Фрезерные станки и устройства – Фрезерный станок – агрегат для эффективной обработки металлоизделий
alexxlab | 27.12.2016 | 0 | Вопросы и ответы
Станки фрезерной группы. Устройство фрезерного станка
Фрезерной станок представляет собой один из самых распространённых подвидов оборудования для обработки различных металлических заготовок и деталей. Основной частью станка является фреза – режущий инструмент с несколькими лезвиями, закреплённый на шпинделе. В универсальных фрезерных станках шпиндель располагается под углом 90° к заготовке, однако другие модели (например, широкоуниверсальный станок) имеют дополнительную шпиндельную головку на выдвижной конструкции, позволяющей менять угол наклона фрезы.
Основные виды фрезерных станков
Фрезерные работы по металлу востребованы во многих областях современной промышленности, в связи с чем на рынке представлен широкий спектр модификаций фрезерных станков различной конструкции.
- Универсальные фрезерные станки – оборудованы неподвижным горизонтальным шпинделем и поворотным столом;
- Широкоуниверсальные фрезерные станки – по сравнению с универсальными станками дополнительно оснащены приставным шпинделем, который может поворачиваться вокруг горизонтальной и вертикальной оси;
- Горизонтальные фрезерные станки – имеют горизонтальный шпиндель и консоль, которая может перемещаться перпендикулярно шпинделю в нескольких направлениях. Используются для работы с изделиями среднего веса и небольшого размера;
- Вертикальные фрезерные станки – в данных моделях шпиндель и фреза располагаются вертикально и могут поворачиваться вокруг своей оси. Рабочая консоль может двигаться как перпендикулярно к режущему инструменту, так и вертикально;
- Бесконсольные фрезерные станки – оборудованы шпинделем со фрезой, которые перемещаются только вертикально, и столом, который может двигаться лишь в продольном и поперечном направлениях;
- Продольные фрезерные станки. Изготовляются в двух- и одностоечном вариантах, могут быть оборудованы двумя вертикальными и двумя горизонтальным фрезами. Стол продольных станков может двигаться только в продольном направлении, шпиндели двигаются как вертикально, так и поперечно;
- Копировальные фрезерные станки – наиболее современные модели, траектория движения и скорость перемещения шпинделя и стола контролируются за счёт программного управления, для копирования образец детали ощупывается специальным копировальным инструментом;
- Шпоночные фрезерные станки – характеризуются наличием автоматизированного рабочего цикла и оснащены двигающимся в продольном направлении столом и вертикальным шпинделем, способным совершать так называемые планетарные движения заданного диаметра;
- Карусельные фрезерные станки – оборудованы вертикальными шпинделями с фрезами и непрерывно вращающимся круглым столом, позволяющим не прерывать работу над деталью;
- Обрабатывающие центры – сочетают функционал токарного и фрезерного станков, позволяя в короткий срок осуществлять комплексные токарно-фрезерные работы над металлическими деталями и изделиями сложной конфигурации.
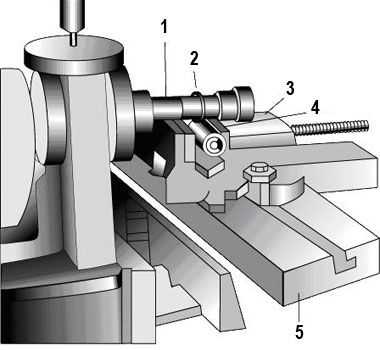 |
Рис.5. Основные конструктивные элементы горизонтально-фрезерного станка: 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол
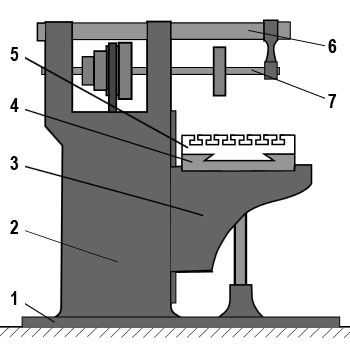 |
Рис 6. Устройство горизонтально-фрезерного станка:
1 – фундаментная плита; 2 – станина; 3 – консоль; 4 – салазки; 5 – стол; 6 – хобот; 7 – оправка с фрезой
Основой фрезерного станка является станина – устойчивая база, на которой закрепляются прочие части устройства. Внутри станины располагаются коробка скоростей и полый вал шпиндельного механизма. Фреза станка поддерживается при помощи “хобота” – специальной конструкции с подвесками.
В процессе работы консоль с коробкой подач движется по вертикальным направляющим станины. В это же время салазки с поворотным механизмом, несущим продольный стол, перемещаются в поперечном направлении по направляющим консоли. Стол может поворачиваться вокруг вертикальной оси и таким образом менять своё положение и в горизонтальной плоскости (по отношению к оси шпинделя).
После запуска двигателя станка при помощи коробки передач крутящий момент передаётся на шпиндель. На переднем торце шпинделя монтируется фрезерная оправка, обычно представляющая собой так называемый конус Морзе – стержень конической формы, на котором с помощью колец и гаек фиксируется режущий инструмент (фреза). У моделей станков с расширенным функционалом шпиндельных головок может быть несколько – как правило, дополнительная головка более подвижна и может работать как отдельно, так и параллельно с основной, осуществляя фрезеровку изделий сложной конфигурации, а также такие виды работ, как сверление, растачивание и пр.
|
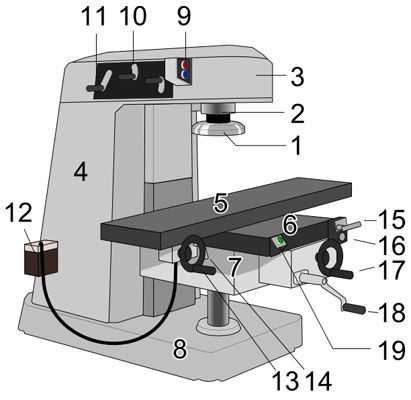
Рис 7. Устройство вертикально-фрезерного станка:
1 — фреза, 2 — шпиндель; 3 — хобот; 4 — станина; 5 — стол; 6 — салазки;
7 — консоль; 8 — фундаментная плита; 9 — панель запуска шпинделя;
10 — регулировка передач шпинделя; 11 — регулировка скорости вращения шпинделя; 12 — подача СОЖ; 13 — продольное перемещение стола;
14,15,16 — ускоренные перемещения стола; 17 — поперечное перемещение стола
Особенности фрезерных станков с ЧПУ
Главное отличие современного оборудования с ЧПУ от стандартных станков – автоматизация управления скоростью фрезы и перемещением стола в процессе обработки детали. На предприятиях, осуществляющий серийных выпуск деталей со сложной криволинейной поверхностью (лопасти воздушных винтов, лопатки самолётных турбин) используются станки ЧПУ со шпинделем на отдельных салазках, позволяющих режущему инструменту самостоятельно двигаться вертикально и вокруг своей оси.
Отдельный класс также представляют собой копировальные фрезерные станки с ЧПУ, которые задействуются для обработки деталей сложной конфигурации (матриц для штамповки листовых изделий из металла, форм для литья и др.). Подобные модели оборудованы специальным щупом-индикатором, который изучает фигурный профиль детали-образца и передаёт полученные данные через рабочую фрезу для создания аналогичного изделия.
Измерительный инструмент, применяемый на производстве.
Когда дело касается деталей и составляющих готовых изделий, ошибок в расчетах размеров быть не должно. Ведь от этого будет зависеть в конечном итоге качество выпускаемой продукции. К примеру, несоответствие диаметра крепежного элемента размеру отверстия станет причиной ненадежности всей конструкции. Именно поэтому на большинстве предприятий проводятся контрольные измерения.
Рассмотрим подробнее следующие измерительные приборы.
Линейка измерительная — инструмент, с помощью которого
измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
Рис. 8 Линейка измерительная
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места.
Рис. 9 Малка
При производстве слесарных разметочных работ применяют металлическую малку.
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
Рис.10 Микрометр
Нутромер — инструмент, с помощью которого определяют внутренние
размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Рис. 11 Нутромер
Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рис. 12 Плита разметочная
Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Рис. 13 Штангенциркуль

Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое – 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге.
Контроль калибрами.Для выполнения операций технического контроля в условиях массового и крупносерийного производства широко используют контрольные инструменты в виде калибров.
Калибры— это тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. Они применяются чаще всего для определения годности деталей с точностью 6… 17 квалитетов, а также в устройствах активного контроля, работающих по принципу «западающего калибра».
С помощью предельных калибров определяют не численное значение контролируемого параметра, а выясняют, выходит ли этот параметр за предельные значения или находится между двумя допустимыми. При контроле деталь считается годной, если проходная сторона калибра (ПР) под действием усилия, примерно равного массе калибра, проходит, а непроходная сторона калибра (НЕ) не проходит по контролируемой поверхности детали. Если ПР не проходит, деталь относят к бракованным с исправимым браком. Если НЕ проходит, деталь относят к бракованным с неисправимым браком.
Выбор детали для курсового проекта по дисциплине «Технология машиностроения»
Служебное назначение детали
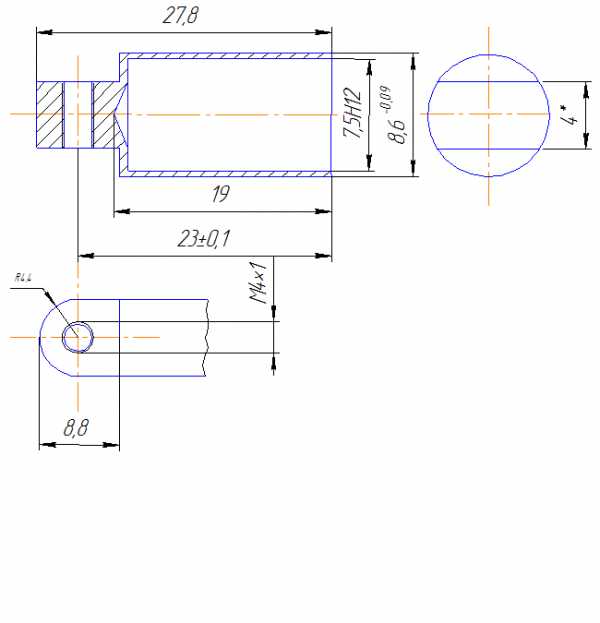
Название детали: Вал.
Материал детали: Сталь 40.
Габаритные размеры: Ø8,8×27,8.
Неуказанные предельные отклонения размеров: Н12.
Вал — деталь, предназначенная для передачи крутящего момента и восприятия действующих сил со стороны расположенных на нём деталей и опор.
Технологичность заготовки
Деталь – вал изготавливается из стали 45 ГОСТ 1050-74 прутков фасонного проката. Конфигурация наружного контура и отверстия не вызывает значительных трудностей при получении заготовки.
