Фрезерование многогранников – .
alexxlab | 21.01.2020 | 0 | Вопросы и ответы
Фрезерование многогранников – Фрезерные работы
Фрезерование многогранников
Категория:
Фрезерные работы
Фрезерование многогранников
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т. д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез.
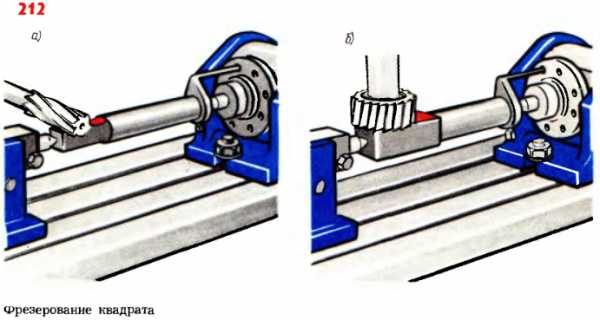
Пусть требуется профрезеровать грани квадрата, например грани хвостовика метчика или развертки. Фрезерование производится с помощью универсальной делительной головки на горизонтально-фрезерном станке концевой фрезой.
Подготовка к работе.
Для установки на столе фрезерного станка делительной головки и задней бабки необходимо:
1. Очистить стол и пазы от стружки, смазать тонким слоем смазки плоскости стола и основания делительной головки. Установить делительную головку и заднюю бабку фиксирующими сухарями в средний паз стола.
2. Ввести в паз стола крепежные болты делительной головки и задней бабки и затянуть их.
4. Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами.
5. Надеть на заготовку хомутик, закрепив его болтом. Установить заготовку в центрах, вставить загнутый конец (рог) хомутика в вырез подвода и закрепить его.
После того как профрезеровали одну грань, поворачивают шпиндель делительной головки вместе с обрабатываемой заготовкой на 90° и производят фрезерование второй грани и т. д.
Поворот на угол а можно осуществить методом непосредственного деления.
Фрезерование граней многогранника можно производить не одной фрезой, а набором дисковых фрез. Этот метод при обработке большой партии заготовок является более производительным и точным, чем фрезерование одной фрезой.
Расстояние между внутренними боковыми поверхностями фрез должно быть равно расстоянию между противоположными боковыми гранями детали. Оно достигается подбором установочных колец, как и при обработке уступов и пазов набором фрез. Заготовка должна быть установлена так, чтобы ее ось была перпендикулярна оси оправки фрезы.
Для фрезерования многогранников в крупносерийном и массовом производстве применяют многоместные делительные приспособления для одновременной обработки партии заготовок.
Вида брака при фрезеровании многогранников
1. Размер граней получился меньше требуемого из-за неправильно установленной глубины фрезерования. Причина — невнимательность при отсчете глубины фрезерования по шкале лимба.
3. Неверное расположение граней. Причина — неправильный отсчет делений по делительному диску.
4. Недостаточный класс шероховатости обработанной поверхности. Причина — большая подача на зуб, биение фрезы, вибрации, работа изношенной фрезой, большой люфт шпинделя делительной головки, неправильный выбор смазочно-охлаждающей жидкости и условий охлаждения и др.
Реклама:
Читать далее:
Фрезерование прямых канавок и шлицев на цилиндрических и конических поверхностях
Статьи по теме:
pereosnastka.ru
Технология фрезерования деталей, имеющих сопряженные плоскости, и многогранников
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сопряженные поверхности одной детали, т.е. поверхности, расположенные в разных плоскостях, могут быть параллельными, перпендикулярными или располагаться под любым углом. К таким плоскостям относятся смежные грани прямоугольной и квадратной призмы, куба, шестигранника, пирамиды и т.д.
Обработку заготовок, имеющих сопряженные плоскости, осуществляют на вертикально- и горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами, а также наборами фрез. На столе станка заготовки закрепляют в универсальных или в специальных приспособлениях.
Фрезерование прямоугольного бруска. Фрезеровщику в процессе работы приходится часто обрабатывать заготовки в виде прямоугольной призмы — бруска (рис. 5.22). В этом случае необходимо правильно выбрать базу и последовательность обработки поверхностей.
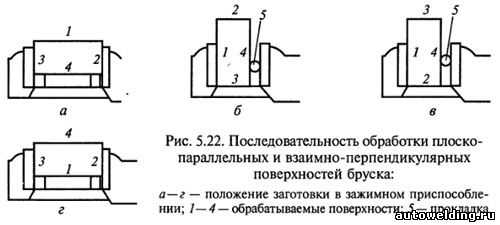
При закреплении заготовки в машинных тисках вначале должна быть обработана поверхность 7, имеющая наибольшую площадь (рис. 5.22, а). Заготовку при этом устанавливают в тисках так, чтобы противоположная ее поверхность 4 опиралась на направляющую поверхность тисков или на две параллельные подкладки равной высоты.
