Фт 11 – ФТ-11 Станок токарно-винторезный универсальный повышенной точностиСхемы, описание, характеристики
alexxlab | 13.01.2021 | 0 | Вопросы и ответы
ФТ-11 Станок токарно-винторезный универсальный повышенной точностиСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ФТ-11
Производитель токарно-винторезного станка повышенной точности ФТ-11 – Фрунзенский машиностроительный завод им. В.И. Ленина, основанный в 1941 году. В настоящее время Бишкекский машиностроительный завод.
Отсчет своей истории завод ведет с ноября 1941 года, когда в центре города Фрунзе заработал эвакуированный завод из Ворошиловграда (ныне Луганск) специализирующийся на выпуске патронов.
В дальнейшем, за годы своего существования, завод стал многофункциональным предприятием с развитой инфраструктурой. Имея в своем распоряжении станкостроительное, кузнечно-литейное, электротехническое и другие мощности завод выпускал разнообразную продукцию: патроны для стрелкового оружия мелкого калибра, механические пресса, токарные станки с ЧПУ, термопластавтоматы, АРЛ, таль электрические, токарные патроны, цепи для комбайнов, а так же товары народного потребления.
Станки, выпускаемые Фрунзенским машиностроительным заводом
ФТ-11 Станок универсальный токарно-винторезный повышенной точности с автоматической коробкой передач. Назначение и область применения
Станок ФТ-11 разработан на основе универсального токарно-винторезного станка 16Б25ПСп.
Токарно-винторезный станок повышенной точности ФТ-11 предназначен для выполнения широкого круга токарных работ на чистовых и получистовых режимах. На черновых и обдирочных режимах использовать станок не рекомендуется. Высокие скорости шпинделя делают пригодным станок для работы на скоростных режимах; при этом обеспечивается рациональное использование современных марок твердых сплавов.
Станок обеспечивает нарезание метрической, дюймовой, модульной и питчевой резьб, а при сокращенной кинематической цепи (прямое включение ходового винта без коробки подач), дает возможность производить нарезание нестандартных резьб при соответствующей настройке гитары.
На станке возможна обточка конусов без применения конусной линейки путем механического перемещения верхнего суппорта.
Оригинальная конструкция станины, устраняющая возможность попадания металлических отходов в пазы направляющих. Это приводит к уменьшению износа и увеличению срока службы станка. Также становится возможным обрабатывать материалы, имеющие особый состав и прошедшие специальную обработку
Автоматическое управление скоростями вращения шпинделя позволяет производить переключение скоростей на ходу и тем самым уменьшает непроизводительные потери времени.
Применение автоматической коробки передач позволяет обеспечить:
- ступенчатое регулирование скорости шпинделя на холостом ходу и под нагрузкой с постоянной мощностью
- реверсирование и торможение шпинделя без отключения от электросети главного электродвигателя
- работу шпинделя в толчковом режиме
Широкое применение полупроводниковых и релейных элементов и схем для управления работой станка. Используемые тиристорно-транзисторные изменили систему управления режимами станка и позволили изменять скорость вращения шпинделя без выключения главного привода.
Ускоренный обратный ход шпинделя при нарезании резьбы позволяет уменьшить время обработки детали.
Возможно отключение коробки подач, передавая вращение непосредственно на ходовой винт. Такое сокращение кинематической цепи позволяет нарезать резьбу с нестандартным шагом.
Магнитные пускатели предохраняют токарно винторезный станок ФТ11 от самопроизвольного включения электродвигателей при восстановлении подачи электроэнергии после ее внезапного отключения.
Не рекомендуется использовать станок при черновой обработке.
Класс точности станка П по ГОСТ 8—71.
