Фреза виды – Фреза по металлу – все виды фрез для фрезерного станка
alexxlab | 25.08.2019 | 0 | Вопросы и ответы
Назначение фрез
Фрезерованием называется процесс механической обработки различных поверхностей, с целью получения изделия необходимого размера, типа и класса шероховатости. Данный процесс возможен с помощью специальных высокопрочных многолезвийных режущих устройств – фрезеров или фрезеровальных машин.

Фреза представляет собой динамическое тело, на поверхности которого находятся острые зубья. Внешний вид фрезы зависит от формы обрабатываемой поверхности. Металлические зубья могут быть расположены как на цилиндрической части, так и на боковине. Рабочую поверхность фрез изготавливают из следующих материалов: углеродистых сталей, быстрорежущих сталей, твердых и минералокерамических сплавов.
При выборе типа фрезы следует учитывать материал, из которого изготовлены его резцы. Прочность композита должна быть прямо пропорциональна площади обрабатываемого материала. Чтобы избежать приобретения низкокачественных фрез, необходимо выбирать проверенные марки с подлинным сертификатом качества.
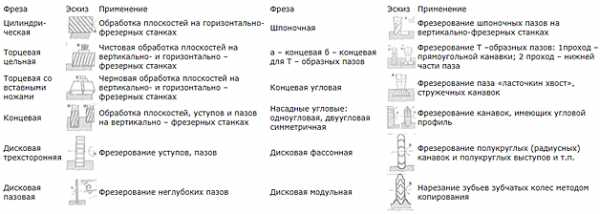
Краткие сведения (виды фрез и их применение):
Отрасли применения: производство оборудования для нефтегазовой отрасли, производство трубопроводной арматуры, аэрокосмическая промышленность, производство инструментов и форм (POS-материалов, наружной рекламы, плоских и объёмных букв, табличек, логотипов, указателей, мебели и предметов интерьера, рельефных изображений, барельефов, скульптур, 3D объектов и т.д.), автомобильная промышленность, общее машиностроение, строительство, энергетика, производство железнодорожного транспорта, судостроение, медицинская промышленность и т.д.
Цилиндрические фрезы
Область применения – для обработки открытых поверхностей на горизонтально-фрезерных машинах. Бывают с прямыми и винтовыми лезвиями. В основном изготовляются из углеродистой, быстрорежущей и легированной стали.
Цилиндрические фрезы в основном употребляются для обработки сложной многослойчатой поверхности, а также при работе с нержавеющей жаропрочной сталью, конструкционной сталью, серого чугуна, легкообрабатываемых материалов (медь, алюминий), органического стекла, слоистых пластмасс и стеклопластиков. Наиболее часто применяются с винтовыми зубьями, т.к. они более функциональны, и обработка выполняется более качественно. При разработке фрез с винтовыми зубьями мастеру необходимо учитывать нагрузку на конструкцию – это обеспечивает более точную и качественную работу инструмента.
Широко применяются в строительстве для изготовления погонажных изделий. Профили ножей используются различной формы, в зависимости от конечного результата.
Виды погонажных изделий:
- Наличник – это специальное профилированное приспособление, с помощью которого обрабатывают дверные и оконные рамки.
- Плинтус — это планка для перекрытия проема между напольным покрытием и стеной.
- Галтель – в основном используется для стыковки потолка и стены. Широко применяется в мебельном производстве.
- Рейка – представляет собой узкий деревянный брусок. В строительстве или ремонте незаменимая деталь.
- Вагонка – это узкая прочная доска для отделки потолка и стен в домах, банях и других сооружений.
- Уголок – это деревянное изделие с угловым торцом. Используется как элемент декора в отделочных работах.
Торцевые фрезы
При помощи торцевых фрез обрабатывают плоские поверхности на вертикальных и горизонтальных фрезерных станках. Подходят для обработки стали и прерывистых плоскостей. Корпус изготавливается из углеродистой, быстрорежущей и легированной стали.
Режущие элементы находятся на цилиндрической и боковой поверхностях фрезы, что позволяет работать с двумя перпендикулярными плоскостями одновременно.
Лезвие фрезы имеет три элемента: главное, переходное и вспомогательное.
В контактной поверхности работает большое число зубьев, что позволяет сдерживать излишние вибрации – соответственно, повышается качество обработки детали. Основное назначение – это 3D обработка различных поверхностей типа штампов и пресс-форм.
Данный вид фрез массово применяется в автомобилестроении для изготовления картера коробки передач. Картеры для высокоэффективных КПП изготавливаются, как правило, из доэвтектических алюминиевых или магниевых сплавов. Основными требованиями при изготовлении этих деталей являются строгое соблюдение заданных размеров и минимальное машинное время. Для высокоточной и экономически эффективной обработки этих сложных деталей применяют торцевые фрезы с большим количеством зубьев. За счет регулировки резцовых вставок с точностью до микрон и оптимальной геометрии режущих кромок достигается высокое качество обработки и исключительная стойкость.
Концевые фрезы
Концевыми фрезами высекают канавки, сквозные пазы, окна, карманы, шпоночные канавки и многое другое. Материал изготовления преимущественно быстрорежущая и легированная сталь. Остроконечные лезвия в таких фрезах располагаются на цилиндрической поверхности – ими осуществляется основная фрезеровка. На боковине в основном зачищается дно канавки. Лезвия в данных фрезах бывают винтовыми или наклонными.
При изготовлении электроэнергетического оборудования, а также в процессе сооружения и эксплуатации электростанций, применяется большое количество изделий со стандартными и специальными резьбами. Для производства турбин большой мощности, помимо прочего инструмента, масштабно используются концевые фрезы с пластинами типа U. Это позволяет обеспечить безопасность и надежность работы готового изделия, при этом увеличивая КПД на более чем 50%, при уменьшении времени на обработку готового продукта.
Дисковые фрезы
Дисковые фрезы применяются для обработки пазов, канавок и разрезки металлических и других элементов. Основное их назначение – это распил деревянных заготовок. В основном изготовляются из быстрорежущей и легированной стали. Этот вид фрез имеет высокую эффективность, несмотря на то, что у них часто иссечены зубья.
Основное применение дисковых фрез – фасонное фрезерование, отрезка деталей, прорезка шпоночных пазов и т.д. Преимущества конструкции очень ярко выражаются при обработке крупногабаритных изделий и пакетной обработке. Поэтому для изготовления зубчатых колес в машиностроении стали применять специальные твердосплавные дисковые призматические фрезы с углами 60 и 90 градусов, радиус на вершине зуба 0,03 мм, охватываемые диаметры фрез – от 15 до 80 мм. Данные фрезы дают возможность обрабатывать зубчатые колеса внешнего зацепления, зубчатые рейки, наружные шлицы, звездочки цепных передач и другие детали с зубчатыми элементами. Применяя дисковые фрезы можно добиться высочайшей производительности, позволяя сократить продолжительность цикла обработки не менее чем на 50% по сравнению с любыми другими методами нарезания зубчатых колес.