Во втором переходе (рис. 5.22, б) заготовку устанавливают обработанной поверхностью 1 к неподвижной губке тисков и прижимают к ней либо непосредственно подвижной губкой, либо, как показано на рисунке, используя в качестве прокладки кусок металла круглого сечения 5, расположенный в центре губок. Это исключает возможный перекос заготовки при закреплении. В такой позиции фрезеруют поверхность 2, смежную с базовой поверхностью 7. Второй и третий переходы (рис. 5.22, в) обеспечивают получение прямого угла между поверхностями 1 и 2 и 1 и 3. В последнем переходе (рис. 5.22, г) базой служит все та же поверхность 7. Брусок устанавливают поверхностью 7 на парные (имеющие равную высоту) параллельные подкладки и перед окончательным закреплением в тисках проверяют параллельность базовой поверхности 7 и стола. После этого заготовку окончательно закрепляют. Если все проведено правильно, то поверхности 7 и 4 должны быть параллельны и вместе с тем перпендикулярны к поверхностям 2 и 5.
Приведенная последовательность обработки бруска является рациональной как при черновом, так и при чистовом фрезеровании. При чистовой обработке во избежание повреждения обработанных поверхностей в процессе закрепления заготовки на губки тисков обычно надевают прокладки из листовой латуни или меди.
Обработка многогранников. Фрезерование квадратов. При фрезеровании квадрата из прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих способов:
- в трехкулачковом патроне;
- в трехкулачковом патроне и центре задней бабки;
- в центрах универсальной делительной головки и задней бабки.
Фрезерование граней квадратов производят концевыми, торцовыми, дисковыми фрезами, а также набором дисковых фрез с закреплением заготовки в делительной головке на горизонтально- и вертикально-фрезерных станках.
Фрезерование шестигранников. При обработке шестигранников можно достичь высокой производительности применением набора дисковых фрез.
Обработку плоскостей, сопряженных под острым и тупым углами, производят так же, как и наклонных плоскостей.
Взаимное расположение сопряженных плоскостей (параллельных и перпендикулярных), обработанных с переустановкой заготовок в тисках универсального горизонтально-фрезерного станка, контролируют штангенциркулями, угольниками, лекальными линейками, рейсмасами. Плоскости, расположенные под тупыми и острыми углами, контролируют шаблонами и рейсмасами, независимо от того, какими фрезами производят эту обработку: цилиндрическими или торцовыми.
www.autowelding.ru
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т. д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез. 3. Проверить совпадение центров передней и задней бабок с помощью контрольного шлифованного валика и индикатора (рис. 211). Если при перемещении стойки индикатора параллельно оси валика отклонение стрелки будет не более 0,02 мм, то установка центров произведена правильно. При больших отклонениях следует отрегулировать положение заднего центра при помощи установочного винта в колодке, несущей центр задней бабки. Снять контрольный валик с центров. 4. Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами. 5. Надеть на заготовку хомутик, закрепив его болтом. Установить заготовку в центрах, вставить загнутый конец (рог) хомутика в вырез поводка и закрепить его.
α = 180° – β (32) Поворот на угол а можно осуществить методом непосредственного деления. n – α°,
|



machinetools.aggress.ru
Фрезерование многогранников на станках с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем фрезерование многогранников на обрабатывающих станках.
Фрезерование граней многогранников (трехгранников, четырехгранников, пятигранников и т.д.) в зависимости от конфигурации детали и размера партии производят дисковыми, концевыми, цилиндрическими или торцовыми фрезами, а также набором дисковых фрез.

Рис. 6.1. К расчету параметров заготовки при фрезеровании четырех- и шестигранников
При обработке многогранников заготовки обычно имеют цилиндрическую форму. Размер а (рис. 6.1) грани при диаметре d описанной окружности заготовки может быть определен по формуле:
где п – число граней. Для четырехгранника а = 0,707 d, а для шестигранника a = 0,5d. Для шестигранников в ряде случаев определяют размер S («под ключ»). С диаметром d этот размер для шестигранников связан соотношением d =1,155S .
При обработке необходимо знать размер А (рис. 6.1), определяющий положение грани относительно образующей заготовки.