ФТ-11 Габарит рабочего пространства токарно-винторезного станка

Габариты рабочего пространства токарного станка ФТ-11
ФТ-11 Посадочные и присоединительные базы токарно-винторезного станка
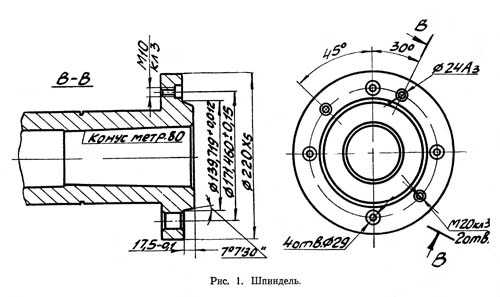
Шпиндель токарно-винторезного станка ФТ-11
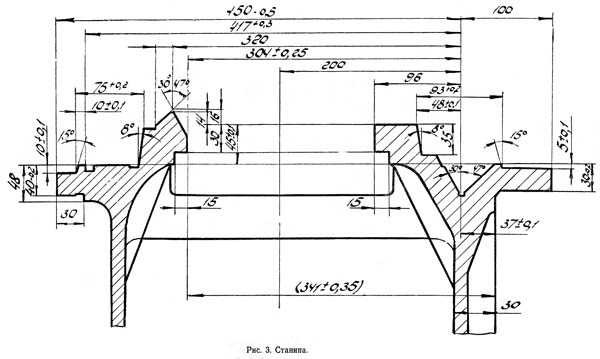
Станина токарно-винторезного станка ФТ-11
ФТ-11Ф1 Общий вид токарно-винторезного станка

Фото токарно-винторезного станка ФТ-11
ФТ-11 Расположение органов управления токарно-винторезным станком
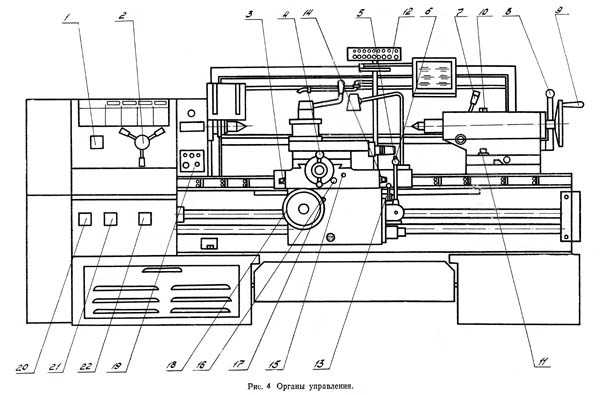
Расположение органов управления токарно-винторезным станком ФТ-11
Спецификация органов управления токарно-винторезным станком ФТ-11
- Рукоятка включения нормального и увеличенного шага левой или правой резьбы
- Рукоятка переключения диапазонов
- Рукоятка для выключения и реверсирования вращения шпинделя
- Рукоятка для поперечной подачи суппорта
- Рукоятка для включения продольной и поперечной подачи
- Кнопка включения ускоренных ходов
- Рукоятка зажима пиноли
- Рукоятка быстродействующего зажима задней бабки
- Маховик для перемещения пиноли
- Гайка для зажима задней бабки
- Гайка Для зажима задней бабки
- Пульт управления
- Рукоятка включения маточной гайки
- Рукоятка для выключения и реверсирования вращения шпинделя
- Кнопка для смазки верхних направляющих каретки, пара винт-гайка
- Кнопка для включения механической подачи верхнего суппорта
- Кнопка для выведения реечной шестерни из зацепления при нарезании резьбы
- Маховик для ручного перемещения суппорта
- Пульт управления на шпиндельной бабке (пост, толчок, охлаждение, реверс шпинделя)
- Рукоятка для настройки шага резьбы и подачи
- Рукоятка включения подач, резьб метрической и дюймовой и прямое включение ходового винта (без коробки подач)
- Рукоятка для настройки шага резьбы и подачи
ФТ-11 Пульт управления токарно-винторезным станком
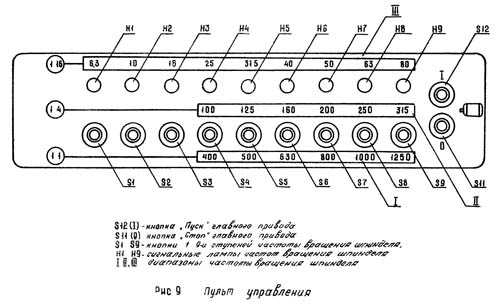
Пульт управления токарно-винторезным станком ФТ-11
Органы управления станком ФТ-11
Над суппортной группой на кронштейне установлен пульт управления, на котором расположены:
- кнопки «1» — S12 и «О» — S11 главного привода
- девять кнопок выбора частоты вращения шпинделя — S1 … S9
- сигнальные лампы h2 … Н9, указывающие на выбранную частоту вращения шпинделя
На боковую стенку электрошкафа, расположенного на задней стороне шпиндельной бабки, выведена рукоятка трехфазного автоматического выключателя ввода питания — F1.