Угловые фрезы
Угловые фрезы используют для обработки канавок с угловым профилем. Основное назначение – это инструментальная промышленность, где фрезы применяют для прорезки стружечных углублений, разверток, зенкеров и прочее. Изготавливаются угловые фрезы цельными конструкциями из быстрорежущей стали.

Исходя из конструкции угловых фрез, их массово применяют для фрезерования стружечных пазов самых различных металлорежущих инструментов, в том числе и самих фрез (пазы типа «ласточкин хвост») и конструкций двух сопряженных плоскостей. Использование данного вида фрез позволяет увеличить скорость фрезерования и сэкономить время на обработку изделия.
Шпоночные фрезы
Главная и отличительная особенность – это фрезерование, как в одну, так и в другую сторону. Материал изготовления – легированная сталь. Применяются на вертикально фрезерных станках или на станках с маятниковой подачей.
Используются в основном для выполнения проемов в металлических изделиях. В работе участвуют только боковые кромки.
Соединения шпоночного типа можно встретить в самых разных приспособлениях. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких устройств бывают клиновыми, сегментными и призматическими. Основным инструментом для обработки шпоночных пазов на фрезере являются шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя резцами с режущими торцовыми основаниями, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как боковые кромки данных фрез направлены непосредственно в корпус инструмента, а не в наружную часть.
Фасонные фрезы
Фасонные фрезы применяются для обработки плоскостей и канавок усложненного фасонного профиля. Изготавливают из быстрорежущей и легированной стали. В отличие от стандартных, фасонные фрезы являются специальными, и проектируются с учетом габаритных размеров и профиля рабочей поверхности.
Фасонные фрезы широко применяются в металлообработке, т.к. обеспечивают высокую рабочую эффективность и позволяют низкоквалифицированному персоналу предприятий обрабатывать поверхности сложного профиля. С помощью фасонных фрез делается фасонное фрезерование профильных плоскостей — червяков, шестерен, оконных рам, багетов.

Так как фасонные фрезы являются специальными и предварительно проектируются под требования заказчика, они массово используются при производстве оборудования для нефтегазовой отрасли. Тем самым они идеально подходят для решения специфичных технологических задач. Например, для серийного выпуска муфт необходим большой ресурс работы инструмента. Данный вид фрез выполняет эту задачу на 100%, при этом сокращая время на обработку изделия.
Фрезы в мировых масштабах являются самым популярным приспособлением, которые используют для обработки различных поверхностей материалов. В составной части могут одновременно использоваться несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения для практически любой технологической задачи. Тем самым на сегодняшний день, фрезы являются незаменимыми, и широко используются в различных отраслях промышленности. Но наиболее важно знать для правильной эксплуатации – это как точно подобрать нужный вид инструмента и правильно его использовать, чтобы получить заготовку нужной формы и размера, и не повредить при этом фрезы.
freza.ru
ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ — Мегаобучалка
Работа 3
ОБРАБОТКА ЗАГОТОВОК НА ШИРОКОУНИВЕРСАЛЬНОМ ФРЕЗЕРНОМ СТАНКЕ
Цель работы: изучить устройство и принцип работы широкоуниверсального фрезерного станка; изучить основные типы фрез; ознакомиться с параметрами режима резания и научиться определять основное время при фрезеровании.
Оборудование рабочего места
1. Широкоуниверсальный фрезерный станок.
2. Набор фрез.
3. Методические указания.
I. УСТРОЙСТВО ШИРОКОУНИВЕРСАЛЬНОГО ФРЕЗЕРНОГО СТАНКА
Фрезерование – один из высокопроизводительных и распространенных методов обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей. Методом фрезерования получают уступы, выемки и пазы различного профиля. Фрезерование осуществляют на фрезерных станках с помощью многолезвийного режущего инструмента – фрезы. Главное движение при фрезеровании – вращение фрезы; движение подачи – поступательное перемещение заготовки или фрезы.
На рис. 5.1 дана схема широкоуниверсального фрезерного станка. Этот станок согласно классификации металлорежущих станков относят к 6 группе, 7 типу (например, станок модели 675). Опорой станка
служит полое основание 1, где размещается резервуар для смазочно-охлаждающей жидкости и насосная станция, состоящая из электродвигателя и центробежного насоса. В основании установлен также электродвигатель главного привода. К основанию станка крепится станина 8 с вертикальными и горизонтальными направляющими. Внутри станины размещены коробка скоростей 9 и коробка подач 10, органы управления
которых вынесены на боковую поверхность станины. В верхней части станины по горизонтальным направляющим, обеспечивая поперечную подачу (Sn), перемещается бабка 6 с горизонтальным шпинделем. К переднему торцу бабки крепят вертикальную головку 5 с вертикальным шпинделем 4. При работе с горизонтальным шпинделем вертикальная головка не устанавливается. Зажим инструмента в шпинделе производится шомполом. Для работы с двухопорными фрезерными оправками на верхних направляющих корпуса бабки крепится хобот 7 с серьгой. Таким образом, фреза, закрепленная в шпинделе станка, выполняет вращательное главное движение (V) и может выполнять поступательное движение поперечной подачи (Sn).

Рис. 3.1. Схема широкоуниверсального фрезерного станка
На вертикальных направляющих станины установлен суппорт 2 с горизонтальными направляющими, на которых смонтирован стол 3 для крепления заготовки. В суппорте размещены механизмы, обеспечивающие поступательное перемещение суппорта в вертикальном и стола в горизонтальном (продольном) направлениях. Таким образом, заготовка, установленная на столе, может получать подачу в двух направлениях: в вертикальном (Sb) и в продольном ( Sпр).
ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ
Фреза представляет собой режущий инструмент в виде тела вращения, на образующей поверхности или на торце которого расположены режущие зубья.
Весьма широкий диапазон фрезерных работ обуславливает многообразие режущего инструмента, применяемого на фрезерных станках.
Фрезы различают по следующим признакам:
– конструкции зубьев – цельные и вставные;
– направлению зубьев – прямые и винтовые;
– профилю зубьев – остроконечные и затылованные;
– конструкции – цельные и насадные;
– форме и назначению – цилиндрические, торцовые, дисковые, про- резные и отрезные, концевые, угловые, фасонные, резьбовые.
На рис. 3.2 схематично показаны основные типы фрез.
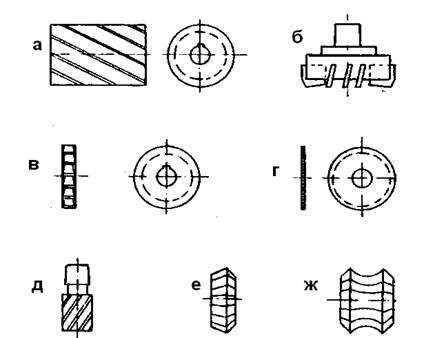
Рис. 3.2. Основные типы фрез
Цилиндрические фрезы (рис.3.2,а) применяют для обработки открытых плоскостей. Их изготавливают с левыми и правыми винтовыми канавками.