Последовательность работ. Для установки на столе фрезерного станка делительной головки и задней бабки необходимо:
- Очистить стол и пазы от стружки, смазать тонким слоем смазки плоскости стола и основания делительной головки. Установить делительную головку и заднюю бабку фиксирующими сухарями в средний паз стола.
- Ввести в паз стола крепежные болты делительной головки и задней бабки и затянуть их.
- Проверить совпадение центров делительной головки и задней бабки с помощью контрольного валика и индикатора (рис. 6.2, а). Если при перемещении стойки индикатора параллельно оси валика отклонение стрелки не будет превышать заданное, то установка центров произведена правильно. В случае его превышения следует отрегулировать положение заднего центра установочным винтом в колодке. Снять контрольный валик с центром.
- Освободить болты, крепящие заднюю бабку, отодвинуть ее от делительной головки на требуемое расстояние по длине заготовки и закрепить болтами.
- Надеть на заготовку хомутик, закрепив его болтом. Установить заготовку в центрах, вставить загнутый конец (рог) хомутика в вырез подвода и закрепить его. На рис. 6.2, б показана установка заготовки для фрезерования квадрата концевой фрезой.
- Установить фрезу на размер. Фрезеровать грань. После того как профрезерована одна грань, шпиндель делительной головки поворачивают вместе с обрабатываемой заготовкой на 90° и производят фрезерование второй грани и т.д.
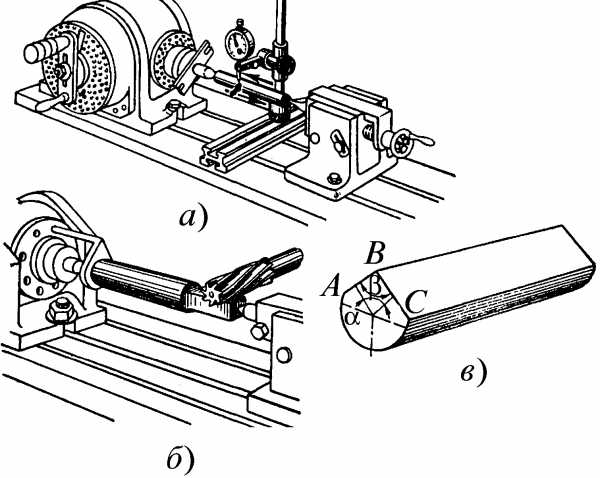
Рис. 6.2. Фрезерование четырехгранника на горизонтально-фрезерном станке концевой фрезой:
а – схема выверки делительной головки и задней бабки; б – схема фрезерования;
в – определение угла поворота делительной головки
Если в многограннике угол между плоскостями АВ и ВС детали равен β, то при последовательной обработке этих граней заготовка должна быть повернута на угол α (рис. 6.2, в), который определяют по формуле:
Поворот на угол α можно осуществить методом непосредственного деления. Определим частоту вращения n рукоятки, соответствующую повороту шпинделя на угол α. Если рукоятка сделает 40 оборотов, то шпиндель повернется на один оборот, т. е. на 360°. Искомую частоту вращения легко получить из пропорции:
откуда
Фрезерование граней многогранника можно производить не одной фрезой, а набором дисковых фрез. Этот метод при обработке большой партии заготовок является более производительным и точным, чем фрезерование одной фрезой.
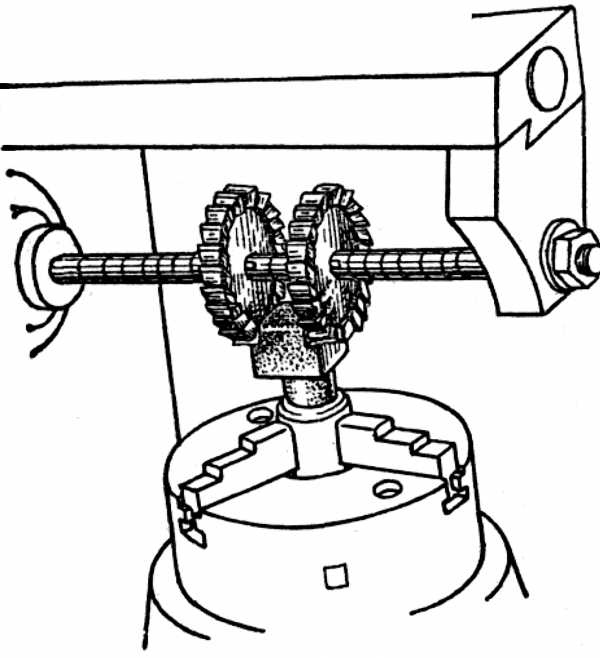
Рис. 6.3. Схема фрезерования граней головки винта набором фрез
На рис. 6.3 показана схема фрезерования граней головки винта набором из двух фрез. Расстояние между внутренними боковыми поверхностями фрез должно быть равно расстоянию между противоположными боковыми гранями детали. Это достигается подбором установочных колец, как и при обработке уступов и пазов набором фрез. Заготовка должна быть установлена так, чтобы ее ось была перпендикулярна оси оправки фрезы.