Таким образом, заготовку можно считать технологичной.
Назначение
Валы, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностей термообработке детали, от которых требуется повышенная прочность.
Обоснование выбора оборудования
Выбор станка должен основываться на следующих правилах:
· Мощность, производительность и точность должны быть минимальными, но достаточно для выполнения требования предоставляемых к операции
· Обеспечение концентрации производства с целью уменьшения числа операций, количества оборудования, повышения производительности и точность за счет уменьшения числа переустановок заготовки
· В среднесерийном производстве следует применять высокопроизводительные станки-автоматы, агрегатные станки, станки с ЧПУ
· Оборудование должно отвечать требования безопасности, Эргономики и экологии.
Данные по выбору оборудованию занесены в таблицу.
Технологический маршрут обработки детали
| № операции | Наименование операции | Станок |
| Токарная чистовая | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Фрезерная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT | |
| Резьбонарезная | MCFV-2080NT | |
| Токарная | MCFV-2080NT | |
| Сверлильная | MCFV-2080NT |
Обоснование выбора режущего инструмента
При выборе режущего инструмента следует руководствоваться правилами:
· Режущий инструмент выбирается исходя из метода обработки, оборудования, расположения обрабатываемой поверхности
· Следует отдавать стандартным и нормализованным инструментам и только при их отсутствии применять нестандартные
· Материал режущего инструмента выбирается исходя из обрабатываемого материала, состояния поверхности и вида обработки.
Выбор инструмента
| № операции | Наименование операции | Режущий инструмент | Мерительный инструмент |
| Токарная черновая | Резец токарный проходной прямой левый ГОСТ-18869-73 P9K5 | Калибр-скоба ГОСТ 18355-73 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Фрезерная | Фреза концевая с цилиндрическим хвостовиком ГОСТ 170250-71 Ø8 P6M5K5 | Шаблон ГОСТ 2534-79 | |
| Сверление | Сверло метчик | Калибр-пробка ГОСТ 18355-73 | |
| Резьбонарезная | Сверло-метчик | Калибр-пробка ГОСТ 18355-73 | |
| Отрезная | Резец отрезной двухсторонний ГОСТ-18883-73 Т5К10 | Штангенциркуль ШЦЦ-150-0,01 электронный ГОСТ 166-89 | |
| Сверлильная | Сверло по металлу с коническим хвостовиком ГОСТ 10903-77 Ø7,5 Р6М5 | Калибр-скоба ГОСТ 18355-73 |
Техпроцесс изготовления вала
| № | Наименование | Обор- ние | Инст-т | Приспособление |
| Заготовительная | ||||
| Токарная. Точение заготовки на l = 27,8 t = 0,7 | MCFV-2080NT | Резец проходной ГОСТ 18880-73 | Трехкулачковый самоцентрирующий патрон | |
| Фрезерная. Снятие лысок l = 8,8, t = 2,3 | Фреза концевая ГОСТ 17025-71 | |||
| Сверлильная. Сверление перпендикулярного отверстия ø3, на t=4 | Сверло-метчик | |||
| Резьбонарезаная Нарезание резьбы M4×1 | Сверло-метчик | |||
| Токарная Отрезание заготовки на l=27,9 | Резец отрезной двухсторонний ГОСТ 18884-73 | |||
| Сверлильная. Сверление осевого отверстия Ø7,5, на t =19 | Сверло по металлу ГОСТ 10903-77 | |||
| Моечная | Ванна моечная | |||
| Измерительная | Стол | Калибр-скоба | ||
| Гальваническая | Электрохим. | |||
| Контрольная измерительная | Стол ОТК |
После обработки детали на станке, производится контрольно – измерительная операция контролером ОТК. Для проверки деталей применяют калибры, шаблоны, штангенциркуль, специальные и др. контрольные приспособления. Если деталь соответствует требуемым параметрам, то её отправляю дальше, согласно маршрутному листу.
Заключение
В ходе прохождения производственной практики мной были рассмот-рены вопросы, касающиеся структуры предприятия, цеха, изучен процесс работы отделов.
Во время практики появилась возможность применить полученные знания в учебном заведении в реальной рабочей обстановке. Также были получены первичные профессиональные умения и навыки. Принимал участие в рабочих процессах.
Список используемой литературы
1. Инструкции предприятия по охране труда, технологии выполнения работ.
2. Фещенко В.Н., Махмутов Р.Х. Токарная обработка.: Учеб. для проф. учеб. заведений. – 3 изд. испр. М. Высшая школа; Изд. центр «Академия».: 2004.
3. Черпаков Б.И. Технологическая оснастка.: Учеб. для сред. Образова-ния/Б.И. Черпаков. – М.: «Академия». 2004.
4. http://politexno.ru/koninstr.html
5. http://prom-nadzor.ru/content/instrukciya-po-ohrane-truda-dlya-tokarya
6. http://infopedia.su/3x4f0.html
Рекомендуемые страницы:
lektsia.com
Устройство фрезерного станка
Рассмотрим типовое устройство фрезерного станка:
В зависимости от расположения узлов станка (компоновка) различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием в устройстве консольного фрезерного станка (рис. 1) является наличие консоли [1], перемещающейся в вертикальном направлении по направляющим станины [2]. На консоли выполнены горизонтальные направляющие, по которым движутся салазки [3], несущие стол [4], на котором закрепляют заготовку.
станка (компоновка) различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием в устройстве консольного фрезерного станка (рис. 1) является наличие консоли [1], перемещающейся в вертикальном направлении по направляющим станины [2]. На консоли выполнены горизонтальные направляющие, по которым движутся салазки [3], несущие стол [4], на котором закрепляют заготовку.
Консольные горизонтальные универсальные станки отличаются тем, что на салазках [3] установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол [4]. Шпиндель [6] станка расположен горизонтально, а на станине [2] смонтирован хобот [7], несущий поддерживающую серьгу [8]. Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой — в отверстие серьги.
Широкоуниверсальный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки [9], смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки [10], со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
Вертикальный консольно-фрезерный станок имеет вертикально расположенную шпиндельную головку [11], которая может поворачиваться в вертикальной плоскости. Известны конструкции станков этого типа, в которых имеется осевое перемещение шпинделя.
Бесконсольные вертикально и горизонтально-фрезерные станки (рис. 2) отличаются тем, что салазки [2], несущие стол [3], перемещаются по горизонтальным направляющим станины 1, а шпиндельная бабка [4] перемещается в вертикальном направлении по направляющим стойки [5].
В горизонтально-фрезерных станках шпиндель и валы коробки скоростей часто монтируются непосредственно в стойке. Изменение частот вращения шпинделя обеспечивается рядом последовательно включенных групповых передач с подвижными блоками шестерен.
Дополнительная информация на нашем сайте:
Другие металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
xn--80aezpj.net
Фрезерный станок
7
Работа 3
ОБРАБОТКА ЗАГОТОВОК НА ШИРОКОУНИВЕРСАЛЬНОМ ФРЕЗЕРНОМ СТАНКЕ
Цель работы: изучить устройство и принцип работы широкоуниверсального фрезерного станка; изучить основные типы фрез; ознакомиться с параметрами режима резания и научиться определять основное время при фрезеровании.
Оборудование рабочего места
1. Широкоуниверсальный фрезерный станок.
2. Набор фрез.
3. Методические указания.
I. УСТРОЙСТВО ШИРОКОУНИВЕРСАЛЬНОГО ФРЕЗЕРНОГО СТАНКА
Фрезерование – один из высокопроизводительных и распространенных методов обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей. Методом фрезерования получают уступы, выемки и пазы различного профиля. Фрезерование осуществляют на фрезерных станках с помощью многолезвийного режущего инструмента – фрезы. Главное движение при фрезеровании – вращение фрезы; движение подачи – поступательное перемещение заготовки или фрезы.
На рис. 5.1 дана схема широкоуниверсального фрезерного станка. Этот станок согласно классификации металлорежущих станков относят к 6 группе, 7 типу (например, станок модели 675). Опорой станка служит полое основание 1, где размещается резервуар для смазочно-охлаждающей жидкости и насосная станция, состоящая из электродвигателя и центробежного насоса. В основании установлен также электродвигатель главного привода. К основанию станка крепится станина 8 с вертикальными и горизонтальными направляющими. Внутри станины размещены коробка скоростей 9 и коробка подач 10, органы управления которых вынесены на боковую поверхность станины. В верхней части станины по горизонтальным направляющим, обеспечивая поперечную подачу (Sn), перемещается бабка 6 с горизонтальным шпинделем. К переднему торцу бабки крепят вертикальную головку 5 с вертикальным шпинделем 4. При работе с горизонтальным шпинделем вертикальная головка не устанавливается. Зажим инструмента в шпинделе производится шомполом. Для работы с двухопорными фрезерными оправками на верхних направляющих корпуса бабки крепится хобот 7 с серьгой. Таким образом, фреза, закрепленная в шпинделе станка, выполняет вращательное главное движение (V) и может выполнять поступательное движение поперечной подачи (Sn).

Рис. 3.1. Схема широкоуниверсального фрезерного станка
На вертикальных направляющих станины установлен суппорт 2 с горизонтальными направляющими, на которых смонтирован стол 3 для крепления заготовки. В суппорте размещены механизмы, обеспечивающие поступательное перемещение суппорта в вертикальном и стола в горизонтальном (продольном) направлениях. Таким образом, заготовка, установленная на столе, может получать подачу в двух направлениях: в вертикальном (Sb) и в продольном ( Sпр).
2. ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ
Фреза представляет собой режущий инструмент в виде тела вращения, на образующей поверхности или на торце которого расположены режущие зубья.
Весьма широкий диапазон фрезерных работ обуславливает многообразие режущего инструмента, применяемого на фрезерных станках.
Фрезы различают по следующим признакам:
– конструкции зубьев – цельные и вставные;
– направлению зубьев – прямые и винтовые;
– профилю зубьев – остроконечные и затылованные;
– конструкции – цельные и насадные;
– форме и назначению – цилиндрические, торцовые, дисковые, про- резные и отрезные, концевые, угловые, фасонные, резьбовые.
На рис. 3.2 схематично показаны основные типы фрез.