На шпиндельной бабке установлен указатель нагрузки, показывающий загрузку электродвигателя главного привода (в процентах от номинального тока электродвигателя. 1н = 22А) — РА и панель с расположенными на ней:
- тумблером управления электронасосом — S15f
- тумблером управления постоянным тормозом шпинделя — S20
- кнопкой «Общий стоп» — S10
- кнопкой «Толчок» — S14
- сигнальной лампой Н10, сигнализирующей о включенном состоянии вводного автоматического выключателя
В рукоятку фартука встроена кнопка управления электродвигателем ускоренного перемещения суппортной группы — S13.
В нише каретки установлен переключатель S19, осуществляющий подготовку к включению прямого или обратного направлений вращения шпинделя и его торможение.
В рукоятки управления вращением шпинделя вмонтированы микровыключатели S16 и S17, осуществляющие его включение.
ФТ-11 Схема кинематическая токарно-винторезного станка

Кинематическая схема токарно-винторезного станка ФТ-11
Схема кинематическая токарно-винторезного станка ФТ-11. Смотреть в увеличенном масштабе
Конструкция станка ФТ-11
Станина станка
Станина станка жесткой конструкции с диагональными ребрами и с двумя призматическими и двумя плоскими направляющими. Направляющие подвергнуты термообработке с последующей шлифовкой. Передняя и задняя направляющие служат для перемещения каретки и защищены от воздействия внешней среды телескопическими щитками. Средние направляющие служат для перемещения задней бабки. Станина устанавливается на тумбах, между которыми расположено корыто для сбора стружки.
Коробка скоростей станка
Коробка скоростей имеет 9 прямых и 3 обратных ступеней чисел оборотов. Переключение скоростей осуществляется с помощью 7 электромагнитных муфт. Коробка скоростей крепится на плите, закрепленной на задней стенке левой тумбы. Движение на входной вал коробки скоростей с электродвигателя осуществляется клиноременной передачей, а с выходного вала АКС на шпиндельную бабку передается с помощью плоскозубчатого ремня.
Шпиндельная бабка
Шпиндельная бабка представляет собой редуктор, позволяющий получать три диапазона скоростей шпинделя со следующим кинематическим соотношением входного числа оборотов к выходному: 1 : 1; 1 : 4; 1 : 16,
Шпиндель 1 разгружен от действия радиальных сил ременной передачи и смонтирован на высокоточных цилиндрических роликоподшипниках и радиально-упорных шарикоподшипниках. Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу.
В положении диапазона 1 : 1 (вращение напрямую АКС) шпиндель получает со шкива 2, жестко соединенного с шестерней-муфтой 3 и через включенную в нее шестерню 4.
Включение всех трех диапазонов осуществляется рукояткой 13 (рис. 10), ступица 14 которой соединена с валиком 15, на котором закреплен кулачок 16, имеющий два специальных паза 16а и 16б. В эти пазы входят ролики рычагов 17 и 18. Рычаг 17 жестко связан с валиком 19, на котором также жестко закреплен рычаг 20. Получая определенное вращение от паза 16а, через рычаг 17 и валик 19, рычаг 20 с помощью переводки 21 (рис. 10 и 12), кулачка 22 и вилок 23 и 24, переключает шестерни 6 и 11. Согласованно с рычагом 17, рычаг 18, свободно сидящий на вилке 19, от паза 16б получает определенное вращение и через тягу 25 (рис. 10 и 11) поворачивает рычаг 26, с которым связаны вилка 27 и сухарь 28 (рис. 9 и 12), переключающие шестерни 5 и 4.
Привод от шпинделя к гитаре станка осуществляется с помощью шестерен 31, 32, 33, 34 (рис, 8). Включение нормального или увеличенного шага правой или левой резьб производится рукояткой 35, закрепленной с кулачком 36 (рис. 9,11). Кулачок 36 управляет одновременно двумя сборными рычагами 37 и 38, которые через вилку 39 и сухарь 40 переключают в соответствующее положение шестерни 31 и 33.