Торцовые фрезы (рис.3.2,б) имеют зубья на торцовой и цилиндрической поверхностях. Эти фрезы применяют для обработки открытых плоскостей. Изготавливают их обычно со вставными зубьями, закрепленными в массивном корпусе.
Дисковые фрезы (рис.3,2,в) применяют для обработки уступов, пазов, лысок. Дисковые фрезы могут быть одно-, двух- или трехсторонними. Трехсторонняя дисковая фреза имеет режущие кромки на двух торцах и цилиндрической поверхности. Двухсторонняя дисковая фреза – на одном торце и цилиндрической части. У односторонней дисковой фрезы режущие кромки имеются только на цилиндрической части.
Прорезные и отрезные фрезы (рис.3.2,г) применяют для выполнения узких пазов и отрезки заготовок. Эти фрезы имеют режущие кромки на цилиндрической поверхности,
Концевые фрезы (рис.3.2,д) имеют режущие кромки на цилиндрической и торцовой поверхностях. Концевые фрезы применяют для обработки плоскостей, уступов, пазов, криволинейных контуров.
Угловые фрезы (рис.3.2,е) применяют для обработки поверхностей, расположенных под углом друг к другу.
Фасонные фрезы (рис.3.2,ж) применяют для обработки фасонных поверхностей; профиль фасонной фрезы должен соответствовать профилю обработанной поверхности.
Фрезерование цилиндрическими и дисковыми фрезами может производиться двумя методами. Если направление вращения фрезы и перемещения заготовки не совпадают (рис.3.3,а), нагрузка на зуб увеличивается постепенно, т.к. толщина среза изменяется от нуля при входе зуба в обрабатываемый металл до максимума при выходе зуба из металла. Такой метод фрезерования называется встречным фрезерованием. Зуб работает из-под корки, подламывает и выбрасывает ее из зоны резания, что очень важно при обработке деталей, имеющих литейную корку, наклеп или окалину. Недостаток встречного фрезерования состоит в том, что усилие резания Р , направленное вверх, стремится оторвать деталь от стола, что при больших сечениях среза приводит к вибрации и ухудшению шероховатости обработанной поверхности.
Рис. 3.3. Методы фрезерования
Если направление вращения фрезы и перемещения заготовки совпадают (рис. 3.3,б), зуб сразу подвергается максимальной нагрузке. Усилие резания Р прижимает заготовку к столу.
Такой метод фрезерования называется попутным фрезерованием. Если на поверхности обрабатываемой заготовки имеется корка упрочненного металла, то это может привести к резкому снижению стойкости фрезы. Но при отсутствии корки, этот метод фрезерования обеспечивает большую стойкость фрезы, малую шероховатость обработанной поверхности и меньший расход энергии.
Таким образом, при черновой обработке, когда снимается большой объем металла, а на поверхности заготовки возможна корка упрочненного металла, целесообразно применять встречное фрезерование, а при чистовой обработке – попутное.
megaobuchalka.ru
Назначение и разновидности фрез — Режущий инструмент
Назначение и разновидности фрез
Фреза представляет собой многозубый инструмент в виде тела вращения, на образующей поверхности которого или на образующей поверхности и торцах одновременно расположены режущие кромки. Во время работы осуществляются два движения: главное движение — вращение фрезы вокруг оси и вспомогательное движение — движение подачи инструмента или детали. Поскольку в резании одновременно участвует несколько зубьев, процесс фрезерования отличается большей производительноcnью, чем, например, точение или строгание.
Фрезы применяются чрезвычайно широко для обработки плоскостей, прорезки прямобочных и угловых пазов, шпоночных канавок, разрезки металла, обработки фасонных поверхностей, нарезания резьб, зубчагых колес и других видов работ. Классифицировагь фрезы можно по назначению, способу крепления на станке, форме, профилю и расположению зубьев, по конструкции рабочей части и режущему материалу. Однако классификация фрез довольно затруднительна в связи с большим разнообразием конструкций и широкой областью их применения.
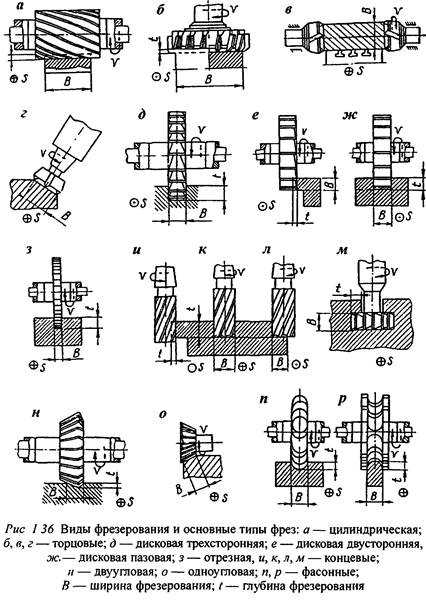
По наиболее общим признакам различают фрезы цельные и сборные; зубья цельных фрез выполнены как одно целое с корпусом из режущего материала. Их делают насадными для закрепления на оправке станка (это наиболее распространенный тип фрез) и с цилиндрическим или коническим хвостовиком для непосредственною закрепления в гнезде шпинделя станка или патрона. Хвостовыми изготовляют преимущественно фрезы малого диаметра, которые нельзя выполнить насадными Хвостовики делают из конструкционной стали и приваривают встык к рабочей части из быстрорежущей стали. Основные типы цельных фрез и работы, выполняемые ими, показаны на рис.1.36.
Сборные фрезы более экономичны. Корпуса таких фрез делают из конструкционных сталей, обычно стали 40Х, а ножи (зубья) — из режущих материалов или конструкционных статей с напаянными, приклеенными или механически закрепленными режущими пластинами. Ножи крепятся в пазах корпусов клиньями, штифтами, винтами и другими способами
Среди быстрорежущих наиболее распространены фрезы с клиновидными рифлеными ножами, а также с плоскопараллельными рифлеными ножами и гладкими клиньями (рис. 1.37).

Для повышения производительности фрезы всех разновидностей оснащают твердыми сплавами. Однако следует иметь в виду, что из- за повышенной хрупкости твердого сплава и ударной нагрузки при входе и выходе зуба из резания не все твердосплавные фрезы одинаково работоспособны. Фрезы с жесткими корпусами, такие, как торцовые, успешно работают при фрезеровании любых конструкционных материалов. Другие разновидности твердосплавных фрез с недостаточной жесткостью корпусов, особенно отрезные и дисковые, хорошо зарекомендовали себя при обработке чугуна и цветных металлов, где усилия резания сравнительно небольшие. Обработка стали такими фрезами также выполняется, но при тщательной отладке операции, заключающейся в обеспечении надлежащей жесткости станка, приспособления, детали, достаточной плавности подачи стола станка, равномерности вращения его шпинделя, выбора наиболее подходящих марок твердого сплава и оптимизации параметров инструмента.