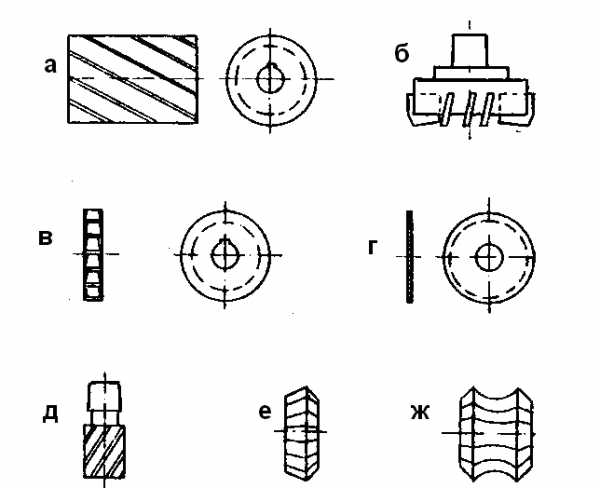
Рис. 3.2. Основные типы фрез
Цилиндрические фрезы (рис.3.2,а) применяют для обработки открытых плоскостей. Их изготавливают с левыми и правыми винтовыми канавками.
Торцовые фрезы (рис.3.2,б) имеют зубья на торцовой и цилиндрической поверхностях. Эти фрезы применяют для обработки открытых плоскостей. Изготавливают их обычно со вставными зубьями, закрепленными в массивном корпусе.
Дисковые фрезы (рис.3,2,в) применяют для обработки уступов, пазов, лысок. Дисковые фрезы могут быть одно-, двух- или трехсторонними. Трехсторонняя дисковая фреза имеет режущие кромки на двух торцах и цилиндрической поверхности. Двухсторонняя дисковая фреза – на одном торце и цилиндрической части. У односторонней дисковой фрезы режущие кромки имеются только на цилиндрической части.
Прорезные и отрезные фрезы (рис.3.2,г) применяют для выполнения узких пазов и отрезки заготовок. Эти фрезы имеют режущие кромки на цилиндрической поверхности,
Концевые фрезы (рис.3.2,д) имеют режущие кромки на цилиндрической и торцовой поверхностях. Концевые фрезы применяют для обработки плоскостей, уступов, пазов, криволинейных контуров.
Угловые фрезы (рис.3.2,е) применяют для обработки поверхностей, расположенных под углом друг к другу.
Фасонные фрезы (рис.3.2,ж) применяют для обработки фасонных поверхностей; профиль фасонной фрезы должен соответствовать профилю обработанной поверхности.
Фрезерование цилиндрическими и дисковыми фрезами может производиться двумя методами. Если направление вращения фрезы и перемещения заготовки не совпадают (рис.3.3,а), нагрузка на зуб увеличивается постепенно, т.к. толщина среза изменяется от нуля при входе зуба в обрабатываемый металл до максимума при выходе зуба из металла. Такой метод фрезерования называется встречным фрезерованием. Зуб работает из-под корки, подламывает и выбрасывает ее из зоны резания, что очень важно при обработке деталей, имеющих литейную корку, наклеп или окалину. Недостаток встречного фрезерования состоит в том, что усилие резания Р , направленное вверх, стремится оторвать деталь от стола, что при больших сечениях среза приводит к вибрации и ухудшению шероховатости обработанной поверхности.
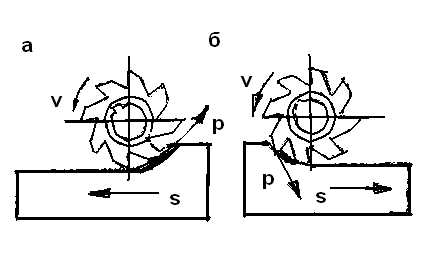
Рис. 3.3. Методы фрезерования
Если направление вращения фрезы и перемещения заготовки совпадают (рис. 3.3,б), зуб сразу подвергается максимальной нагрузке. Усилие резания Р прижимает заготовку к столу.
Такой метод фрезерования называется попутным фрезерованием. Если на поверхности обрабатываемой заготовки имеется корка упрочненного металла, то это может привести к резкому снижению стойкости фрезы. Но при отсутствии корки, этот метод фрезерования обеспечивает большую стойкость фрезы, малую шероховатость обработанной поверхности и меньший расход энергии.
Таким образом, при черновой обработке, когда снимается большой объем металла, а на поверхности заготовки возможна корка упрочненного металла, целесообразно применять встречное фрезерование, а при чистовой обработке – попутное.
3. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И ПОДСЧЕТ ОСНОВНОГО ВРЕМЕНИ ПРИ ФРЕЗЕРОВАНИИ
Режимы резания при фрезеровании характеризуются скоростью резания V, подачей S и глубиной резания t.
Скоростью резания при фрезеровании называется окружная скорость периферийных точек режущих зубьев фрезы и определяется по формуле, м/мин:
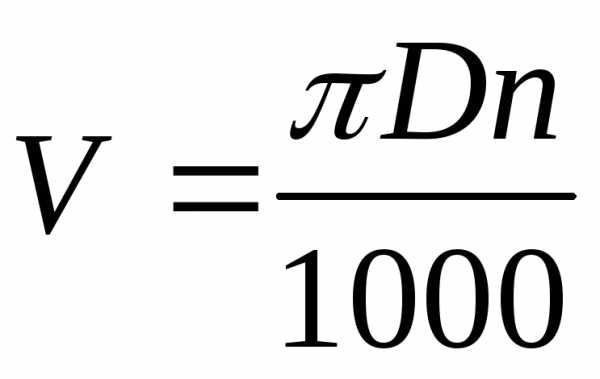
где D – диаметр фрезы, мм;
n – частота вращения фрезы, об/мин.
Величина перемещения заготовки относительно оси фрезы называется подачей.
Различают три размерности подачи:
– подача на зуб Sz – перемещение заготовки за время поворота фрезы на один зуб, мм/зуб;
– подача на оборот So – перемещение заготовки за время одного оборота фрезы, мм/об;
– минутная подача Sм – перемещение заготовки относительно оси фрезы за одну минуту, мм/мин.
Эти подачи связаны между собой зависимостью:
Sм = So n = Sz z n ,
где n – частота вращения фрезы, об/мин;
z – число зубьев фрезы.
Слой металла, снимаемый за один проход, называется глубиной резания t . Глубина резания t – измеряется в мм.
Основное время при плоском фрезеровании цилиндрической фрезой, мин:
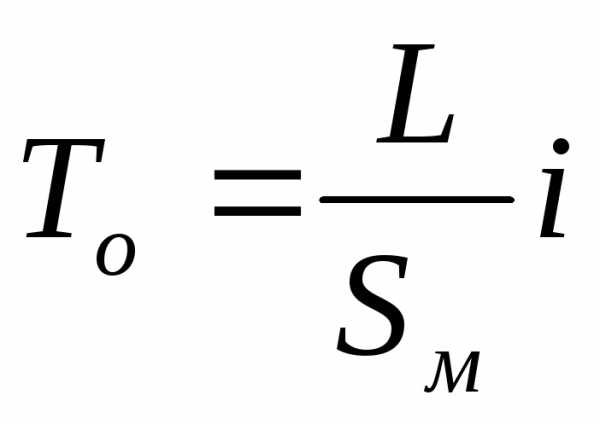
где Sм – минутная подача, мм/мин;
i – число проходов;
L – величина прохода фрезы, мм.
L = l + l1 + l2
где l – длина фрезеруемой поверхности, мм;
l1 – величина резания фрезы, мм;
l2 = 2-5 мм – величина перебега фрезы.
Величина врезания цилиндрической фрезы,
где t – глубина резания, мм;
D – диаметр фрезы, мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные узлы широкоуниверсального фрезерного станка.
2. Какие узлы станка выполняют главное движение и движение подачи?
3. Основные типы фрез.
4. Какие работы может выполнять каждый тип фрезы?
5. Какие бывают методы фрезерования в зависимости от направления подачи?
6. Достоинства и недостатки попутного и встречного фрезерования.
7. Почему встречное фрезерование целесообразно при черновой обработке.
8. Какие размерности подачи применяют при фрезеровании?
9. Как определяется суммарная величина прохода цилиндрической фрезы?
10. Как определить основное время при плоском фрезеровании цилиндрической фрезой?
ОФОРМЛЕНИЕ ОТЧЕТА
1. Вычертить схему обработки фрезерования плоской поверхности цилиндрической фрезой. На схеме указать положение заготовки, инструмента, движения резания (V,S), глубину резания (t) и основные размеры заготовки и инструмента. Исходные данные берутся из табл.3.1.
2. Определить глубину резания (t), частоту вращения фрезы (n) и основное время (Т0),
Примечание: для защиты лабораторной работы необходимо ответить на контрольные вопросы и оформить отчет.
Таблица 3.1.
Варианты заданий
№ вар. | Материал заготовки | Материал фрезы | Толщина заготовки до обработки H ,мм | Толщина заготовки после обработки h , мм | Длина заготовки l ,мм | Диаметр цилиндрической фрезы D , мм | Подача на оборот So, мм/об | Скорость резания V, м/мин |
1 | Сталь | Т5К10 | 16 | 14 | 48 | 50 | 0,1 | 120 |
2 | Сталь | Т5К10 | 22 | 18 | 40 | 55 | 0,2 | 140 |
3 | Чугун | ВК8 | 18 | 15 | 32 | 70 | 0,4 | 70 |
4 | Алюминиевый сплав | Р6М5 | 40 | 36 | 80 | 60 | 0,3 | 200 |
5 | Чугун | ВК8 | 12 | 10 | 30 | 45 | 0,3 | 60 |
6 | Сталь | Т5К10 | 23 | 20 | 55 | 75 | 0,4 | 130 |
7 | Чугун | ВК8 | 32 | 28 | 70 | 80 | 0,5 | 90 |
8 | Алюминиевый сплав | Р6М5 | 20 | 18 | 65 | 48 | 0,3 | 220 |
9 | Чугун | ВК8 | 19 | 15 | 60 | 65 | 0,4 | 80 |
10 | Сталь | Т5К10 | 15 | 12 | 45 | 85 | 0,6 | 100 |
studfiles.net
Типы фрезерных станков и их назначение
На металлообрабатывающем оборудовании фрезерной группы можно выполнять различные операции обработки цилиндрическими, пазовыми, концевыми, торцевыми, фасонными фрезами, а также операции с использованием расточных резцов, сверл, разверток, зенкеров, приспособлений для нарезания резьбы. Таким образом стирается грань между оборудованием сверлильно-расточной и фрезерной групп. Спектр возможностей обрабатывающих центров еще шире: они производят, наряду с фрезерной, токарную обработку заготовок. Оснащение станков магазинами инструмента, револьверными головками, станочными приспособлениями расширяет возможности станков ЧПУ фрезерной группы, делает их более универсальными, значительно сокращает время перенастройки.
Разнообразие задач обработки металла определяет, какой тип или вид фрезерных станков нужен для реализации операций резания с требуемым качеством поверхности и необходимой точностью размеров, а также, каковы оптимальные финансовые вложения на покупку оборудования.
Основные виды фрезерных станков
 Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Различные виды оборудования для фрезеровки характеризуются следующими особенностями конструкции:
Горизонтально-фрезерные
Оснащены горизонтальным шпинделем и рабочим столом в виде консоли. Стол совершает продольные, поперечные и вертикальные перемещения относительно шпиндельного вала и обрабатывающего инструмента (фрезы), закрепленного в нем.