Задняя бабка
Задняя бабка закрепляется эксцентриковым зажимом с помощью рукоятки 26 при легких работах, и дополнительно винтами 13 и 50 при тяжелых работах. Если рукоятка 26, отведенная в крайнее положение, не обеспечивает достаточный прижим, то нужно посредством регулирования гайки 37, изменить положение прижимной планки 35 и установить необходимое усилие прижима.
Для облегчения перемещения и предотвращения износа направляющих, задняя бабка снабжена пневмооборудованием. Сжатый воздух от сети через фильтр влагоотделитель, маслораспылитель, трехходовой клапан и систему отверстий и канавок, подается между сподком задней бабки и направляющими станины, образуя воздушную подушку.
Ежедневно перед началом работы необходимо спустить влагу из фильтра, повернув вороток, установленный в его нижней части. Один раз в . 2-3 месяца фильтр снимать для очистки и промывки. В маслораспылитель, по мере израсходования, заливать масло «Индустриальное-20» ГОСТ 20799-75.
Коробка подач
Коробка подач станка позволяет получать величины и диапазон подач суппорта, шагов метрических, дюймовых, модульных и питчевых резьб. В таблице 2, помещенной на передней стенке шпиндельной бабки, указаны все возможные величины продольных и поперечных подач, а также шаги резьб нормальной точности, полученные при помощи механизма, коробки подач и соответствующих настроек гитары.
На кожухе, закрывающем гитару, помещена таблица 3 настроек на резьбы повышенной точности.
Резьбы повышенной точности нарезаются при более короткой кинематической цепи — напрямую (без коробки подач), т. е. путем настройки гитары на каждый шаг резьбы.
Для выбора вида обработки: 1) подача; 2) метрическая или модульная резьба; 3) дюймовая или, питчевая резьба; 4) прямое включение ходового винта — служит средняя рукоятка коробки подач, имеющая в положениях особые символы (табл. 4).
Фартук
Механизмы фартука обеспечивают получение подач каретки и суппорта в четырех направлениях в ускоренном и рабочем режимах. Для обеспечения продольной подачи включается муфта 104 или муфта на валу 99, для обеспечения поперечной подачи включается муфта 39 или муфта 41. Для предотвращения самопроизвольного включения поперечной подачи при выключенной продольной в фартуке имеется , блокировочное устройство, установленное в рукоятке включения подачи. В фартуке имеется также блокировочное устройство для предотвращения одновременного включения рукоятки подачи 76 и рукоятки маточной гайки.
Регулировка положения полугайки маточной гайки обеспечивается специальными винтами, установленными на стенке корпуса фартука.
Фартук снабжен предохранительной муфтой, которая срабатывает в случае повышения допустимой осевой нагрузки. Величину предельного усилия можно регулировать гайкой 11.
Механизм фартука обеспечивает обработку деталей по жесткому упору, который можно устанавливать на станине.
Каретка, верхний суппорт (резцовые салазки)
Механизмы каретки и верхнего суппорта обеспечивают подачу инструмента в поперечном направлении. Механическая подача верхнего суппорта осуществляется при выдвинутом положении кнопки 1, и зафиксированном от вращения винте. Обработка конических поверхностей с применением механической подачи верхнего суппорта возможна при установке верхней части суппорта на соответствующий, угол и закрепление его специальными винтами. На чертеже обозначено положение кнопки 1 при включенном винте поперечной подачи. Для повышения безопасности работы предусмотрено отключение вращения рукоятки 2 ручного перемещения суппорта 3.
На каретке расположены рукоятки 4 для включения и реверсирования вращения шпинделя. Шпиндель начнет вращаться только при одновременном перемещении рукояток 4 и нажатии одной из кнопки 5, которые служат для блокировки произвольного включения шпинделя.
Каретка снабжена дифференциальным лимбом поперечной подачи 6, который позволяет вести непосредственный отсчет перемещений суппорта относительно оси центров станка.
Регулирование зазора в винтовой паре поперечной подачи осуществляется поворотом червяка 7 и последующим фиксированием его двумя винтами 8.
Регулирование зазоров в направляющих «ласточкин хвост» каретки и верхнего суппорта производится смещением соответствующих клиньев 9 относительно направляющих регулировочными винтами 10, которые расположены с обоих торцов клиньев.
Для предотвращения смещения каретки при торцевой обработке предусмотрено закрепление ее относительно станины специальным винтом через планку 11.
