Фрезы удлиненные – Фрезы пазовые прямые удлиненные в Санкт-Петербурге
alexxlab | 01.03.2017 | 0 | Вопросы и ответы
Виды фрез по дереву для ручного фрезера
Фрезеровка предоставляет практически неограниченные возможности по обработке заготовок. Формирование кромок, пазов и канавок различной глубины и формы – для каждой операции есть свои виды фрез по дереву для ручного фрезера, позволяющие выполнять работу максимально эффективно. Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре.

Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика – дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги – втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента.
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:
Сборные
В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.

Со сменными режущими кромками
Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.

Монолитные
Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.

Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
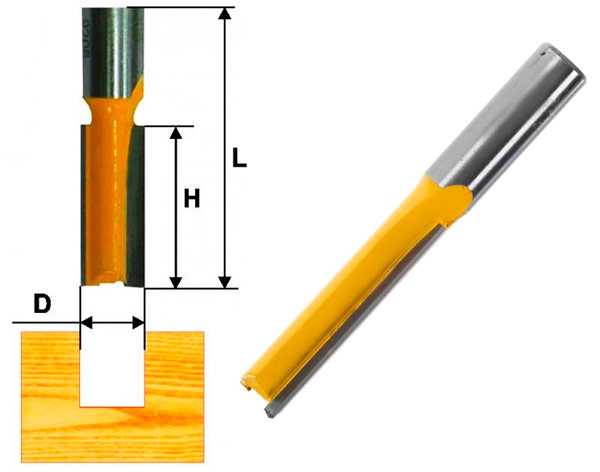
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
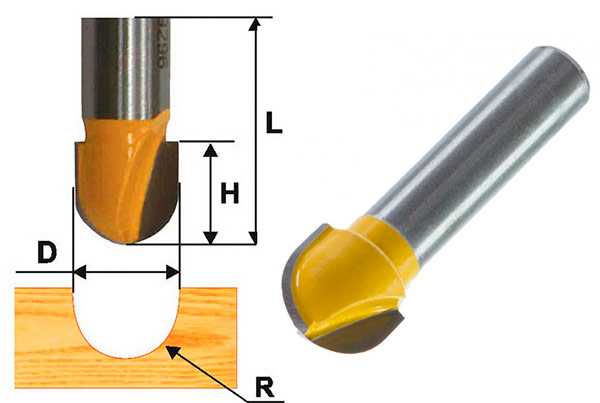
Пазовые галтельные
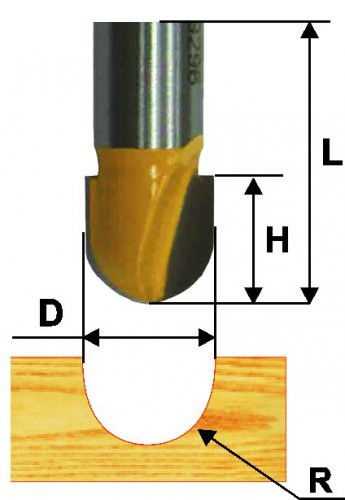
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» – в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
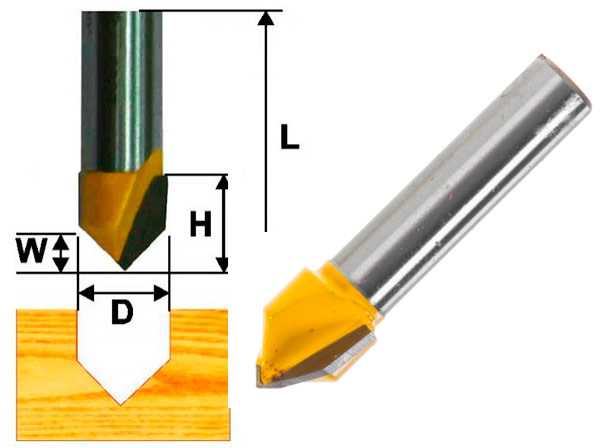
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.

Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
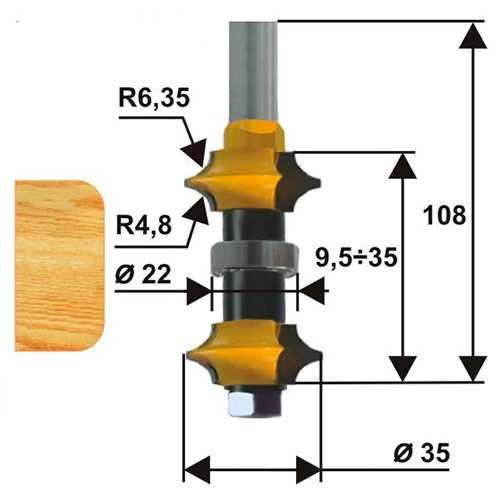
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
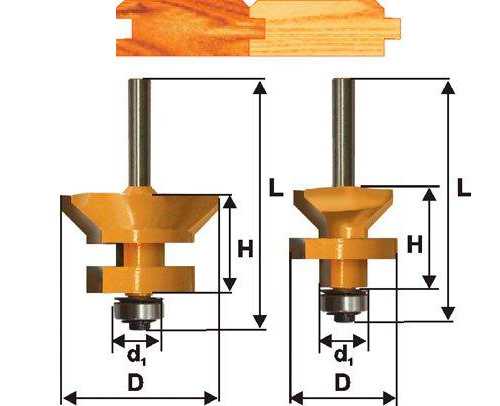
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
Пазо-шиповые
Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.
Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
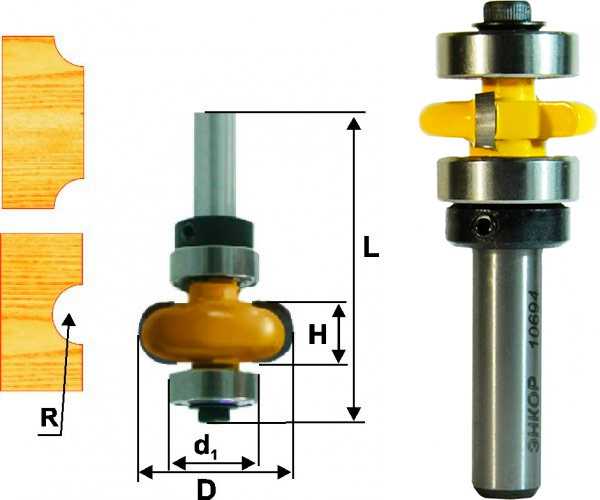
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
Фигирейные вертикальные
В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров.
Использованы фото известного
производителя фрез Энкор.
Вам будет интересно
srbu.ru
Пазовая фреза по дереву: назначение, классификация и способы применения
Все фото из статьи
Современный электроинструмент открывает широкие возможности перед мастером и позволяет создавать настоящие произведения. Пазовые фрезы по дереву для ручного фрезера необходимы для выделки изделий разных форм, в том числе со сложным профилем. Приспособления такого рода имеют довольно узкую специализацию и используются для выполнения определенных операций.
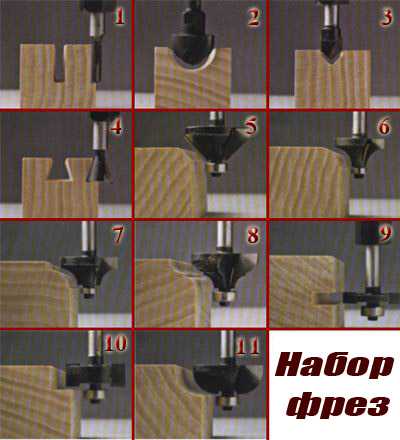
Фото разных типов пазовых фрез и способов их применения
Изделия, используемые в деревообработке, должны соответствовать требованиям ГОСТ 11290-80 и 11291-81. Специалисты различают два их основных типа: дисковые и прямые. Первые применяются на специализированных станках или автоматических линиях. Вторые получили распространение в основном для применения на ручном инструменте с электрическим приводом.