Вертикально-фрезерные (консольные)
Принципиально отличаются от горизонтальных положением оси инструмента: здесь она расположена вертикально. Наличие в конструкции агрегата рабочей консоли ограничивает возможность применения горизонтально-фрезерного и вертикально-фрезерного оборудования: их назначение — изготовление деталей небольшого веса, размер заготовки также сравнительно невелик.
Универсальные и широкоуниверсальные станки
Снабжены: в первом случае поворотным столом, во втором — поворотной шпиндельной головкой. Такой тип оборудования значительно расширяет перечень проводимых фрезерных операций.
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Продольно-фрезерные
Снабжены столом, совершающим продольные перемещения относительно оси станка. Шпиндельная бабка, в свою очередь, двигается в поперечном и вертикальном направлении, поворачивается на заданный угол (опция). Для обработки крупногабаритных заготовок из металла используют продольно-фрезерные станки портального типа с установленной на две опоры траверсой, вдоль которой перемещается шпиндельная головка. Для станков с меньшими габаритами характерно консольное устройство шпиндельной бабки.
Копировально-фрезерные (объемно-фрезерные)
Производят фрезеровку заготовки, считывая заданную конфигурацию с образца с помощью специального копировального инструмента.
Шпоночные фрезерные
Характеризуются планетарным движением шпинделя, стол агрегата совершает возвратно-поступательные перемещения.
Карусельные фрезерные (непрерывного действия)
Имеют один или несколько вертикальных шпинделей, последовательно обрабатывающих подающиеся к ним заготовки. В конструкции применен принцип многопозиционной обработки.
Особую нишу в промышленном производстве занимают фрезерные станки с ЧПУ и обрабатывающие центры.
Фрезерные станки, оснащенные модулем ЧПУ
 При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
При выборе и покупке фрезерного станка с ЧПУ необходимо знать определяющие технические параметры оборудования. Агрегаты, оснащенные модулем числового программного управления, имеют следующие особенности компоновки:
- Положение шпинделя. Вращение многолезвийного обрабатывающего инструмента (фрезы) производится при горизонтальном или вертикальном положении оси, либо шпиндель поворачивается и устанавливается наклонно под заданным углом к заготовке.
- Количество шпиндельных головок. Конструктивно фрезерное оборудование может включать один, два и более шпиндельных валов, расположенных в различных плоскостях. Нередко станки с ЧПУ (например, продольно-фрезерные, универсальные или горизонтально-фрезерные) и обрабатывающие центры оснащаются дополнительной съемной шпиндельной головкой, расширяющей диапазон производимых работ и повышающих сложность получаемых поверхностей изделий из металла и других материалов.
- Конструкция рабочего стола. В зависимости от компоновки, стол перемещается в продольном (продольно-фрезерные), продольно-поперечном (горизонтально-фрезерные и вертикальные фрезерные агрегаты), поднимается или опускается (консольные фрезерные), поворачивается вокруг своей оси (карусельные, барабанного типа). Опционно устройством для поворота заготовки могут оснащаться агрегаты со столом, совершающим продольно-поперечные перемещения (например, горизонтально-фрезерные, в том числе консольные, или универсальные). При этом поворотное устройство монтируется на рабочий стол станка или встраивается в его плоскость, позволяя обрабатывать как поверхности вращения, так и длинномерные заготовки без дополнительных затрат времени на установку/снятие оснастки.
- Количество осей или степеней свободы. Варьируется от 2-х до 5-и. Такая особенность практически всех видов фрезерных станков по металлу определяет сложность конфигурации обрабатываемой поверхности, количество переустановок детали при проведении полного цикла фрезерных работ.
- Точность обработки характеризуется не только жесткостью узлов агрегата и конструкции в целом, но и возможностью точного позиционирования детали, применением различных измерительных приборов для контроля конфигурации режущих кромок, перемещения инструмента, а также определения положения и размеров детали.
- Наличие магазина инструмента и количество возможных позиций в нем. Число устанавливаемых и используемых при обработке резанием фрез доходит до нескольких десятков. Вариативность производимых операций повышает применение в конструкции таких видов фрезерных станков приводных державок для инструмента.
- Мощность оборудования определяет тип обрабатываемого материала, его прочностные характеристики. На мощных агрегатах всех основных типов фрезерных станков при использовании твердосплавного режущего инструмента возможна обработка резанием закаленных металлов (до HRC 60…75), высокопрочных и жаропрочных сталей, титановых сплавов, твердых композитных материалов, а также применение форсированных режимов — высокой скорости резания при значительной глубине обработки.
- Частота вращения шпинделя. Определяет диапазон материалов, поддающихся обработке, а также качество (чистоту) получаемой поверхности. Выбор станка для фрезерования зависит от того, какой материал планируется на нем обрабатывать. Например, универсальные станки с высокоскоростными режимами резания реализуют точную обработку вязких материалов, например, дюралюминия, латуни, цинкосодержащих сплавов и т.д.
- Размеры необходимой рабочей зоны основных типов фрезерных станков определяют габариты обрабатываемых заготовок.
Если перед вашим промышленным предприятием встал вопрос, какие типы фрезерных станков приобрести для производства той или иной продукции, свяжитесь с инженерно-техническими специалистами компании «СМК» по телефонам 8 (4822) 620-620
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
Устройство фрезерного станка с чпу
Фрезерные станки с числовым программным управлением (ЧПУ) – это оборудование, предназначенное для механической обработки различных листовых материалов при помощи специального инструмента – фрезы. Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезы — это металлические инструменты различной формы с несколькими режущими зубьями. По форме фрезы бывают:
- конические,
- цилиндрические,
- концевые,
- торцевые и других видов.
Материал, из которого изготавливается режущая часть, должен быть намного прочнее обрабатываемого материала, потому для фрез подбираются твердые сплавы быстрорежущей стали, может быть использована также минералокерамика или алмаз. Кроме того фрезы различаются по конструкции и типу зубьев: они могут быть:
- цельные (или монолитные, так называемые «пальчиковые фрезы»),
- со сварным режущим элементом,
- сборным или с напаянным режущим элементом.
Вращаясь с большой скоростью, они обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ.
В зависимости от расположения рабочего инструмента, фрезерование может быть горизонтальным или вертикальным. Большое распространение получили универсальные станки, дающие возможность фрезеровать сложные детали под любым углом, применяя разные фрезы.
Фреза, закрепленная в цанге, является основным элементом, находящимся в непосредственном контакте с обрабатываемым материалом. Цанга с закрепленной в ней фрезой устанавливается в шпиндель, обеспечивающий вращение фрезы. В свою очередь шпиндель с фрезой установлен на подвижной балке — портале, который перемещает шпиндель и фрезу в трех осях координат над обрабатываемым материалом, укрепленном на рабочем столе. Перемещение портала, а также перемещение шпинделя по порталу обеспечивают три микрошаговых двигателя. Портал, станина, двигатели, шпиндель и фреза представляют собой механическую часть фрезерного станка. Каждый двигатель обеспечивает перемещение портала и шпинделя по своей оси по заданной программе.
Управляющие станции фрезерных станков с ЧПУ представляют собой электронную часть оборудования и поставляются вместе со станком. Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом.
Числовое программное управление позволяет автоматизировать сложные технологические процессы по обработке тех или иных материалов. Станок с ЧПУ в процессе работы не требует никаких сложных действий от оператора. Станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется оператором с пульта, предназначенного для управления станком в ручном режиме. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций.
Фрезерные станки с ЧПУ – это высокотехнологичное современное оборудование, способное обеспечить необходимую производительность труда и отменное качество обработки материала. Применение станков с ЧПУ повышает уровень безопасности и культуры производства и не требует от станочника виртуозности и высокого профессионализма.
Испытательное оборудование для полимерных материалов
Качество продукта является основным требованием, предъявляемым не только покупателем, но и производителем. Контроль качества продукции должен охватывать все этапы производства, начиная с анализа сырья и заканчивая соответствием готового продукта определенным требованиям во время тестирования и эксплуатации.
Целью контроля качества в процессе производства является не только выявление возникающих дефектов и отходов, но и проверка надежности продуктов.
Характеристики машины и конструкции фрезерного станка с ЧПУ
Качество пластмассовых изделий может быть очень важным для жизни и здоровья человека. Оценка качества строительных изделий, упаковки, медицинских изделий, автомобильных компонентов и т. Д.
не могут быть сделаны поверхностно, но должны соответствовать соответствующим нормам законодательства и стандартам.
Главная / Испытания полимерного материала / Фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ для производства образцов для испытаний

3-осевой вертикальный фрезерный станок CNC Благодаря быстрому и точному позиционированию он идеально подходит для резки высокомощных полимерных пластин и ламинатов 40-100 мм (в зависимости от модели), а также полиэтиленовых и полипропиленовых труб, используемых в газовой и водной промышленности.
Разнообразие машины идеально подходит для лабораторных испытаний.
Представленные фрезерные станки CNC Идеально подходит для создания всех видов шаблонов для различных тестов практически во всех международных стандартах. Требуемая модель зависит от толщины вашего материала.
Фрезерные станки CNC оснащенный высокоскоростными шпинделями с возможностью регулирования скорости работы от 2400 до 24000 об / мин.
Скорость шпинделя можно установить с помощью панели управления или установить с помощью программного обеспечения Flashcut CNC (опционально). Кроме того, фрезерные станки CNC Кроме того, они могут быть оснащены высококачественными фрезами из карбида вольфрама, которые обеспечивают качество фрезерного станка.
Технические характеристики фрезерных станков представлены в таблице
| до 40 мм | до 100 мм |
| 970 x 600 x 690 мм | 1230 x 830 x 830 мм |
| 500 x 440 мм | 910 x 480 мм |
| 300 x 250 x 100 мм | 600 x 300 x 175 мм |
| от 2400 до 24000 об / мин | |
| 500W | 1500 Вт |
| 110В / 240В; 50 Гц / 60 Гц |
Ниже он увидел работу фрезерного станка CNC 2.
Для получения более подробной технической информации и о поглощении вы можете связаться с нами по телефону или электронной почте.
Как с нами связаться
Оборудование для отбора проб
Устройство фрезерного станка c числовым программным управлением (ЧПУ)
Фрезерный станок — это устройство, предназначенное для механической обработки листовых материалов. Процесс осуществляется при помощи специальных инструментов — фрез, представляющих собой металлические детали различных форм и способов заточки.
Они вращаются с высокой скоростью и под контролем оператора гравируют, фрезеруют или раскраивают материал. Числовое программное управление (ЧПУ) позволяет автоматизировать работу станка с помощью заложенной в него программы.