При механической подаче недопустимы перемещения верхнего суппорта до крайних положений (перемещения верхнего суппорта ограничены рисками).
Резцедержатель
Корпус резцедержателя 4 фиксируется на зубьях плоского кольца 1, закрепленного на верхнем суппорте.
Разжим, поворот и фиксация резцедержателя осуществляется поворотом рукоятки 12, сначала против часовой стрелки, а после выбора нужной позиции зажим производится поворотом рукоятки по часовой стрелке.
Конструкция резцедержателя обеспечивает надежную защиту встроенных деталей от попадания грязи и эмульсии.
Техническое обслуживание токарного станка ФТ-11
Регулирование некоторых элементов станка
Натяжение ремней 1 осуществляется перемещением электродвигателя в горизонтальном направлении винтом позиция 2. Второй ремень натягивается перемещением в горизонтальном направлении АКС по подредукторной плите винтами позиция 3, при ослабленных болтах позиция 4.
Регулирование натяжения ремня быстрых перемещений суппорта производится гайками на тяге 1 (рис. 29), выведенной на заднюю стенку станины.
Регулирование остальных элементов станка (половинок маточной гайки фартука, гайки винта поперечной подачи; смещение оси задней бабки) осуществляется согласно чертежам общих видов узлов и ряда пояснений, изложенных в разделе «Устройство станка».
Электропитание токарно-винторезного станка ФТ-11

Электрическая схема токарно-винторезного станка ФТ-11
Схема электрическая токарно-винторезного станка ФТ-11. Смотреть в увеличенном масштабе
Электромагнитные муфты, цепи управления и сигнализации питаются пониженным напряжением следующих значений
- Силовые цепи ~380 В 50 Гц
- Цепи управления ~110 В
- Цепи управления =12 В
- Цепь питания электромагнитных муфт =24 В
- Цепь местного освещения ~24 В
- Цепь сигнализации ~5 В
- Цепь сигнализации =12 В
ФТ-11 Схема расположения электрооборудования на токарном станке
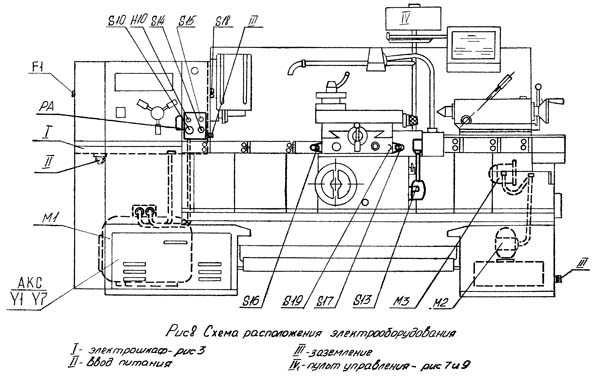
Схема расположения электрооборудования на токарном станке ФТ-11
Электрооборудование станка ФТ-11
На станке установлено следующее электрооборудование (см. рис. 8):
- электродвигатель главного привода — Ml
- электродвигатель насоса охлаждения — М2
- электродвигатель ускоренного перемещения суппортной группы — МЗ
- на задней стороне шпиндельной бабки установлен электрошкаф, в котором размещена аппаратура управления
- на плите, закрепленной на задней стенке левой тумбы станка, расположена автоматическая коробка скоростей (АКС), осуществляющая переключение скоростей шпинделя с помощью электромагнитных муфт Y1 … Y7.
Разводка проводов от электрошкафа осуществляется через штепсельные разъемы, расположенные на боковой стенке и дне электрошкафа.
Силовые цепи станка предназначены для подключения к трехфазной сети переменного тока напряжением 380 В частотой тока 50 Гц.
Описание работы электросхемы станка токарного ФТ-11
В качестве главного привода в станке применен нерегулируемый трехфазный электродвигатель переменного тока и автоматическая коробка скоростей (АКС), управление которой осуществляется от пульта управления.
Привод обеспечивает:
- ступенчатое регулирование скорости шпинделя как на холостом ходу, так и под нагрузкой с постоянной мощностью резания
- реверсирование и торможение шпинделя без отключения от электросети главного электродвигателя
- работу шпинделя в толчковом режиме
АКС представляет собой 12-ступенчатую трехваловую коробку, переключение скоростей в которой осуществляется посредством многодисковых электромагнитных муфт.