Для фрезерования многогранников в крупносерийном и массовом производстве применяет многоместные делительные приспособления для одновременной обработки партии заготовок.
Виды брака при обработке многогранников:
- Размер граней меньше требуемого из-за неправильно установленной глубины фрезерования. Причина – невнимательность при отсчете глубины фрезерования по шкале лимба.
- Размер граней меньше требуемого из-за неправильно установленного расстояния между двумя дисковыми фрезами набора. Причина – неправильный подбор установочных колец.
- Неверное расположение граней. Причина – неправильный отсчет делений по делительному диску.
- Значительная шероховатость обработанной поверхности. Причины – большая подача на зуб, биение фрезы, вибрации, работа изношенной фрезой, большой люфт шпинделя делительной головки, неправильный подбор СОТС и др.
Фрезерование прямых канавок и шлицев на цилиндрических и конических поверхностях пазов на торцах заготовок ведется различным инструментом на вертикально- и горизонтально-фрезерных станках. Общая схема последовательности выполнения отдельных переходов по наладке станка и выполнению операций схожа с рассмотренной выше. Отметим, что при настройке станка на выполнение указанных работ особое внимание следует уделять правильности установки фрезы относительно заготовки.
rusnc.ru
Фрезерование многогранников
Фрезерование — один из наиболее популярных способов производства деталей из заготовок методом резания. Часто детали, особенно втулки и пробки, имеют форму многогранников, нарезка которых предполагает особую последовательность действий и настройку конфигурации фрезерного станка.
Как происходит нарезка граней многогранников на фрезерном станке
В зависимости от требований, предъявляемых к готовой детали, ее резка может осуществляться при помощи концевых, торцевых, цилиндрических и дисковых фрез. При производстве объемных партий типовых изделий удобно также пользоваться возможностью нарезки контура набором дисковых врез, закрепленных на оси на определенном расстоянии друг от друга. Для обработки единичных заказов такой подход, как правило, нецелесообразен.
Заготовки для нарезки многогранников, независимо от количества углов в готовом изделии, обычно имеют цилиндрическую форму среза. Соответственно, размер грани, при известном радиусе среза, можно определить по формуле:
Размер грани (a) = диаметр окружности (d) * синус 180/необходимое число граней
Соответственно, размер грани условного четырехгранника всегда равен произведению диаметра и числа 0,707 (синус четвертой части от 180 градусов), а шестигранника — диаметра и числа 0,5 (синус шестой части от 180 градусов). Соответственно, правила верны только для изделий с прямыми гранями, занимающими весь радиус заготовки.
Последовательность подготовительных работ
-
Установка делительной головки в средний паз стенда.
-
Установка задней бабки фиксирующими сухарями в нужное положение.
-
Контрольным валиком и индикатором отцентрировать совпадение головки и бабки на стенде, после чего затянуть крепежные болты.
-
Закрепить заготовку на стенде при помощи хомута.
-
Установить режущую фрезу на нужный размер.
-
Выполнить фрезеровку одной грани.
-
Повернуть шпиндель и заготовку на 90 градусов.
-
Повторить пункты 5-7.
-
По завершении нарезки проконтролировать совпадение геометрии граней перед снятием заготовки со стенда.
mtprom.ru
|
Поиск Лекций
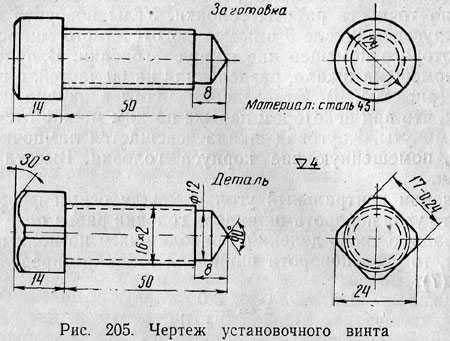
Фрезерование методом непосредственного деления ФРЕЗЕРОВАНИЕ МНОГОГРАННИКОВ Фрезерование граней набором фрез Надо отфрезеровать грани квадратной головки винта (рис. 205) из точеной круглой заготовки. Фрезерование произведем на горизонтально-фрезерном станке в упрощенной делительной головке.