Устройства c ЧПУ применяются в автомобильной промышленности, энергетическом машиностроении, приборостроении и многих других производственных отраслях.
Основные элементы фрезерного станка
Фрезерный станок c ЧПУ имеет в своем составе механическую и электронную части.
Механическая часть представлена фрезой, шпинделем, порталом и двигателем.
Ключевым элементом машины является фреза, которая непосредственно осуществляет обработку материала и закрепляется в цанге — специальном зажиме, в котором можно фиксировать ее цилиндрический хвостовик.
Модели фрезерных станков с ЧПУ
Перечисленные элементы устанавливаются в шпиндель — вал, обеспечивающий их вращение. Он, в свою очередь, устанавливается на портале — подвижной балке, позволяющей ему перемещаться над обрабатываемым материалом по трем осям.
Работа всех этих деталей контролируется тремя микрошаговыми двигателями (по одному на каждую ось), которые связаны с ЧПУ.
Система числового программного управления (ЧПУ) позволяет регулировать работу станка при помощи программ, запущенных на компьютере.
Программное обеспечение
Программное обеспечение, необходимое для работы машины, поставляется вместе с оборудованием.
Оно способно обрабатывать любые векторные изображения и переводить их в G-коды, воспринимаемые устройством. Для вырезки детали или гравировки надписи, например, достаточно построить их модели в одном из графических редакторов и загрузить в станок. Задачей оператора является выбор режима работы (гравировка, раскрой, фрезеровка) и задание параметров (скорость, количество оборотов шпинделя и др.)
h3 Преимущества использования ЧПУ
Фрезерные станки c ЧПУ имеют ряд преимуществ по сравнению со своими аналогами с ручным управлением:
• существенное сокращение временных затрат в производственном процессе;
• сведение к минимуму человеческого фактора и сокращение расходов на зарплату: с обслуживанием нескольких устройств может справиться один сотрудник;
• высокая точность изготовления деталей;
• стабильность и бесперебойность работы машины;
• универсальность: один раз отлаженная программа обеспечивает повторяемость результатов фрезеровки.
Специализированная компания MAXISMART предлагает фрезерные станки c ЧПУ по низким ценам.
Фрезерные станки: общая информация, классификация, маркировка
Фрезерные станки предназначены для обработки внешних и внутренних плоских, фасонных поверхностей, направляющих, желобов, прямых и винтовых желобов, соединений валов,
е.
Модели фрезерных станков разнообразны. Как правило, фрезерные станки можно разделить на две основные группы:
- общие или универсальные фрезерные станки (вертикальное фрезерование, горизонтальное фрезерование, продольное шлифование
- специализированные и специальные фрезерные станки (фрезерные, фрезерные, фрезерные, фрезерные, копировальные и др.)
Основными формовочными механизмами фрезерного станка являются вращение фрезы (основное движение) и движение подачи, сообщаемого на заготовку или фрезерный станок.
Приводы основного движения и подачи выполняются отдельно.
Вспомогательные движения, связанные с подачей и удалением заготовки к инструменту, механизируются и выполняются ускоренным движением.
Основные элементы механизмов машины одинаковы.
Основным параметром, обозначающим универсальные фрезерные станки, является размер рабочей поверхности стола.
С конструктивными особенностями эти машины разделены:
- консоль для станков (таблица установлена на подъемной консоли)
- станки безконсольные (стол смешивается на неподвижном слое в продольном и поперечном направлении)
- станки для непрерывной работы (карусель и барабан)

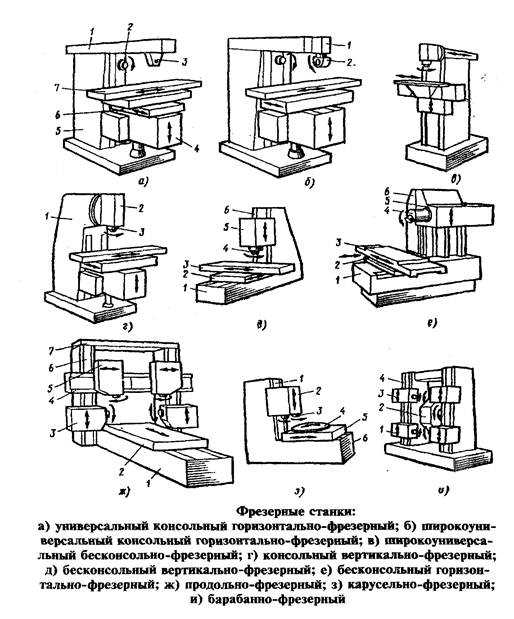
- a — универсальный фрезерный станок горизонтально-фрезерный станок
- b — широкоугольный горизонтальный фрезерный станок
- c — универсальный фрезерный станок
- d — вертикальный фрезерный станок с консолью
- d — вертикальное шлифование без инструментов
- e — горизонтальный фрезерный станок
- f — продольный фрезерный станок
- z — роторное фрезерование станка
- и — барабанная фрезерная машина
Консульские фрезерные станки наиболее распространенных в производстве одиночной, малой и средней серии риса.
119, a, b, c, d). Консольные и фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип машины, используемой для шлифования. Название консольных фрезерных станков было получено с консольной консоли, которая перемещается вдоль вертикальных направляющих на машинной основе и служит в качестве носителя для горизонтального перемещения стола.
Универсальный консольный фрезерный станок (Фиг. 119а) имеет горизонтальный шпиндель 2, а скользящий багажный отсек 1, установленный на подвесной втулке 3, опорная оправка, перемещает консоль 4 вертикально вдоль направляющего положения 5.
Консоль имеет слайд 6 и поворотный стол 7.
Горизонтальные консольные фрезерные станки (Фиг.92а) имеют горизонтально расположенный шпиндель 2, который не изменяет положение. Стол можно перемещать перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсальной универсальной универсальной универсальной универсальной консоли Maverick, рабочий стол не вращается вокруг вертикальной оси.
Универсальный консольный фрезерный станок (Рис.
119; b, c), в дополнение к горизонтальному шпинделю, имеет головку 1 шпинделя, которая может вращаться на корпусе в двух взаимно перпендикулярных направлениях, причем шпиндель с резаком может быть расположен под углом к плоскости стола и заготовки. На головке 1 головка 2 надстройки монтируется для сверления, сверления, сверления, сверления и шлифования.
Вертикальный консольный фрезерный станок (Рис.
119, d) имеет вертикальный шпиндель 3, расположенный в головке 2 вращающегося шпинделя, установленной на столбе 1.
Бесщеточные вертикальные фрезерные станки (Рис.
119, d), который служит для обработки больших деталей, скользящий стол 2 и 3, который перемещается вдоль направляющих рамок 1, перемещает шпиндель головки 5 вертикально вдоль направляющей стойки 6. Шпиндель 4 имеет вертикальное смещение осевого ножа во время установки.
Устройство и работа фрезерного станка
Стол перемещается только в продольном и поперечном направлении.
Бесщеточные горизонтальные фрезерные станки (Фиг.99, e), которые используются для заготовок больших деталей заготовки, имеют ползун 2 и стол 3, которые перемещаются вдоль направляющих 1 рамы.
Шпиндельная головка 5 перемещается вертикально вдоль направляющих рельсов 6. Шпиндель 4 имеет осевые перемещения, когда мельница установлена.
Продольные фрезерные станки (Фиг.119, g) предназначены для обработки больших деталей. На раме 1 расположены два вертикальных кольца 6, которые соединены с поперечной фарой 7. На направляющих установлены фрезерные головки 3 с горизонтальными шпинделями и поперечной балкой (поперечная балка) 4.
Последние имеют фрезерные головки 5c с вертикальными шпинделями. Таблица 2 перемещается вдоль рельсов 4.
Ротационные фрезерные станки (Рис. 119, ч), предназначенные для обработки поверхности лицевыми мельницами, имеют один или несколько шпинделей 3 для отделки и грубой обработки. Головка 2 шпинделя перемещается вдоль направляющей стойки 1. Таблица 4, которая постоянно вращается, сообщает ресурсы, которые установлены на заготовках.
Стол с баром 5 имеет установочное движение вдоль направляющих 6.
Барабаны для фрезерования барабанов (Рис. 119, i) используются в крупномасштабном и массовом производстве.
Блоки установлены на вращающемся барабане 2, который имеет подвижное движение. Фрезерные головки 3 (для грубой обработки) и 1 (для отделки) перемещаются вдоль направляющих 4.
Консервировочные станки
Консервирующие фрезерные станки — это наиболее распространенный тип станков, используемых при фрезеровании.
Название консольных фрезерных станков было получено с консольной консоли, которая перемещается вдоль вертикальных направляющих на машинной основе и служит в качестве носителя для горизонтального перемещения стола.
Доступные консольные коммуникационные мельницы Количество устройств, которые немного уменьшают жесткость при контакте с подложкой, в то время как в конструкции современных станков значительно увеличилась длина устройства для различных консолей, предназначенных для крепления движущихся частей машины, повышенной жесткости деталей корпуса.
Поскольку большинство деталей, используемых в машиностроении, размеры размеров встраиваются в фрезерные станки для общего использования в станках механической обработки, в основном выполнены горизонтальные и вертикальные фрезерные станки, а также парковочные и ремонтные инструменты и механическая торговля, кроме того, универсальное фрезерование и широкое универсальное шлифование.
Кроме того, модификации проводятся на основе некоторых базовых моделей.
Например, на основе вертикальных фрезерных станков 6M12P и 6M13P мы производим высококачественные фрезерные станки 6M12G1B и 6M13PB. Горизонтальная фрезерная машина 6M82G производит более быструю модель машины 6M82GB. На основе универсальных фрезерных станков 6H81 и 6H82 они выпускают широкие универсальные фрезерные станки 6N81A и 6M82Š. Широкие универсальные мельницы в настоящее время широко используются в одном и небольшом производстве для различного шлифования, сверления и сверления.
На этих машинах могут быть сделаны металлические модели, штампы, формы, шаблоны, камеры и т. Д.
Широкополосный токарный станок 6N81A имеет головку головки, расположенную на стволе, и вращается вокруг горизонтальной оси от 0 до 115 °.
В горизонтальном положении головки машина работает как горизонтальный фрезерный станок и в вертикальном положении в качестве вертикального фрезерного станка.
Широкоуниверсальный станок 6M82SH и т.п. в строительной машине 6M83SH имеют больший размер с двумя шпинделями — один по горизонтали, как и в обычной горизонтальной фрезерной машине, другой расположен на корпусе и может быть установлен под любым углом.
Использование заголовка коллектора и круглого регистратора значительно расширяет использование этих машин. Для обработки поверхностей разных типов, а также больших заготовок, превышающих площадь поперечного сечения, вертикальная головка шпинделя, установленная на ползуне, и ствол могут вращаться под углом в двух взаимно перпендикулярных плоскостях.