Назначение
Часто в работе с древесиной возникает необходимость в удалении части материала для создания углубления прямоугольной или иной формы. Сделать его своими руками можно при помощи молотка и стамески, но такая операция требует значительных трудозатрат и не гарантирует точности. Фрезирование обеспечивает высокую скорость выполнения подобных работ.
Соответствующие приспособления используются для выполнения широкого круга операций по обработке древесины:
- изготовление деталей мебели и строительных конструкций;
- выборка пазов в дверном полотне и лутке при установке врезного замка и петель;
- создание пазогребневых и шиповых соединений.
Существуют и другие сферы применения подобных приспособлений, связанных с изготовлением изделий из древесины и мебельным производством.
Принцип действия фрез пазовых
Деревообрабатывающий инструмент данного типа представляет собой стальной стержень цилиндрической формы. Прямая удлиненная фреза состоит из рабочей части и хвостовика. Последний необходим для установки инструмента в патрон и обеспечения надежной фиксации. Рабочая часть имеет несколько режущих кромок в нижнем торце и на цилиндрической поверхности.
Основные характеристики прямых пазовых фрез
В процессе обработки дерева фреза раскручивается электродвигателем до определенных оборотов и вводится в соприкосновение с обрабатываемой деталью. Режущие кромки, находящиеся в нижней ее части, начинают выборку материала на установленную глубину. Одновременно с этим боковые рабочие части расширяют паз и выравнивают его. Увеличение глубины реза осуществляется постепенно с каждым прогоном инструмента.
Основные типы фрез пазовых
Описываемые приспособления способны выполнять определенные операции по обработке древесины. Классификация приспособление осуществляется по указанному признаку, и различают следующие типы:
- прямые;
- гантельные;
- конструкционные;
- фасонные.
При изготовлении инструмента используются твердосплавные инструментальные стали специальных марок. Основные технические характеристики данных приспособлений следующие: диаметр режущей части и хвостовика, рабочая высота и общая длина. Предельные параметры изделий для удобства пользователей сведены в таблицу:
| Типы | Ед. изм. | диаметр, мм | диаметр хвостовика, мм | высота рабочая, мм | длина общая, мм |
| пазовые прямые | max | 44,5 | 12 | 51 | 102 |
| min | 4 | 8 | 19 | 48 | |
| пазовые гантельные | max | 25,4 | 12 | 13 | 48 |
| min | 9,5 | 8 | 10 | 40 | |
| конструкционные | max | 25,4 | 12 | 22,2 | 64 |
| min | 9 | 8 | 10 | 40 | |
| фасонные | max | 57,1 | 12 | 28,6 | 69 |
| min | 9,5 | 8 | 11 | 38 |
Подбор приспособления для выполнения конкретной операции осуществляется в соответствии с параметрами канавки, которую необходимо сделать в пластине или торцевой части детали. Применение каждого вида инструмента имеет свои особенности, которые в немалой степени определяются свойствами материала.
Пазовые прямые фрезы
Данный вид инструмента выполняет наиболее распространенный тип операций при деревообработке. Пазовая прямая фреза по дереву 4 мм и других типоразмеров предназначена для выборки прямых канавок в древесине заданной длины, глубины и ширины.
Для получения хорошего результата при производстве работ необходимо придерживаться следующих правил:
- Максимальная глубина при одном проходе не должна превышать 7 мм.
- Резка паза большой ширины осуществляется в несколько приемов с постепенным увеличением диаметра инструмента.
- Допускается расширение канавки путем смещения инструмента в сторону с использованием специального упора.
- Для обеспечения высокой чистоты обработки дна канавки используется приспособление с особой геометрией резцов.
Совет: При выполнении операций по деревообработке необходимо учитывать мощность электрического привода, чтобы избежать его перегрева. Максимальная глубина выборки ограничивается длиной рабочей части инструмента.
