливаемых или ремонтируемых по неизменной конструкторской документации.
Различают мелкосерийное, среднесерийное и крупносерийное производство.
Массовое производство – производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или ремонтируемых в течение продолжительного времени.
Коэффициент закрепления операций – основная характеристика типа производства, представляющий собой отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
, (1.2)
где О – число операций,
Р – число рабочих мест, на которых выполняются операции.
Тип производства оказывает влияние на построение ТП изготовления изделий и организацию работы на предприятии. Основные технологические признаки типов производств приведены в табл. 1.1.
Форма организации производства определяет порядок выполнения операций ТП, направление движения деталей в процессе их изготовления, расположение технологического оборудования и рабочих мест. Форма организации производства может быть групповой или поточной.
Групповая форма характеризуется однородностью конструктивно-технологических признаков заготовок, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест.
Поточная форма характеризуется расположением средств технологического оснащения в последовательности выполнения операций ТП с определенным интервалом выпуска изделия.
Для единичного и мелкосерийного производства характерна групповая форма организации производства, при этом оборудование располагается группами по принципу однородности. В среднесерийном производстве создаются предпосылки для реализации ТП с чертами поточности, когда оборудование устанавливается по возможности по ходу ТП. В крупносерийном и массовом производствах самой рациональной формой является поточная реализация производства.
Существует две формы организации поточного производства: непрерывно-поточная и прерывно-поточная.
В непрерывно-поточном производстве рабочие места располагают в порядке выполнения ТП, образуя поточную линию. Каждая операция закреплена за определенным рабочим местом. Продолжительность выполнения операции равна или кратна такту выпуска изделий.
Такт выпуска – интервал времени, через который производится выпуск изделий:
, (1.3)
Таблица 1.1. Характеристика типов производств
где F – действительный фонд рабочего времени в планируемом периоде;
N – объем выпуска изделий за планируемый период.
В прерывно-поточном производстве рабочие места располагают так же, как в непрерывно-поточном, но длительность выполнения операций не равна и не кратна такту.
Целесообразность применения поточной формы организации производства устанавливают по числу рабочих мест, приходящихся на одну операцию:
(1.4)
где tшт.ср. – среднее штучное время основных операций,
– такт выпуска.
При принимается поточная форма организации производства, в противном случае – групповая.
В условиях крупносерийного и массового производств используют автоматизированные, автоматические и комплексные автоматические линии, в том числе роторные и роторно-конвейерные. Высшей формой развития автоматизированного производства являются гибкие производственные системы (ГПС).
Похожие статьи:
poznayka.org
Типы, формы и методы организации производства 2
За каждым станком закрепляется относительно небольшое количество операций, что обеспечивает наиболее полную загрузку рабочих мест.
Оборудование располагается цепочкой по ходу технологического процесса отдельных деталей. Рабочие специализируются на выполнении одной – двух операций. Детали с операции на операцию передаются поштучно.
В условиях массового типа производства возрастает значение организации межоперационного транспорта, технического обслуживания рабочих мест.
Постоянный контроль за состоянием режущего инструмента, приспособлений, оборудования является одним из условий обеспечения непрерывности процесса производства, без которого неизбежно нарушается ритмичность работы на участках и в цехах.
Необходимость поддержания заданного ритма во всех звеньях производства становится отличительной особенностью организации процессов массового производства.
Массовое производство обеспечивает наиболее полное использование оборудования, высокий общий уровень производительности труда, самую низкую себестоимость изготовления продукции. В таблице 1., даётся сравнительная характеристика различных типов производства.
Таблица 1. Сравнительная характеристика типов производства
Правильное определение типа производства позволяет выбрать эффективный метод его организации, т.е. ответить на вопрос, как эффективнее осуществить производственный процесс.
Вместе с тем необходимо отметить, что отнесение предприятий к тому или иному типу производства носит в известной степени условный характер, так как в большинстве случаев имеет место сочетание различных типов производства. Тип производства определяет метод его организации. Таким образом, следующий параграф курсовой работы будет посвящён изучению методов организации производства.
Методы организации производства представляют собой совокупность операций и приемов при изготовлении продукции или оказании услуг.
Метод организации производства – способ осуществления производственного процесса, характеризующийся рядом признаков, главным из которых является взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования.
На рисунке 1.2., представлены методы организации производства.
Различают три основных метода организации производства: единичный, партионный и поточный.