В то же время горизонтальный и вертикальный шпиндель могут работать одновременно
Размеры фрезерования консоли обычно является функцией, основанной на размере рабочей (прикрепляющей) поверхности стола. Кантово-фрезерные станки могут иметь горизонтально, универсальный (широкий универсальный) и вертикальный Дизайн с тем же значением рабочей поверхности стола.
Он называется комбинацией различных версий машины с тем же размером базовой таблицы размерная шкала машин.
В СССР мы освоили производство кассетных мельниц с пятью типоразмерами:
Нет. 0; 1; Нет. 2; Нет. 3 и нет. 4, и для каждого размера они выпускали целый ряд машин — горизонтальный, универсальный и вертикальный.
Каждая машина одной размерной шкалы имела тот же код в коде, который соответствует размеру рабочей поверхности таблицы.
В зависимости от размера рабочей поверхности стола выделяются следующие размеры консольных мельниц:
| 0 | 6R10, 6R80, 6R80G, 6R80 | 200 x 800 |
| 1 | 6h21, 6H81, 6H81G; 6P11, 6P81, 6P81G, 6P81SH | 250 x 1000 |
| 2 | 6M12P, 6M82, 6M82G; 6P12, 6P82, 6P82SH; 6T12, 6T82, 6T82G, 6T82SH | 320 x 1250 |
| 3 | 6M13P, 6M83, 6M83G; 6P13, 6P83; 6T13, 6T83, 6T83G | 400 x 1600 |
| 4 | 6M14P, 6M84, 6M84G | 500 x 2000 |
В соответствии с таблицей изменения размеров машины и ее основные компоненты (кровать, стол, раздвижные, рук, туловища), мощность двигателя и максимальное значение смещения (инсульта) в продольном сечении, скольжение в поперечном и вертикальном направлениях консоли.
Консульские фрезерные станки производства СССР и СНГ
| 6 | 2 | GZFS | 1932 | 682 |
| 6B | 0 | |||
| 1 | ||||
| 2 | GZFS | 1937 | 6B12, 6B82, 6B82G | |
| 3 | ||||
| 6K | 0 | |||
| 1 | DZFS | 6K11, 6K81, 6K81G, 6K81SH | ||
| 2 | GZFS | 6K12, 6K82, 6K82G, 6K82SH | ||
| 3 | GZFS | 6K13P, 6K83, 6K83G, 6K83Sh | ||
| 6H | 0 | Жальгирис | 1969 | 6h20, 6H80, 6H80G, 6H80 |
| 1 | DZFS | 1970 | 6h21, 6H81, 6H81G, 6H81A, 6N81D | |
| 2 | GZFS | 1951 | 6h22, 6H82, 6H82G | |
| 3 | GZFS, VSW | 1951 | 6h23, 6h23F3, 6H83, 6N83G, 6N13GA | |
| 6M | 0 | Жальгирис | 6M10, 6M80, 6M80G, 6M80 | |
| 1 | DZFS | 1971 | 6M11, 6M11K, 6M81, 6M81G, 6M81S, 6M81S-1, 6M81S-1F1, 6M81SF2 | |
| 2 | GZFS | 1961 | 6M12P, 6M12PB, 6M82, 6M82G, 6M82GB, 6M82S | |
| 3 | GZFS | 1961 | 6M13P, 6M13PB, 6M83, 6M83G, 6M83S | |
| 6P | 0 | Жальгирис | 1973 | 6R10, 6R80, 6R80G, 6R80 |
| 1 | DZFS | 6P11, 6P11K, 6P11F3, 6P81, 6P81G, 6P81SH | ||
| 2 | GZFS | 1972 | 6R12, 6R12K, 6R82, 6R82G, 6P82S | |
| 3 | GZFS, VSW | 1972 | 6P13, 6P13B, 6P13F3, 6P13F3-3, 6P83, 6P83G, 6P83SH | |
| 6T | 0 | Жальгирис | 1986 | 6T10, 6T80, 6T80SH |
| 1 | ||||
| 2 | GZFS | 1985 | 6T12, 6T82, 6T82G, 6T82SH | |
| 3 | GZFS | 1985 | 6T13, 6T83, 6T83G, 6T83SH | |
| 6D | 0 | DZFS | 1987 | 6D10, 6DM80SH |
| 1 | DZFS | 1990 | 6D81, 6D81, 6D81G, 6D81SH | |
| 2 | DZFS | 6D12, 6D12F20, 6D12F3, 6D82, 6D82G, 6D82SH | ||
| 3 | DZFS | 6DM83SH |
Основные производители фрезерных станков в СССР и России:
ВМЗ — Воткинский машиностроительный завод.
В настоящее время — ОАО «Воткинский завод»
GZFS — Горьковские фрезерные станки. В настоящее время — заводские фрезерные станки ZFS, LLC
DZFS — Завод Дмитров из фрезерных станков. В настоящее время — Дмитровский завод из фрезерных станков ДЗФС, ООО
UZTS — Ульяновский завод тяжелых и уникальных машин UZTS. В настоящее время — Ульяновский завод тяжелых и уникальных машин UZTS, LLC
FAZ — Воронежский станкостроительный завод.
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Маркировка фрезерных станков
6 — фрезерный станок (номер группы согласно классификации ENIMS)
D — серия (поколение) машины (D, K, N, M, P, T), например 682, 6B82SH, 6K82SH, 6N82SH, 6D81SH, 6R82SH, 6T82SH
8-е место — количество подгрупп (1, 2, 3, 4, 5, 6, 7, 8, 9) согласно классификации ENIMS (8 — горизонтальное шлифование)
1 — дизайн машины — размер (0, 1, 2, 3, 4) (1 — рабочий стол размером — 250 x 1000)
Буквы в конце обозначения модели:
D — Станок представляет собой горизонтальный фрезерный станок с невращающимся столом
к — машина с копиром для обработки криволинейных поверхностей
В — машина с повышенной производительностью (увеличенный диапазон скорости шпинделя, увеличенная мощность двигателя основного движения).
P. — повышенная точность машины — (n, p, c, a, c) по ГОСТ 8-82
W — широкополосная машина
F1 — машина с цифровым дисплеем DRO и предустановленные координаты
F2 — Цифровой позиционный станок с ЧПУ
F3 — машина с непрерывной (непрерывной) системой ЧПУ
F4 — многофункциональная машина с контурной системой ЧПУ и магазином инструментов
Полезные ссылки по теме
Паспорта и диаграммы для вертикальных фрезерных станков и оборудования
Каталог вертикальных фрезерных станков и их аналогов
Рубикон, открытая компания
Фрезерно-гравировальные станки с cnc BZT (Германия)
Фрезерно-гравировальные станки BZT (Германия) (Серия PFE), были специально разработаны для жесткости, точности и стабильности. Дешевые, очень жесткие фрезерные и гравировальные машины с cnc, которые имеют большие поля, широкие возможности и немецкое качество.
Машины с ЧПУ в этой серии содержат около 95% стали. Сталь в три раза прочнее алюминия.
Стальная конструкция, в сочетании с рельсовыми дорожками BOSCH и шарами, образует очень стабильную конструкцию.
Фрезерные и гравировальные станки серии PFE имеют отличную механику, 4 или 6 ампер, контроль 1/8 микроскопа, что делает их надежными и стабильными даже при высоких нагрузках.
Фрезерно-гравировальные станки серии PFE отличаются жесткостью, точностью и долговечностью, что сопоставимо с более дорогими машинами.
Гравировочные фрезерные станки управляются компьютером, подключенным непосредственно к контроллеру машины.
Гравировальный станок BZT совместим со всеми существующими программами. Более подробную информацию о тактике работы на станках с ЧПУ можно найти здесь.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Дерево (3D деревообрабатывающий CNC, фрезерный станок с ЧПУ для дерева), рекламная продукция, режущий листовой металл, резьба по дереву (деревообрабатывающая станка с ЧПУ или фрезерный станок с ЧПУ), фрезерование, гравировка, формование форм, сверление.
2D-3D объекты из пластика, дерева (3D-машины), металлов, в том числе стали и других материалов.
Модель машины | BZT-PFE500-PX | ||||
| Цена евро | 4099 | ||||
| Размеры стола. мм | 1250 x 1915 | ||||
Обработанное поле.Основные принципы работы фрезерного станка с ЧПУX, Y, Z мм | 750h525h235 | 1250х2010х135 | |||
| Расстояние между портальные стеллажи. мм | |||||
| Высота заготовки. мм. | |||||
| Скорость позиционирования. мм / мин | |||||
| Рабочая скорость. мм / мин | |||||
| Точность. мм | 0,0025 | 0,0025 | 0,0025 | 0,0025 | 0,0025 |
| Повторить. мм | +/ -0,01 | +/ -0,01 | +/ -0,01 | +/ -0,01 | +/ -0,01 |
| Ошибка .max. мм программное обеспечение сокращено до 0,00 | |||||
| Передача мяча | |||||
| рельсы Руководства. мм. | |||||
| Предельные переключатели X, Y, Z | да | да | да | да | да |
| Ограничение рабочего поля | программное обеспечение | программное обеспечение | программное обеспечение | программное обеспечение | программное обеспечение |
| Перемещение шаговые двигатели X, Y, Z | 4,2 амп. | 4,2 амп. | 4,2 амп. | 6А и 4.2А. | 6 ампер. |
| Размеры без фундамента длина, ширина, высота мм | 1700x1200x850 | 2300x1700x850 | |||
| Вес: без шпинделя, основание и контроллер кг. | |||||
| Источник устройства: (подача шпинделя более 2,2 кВт — 380 с) | 230 В / 50 Гц | 230 В / 50 Гц | 230 В / 50 Гц | 230 В / 50 Гц | 230 В / 50 Гц |
| Шпиндельное гнездо: (съемный, для установки вторых шпинделей) | Диаметр евро 43 мм | Диаметр евро 43 мм | Диаметр евро 43 мм | Диаметр евро 43 мм | Диаметр евро 43 мм |
Здесь вы также можете увидеть другие машины из этой серии
Аксессуары.
Приобретайте варианты и другие аксессуары для машин отдельно
Минимальный рабочий набор:
1. Машина (по вашему выбору)
2. Контроллер: 3 координаты — 886 евро. 4 координаты — 996 евро, 3 координаты, 6 ампер. — 1150 евро.,
до 4 координат 6 ампер. -1270 евро.