Фреза пазовая гантельная
Прямые канавки с фигурным дном режутся с применением инструмента с торцевыми режущими кромками соответствующей формы. Для этого используется гантельная пазовая фреза, которая значительно расширяет возможности электроинструмента.
Существуют два основных типа инструмента:
- Приспособление с закругленным наконечником позволяет делать декоративные выемки сложного рисунка по поверхности доски и кромки.
- Инструмент с торцевыми режущими кромками V-образной формы обеспечивает выборку пазов установленной глубины. Дно канавки при этом образуется двумя плоскостями, которые стыкуются под углом в 90 °.
Пазовая гантельная фреза и основные ее характеристики
Данный тип приспособлений нужен для декоративной резьбы по поверхности пластины или ее кромок. Цена такого инструмента несколько выше, нежели у прямого в силу более высокой сложности его изготовления.
Фрезы пазовые фасонные
Декоративная обработка поверхностей столярных изделий производится с использованием приспособлений соответствующей формы. Пазовые фасонные фрезы используются для нанесения на пластину рисунка по шаблону. Они предназначены изготовления филенок дверей, накладок на предметы мебели, плиток и других элементов интерьера.
Инструменты такого типа используются для выполнения следующих операций:
- гантель по ребру пластины;
- кромка со скругленным краем и губкой;
- сложный вогнутый профиль с губкой;
- двухсторонняя выборка с фальцем и без него;
- закругления краев пластины простой или сложной формы;
- глубокая выборка и снятие прямых фасок под разными углами.
Фасонные пазовые фрезы позволяют выполнять сложные операции по деревообработке при изготовлении мебели и других столярных изделий. Такие приспособления в основном нужны для выборки декоративных элементов.
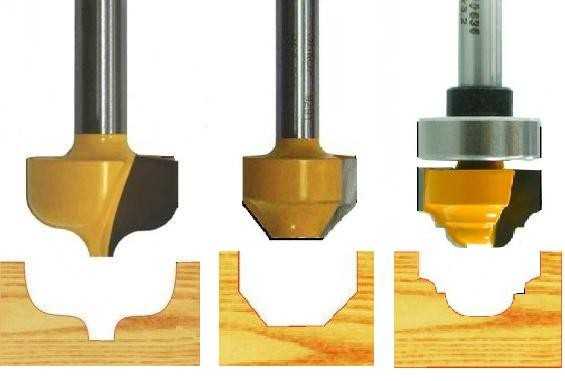
Разные виды пазовых фасонных фрез и форма выемки
Конструкционная пазовая фреза
В ходе изготовления столярных изделий возникает необходимость в создании жестких соединений деталей. Для этого разработаны несколько способов стыковки с использованием конструкционных пазовых фрез.
Инструкция по их применению предусматривает возможность создания соединений следующих типов:
- простейшего;
- модифицированного;
- углового полупотайного;
- в четверть;
- шпунтовое;
- ящичное;
- с использованием вставного шипа.
Обратите внимание! Во время фрезеровки по дереву подбирается приспособление нужной формы — типа ласточкин хвост, Т- образной или прямой. При этом учитывается ее размер, обеспечивающий необходимую глубину канавки. Для достижения требуемой прочности соединения требуется оставить достаточное количество материала вокруг канавки.
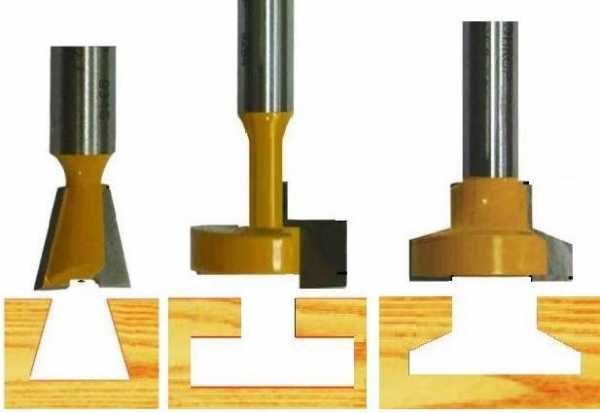
Фрезы конструкционные пазовые и форма выборки

Использование ручного фрезера в деревообработке
Заключение
Пазовая фасонная фреза по дереву и другие их виды в условиях домашней мастерской позволяют создавать столярные изделия самых разных форм. Они необходимы и для выполнения многих видов работ по деревянным конструкциям в процессе строительства или ремонта. В приведенном видео в этой статье читатель может получить более подробные сведения об описанном инструменте.