В АКС использованы электромагнитные муфты типа ЭТМ с магнитопроводящими дисками и бесконтактным токоподводом.
Для переключения ступеней скорости под нагрузкой в схеме управления предусмотрена подача на муфты форсированного напряжения от выпрямительного моста ВФ.
Пуск электродвигателя главного привода Ml осуществляется нажатием кнопки «1» — S12, которая замыкает цепь пускателя К1, переводя его на самопитание. Останов электродвигателя Ml осуществляется нажатием кнопки «О» — S11 (зона 9).
ФТ-11 Станок токарно-винторезный универсальный повышенной точности. Видеоролик.
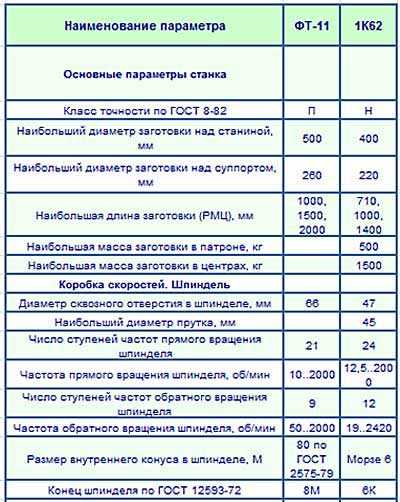
Технические характеристики станка ФТ-11
| Наименование параметра | ФТ-11 | 1К62 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | Н |
| Наибольший диаметр заготовки над станиной, мм | 500 | 400 |
| Наибольший диаметр заготовки над суппортом, мм | 260 | 220 |
| Наибольшая длина заготовки (РМЦ), мм | 1000, 1500, 2000 | 710, 1000, 1400 |
| Наибольшая масса заготовки в патроне, кг | 500 | |
| Наибольшая масса заготовки в центрах, кг | 1500 | |
| Коробка скоростей. Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 66 | 47 |
| Наибольший диаметр прутка, мм | 45 | |
| Число ступеней частот прямого вращения шпинделя | 21 | 24 |
| Частота прямого вращения шпинделя, об/мин | 10..2000 | 12,5..2000 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 |
| Частота обратного вращения шпинделя, об/мин | 50..2000 | 19..2420 |
| Размер внутреннего конуса в шпинделе, М | 80 по ГОСТ 2575-79 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8М | 6К |
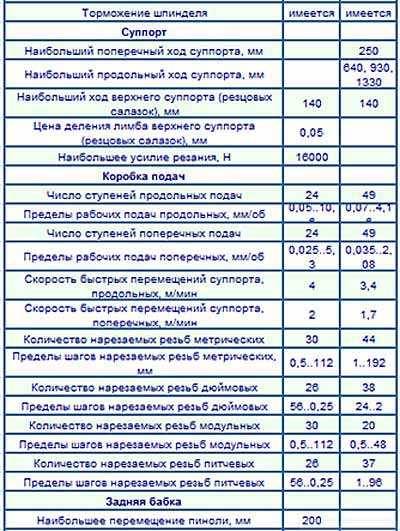
| Торможение шпинделя | имеется | имеется |
| Суппорт | ||
| Наибольший поперечный ход суппорта, мм | 250 | |
| Наибольший продольный ход суппорта, мм | 640, 930, 1330 | |
| Наибольший ход верхнего суппорта (резцовых салазок), мм | 140 | 140 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | |
| Наибольшее усилие резания, Н | 16000 | |
| Коробка подач | ||
| Число ступеней продольных подач | 24 | 49 |
| Пределы рабочих подач продольных, мм/об | 0,05..10,6 | 0,07..4,16 |
| Число ступеней поперечных подач | 24 | 49 |
| Пределы рабочих подач поперечных, мм/об | 0,025..5,3 | 0,035..2,08 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 4,0 | 3,4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 2,0 | 1,7 |
| Количество нарезаемых резьб метрических | 30 | 44 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..112 | 1..192 |
| Количество нарезаемых резьб дюймовых | 26 | 38 |
| Пределы шагов нарезаемых резьб дюймовых | 56..0,25 | 24..2 |
| Количество нарезаемых резьб модульных | 30 | 20 |
| Пределы шагов нарезаемых резьб модульных | 0,5..112 | 0,5..48 |
| Количество нарезаемых резьб питчевых | 26 | 37 |
| Пределы шагов нарезаемых резьб питчевых | 56..0,25 | 1..96 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 200 | |
| Центр | Морзе 5ПТ | |
| Электрооборудование, приводы | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель главного привода, кВт | 11 | 10 |
| Электродвигатель быстрых перемещений, кВт | 0,55 | 0,8 |
| Электродвигатель гидростанции, кВт | нет | 1,1 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2856 х 1370 х 1435 | 2812 х 1166 х 1324 |
| Масса станка (РМЦ = 1000), кг | 3445 | 2140 |
Связанные ссылки
Каталог справочник токарных винторезных станков повышенной точности
Паспорта к станкам токарным винторезным повышенной точности
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок токарный ФТ-11: технические характеристики, паспорт
Станок токарно-винторезный ФТ-11 сконструирован на базе устройства под маркировкой 16Б25Псп. Механизмы данного станка приспособлены к выполнению большого ряда задач. Его используют для чистовых и получистовых работ, а для выполнения более грубой обработки задействуют другие аппараты. Станок обладает эргономичной формой и при работе экономит материалы.