Таблица 3. Т-образные пазы: для PFE 500-500 € для PFE 1000-1100evro для PFE 1500-1499 Евро, Евро для PFE 1512-1999, 2012-2500 € ПФЭ (может быть опущен из набора)
четвёртая
шпиндель
5. Программное обеспечение
———————————————————————————————————-
Вам может потребоваться:
Базовая (опорная рама) для PFE 500-833 евро за PFE PFE 1000-952evro за 1500 до 1190 Евро Евро для PFE от 1512 до 1390, 2012 до 1590 Евро PFE
Увеличьте высоту и движение портала Z 250 мм. — 1999 евро
Сканер — 350 евро или 650 евро
Ось вращения (4 координаты) — 1808 евро
Автоматический инструмент сена (ASI) и электронный контроль скорости шпинделя
Дополнительные колеса на шпинделе
А также ножи и другие варианты и аксессуары
Фрезерные станки с ЧПУ для деревообрабатывающего / фрезерного станка BZT-PFE1000 Германия.
Узнать цену

Фрезерые станки с чпу BZT (Германия)
Фрезерные станкиPFX— высокопроизводительные машины HSC (высокая скорость резки).
Станки с ЧПУ серии PFX (BZT Германия) -идеальный выбор для предприятий, где требуется чпу металлообработка.
Эти металлообрабатывающие станки незаменимы в тех случаях, когда необходимо быстрое и точное фрезерование металла по заданной программе.
Фрезерные станки серии PFX имеют высокую точность. Их прочная стальная конструкция, очень жесткая, и имеет крайне низкий уровень вибрации.
Станки с чпу серии PFX идеально подходят для фрезерования стали, чугуна, алюминия и других черных и цветных металлов.
Ну и конечно станки PFX с легкостью обрабатывают более легкие материалы.
Фрезерные станки с чпу (продажа) имеют фиксированный портал, движущийся стол и мощное управление, которые создают необходимые условия для жесткости и стабильности, и способствуют высокой скорости при металлообработке.
Управляются фрезерные станки компьютером, подключенным непосредственно к контроллеру станка.
Устройство фрезерного станка c числовым программным управлением (ЧПУ)
Возможно как шаговое, так и серво-управление (согласуется с заказчиком).
Металлообрабатывающие станки станки с чпу BZT совместимы со всеми существующими программами. Более подробно о тактике работы на фрезерных станках с чпу Вы можете ознакомиться здесь.
Модель станка | BZT-PFX700 | BZT-PFX1000 | BZT-PFX1500 |
| Цена: .Евро | 8627 | 14875 | 19040 |
| Размеры стола. мм | 680 x 375 | 1000 х 750 | 1500 х 750 |
| Обрабатываемое поле. X,Y,Z мм | 520 х 700 х 180мм | 1000 х 1200 х 200 | 1000 х 1700 х 200 |
| Высота заготовки. мм. | |||
| Скорость позиционирования шаговый (серво) мм/мин | 10000 (25000) | 12000 (30000) | 12000 (30000) |
| Рабочая скорость. мм/мин | при шаге винта 10мм-10000, при шаге 5мм-5000 (при шаге 10мм-20000, при шаге 5мм-10000) | 11000 (30000) | 11000 (30000) |
| Разрешение. мм | 0,0025 | 0,0025 | 0,0025 |
| Повторение. мм после срабатывания концевиков | +/-0,01 | +/-0,01 | +/-0,01 |
| Погрешность.макс. мм | 0,05 | 0,05 | 0,05 |
| Шаровинтовые передачи | TR 16×10 или 16х5 | TR 18×10 | TR 18×10 |
| Рельсовые направляющие. мм. | |||
| Концевые выключатели X, Y, Z | да | да | да |
| Лимитирование рабочего поля | программно | программно | программно |
| Передвижение посредством шаговых моторов X, Y, Z | 6 амп. | 6 амп. | 8 амп. |
| Габариты включая моторы. мм | 1400 x 1200 x 2000 | 2100 x 1500 x 2000 | 2600 x 1500 х 2000 |
| Вес: без шпинделя и контроллера кг. | |||
| Питание станка: (питание шпинделей более 2,2 квт .- 380 в) | 230V / 50 Гц | 230V / 50 Гц | 230V / 50 Гц |
| Гнездо под шпиндель : (снимается, для установки других шпинделей) | Евро-диаметр 43 мм | Евро-диаметр 43 мм | Евро-диаметр 43 мм |
Доп.
опции и другие аксессуары к станкам приобретаются отдельно
Минимальный рабочий комплект:
1. Станок (Ваш выбор)
2. Контроллер: 3 координатны 6 амп.-1160 евро., 4 координаты 6 амп. — 1270 евро
3. Шпиндель
4. Программное обеспечение
———————————————————————————————————-
Так-же возможно Вам нужны:
База (рама , основание) PFX 700 — 1130 евро, PFX 1000 — 1785 евро, PFX 1500 — 2082 евро
Увеличение высоты портала и хода по Z 450мм.
Сканер — 350 евро или 650 евро
Поворотная ось (4 координата)- 1808 евро
Автоматическая сена инструмента (АСИ) и электронная регулировка оборотов шпинделя
Дополнительные цанги к шпинделю
А так-же фрезы и другие опции и аксессуары
Разные варианты серво управления по согласованию.
stroitel12.ru
Фрезерные станки по металлу: классификация, типы, видео
Процесс обработки металлических заготовок, при котором режущий инструмент выполняет вращательное движение, а заготовка, закрепленная на столе, возвратно-поступательное, получил название фрезерование. Станки, которые могут использоваться с учетом приведенных условий обработки, называют фрезерными. Официально принято считать, что первый фрезерный станок по металлу был изобретен в 1818 году. Эли Уитни первый получил патент на изобретение, которое стало основой для создания целой группы в сфере металлообработки.
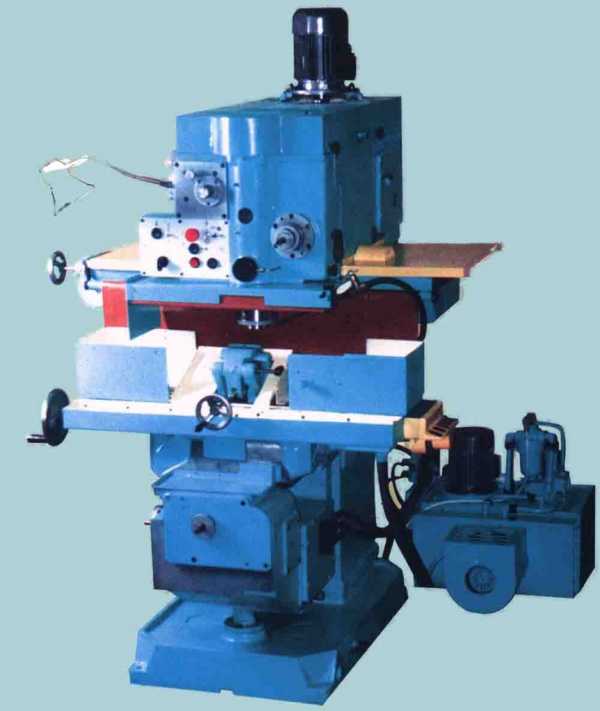
 Фрезерный станок по металлу
Фрезерный станок по металлуОсобенности фрезерной группы станков
Одной из классификаций металлорежущих станков стал вид обработки. Процесс фрезерования существенно отличается от проводимых операций на токарном станке. К особенностям группы относится следующее:
- Основной режущий инструмент – фреза. Она может быть различных видов, что оказывает влияние на возможность фрезерования определенных поверхностей.
- Обработке могут придаваться заготовки, которые имеют плоские и фасонные поверхности или являются телом вращения.
- К основной отличительной черте группы можно отнести то, что заготовка закреплена на столе и выполняет возвратно-поступательное движение, а фреза закреплена в шпинделе и вращается.
Рассматриваемая группа получила большое распространение не только в машиностроении, как токарные, но и в других областях промышленности.
Классификация
Учитывая особенности фрезерования, существует довольно большое количество разновидностей фрезерных станков по металлу. При этом классификация проведена по различным конструкционным особенностям: расположению шпинделя и стола, их особенностям и так далее.
Классификация станков
Первый тип – консольно-фрезерные. Представители этой группы отличаются от других наличием консоли, которая является основанием для стола. На консоли крепятся салазки, по которым и движется стол при фрезеровании. К первому типу относятся:
- Горизонтально-фрезерные консольные с неповоротным столом – эта группа была наиболее распространенной на момент существования СССР. К ее особенностям можно отнести простоту конструкции, горизонтальное расположение шпинделя и возможность фрезерования одной поверхности без перестановки заготовки или смены режущего инструмента.
- Горизонтально-фрезерные консольные с поворотным столом или универсальные. Перебазирование заготовки или смена инструмента занимает довольно много времени, также усложняет процесс с технологической точки зрения. Именно поэтому был придуман поворотный стол, который позволяет с одного базирования проводить обработку сразу нескольких поверхностей.
- Вертикально-фрезерные коносльные – также получили большое распространение благодаря простоте конструкции. Они схожи со сверлильными станками и многие представители этой группы могут проводить сверление, растачивание, зенкирование.
- Широкоуниверсальный фрезерный станок. Представители этой группы несколько отличаются от вертикально-фрезерных вариантов исполнения. Главное отличие – наличие еще дополнительной шпиндельной головки, которая расположена на хоботе. Этот выдвижной хобот крепится таким образом, чтобы можно было проводить съем материала под различным углом в двух выбранных плоскостях. При этом возможно использовать два шпинделя одновременно или поочередно. Широкоуниверсальный фрезерный станок может использоваться для фрезерования, сверления, растачивания и зенкирования.
Следующий тип – вертикально-фрезерные с крестовым столом или бесконсольные. Название группы говорит о том, что у станков, входящих в нее, отсутствует консоль. В качестве основания может служить бетонная плита или пол. Особенности конструкции позволяют обрабатывать громоздкие, тяжелые заготовки.
Продольно-фрезерные используются для фрезерования базовых, корпусных заготовок. При использовании определенного режущего инструмента возможно фрезерование вертикальных, горизонтальных или наклонных поверхностей. Продольный тип получил широкое применение в сферах, где фрезерованию подвергаются заготовки большой длины. Это связано с продольно расположенным вытянутым столом. Тип продольно-фрезерных станков делится на следующие классы:
- одностоечные;
- двухстоечные;
Фрезерные станки непрерывного действия отличаются от остальных тем, что установка и перебазирование детали проводится без остановки станка. Используются при производстве большой партии деталей. Группа подразделяется на следующие классы:
- Карусельно-фрезерные оборудованы столом, который напоминает карусель. Его особенностью можно назвать возможность непрерывной черновой и чистовой обработки.
- Барабанно-фрезерные позволяют обрабатывать деталь с двух сторон черновым и чистовым фрезерованием. Используются в массовом производстве и весь процесс обработки автоматизирован.
Копировально-фрезерные станки используются для образования пазов на деталях. Предназначение – фрезерование профилей или рельефов. Для автоматизации работы используют специальные шаблоны, которые определяют форму поверхности детали после металлообработки.