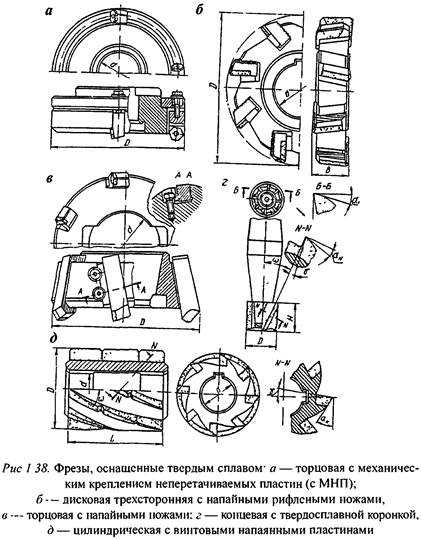
Наиболее рациональным способом крепления пластин твердого сплава является механическое крепление, устраняющее дефекты напайки пластин. Самыми прогрессивными среди них следует считать конструкции с механическим креплением радиально или тангенциально расположенных неперетачиваемых многогранных пластин (рис. 1.38, а, е—з, к).
Широкое применение получили сборные фрезы с ножами или резцами, в гнездах которых пластины твердого сплава напаиваются или приклеиваются (рис. 1.38, б). Основное их преимущество по сравнению с фрезами, оснащенными неперетачиваемыми пластинами, состоит в том, что конструкция — повышенной жесткости и позволяет разместить больше режущих зубьев. Конструктивное оформление основных типов таких фрез такое же, как и с быстрорежущими пластинчатыми ножами, только поперечное сечение ножей несколько больше (сравни рис. 1.38, б и 1.37, г). Отличаются от быстрорежущих торцовые фрезы для обработки стали. В связи с большими силами резания ножи выпускают с крупным сечением, наподобие токарных резцов, и закрепляют в корпусе различного рода клиньями (рис. 1.38, в).
У фрез малых размеров, которые не могут быть сделаны сборными, а также у относительно крупных концевых, цилиндрических и торцовых фрез с винтовыми пластинами твердого сплава пластины напаиваются или наклеиваются непосредственно на корпуса (рис. 1.38, д).
Мелкоразмерные твердосплавные фрезы делают целиком из твердого сплава или в виде твердосплавных коронок с зубьями, которые напаиваются на хвостовые державки (рис. 138, г).

Смотрите также
rezh-instrument.ru
Фрезы ЧПУ обработки: виды, выбор, использование
Вопрос-ОтветВыбор качественного инструмента для станка с ЧПУ должен основываться на таких свойствах фрезы как износоустойчивость, прочность, сбалансированность.
Новые технологии не стоят на месте и современнейшие промышленные компании зачастую снабжены фрезерным станком с ЧПУ, который регулируется не вручную, оператором, а новейшими компьютерными проектами и индивидуальными электронными приборами.
Фрезерный станок обладает сложной системой, где режущий инструмент – самая важная его составляющая. Это происходит от того, что фрезерная обработка числовым программным управлением считается одним из самых точных устройств для резьбы.
Фрезерование древесины — это способ резания при помощи вращающихся вокруг оси фрез с несколькими режущими кромками. Фрезерная обработка числовым программным управлением производится на разнообразных фрезерных станках и механическим путем с помощью ручных фрезерных станков.
Фрезерные установки способствуют выполнению различных специальных процессов: резание, сверление, расчет пространства между отверстиями, которые требуют исполнения.
Проработка проводится за счет вращения лезвия, когда кромка касается заготовки, вследствие чего и происходит удаление слоя обрабатываемого материала.

Как выбрать режущий инструмент
На сегодняшнее время мировой рынок многообразен видами фирм – лидеров по производству режущего оборудования, таких как концерн Sandvik, Kennametal, Mitsubishi, ISCAR.
Весь подбор спектра оборудования разделяют на 2 группы:
- Инструмент со сменными пластинами – является более экономичным вложением, не требующим переточки;
- Монолитный инструмент.
Виды фрез по обработке
Основные виды фрез:
- Концевая. С ее помощью фрезеровка материала осуществляется по ряду линий. Зачастую, алмазные фрезы ЧПУ обработки, которые имеют две рассекающие кромки и напоминают сверло.
- Торцевая. В этом виде инструмент имеет форму цилиндра, а производные резьбы выступают на торцах. Применимы для ровной плоскости и частых обрабатывающих процессов.
- Дисковая. Применяют для формирования пазов и выемок. Многозадачный инструмент производит большинство операций, зависящих от количества и месторасположения режущих кромок.
- Угловая. Используют для фрезеровки края поверхности. В составе две режущие кромки, находящиеся одна к другой под разными углами.
- Фасонная. Используется для криволинейных фрезерных работ и формирования разноуровневых образцов. Фасонные лезвия фрезы для станка отличаются высочайшими характеристиками, и используются уже при финишной обработке, где срез выходит предельно аккуратным.

Профильный рабочий инструмент, который обрабатывается можно подразделить на типы:
- для фрезерования изделий по дереву;
- для фрезерования изделий из абразивных металлов;
- для изготовления пластиковых элементов и полимерных элементов.
Прежде чем приступить к работе с фрезами, следует уяснить, что все фрезы для пластика и древесины не применяют для отделки изделий из металла, поскольку у фрезеров по металлическим изделиям совсем иная технология резки и производятся они из другого сырья. Древесина же обрабатывается гораздо проще металла.
Подбор фрезы
Как же подбирают фрезу? Нужно учитывать такие свойства как износоустойчивость, прочность, сбалансированность. Только имея в виду данные параметры, можно сделать выбор и подобрать ряд качественных инструментов для станков.
Самый важный упор при подборе фрезы следует сделать на функциональные способности приборов и их общетехнические критерии. Руководствоваться необходимо такими характеристиками, как:
- тип фрезерного приспособления, который служит для выполнения значимых функций;
- параметры рабочего места преимущества и обратная сторона различных моделей;
- функциональные возможности;
- дополнение к конструкции Т-образного паза, где он служит наиболее приемлемому креплению заготовки;
- напряжение, достаточное для работы станков с ЧПУ;
- виды: настольные, миниатюрные или профессиональные;
- гарантии качества от производителя.

Порядок действий на станке
Такой порядок выглядит следующим образом:
- Сначала нужно загрузить устройство в магазин механизма.
- Привязка фрезерной машины. Все оборудование обладает различной длиной, по этому проводятся операции, назначения которых, оповестить станок, о местонахождении точек пространства. Иногда следует заранее настроить все параметры работы с помощью макропеременных, чтобы датчики привязки корректно использовались.
- Привязка изделия к нулю, а именно необходимо настроить отдельную систему координат фрезой или при помощи ручных и автоматических датчиков.

Виды по обработке
Инструмент обладает однозаходными, двухзаходными, трёхзаходными режущими кромками. Так, двухзаходная фреза в назначении носит в себе два режущих ножа. Преимущественно, за один виток она режет дважды, а однозаходная лишь единожды.
- Однозаходные, с обрезкой стружки вверх. Лидируют в фрезеровании пластмассы и вязких веществ.