rubankom.com
Концевые фрезы с коническим хвостовиком – полное описание деталей + Видео
Концевые фрезы с коническим хвостовиком используются для обработки уступов и поверхностей. Такой инструмент изготавливается по ГОСТ 17026–71 и 20538–75.
1 Концевые фрезы – надежно ли они крепятся и быстро ли меняются?
Процесс обработки металлических заготовок при помощи специальных инструментов (фрез) называют фрезерованием. Для выполнения такой операции применяются различные по типу режущие приспособления. Широкое распространение получили концевые фрезы (КФ). Они изготавливаются в виде тел вращения и могут иметь хвостовики двух типов – конические и цилиндрические. Первые из указанных используются в случаях, когда в обрабатываемых деталях требуется вырезать глубокие канавки и разнообразные пазы.

Цилиндрические фрезы
Рекомендуем ознакомиться
Концевые фрезы разных геометрических размеров с коническим хвостовиком подсоединяются к шпинделю фрезерного станка вертикально. А режущие кромки описываемого инструмента находятся на его боковой стороне. Именно с их помощью и производится фрезерование. При этом стружка, образующаяся в процессе обработки, выходит через специальные канавки. Они расположены между зубцами инструмента. Конический хвостовик дает возможность фрезеровщику максимально оперативно и легко менять инструмент при выполнении каких-либо сложных (многоступенчатых) рабочих операций.
Кроме того, рассматриваемые фрезы характеризуются по-настоящему надежным креплением и отличным центрированием, что имеет огромное значение при обработке заготовок на автоматических линиях (при выпуске большого количества однотипных деталей).
2 Инструмент с коническим хвостовиком – изготовление строго по стандарту
ГОСТ 17026–71 позволяет выпускать КФ заточенными наостро либо со специальной ленточкой (по форме она является цилиндрической). При этом фрезы могут быть с крупным и с нормальным зубом. Большая часть концевого инструмента изготавливается с праворежущими зубьями (их количество – до 8 штук, в зависимости от сечения конкретной КФ). ГОСТ 17026–71 позволяет выпускать и леворежущие приспособления. Но они, как правило, производятся по заранее согласованному заказу.

Конические хвостовики
Зубья концевых фрез располагают двумя поверхностями:
- задней – она обращена непосредственно к детали, которая обрабатывается на станке;
- передней – по ней происходит сход стружки.
Режущая кромка инструмента формируется пересечением указанных поверхностей. Угол между прямой (она направлена вертикально), пронзающей ось КФ, и поверхностью зуба принято называть передним. Он может иметь значение от +20 до -10°. Второй угол располагается между обработанной и задней поверхностями фрезеруемой детали. Его называют задним. Чем выше показатель этого угла, тем более качественной будет обработка поверхности заготовки. Конический хвостовик обеспечивает стандартное крепление (конус Морзе) инструмента в станке. Хвостовик может оснащаться резьбовым внутренним соединением либо специальными лапками. Эти элементы позволяют максимально надежно фиксировать инструмент в шпинделе фрезерного агрегата.
Стружечные канавки между зубьями предназначены не только для схода металлических отходов, но и для заточки режущей кромки КФ. Здесь большое значение имеет угол наклона канавок. Он формируется между осью инструмента и касательной к его кромке. Фрезы с крупным зубом имеют угол наклона по ГОСТ 17026–71 в пределах 35–45°, с обычным зубом – 30–35°. Плавность вхождения зубцов КФ в обрабатываемую деталь, а также стойкость инструмента повышаются при увеличении угла наклона.