Заготовку закрепляют в трехкулачковом патроне (рис. 206), причем для предохранения резьбы от смятия на нее надевают втулку из листовой латуни или меди толщиной 1—1,5 мм.
Выбор фрезы. Грани фрезеруем набором двух дисковых фрез, для чего на оправку диаметром 27 мм установим две одинаковые дисковые двухсторонние или трехсторонние фрезы диаметром 80 мм, шириной 12 мм, с отверстием диаметром 27 мм. Материал фрез — быстрорежущая сталь Р18, число зубьев — 18.
Имея комплект разрезных установочных колец разной толщины, можно производить установку набора фрез без съема их с оправки.
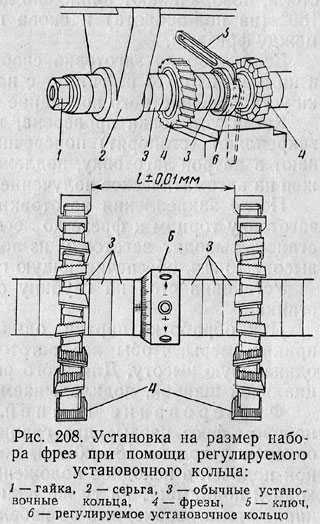
Установка набора фрез по способу В. А. Горяинова занимает всего 2—3 мин.
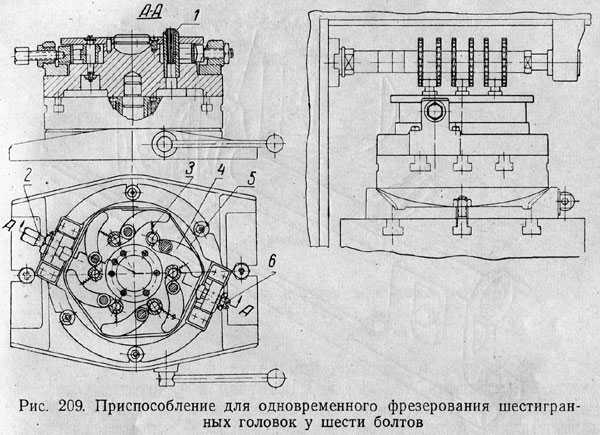
Зажимное устройство устанавливают на делительное приспособление, позволяющее поворачивать заготовку на 30, 45, 60, 90, 120 или 180°, т. е. производить деления на 2, 3, 4, 6, 8 и 12 частей. В данном случае после каждого прохода набором фрез делительное приспособление поворачивают на 60°. Рекомендуемые страницы: |
|

poisk-ru.ru
Полигональное точение. Обточка шестигранника на токарном станке. Учебное видео
Полигональное точение. Обточка многогранников на токарном станке
Обработка многогранников – это процесс обработки плоскостей на вращающихся деталях при помощи специальных фрез на токарных станках с ЧПУ или многошпиндельном оборудовании. Деталь и фреза должны вращаться синхронизировано.
При данном виде обработки используется встречное фрезерование.
Метод полигонального точения (точение многогранников) основан на синхронизации, с определенным соотношением, угловых скоростей вращения детали и вращающегося инструмента.
Количество сторон многогранника зависит от соотношения вращения заготовки и фрезы и количества зубьев фрезы.
При соотношении 2:1 форма поверхностей немного неплоскостна. Отклонение от формы допустимо для всех видов данной обработки.
При соотношении 1:1 имеет место сильная неплоскостность. Фигура недопустима для пересекающихся поверхностей.
При соотношении 3:1 имеет место вогнутость поверхности. Эта форма также не подходит для пересекающихся плоскостей.
Исходя из этого, требуемое количество сторон многогранника должно быть в два раза больше количества сменных пластин на корпусе фрезы.
Для расчета формы плоскостей необходимы следующие данные:
- Диаметр фрезы
- Размеры плоскости
- Диаметр предварительной обработки
- Соотношение вращения фрезы и заготовки
На видео показан процесс точения детали сложной конфигурации с использованием обычного и полигонального точения (точения вращающимся резцом).
В основном, полигональное точение используется для получения крепежа – квадратных и шестигранных головок болтов или гаек на автоматах продольного точения, поскольку при полигональном точении время обработки уменьшается в несколько раз по сравнению с фрезерованием шестигранников обычным способом
На станках с ЧПУ где присутствует координата Y возможно точение и более сложных профилей, в том числе и многоугольников
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
stanki-katalog.ru