Копировально-фрезерный станок
Шпоночно-фрезерные станки применяются для создания шпоночных канавок на заготовках цилиндрической и другой формы. По принципу работы подразделяются на следующие классы:
- Обработка ведется вертикальным фрезерованием, глубина врезания соответствует нужной глубине канавки с учетом чистовой фрезерования, после врезания происходит продольная подача на длину канавки.
- Использование многократного возвратно-поступательного движения в вертикальном положении с постоянным перемещением фрезы по длине канавки.
- Использование эксцентрично установленной фрезы или использование метода осциллирующего движения режущего инструмента.
Шпоночно-фрезерный станок
Торцефрезерные станки используются для подрезания торцов и их чистовой обработки при условиях крупносерийного производства.

Торцефрезерный станок
Специализированные фрезерные станки по металлу включают в себя все разновидности металлообрабатывающего оборудования, в котором в качестве режущего инструмента используется фреза. Изготавливаются для создания определенных деталей в крупносерийном производстве. К ним относятся резьбофрезерные, зубо-фрезерные и другие разновидности станков.
Кроме этого, рассматриваемая группа также подразделяется на варианты с Числовым Программным Управлением (ЧПУ) и с механическо-электрическим приводом.
Как определить группу станка и его назначение?
Определить тип фрезерного станка можно обратив внимание на расположение шпинделя, тип стола и принцип его крепления, наличие вспомогательных элементов. Однако в некоторых случаях довольно сложно определить его класс и в этом случае нужно ознакомиться со спецификацией, которую часто наносят в виде таблички на станину. Популярными моделями ранее считались 682, 6Н82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезерный станок по металлу: виды и типы
Для того чтобы изготовить металлические детали, понадобится специальное оборудование – фрезерный станок. Основу его механизма составляет фреза – зубчатое колесо с лезвиями. В процессе механической обработки она вращается с большой скоростью и врезается в обрабатываемую заготовку, которая находится на столешнице и подается поступательными движениями прямолинейно или криволинейно.
Это изобретение принадлежит английскому инженеру Эли Уитни, который жил в XIX веке. Сначала созданный им инструмент был примитивным, и фрезеровать приходилось вручную. Но со временем фрезерные станки усовершенствовались и позволили увеличить производительность труда. С появлением новых технологий оборудование стало адаптированным под программное обеспечение и еще больше упростило труд фрезеровщиков. Сегодня есть разные типы и виды фрезерных станков для обработки металла. Они используются не только на промышленных предприятиях, но и для дома.
Рабочий процесс
Фрезерная технология – одна из самых сложных среди других видов металлообработки. Во время работы фрезу нужно перемещать в разных направлениях, согласно определенным схемам.
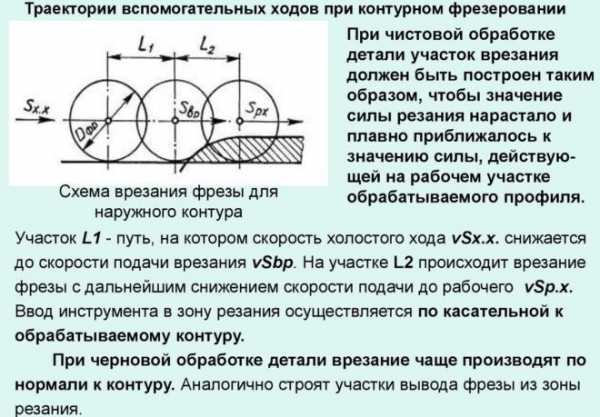
На качество изделия влияют скорость ее вращения и изменение параметров резки. Процесс фрезерования цикличный – нагрузка чередуется с последующей паузой. В зависимости от видов фрезерных операций, подбирается соответствующее оборудование.
Все станки имеют одинаковый принцип работы, но отличаются между собой дополнительными элементами и функциональностью. Например, в некоторых моделях есть дополнительная долбежная головка, делительный аппарат и устройство для нарезания гребенки.
Основная конструкция состоит из несущей станины, рабочего стола, перемещающегося шпинделя с салазками и цанги с патроном, куда закрепляется фреза. Она бывает разной формы и размера, в зависимости от того, какую деталь нужно обработать.
Оборудование может иметь разное управление:
- ручное;
- автоматизированное;
- с помощью компьютерной системы.
Самые простые по конфигурации – ручные станки.

Ручной фрезерный станок по металлу
У них невысокая мощность электромотора, позволяющая делать незамысловатые фрезерные операции. Такие модели подходят для нерегулярного использования. Особый интерес в производстве представляют мощные машины, оснащенные разными деталями и способные выполнять более сложные задачи.
Особенности оборудования
Как и в любой другой технике, в станках для обработки металла важно учитывать некоторые параметры, которые влияют на производственный процесс:
- Рабочая мощность является важным показателем производительности прибора. От нее зависит скорость вращательного движения фрезы и толщина срезаемого слоя. Для твердых предметов лучше использовать более мощное оборудование. При этом нужно помнить, что уровень этой физической величины зависит от количества потребляемой электроэнергии.
- Размер устройства – важный показатель того, какие детали можно на нем обрабатывать. Маленький фрезерный станок идеально подойдет для небольших промышленных цехов и для домашнего использования.
Работа на фрезерном станке 6Р 10
Разные модели
На промышленных предприятиях, в мастерских и в профильных учебных заведениях применяются разные виды станков. В основе классификации устройств для фрезерования лежат особенности их конструкции и принцип работы. Самыми распространенными являются ниже рассмотренные типы фрезерных станков.
Универсальные модели с поворотным столом
Позволяют изготавливать крупногабаритные детали. Это может быть резка по горизонтальной и вертикальной оси или винтовая нарезка материала.

Универсальная модель с поворотным столом
Конструкция такого станка имеет ряд особенностей – основные узлы и коробка скоростей располагаются внутри станины, а консоль и рабочая поверхность передвигаются в разных направлениях.
Под горизонтально расположенный шпиндель подходят всевозможные фрезы, например, цилиндрические, дисковые и угловые. На рабочий стол фрезерного станка можно поместить дополнительное оборудование, которое позволит расширить его технические возможности.
Горизонтальный фрезерный станок
Отличается простотой эксплуатации и технического обслуживания. Это надежное устройство, которое широко используется во многих мастерских. В его конструкции отсутствует поворотная часть – во время работы стол перемещается параллельно и перпендикулярно оси шпинделя.

В качестве рабочего инструмента могут использоваться концевые, цилиндрические, торцевые, угловые и фасонные фрезы. Рабочие узлы находятся на станине, а коробка скоростей, приводящая в движение шпиндель, размещена внутри.
Широкоуниверсальный
Этот фрезеровочный станок является многофункциональным устройством. В нем имеется дополнительная часть шпинделя, которую можно крутить под любым углом с помощью специального выдвижного хобота.

На нее монтируется накладные элементы, например, резаки или сверла, которые позволяют не только фрезеровать, но и совершать разные операции. Например, сверлить или точить. С помощью выдвижной фрезы можно выполнять любые работы по металлу.
Одновременные действия с двумя ножами повышают производительность труда, поэтому такие модели станков подходят для применения не только в частных мастерских, но и в промышленности.
Вертикальный консольно-фрезерный станок
Предназначен для внутренней и внешней обработки деталей с разным типом поверхности. Его шпиндель вращается вокруг вертикальной оси и подходит для работы с торцовыми, концевыми и шпоночными фрезами и фрезерными головками.
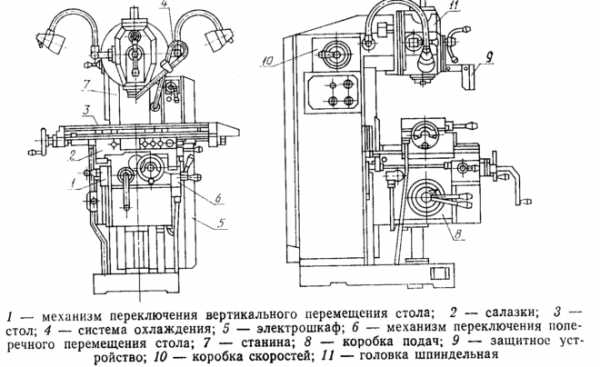
Во многих усовершенствованных моделях он может смещаться и занимать относительно детали горизонтальное положение. От размера вертикального консольно-фрезерного станка зависят габариты основных узлов прибора, мощность электродвигателя и расстояние наибольшего перемещения стола.
Бесконсольный фрезерный станок с крестовым столом
Способен выполнять сложные операции на высоких скоростях. В отличие от вертикального фрезерного станка по металлу, он может обрабатывать массивные детали. Это обусловлено особенностями конструкции прибора, которая отличается от стандартных моделей.
В нем нет консоли, движение рабочего стола осуществляется на жестких станинах, а шпиндельная головка скользит по стоечным направляющим. Кроме своих основных функций, она справляется с задачами коробки передач.

Под это устройство подходят твердосплавные торцевые, концевые и цилиндрические фрезы. Основные и вспомогательные движения могут выполняться как вручную, так и автоматически.
Настольный фрезерный станок по металлу
Это хороший вариант для установки дома или в учебных мастерских. Несмотря на скромные габариты и незначительный вес, он позволяет выполнять много технологических операций с разными видами фрез.
Такие мини-установки ничем не отличаются от крупногабаритных моделей. Они разделяются по классу точности и имеют стандартную комплектацию режущих инструментов.
Для их установки не требуются большие площади и специальная проводка для подключения к электросети. Настольные фрезерные станки затрачивают меньше энергоресурсов и имеют пониженный уровень шума.
Устройства с числовым программным управлением (ЧПУ)
Предназначены для изготовления высококачественных изделий. Они становятся незаменимыми в масштабном производственном процессе, так как ускоряют выпуск продукции. Работа станка зависит от программы, с помощью которой задаются разные параметры машины, например, мощность, скорость работы и вращения.
Современные станки – это сложные электромеханические приборы, которые требуют к себе квалифицированного подхода.
К работе с таким оборудованием допускаются два специалиста – наладчик и оператор станка с ЧПУ, который следит за процессом производства.
Творческий подход
Многие люди любят творить своими руками. Они не представляют своей жизни без такого помощника, как фрезерный станок. Сегодня станкостроительные заводы выпускают разные виды и типы оборудования для обработки стальных и металлических заготовок.
Оно успешно используется в промышленных целях – для одиночного и серийного производства. Выбор станка во многом зависит от целей и задач. Каждая модель имеет свои технические параметры, которые по достоинству могут быть оценены не только фрезеровщиками, но и потребителями продукции.
Видео по теме: Обзор фрезерного станка НГФ — 110
promzn.ru