Далее приводятся самые важные размеры интересующих нас фрез по ГОСТ 17026–71:
- сечение – 10–63 мм;
- длина режущей части – 22–90 мм;
- общая длина инструмента – 92–248 мм.
Добавим, что окружной шаг зубьев у КФ с коническим хвостовиком обязательно должен быть неравномерным. Его величина варьируется в пределах 42–127°.
3 Госстандарт 20538–75 – требования к удлиненным фрезам
Длинный концевой инструмент с твердосплавными винтовыми пластинами изготавливается по стандарту 20538.

Удлиненная фреза
Таких фрез имеется всего пять видов:
- 2223-0551. Удлиненный инструмент сечением 20 мм, длиной режущей части 21 мм, общей длиной 145 мм.
- 2223-0552. Основные характеристики – 25, 34, 170 мм соответственно.
- 2223-0553 – 32, 34, 170 мм.
- 2223-0554 – 40, 41, 205 мм.
- 2223-0555 – 50, 38, 205 мм.
Пластины из твердых сплавов на таких фрезах могут быть короткими либо длинными (их параметры указаны в ГОСТ 25414). Наклон зубьев удлиненных инструментов производится на угол 34–40°. Число зубьев при этом остается одинаковым – 6 штук. Удлиненные КФ используются для фрезерования бронзовых, чугунных и стальных изделий. Они также считаются незаменимыми для работы с труднообрабатываемыми обычным концевым инструментом легированными сталями.
4 Дополнительная информация о концевых приспособлениях
Технические условия на описываемые в статье фрезы изложены в Госстандарте 17024. Согласно этому документу материалом для производства инструмента является быстрорежущая сталь. Она по своим характеристикам должна соответствовать ГОСТ 19265. Теоретически КФ допускается изготавливать и из иных сплавов, но только при условии, что они гарантируют требуемый показатель стойкости готового инструмента.

Пальчиковая фреза
Фрезы с диаметром менее 12 мм (их чаще всего производят из круглой высококачественной стали) можно делать цельными. А вот инструмент с большим сечением всегда выпускается сварным. При этом на участках сварки не должно быть трещин (кольцевых), поджогов, непроваров и раковин. На рабочей поверхности КФ с коническим хвостовиком не допускается наличия зон с пониженным показателем твердости. Недопустимо также присутствие обезуглероженных слоев. Требуемая твердость удлиненного и обычного инструмента указана далее: 2–51,5 ед. по шкале HRC (торцовый участок хвостовика) и 62–65 HRC (рабочая часть инструмента).
У кромок (режущих) зубьев КФ не должно быть завалов, а на поверхности инструмента не допускается наличия следов ржавления, забоин, поджогов, трещин любой длины, выкрошенных областей, заусенцев. Особое внимание при эксплуатации КФ с хвостовиками конической формы уделяется их периодической проверке на работоспособность. Такие обследования выполняются каждые три года. Для проверки используют заготовки из стали 45. Их фрезеруют на скорости в пределах 35–40 м/мин, обеспечивая глубину обработки 0,5–5 мм и ширину фрезерования от 5 до 40 мм. Если после проведенных испытаний на режущих частях КФ нет выкрашиваний и сколов, инструмент разрешается использовать и дальше. В противном случае фрезы снимаются с эксплуатации.
Приспособления для фрезерования с коническим хвостовиком должны соответствовать определенным значениям шероховатости различных частей инструмента:
- поверхность хвостовика – не более 0,8 мкм;
- задняя и передняя части режущих кромок – до 3,2 мкм;
- центровые отверстия – максимум 6,3 мкм;
- стружечные винтовые канавки и спинки зубьев – не более 10 мкм;
- остальных поверхностей – до 18–20 мкм.