- Двухзаходные, с удалением стружки вверх. Подбирают при обработке древесины, легкой и неплавкой продукции.
- Трех и четырехзаходные, с обрезкой стружки вверх. Используются при выполнении объемных работ, обладают высокой скоростью.
- С обрезкой стружки вниз. Выбирают при использовании с тонким предметом или когда ряд листов обрезается одновременно. Преимуществом выбора является дополнительное надавливание поверху.
- С ровными лезвиями. Применяются для резьбы фанеры и иных многослойных изделий.
- «Кукуруза», рашпильные, бор-фрезы применимы в деятельности со стеклотекстолитом, материалами, обладающими высокой твердостью.
- Компрессионные. Используют при производстве с деревом, склонному к возникновению ворса или сколов.
- Фасонные. Инструмент с ножами для гибкого композитаи V-образные, галтельные, калёвочные. Задача — обработка фасонной поверхности.
- Для рельефов и для обработки 3Д. Характерной чертой выступает сферический наконечник, с его помощью формируются рельефные поверхности.
- Граверы. Как говорит само название, применяются для гравировальной деятельности.
vseochpu.ru
Фрезы по дереву для ручного фрезера: характеристики и назначение
Фрезы для ручного фрезера самый востребованный на данный момент вид оснастки, с помощью которой обычные деревянные бруски превращаются в произведение искусства. Рассмотрим основные отличия фрез по дереву и их деление по классам и видам.
Пазовые фрезы
Их еще называют концевыми, способны выдерживать радиальную нагрузку и предназначены для сверления пазов.
Прямые пазовые фрезы
Они имеют параллельные режущие кромки, которые при вращении очерчивают собой цилиндрическую поверхность. Ими обрабатывают прямые пазы, а в сочетании с копировальной втулкой тонкие фрезы этого типа годятся для вырезания криволинейных плоских заготовок по шаблону. Размерность их определяется диаметром и длиной режущей части.
Галтельные V-образные пазовые фрезы
Они оставляют прямой паз с дном уголком. Подобный профиль применим как элемент декоративной резьбы или как некая направляющая для перемещения, например, ящика, что иногда встречается в старой мебели.
Конструкционные пазовые фрезы
Предназначены для изготовления соединений, например «ласточкин хвост», или перевернутого Т-образного паза.
Этой же фрезой можно получать простые ящичные соединения для малонагруженных ящичков, вроде шкатулок. Размерность их определяется максимальным диаметром, углом наклона и высотой рабочей части.
Начнем с обзора комбинированных рамочных фрез фирмы «Энкор».
Фрезы для сращивания на микрошип, или «мышиный зуб»
Обычно применяются для сращивания длинных заготовок по длине. Но таким фрезам можно найти и другое применение: присоединение пласти к торцу, чтобы получать декоративные эффекты или делать широкие щиты.
Фасонные пазовые фрезы
Как следует из названия, они предназначены для пазов с фасонными боковыми поверхностями. Разумеется, что при использовании параллельного упора или копировальной втулки ими вполне реально обрабатывать кромки заготовок.
Выбор таких фрез достаточно велик, а размерность определяется как наибольший диаметр, радиусы боковых выборок или выпуклостей и высота режущей части.
Два подробных видео сюжета, которые помогут определиться с правильным выбором фрез для ваших работ.
Назначение фрез и существующие виды — видео
Как правильно подобрать фрезу по дереву для фрезера — видео
Некоторые из них пригодны и для изготовления углублений большой площади, вроде отделений в шкатулках, углублений в некруглых блюдцах, деревянных подносах и других подобных работ.
Кромочные фрезы
Предназначены для обработки краев изделия. Все кромочные фрезы характеризуются наличием подшипника, который при работе обкатывает кромку детали. При этом рабочая (режущая) часть расположена выше или ниже подшипника.
Прямые кромочные фрезы
Прямые кромочные фрезы наиболее востребованы при работе с шаблонами, причем подшипник у них бывает верхний или нижний. Вторые дешевле, но при их использовании заготовка располагается между шаблоном и фрезером, что не позволяет вести обработку в два прохода по глубине (при верхнем подшипнике это возможно).
Приемы работы с кромочными фрезами — видео
Кромочные фрезы
Предназначены для обработки краев изделия. Все кромочные фрезы характеризуются наличием подшипника, который при работе обкатывает кромку детали. При этом рабочая (режущая) часть расположена выше или ниже подшипника.
Прямые кромочные фрезы
Прямые кромочные фрезы наиболее востребованы при работе с шаблонами, причем подшипник у них бывает верхний или нижний. Вторые дешевле, но при их использовании заготовка располагается между шаблоном и фрезером, что не позволяет вести обработку в два прохода по глубине (при верхнем подшипнике это возможно).
Приемы работы с кромочными фрезами — видео
Подобные фрезы характеризуются рабочей длиной, рабочим диаметром, а также диаметром подшипника (он не всегда равен рабочему). Для большинства случаев удобнее выбирать фрезы, у которых эти диаметры совпадают, что облегчает изготовление и крепление шаблона на заготовке.
Фасонные, или калевочные, кромочные фрезы

Отличаются большим разнообразием. Выбор таких фрез диктуется только желаемым профилем кромки, который выбирают исходя из внешнего вида изделия.
Размерность их, как правило, определяется высотой рабочей части, а также наибольшим диаметром и радиусом закругления, которое они делают.
Если закруглений в профиле несколько, то обычно указывается профиль наибольшего из них. Крайне редко, но встречаются регулируемые калевочные кромочные фрезы. У них можно настраивать расстояние между рабочими частями.
Дисковые кромочные фрезы

Предназначены для выборки фальца, но в отличие от прямых пазовых они базируются по кромке подшипником, отчего выбираемый ими паз точнее располагается относительно ребра заготовки. Правда, они и дороже прямых пазовых. Зачастую такие фрезы делают регулируемыми, чтобы выбирать пазы разной глубины или ширины. При этом в набор входят подшипники разного диаметра или стопка тонких фрез на оси, так что высота изменяется разборкой фрезы и снятием лишних дисков.
Как правильно выбрать фрезу. Советы начинающим фрезеровщикам в этом видео
Фигурные кромочные фрезы
Они могут иметь на конце подшипник, но форма их кромок намного сложнее, чем у фасонных кромочных, а высота больше. Применимы для получения багета и обработки кромок филенок, плинтусов, фасадных рам. Без подшипника такие фрезы тоже выпускаются. В этом случае ими надо работать с помощью параллельного упора или копировальной втулки и шаблона.
Комбинированные рамочные, или контрпрофильные, фрезы. Они используются при обработке смежных кромок с целью создать части соединения рамок. Такие фрезы бывают и сборными.
Горизонтальные фигирейные фрезы
Предназначены для декоративного фрезерования кромок филенок. Из-за большого диаметра, массы и усилия резания они выпускаются исключительно с 12-миллиметровым хвостовиком и применять их можно только в столе, то есть при стационарном креплении фрезера. Иногда такая оснастка состоит из двух режущих дисков и способна за один проход обрабатывать обе стороны филенки.