«Поточный метод организации производства – метод, основанный на ритмичной повторяемости согласованных во времени и пространстве основных, вспомогательных и обслуживающих производственных операций, выполняемых на специализированных рабочих местах, расположенных по ходу технологического процесса. Поточный метод организации производства характерен для массового и крупносерийного типов производства.[12] »
Наибольшее распространение поточные методы получили в легкой и пищевой промышленности, машиностроении и металлообработке и др. отраслях. Поточный метод характеризуется:
– глубоким расчленением производственного процесса на операции;
– четкой специализацией рабочих мест на выполнении определенных операций;
– параллельным выполнением операций на всех рабочих местах;
– расположением оборудования по ходу технологического процесса;
– высоким уровнем непрерывности производственного процесса, достигаемым обеспечением равенства или кратности продолжительности операций такту потока. Такт – промежуток времени между двумя очередными изделиями, сходящими с последней операции поточной линии. Величина, обратная такту, называется ритмом поточной линии;
– наличием специального межоперационного транспорта для передачи предметов труда с операции на операцию.
Основной структурной единицей поточного производства является поточная линия.
«Поточная линия представляет собой совокупность рабочих мест, расположенных по ходу технологического процесса, предназначенных для выполнения закрепленных за ними операций и связанных между собой специальными видами межоперационных транспортных средств.[13] »
Существующие в промышленности поточные линии многообразны. Экономическая эффективность поточного метода обеспечивается высоким уровнем соответствия всем принципам организации производства; специализации, непрерывности, пропорциональности, параллельности, прямоточности и ритмичности. Он может проявляться:
– в повышении производительности труда за счет сокращения перерывов в изготовлении продукции, механизации производственного процесса, специализации рабочих мест и т.д.;
– в ускорении оборачиваемости оборотных средств за счет сокращения цикла обработки;
– в снижении себестоимости продукции.
В то же время поточной организации производства присущи и определенные недостатки.
К числу основных требований при выборе изделий для изготовления поточным методом относится отработанность сборочного процесса и относительная стабильность конструкций, большие масштабы производства, что не всегда соответствует потребности рынка.
Использование конвейерных поточных линий увеличивает транспортный задел (незавершенное производство) и затрудняет передачу информации о качестве продукции на другие рабочие места и участки.
Не менее важным недостатком является и низкая удовлетворенность трудом рабочих, занятых на поточных линиях. Монотонная, утомительная работа на них, выполнение однообразных операций снижает материальную заинтересованность в результатах труда, способствует увеличению текучести кадров.
На первом этапе совершенствования поточных методов необходимо внедрять организационные мероприятия, дающие большой положительный эффект и не требующие значительных капитальных вложений. К ним относятся:
– организация работы при изменяющихся в течение дня такте и скорости поточной линии;
– перевод рабочих в течение смены с одной операции на другую;
– применение многооперационных машин, требующих регулярного переключения внимания рабочих на разные процессы;
– меры материального стимулирования;
– внедрение агрегатно-групповых методов организации производственного процесса, поточных линий со свободным ритмом.
Основным направлением повышения социально-экономической эффективности поточного производства является внедрение полуавтоматических и автоматических поточных линий, применение роботов и автоматических манипуляторов для выполнения монотонных операций.
Партионный метод организации производства – метод, при котором периодически изготавливается относительно ограниченная номенклатура продукции в количествах, определяемых партиями их выпуска и запуска. Партионный метод характерен для серийного типа производства.
Партионный метод организации производства имеет следующие характерные черты:
– запуск в производство изделий партиями;
– одновременная обработка продукции нескольких наименований;
– закрепление за каждым рабочим местом нескольких операций;
– широкое применение универсального оборудования наряду со специализированным;
– использование высококвалифицированных кадров широкой специализации;
– преимущественное расположение оборудования по группам однотипных станков.
Наибольшее распространение партионные методы организации получили в серийном и мелкосерийном производствах, в заготовительных цехах массового и крупносерийного производства, использующих высокопроизводительное оборудование, превосходящее своей мощностью пропускную способность сопряженных станков и машин в последующих подразделениях.
По показателям экономической эффективности (росту производительности труда, использованию оборудования, снижению себестоимости, оборачиваемости оборотных средств) партионные методы значительно уступают поточным.
Частая смена номенклатуры изготавливаемой продукции и связанная с этим переналадка оборудования способствуют увеличению запасов незавершенного производства и ухудшают финансово-экономические результаты деятельности предприятия. Однако появляются возможности для более полного удовлетворения спроса потребителей на различные разновидности продукции, увеличения доли предприятия на рынке, повышения содержательности труда рабочих.
mirznanii.com