Период стойкости и режимы резания заготовок КФ с коническим хвостовиком устанавливаются специальными нормативами. Они утверждаются на конкретных металлообрабатывающих предприятиях и могут варьироваться в зависимости от используемых фрезерных станков и типов обрабатываемых на них деталей.
tutmet.ru
ГОСТ 20538-75 Фрезы концевые удлиненные диаметром от 20 до 50 мм с коническим…
ГОСТ 20538-75*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОКП 39 1853
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 февраля 1975 г. N 512 срок введения установлен 01.01.77
ВЗАМЕН MH 4166-62 и ГОСТ 8720-69 в части типа 2 исполнения 2
* ПЕРЕИЗДАНИЕ (январь 1995 г.) с Изменениями N 1, 2, утвержденными в январе 1980 г. и в декабре 1986 г. (ИУС 3-80, ИУС 4-87)
1. Настоящий стандарт распространяется на концевые фрезы, оснащенные винтовыми твердосплавными пластинами, предназначенные для обработки стали, чугуна и бронзы, а также труднообрабатываемых сталей и сплавов.
(Измененная редакция, Изм. N 1).
В стандарте учтены рекомендации СЭВ по стандартизации РС 1319-68.
2. Конструкция и размеры фрез должны соответствовать указанным на чертеже и в таблице.
Чертеж. Конструкция и размеры фрез
Размеры в мм
Обозначение фрез | Приме- | Конус Морзе | Число зубьев | Угол наклона зубьев фрезы по наружному диаметру | Пластины по | ||||
длинные | короткие | ||||||||
2223-0551 | 20 | 145 | 21 | 3 | 4 | 36° | 36350 | 36370 | |
2223-0552 | 25 | 170 | 34 | 4 | 36390 | 36410 | |||
2223-0553 | 32 | 40° | 36010 | 36110 | |||||
2223-0554 | 40 | 205 | 41 | 5 | 6 | 34° | 36030 | 36130 | |
2223-0555 | 50 | 38 | 40° | ||||||
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 25414-90. – Примечание изготовителя базы данных.
Пример условного обозначения фрезы диаметром =20 мм:
Фреза 2223-0551 ГОСТ 20538-75
(Измененная редакция, Изм. N 2).
3. Конструктивные элементы фрез указаны в приложении.
4. Геометрические параметры фрез – по ГОСТ 20536-75*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 53413-2009. – Примечание изготовителя базы данных.
5. Технические условия – по ГОСТ 20539-75.
ПРИЛОЖЕНИЕ (рекомендуемое). КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ФРЕЗ
ПРИЛОЖЕНИЕ
Рекомендуемое
Конструктивные элементы фрез должны соответствовать указанным на чертеже и в таблице.
Чертеж. Конструктивные элементы фрез
_____________
* Размер для справки.
Размеры в мм
(пред. откл. ±0,2) | ||||||||
20 | 18 | 5,0 | – | 2,5 | – | 0,6 | 6,5 | 4,0 |
25 | 22 | 3,5 | 0,8 | 7,0 | 5,0 | |||
32 | 29 | 6,4 | 8,5 | 6,5 | ||||
40 | 36 | – | 20 | – | 6 | 1,0 | 12,0 | 8,0 |
50 | 46 | 28 | 17,0 | 10,0 |
Продолжение
(пред. откл. ±0,2) | Угол наклона гнезда под пластину | |||||
20 | 1,5 | 7 | 1 | 1,0 | 1,0 | 31° |
25 | 8 | 1,5 | 1,5 | 29° | ||
32 | 10 | 2,0 | 1,8 | 33° | ||
40 | 2,0 | 15 | 2 | 2,5 | 2,2 | 28° |
50 | 20 | – | 35° |
Электронный текст документа
подготовлен ЗАО “Кодекс” и сверен по:
официальное издание
Фрезы концевые, оснащенные
твердосплавными коронками
и винтовыми пластинами.