Подобные фрезы имеют наибольший диаметр из всех, так что при выборе фрезерной машины стоит сразу подумать, будете ли вы делать филенки. Это соображение напрямую влияет на выбор инструмента по диаметру отверстия в его подошве.
Наборы фрез по дереву
Покупать фрезы поштучно дорогое удовольствие, проще взять целым набором. Он конечно дороже одной фрезы, но если те же фрезы купить отдельно то брать целым набором гораздо дешевле. О таких наборах мы и поговорим сегодня.
Какие наборы фрез по дереву существуют и сколько стоят — видео
Компания «Диолд» предлагает множество наборов твердосплавных фрез. Мы расскажем о пяти.
- Включает шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, которые оснащены нижним опорным подшипником. Хвостовик — 8 мм.
- В этот набор входит 12 фрез:
- две кромочные с радиусами 6,35 и 9,5 мм и с опорным подшипником; одна фигурная с двумя радиусами 4 мм и с опорным подшипником;
- три концевые диаметром 6, 12 и 16 мм; одна торцевая диаметром 12,7 мм; одна угловая (90 градусов) с наружным диаметром 12,7 мм;
- одна пазовая с радиусом 6,35 мм;
- одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником;
- одна торцевая угловая (45 градусов) с опорным подшипником;
- одна пазовая (под «ласточкин хвост») с диаметром торца 12,7 мм и углом 14 градусов. Этот набор фрез будет полезен для начинающего столяра, так как им можно выполнять многие работы по изготовлению несложных предметов мебели.
- Третий набор состоит из 16 предметов и похож на усиленный второй. Добавлены концевые фрезы диаметром 3 и 12,7 мм; пазовая с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм.
- Комплект ориентирован на профессионалов — это 12 фрез усиленной конструкции со всеми функциями второго набора.
- Наконец, пятый набор похож на четвертый, но состоит из 20 фрез усиленной конструкции с большим разнообразием параметров и добавлением торцевой пазовой фрезы шириной 9,5 мм и диаметром 32 мм. Он тоже ориентирован на «профи». Кроме указанных, у «Диолд» есть еще 10 наборов, которые комплектуются фрезами в различных комбинациях.
Подробности работы с филенчатыми фрезами.
Компания «Диолд» предлагает множество наборов твердосплавных фрез. Мы расскажем о пяти.
- Включает шесть кромочных фрез с радиусами 3, 4, 5, 6, 8 и 10 мм, которые оснащены нижним опорным подшипником. Хвостовик — 8 мм.
- В этот набор входит 12 фрез:
- две кромочные с радиусами 6,35 и 9,5 мм и с опорным подшипником; одна фигурная с двумя радиусами 4 мм и с опорным подшипником;
- три концевые диаметром 6, 12 и 16 мм; одна торцевая диаметром 12,7 мм; одна угловая (90 градусов) с наружным диаметром 12,7 мм;
- одна пазовая с радиусом 6,35 мм;
- одна торцевая радиусная с радиусом 6,35 мм и опорным подшипником;
- одна торцевая угловая (45 градусов) с опорным подшипником;
- одна пазовая (под «ласточкин хвост») с диаметром торца 12,7 мм и углом 14 градусов. Этот набор фрез будет полезен для начинающего столяра, так как им можно выполнять многие работы по изготовлению несложных предметов мебели.
- Третий набор состоит из 16 предметов и похож на усиленный второй. Добавлены концевые фрезы диаметром 3 и 12,7 мм; пазовая с радиусом 3,2 мм и специальное сверло диаметром 6,3 мм.
- Комплект ориентирован на профессионалов — это 12 фрез усиленной конструкции со всеми функциями второго набора.
- Наконец, пятый набор похож на четвертый, но состоит из 20 фрез усиленной конструкции с большим разнообразием параметров и добавлением торцевой пазовой фрезы шириной 9,5 мм и диаметром 32 мм. Он тоже ориентирован на «профи». Кроме указанных, у «Диолд» есть еще 10 наборов, которые комплектуются фрезами в различных комбинациях.
Подробности работы с филенчатыми фрезами.
obinstrumente.ru
Основные виды фрез по дереву для ручного фрезера
Настоящим помощником в доме является фрезер для ручной работы c разнообразными резцами. Их использование превращает деревянные бруски в настоящие произведения искусства. Ознакомимся с самыми востребованными фрезами по дереву, назначением и применением.
Что такое ручной фрезерный станок
Ручным фрезерным станком в домашних условиях обрабатываются мелкие деревянные детали. Рассмотрим, какие бывают комплекты фрез и для чего они используются.
Основное применение:
- Для установки дверей
- Для монтажа оконных рам (рамочные фрезы)
- При обтачивании небольших брусков и планок
- При создании отверстий для установки дверных и оконных замков
Фрезер используется только в точечных работах на небольших деревянных участках.
Мощность инструмента бывает:
Лёгкая модель имеет мощность до 750 Вт. Подходит для выполнения мелких работ в домашних условиях.
Обладая мощностью 750–900 Вт, модель является востребованной. Это незаменимый помощник во время монтажа мебельной обвязки и создания фигурных деталей из деревянных брусков.
Тяжёлая модель используется для выполнения профессиональных изделий. Она имеет мощность 900–1200 Вт.
Классификация насадок по дереву для ручного фрезера
Независимо от технических характеристик, оснастку можно разделить по специфике использования.
Спиральный резец позволяет находиться инструменту в постоянном контакте с древесным материалом. Это приводит к более ровному резу.
С помощью профильных оснасток закругляют углы, снимают фаски и делают выборку канавок. Микрошиповая фреза – одна из разновидностей. На ней присутствуют боковые и торцевые кромки. При помощи этой фрезы формируется соединение «шип – паз»;
Кромочный вид резца, который придает кромке эстетичный вид. В нем отсутствуют ножи на конце, а наличие подшипника на конструкции способствует выполнению кромки столешницы по лекалам и получения фаски на кромке изделия.
Важно! Чтобы продлить работу подшипника, его регулярно нужно смазывать машинным маслом.
Чтобы деревянные заготовки выглядели чисто – с пазами и канавками, стоит остановить свой выбор на пазовых длинных резцах. Они могут представлять собой как твердосплавный монолит, так и стальной инструмент с быстрорежущими напайками. Плиты МДФ и ДСП обрабатывают удлиненным режущим инструментом для ручного фрезера.
Сферические фрезы по дереву имеют круглое очертание. Ими обрабатывают торцы деревянных деталей, создают пазы. Отличительной чертой этого типа резца является наличие режущей части по всей окружности. Это преимущество даёт возможность инструменту работать под любым углом как на всей рабочей поверхности, так и на отдельных участках.
Как выбрать пазовые фрезы. Их основные виды

Цилиндрическая форма резца после работы оставляет прямоугольное сечение в пазе. Это самый простой инструмент.
Фрезы с закругленной режущей головкой используют для фигурной обработки столярных заготовок. Применяют для декоративной обработки мебельных элементов, а сечение паза напоминает конфигурацию буквы U.
- V–образные 90˚
Резцы используют для получения на деревянной детали небольшой канавки V–образного вида. Боковые стенки ее между собой имеют угол 90˚.
- Конструкционные
Резец в заготовке образует перевёрнутую букву Т. Основание его имеет форму правильной трапеции. Это очень надёжное соединение. Если заготовки задвинулись между собой, то по-другому их не разъединить.
Инструмент используют для декоративных и кромочных работ. Их называют ещё филёнчатые. В сечении паза получается форма фигурной скобки. Фрезеруют не только центр, но и край заготовки.
Важно! Фрезы – расходный материал. Необходимо делать запас резцов, так как они срабатываются во время обработки деревянных заготовок.
Пальчиковые (обгонные) заточки состоят из хвостовой, основной и рабочей части. С помощью инструмента формируется углубление определённой конфигурации, обрабатывается кромка, врезаются петли или другие фурнитурные элементы. А на поверхности бруска можно выполнить декоративные элементы объёмных форм.
Резцы бывают выпуклые и вогнутые с реверсным вращением, что делает их универсальными. Они выполняют сложную или фигурную обработку деревянных заготовок.
Фреза имеет цилиндрическую форму, режущую кромку, дополнительные торцовые элементы, которые защищают дно канавки. Они идут со сменными ножами. Обрабатывают выемки и уступки. Заточка глубоко проникает в заготовку, обрабатывает отверстие и плоскость, которые расположены под углом 90˚ друг к другу.
Строительная индустрия предлагает фрезы наборные из 10, 12, 50 и 60 штук. Выбирать инструмент нужно по техническим параметрам.
- Профиль–контрпрофиль
С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых – ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль–контрпрофиль»).
Строгальная фреза изготовлена из легкого, но прочного сплава, оснащена четырехсторонними твердосплавными ножами, предназначена для фугования гладких поверхностей древесины мягких и твердых пород или фрезерования криволинейных заготовок из дерева, фанеры, МДФ на фрезерных одношпиндельных станках с ручной и механической подачей заготовок.
Нужно обращать внимание:
- на пайку, которая при длительной работе может потерять свою продольную устойчивость;
- на пластину с хвостовиком, которые должны быть прочно припаяны материалом артикула ПСр 40 или ПСр 37,5 с серебром и медью;
- на тепловую прочность, которая проверяется методом нагрева до температуры 200–250˚ С. В этом случае продольная ось не должна биться больше, чем на 0,05 мм.
Фрезы, изготовленные из быстрорежущей стали, имеют лучшую прочность, по сравнению с монолитными резцами из инструментальной стали.
Используются для получения на поверхности заготовок 3D рельефов. Хвостовик в конусной фрезе может иметь диаметр 4, 6 и 8 мм. Глубина рельефа зависит от выбранного диаметра хвостовика. Ею обрабатывают внешние кромки, декоративные фаски, мебельные детали, которые впоследствии будут соединяться в круглую форму.
- Долбёжные

Данными фрезами выполняют долбёжно-пазовальные работы в древесных заготовках. Производители используют высокопрочную сталь с антикоррозийной защитой.
Размеры фрез по дереву
Основные параметры оснастки – длина и диаметр. Самым востребованным диаметром для хвостовика является размер 6, 8 и 12 мм. Он является ключевым для инструмента. В магазине продаются фрезы с диаметром ¼ дюйма – 6,35 мм и ½–12,7 мм. Они не подходят к 6 и 12 мм цангам.
Важно! Диаметры хвостовика и цанги должны быть одинаковыми по размеру. Небольшая разница не даст ожидаемого результата в работе.
Заключение
Ознакомившись с видами фрез, можно сделать вывод, что фрезерование имеет большие возможности – формирует кромки, филенки, пазы, канавки разной глубины и конфигурации. Каждый тип инструмента предназначен для определенного вида работы. Фальцевая фреза применяется для получения оконных пазов под стекло в деревянных рамах. Изготовление фасада мебели фасадными фрезами, плинтуса, паркетной доски, поручней, багета возможно другими видами. Сколько стоят фрезы по дереву, можно увидеть в любом строительном или специализированном магазине. Отдельная группа продукции – алмазные фрезы по дереву. Они отличаются самой высокой прочностью, но и цена в разы выше. Имеются фрезы по алюминию, по камню, по металлу, но это уже другая тема.
Во время работы ручным фрезером необходимо соблюдать технику безопасности. Обязательно должны быть спецодежда и респиратор.
pro-instrument.com
Виды фрез – Энциклопедия по машиностроению XXL
Образец протачивался по поверхности трения и прирабатывался по эталонному ролику, изготовленному в виде фрезы с мелкими поперечными шлицами небольшой глубины. В результате такой обработки достигалось хорошее соответствие поверхностей трения и высокий класс шероховатости. Посередине образца была сделана поперечная канавка шириной 5 мм на глубине 1,5—2 мм, разделявшая поверхность трения на две равные части. Канавка служила местом, через которое могли удаляться посторонние [c.83]
Основные виды фрез и области их применения [c.364]
При фрезеровании — оптимальная величина износа, при которой достигается наибольшая общая продолжительность работы фрез при максимально допустимом числе переточек. Рекомендуемые средние значения оптимальных величин износа, в зависимости от обрабатываемого материала, вида фрез и характера обработки, приведены в табл. 3. [c.286]
Широкое распространение получили торцовые фрезы с неперетачиваемыми многогранными пластинками из твердого сплава. Конструкции этих фрез позволяют заменять отдельные ножи или весь комплект их непосредственно ка станке. В собранном виде фреза имеет достаточно высокую точность биение по главным режущим кромкам двух смежных ножей не превышает 0,03— 0,05 мм, а двух противоположных — 0,06—0,1 мм, торцовое биение — 0,06—0,08 мм. [c.252]
В зависимости от расположения зубьев относительно обрабатываемой поверхности различают цилиндрические (фиг. 1, а) и торцовые фрезы (фиг. 1, б). Другие виды фрез—дисковые пазовые, дисковые двусторонние, дисковые трехсторонние (фиг. 1, в), отрезные (фиг. 1, г), концевые (фиг. 1, д), угловые (фиг. 1, е) и фасонные (фиг. I, ж) — можно рассматривать как принадлежащие к одному из этих двух основных видов. [c.240]
Выбор скорости резания. Скорость резания при фрезеровании зависит от материала режущей части фрезы, обрабатываемого. материала, геометрических пара.метров зуба фрезы, глубины фрезерования, подачи на один зуб, принятой стойкости фрезы и других факторов. Ее обычно назначают по нормативам режимов резания [5] и [6]. Рекомендуемые скорости резания при фрезеровании всеми видами фрез, изображенными на фиг. 1, наиболее применяемых материалов в зависимости от материала режущей части фрезы, глубины резания и подачи на один зуб приведены в табл. 38, 39, 40 и 41. [c.305]