ГОСТ 20533-75-ГОСТ 20539-75: Сб. ГОСТов. –
М.: Издательство стандартов, 1995
docs.cntd.ru
ГОСТ 20538-75 Фрезы концевые удлиненные диаметром от 20 до 50 мм с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами. Конструкция и размеры
Текст ГОСТ 20538-75 Фрезы концевые удлиненные диаметром от 20 до 50 мм с коническим хвостовиком, оснащенные винтовыми твердосплавными пластинами. Конструкция и размеры
УДК 621.914.22.025.7 : 006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ
УДЛИНЕННЫЕ ДИАМЕТРОМ ОТ 20 ДО 50 мм С КОНИЧЕСКИМ ХВОСТОВИКОМ, ОСНАЩЕННЫЕ ВИНТОВЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Конструкция и размеры
Elongated taper shank end mills of 20—5D mm diameter with spiral carbide blades Construction and dimensions
ОКП 39 1853
ГОСТ
20538—75*
Взамен
MH 4166—62 и ГОСТ 8720—69 в части типа 2 исполнения 2
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 февраля 1975 г. № 512 срок введения установлен
с 01.01.77
1. Настоящий стандарт распространяется на концевые фрезы, оснащенные винтовыми твердосплавными пластинами, предназначенные для обработки стали, чугуна и бронзы, а также труднооб рабатываемых сталей и сплавов.
(Измененная редакция, Изм. № 1).
В стандарте учтены рекомендации СЭВ по стандартизации PC 1319—68.
2. Конструкция и размеры фрез должны соответствовать указанным на чертеже и в таблице.
Издание официальное
★
Перепечатка воспрещена
* Переиздание (январь 1995 г.) с Изменениями № 1, 2, утвержденными в январе 1980 г. и в декабре 1986 г, (ИУС 3-80, ИУС 4—87)
Размеры в мм
|
Обозначение фрез |
Приме няемость |
D- |
L |
1 |
Конус Чорзе |
Число ‘зубьев Z |
угол наклона зубьеб фрезы по наружному диаметру (i)u |
Пластины по ГОСТ 25414—82 | |
|
длинные |
короткие | ||||||||
|
2223-055J |
20 |
145 |
21 |
3 |
36d |
36350 |
36370 | ||
|
2223-0552 |
25 |
170 |
34 |
4 |
4 |
36390 |
36410 | ||
|
2223-0553 |
32 |
о о |
36010 |
36110 | |||||
|
2223-0554 |
40 |
205 |
41 |
к |
б |
34° |
36030 |
36130 | |
|
2223-0555 |
50 |
38 |
IJ |
и |
о О Tf | ||||
Пример условного обозначения фрезы диаметром D = 20 мм:
Фреза 2223-0551 ГОСТ 20538—75 (Измененная редакция, Изм. № 2).
3. Конструктивные элементы фрез указаны в приложении.
4. Геометрические параметры фрез — по ГОСТ 20536—75.
5. Технические условия — по ГОСТ 20539—75.
ПРИЛОЖЕНИЕ
Рекомендуемое
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ФРЕЗ
Конструктивные элементы фрез должны соответствовать указанным на чертеже и в таблице.
В-В
зо
Д-Д
R1
Для 2? апу Z5 до ЧОмм
Для В* 50мм
Ж
10
♦ Размер для справки.
Размеры в мм
|
D |
d |
di |
l |
U |
с |
h (пред от к л ±0,2) |
Ai | |
|
20 |
18 |
5,0 |
— |
2,5 |
— |
0,6 |
6,5 |
4,0 |
|
25 |
22 |
3,5 |
0,8 |
7,0 |
5,0 | |||
|
32 |
29 |
6,4 |
8,5 |
6,5 | ||||
|
40 |
36 |
— |
20 |
—. |
6 |
1,0 |
12,0 |
8,0 |
|
50 |
46 |
28 |
17,0 |
10,0 |
Продолжение
|
D |
Г |
Л |
/ |
5 {пред откл. ±0,2) |
Угол найлона гнезда под пластину | |
|
20 |
7 |
1,0 |
1,0 |
зг | ||
|
25 |
1,5 |
8 |
1 |
1,5 |
1,5 |
29° |
|
32 |
10 |
2,0 |
1,8 |
33° | ||
|
40 |
2,0 |
15 |
2 |
2,5 |
2,2 |
40 00 О |
|
50 |
20 |
35° |
allgosts.ru