По предельным отклонениям профиля нарезаемой резьбы оба вида фрез разделяются на две степени точности Е — для нарезания резьбы по 2-му классу и Н — для нарезания резьбы по 3-му классу точности. [c.299]
Элементы и геометрические параметры цилиндрической и торцевой фрез. Виды фрез [c.499]На рис. 23.26 показаны основные виды фрез и схемы обработки. [c.500]
Из различных видов фрез хвостовые фрезы не крепятся на оправке. Их вставляют в шпиндель, центрируют и закрепляют затяжным болтом, пропускаемым через отверстие в шпинделе. Конец болта ввинчивают в нарезанное отверстие конического хвостовика фрезы. [c.17]Фрезерные станки (фиг. 397) применяются для выполнения самых разнообразных работ, связанных со снятием металла с поверхности детали. Режущим инструментом для фрезерных станков являются различные по форме и виду фрезы. [c.284]
Виды фрез дисковых, концевых и угловых [c.321]
Рассмотрение выбора параметров рабочей части целесообразно проводить применительно к концевым фрезам, так как эти фрезы (рис. 5.1) объединяют в себе как элементы торцовой фрезы (насадной или концевой), так и элементы цилиндрической фрезы. Специфические особенности, свойственные насадному инструменту, будут рассмотрены со ссылкой на эти виды фрез. [c.165]
Для различных видов фрез и обрабатываемых материалов = 0,0125 -ь -ь 0,09, При фрезеровании цилиндрическими фрезами стали марки 40 Xs = = 0,83 г/, = 0,07 = 0,64, при торцовом фрезеровании сталей марок 10, 20, 35, 45, 20Х, 40Х л , = 1,25 у, и г, равны нулю. [c.196]
При фрезеровании изделий другими видами фрез условия определения некоторых элементов фрезерования могут несколько меняться в зависимости от особенностей их работы. [c.375]
Какие основные виды фрез применяются при фрезеровании [c.379]
По предельным отклонениям профиля нарезаемой резьбы оба вида фрез разделяются на две степени точности Е и И. [c.267]
Фрезы торцовые (рис. 126, к). Этот вид фрез наиболее широко применяется при обработке плоскостей на вертикально-фрезерных и продольно-фрезерных станках. Как правило, торцовые фрезы бывают насадными с вставными ножами. [c.250]
В зависимости от расположения зубьев относительно обрабатываемой поверхности различают цилиндрические (рис. 1, а) и торцовые фрезы (рис. 1, б). Все другие виды фрез — дисковые пазовые (рис. 1, в), дисковые трехсторонние (рис. I, г), прорезные (рис. 1, д) и концевые (рис. 1, е) — можно условно рассматривать как один из этих двух основных типов. [c.5]
Рассмотренные элементы зуба цилиндрической и торцовой фрез присущи всем видам фрез. Наука резания металлов установила наиболее целесообразные величины и значения этих элементов, сочетание которых называют геометрией фрезы. [c.415]Рис, 53. Ширина и глубина фрезерования при обрабо.т-ке основными видами фрез [c.66]
Подготовка к работе всех видов фрез заключается в заточке, балансировке и установке их в станок. [c.132]
Дополнительные технические требования к качеству и внешнему виду фрез с пластинками из твердого сплава следующие [c.422]
Какие виды фрез ва.м известны и каково их назначение [c.120]
I Прибор для контроля геометрии режушего инструмента типа Баб-чмницера I градус Переднего угла—от о до ао градусов заднего угла—от о до 30 градусов мсс Измерение передних и задних углов различных видов фрез (насадных и хвостовых), а также протяжек и других многолезвийных инструментов + + + Прибор Неприна [c.660]
Фреза Вид фрезе роваияя f, и Spp. и /об Ra Иг Клак точности Квалитет [c.358]
В целях придания хорошего товарного вида и некоторого повыше 1ия стойкости режущий инструмент из быстрорежущих сталей, имеющий полностью шлифованную поверхность (сверла с вышлифованным профилем, некоторые виды фрез), подвергают дополнительному отпуску в электровоздушной печи с непрерывной циркуляцией воздуха при 275—300° С в течение 30 мин — 1 ч. Затем инструмент немедленно охлаждают в чистом масле (цилиндровом 52) и насухо протирают тряпкой. В результате инструмент приобретает красивую и ровную золотистую поверхность и высокую коррозионную стойкость при хранении на воздухе. [c.760]
Для горизонтальнофрезерных станков основными видами фрез являются цилиндрические и дисковые фрезы. На вертикальнофрезерных станках применяются фрезы для торцового фрезерования. Для тех и других станков при обдирочном фрезеровании применяются фрезы с крупными зубьями и работа идет на больших подачах, а для чистовых работ применяются фрезы с большим количеством мелких зубьев л pai6oia идет на малых подачах. При обработ- [c.164]
По стандарту имеется три набора из 8 15 и 26 дисковых фрез, которыми с небольшой погрешностью, укладываемой в пределах допуска, можно нарезать зубчатые колеса с разным числом зубьев. Набор из 8 дисковых фрез предназначен для различного количества зубьев нарезаемых колес. Фиг. 24. Виды фрез для зубона- Чем больше модуль колеса, [c.328]
Исследования стойкости фрез с разными значениями угла и показали, что с увеличением угла наклона зубьев от 10 до 60° стойкость фрезы возрастает от трех до пяти раз. Благоприятный отвод егружки способствует снижению удельной нагрузки и удельных сия резания на 4т>езу. Сильное влияние, которое оказывает угол на фактический передний угол, позволяет уменьшать значения этого угла с целью упрочнения режущей кромки, компенсируя разницу увеличением угла и. Особенно эффективно так(Ж уменьшение угла при обработке материалов, требующих больших передних углов (легкие сплавы, некоторые жаропрочные стали и т. д.). Увеличение угла коэффициента перекрытия, т. е. увеличения числа зубьев, одновременно находящихся в контакте с поверхностью резания. Однако большие значения углов о приводят к увеличению передних углов и ослаблению торцовых зубьев фрез, к усложнению заточки и переточки зубьев при эксплуатации. Практически установленные определенные диапазоны значений угла для различных видов фрез приведены ниже. [c.179]
Фрезы, оснащенные сверхтвердыми синтетическимв материалами, выпускаются двух видов фрезы торцовые насадные, оснащенные напайными державками, и фрезы торцовые концевые, оснащенные механически закрепляемыми вставками из композиционных сверхтвердых материалов. [c.190]
Вид фрезе-рова.чия режуидей части обрабатываемой детали Подача S, мм/зуб [c.598]
При малых углах в увеличивают задний угол илн применяют косое затылование (фиг. 82, о). Если при косом затыловании весь профиль обрабатывается одним резцом, постоянство профиля после переточек сохраняется. При симметричном же профиле фрезы, у которого каждая сторона будет затылована отдельно, после переточки стороны этого профиля со. рЕнят свое постоянство, по весь профиль в целом будет сужаться или расширяться в зависимости от вида фрез. [c.210]
mash-xxl.info