Описание
Устройство обладает высокой функциональности, особенно в плане изготовления всех классических видов резьбы. К тому же, если оператор задаст через гитару необходимые настройки, то станок сможет производить и резьбу с нестандартными характеристиками. Для этого придется также сократить длину кинематической цепи.
Благодаря особой конструкции суппорта на станке можно обрабатывать заготовки конической формы без применения специальной линейки. Устройство станины спроектировано таким образом, что отходы производства причиняют минимальный вред узлам станка, что положительно влияет на долгосрочность применения станка.
Скорость оборотов шпинделя оператор может менять даже во время выполнения работ, что существенно экономит время и повышает производительность станка. Особенности конструкции станины и других узлов позволяют обрабатывать металлы с особым составом. Благодаря использованию автоматической коробки передач, станок может:
- Задействовать шпиндель в режиме толчка.
- При выключенном основно электромоторе, оператор может проводить торможение шпинделя в независимости от направления его движения.
- Скорость оборотов шпинделя регулируется даже на холостом ходу и с нагрузкой.
Использование инновационных на то время элементов электрооборудования, позволило усовершенствовать регулировку работы шпинделя и менять скорость его вращения без деактивации основного провода.
Кроме того, шпиндель станка ФТ-11 обладает форсированным реверсным ходом, что ускоряет обработку отдельных деталей. В целях безопасности на станке установлены пускатели магнитного типа, которые предотвращают непроизвольную активацию устройства после возобновления электроподачи.
Строение станка
Устройство имеет классический набор рабочих узлов, многие из которых были сконструированы по инновационному на то время типу.

Электрооборудование. Станок подключается до трехфазной электрической сети с напряжение 380 В и частотой 50 Гц. На устройстве установлено следующее электрооборудование:
- Главный электромотор.
- Электродвигатель охлаждающего насоса.
- Электромотор для форсированного передвижения суппортного узла.
- Коробка скоростей с муфтами электромагнитного типа, которые контролируют диапазон оборотов муфты.
- Шкаф, в котором находятся электрические приводы для управления станком.
Основной двигатель станка – нерегулируемый трехфазный мотор, работающий на переменном токе. Функционирование автоматизированной коробки скоростей регулируется посредством пульта управления.
Коробка подач. При помощи данного узла, оператор настраивает параметры производимой резьбы. На коробку подач приходят показатели работы суппорта и других рабочих узлов станка. Оператор может быстро сориентироваться в величинах всех подач или шагах нарезания резьбы при помощи информационных таблиц, которые размещены на фронтальной стенке шпиндельной бабки.
На кожухе станка находится таблица с информацией о настройках для нарезания резьбы повышенного качества. Для создания такого типа резьбы не применяют коробку подач, а делают это напрямую – путем сокращения длины кинематической цепи.
Фартук. Благодаря данному узлу каретка и суппорт одерживают подачи в обычном и форсированном режимах. Разные наборы муфт фартука отвечают за продольные и поперечные подачи. Конструкция устройства предвидит наличие блокирующего элемента, которые не позволяет включиться продольной подачи в то время, когда выключенная продольная в фартуке. Единовременная активация маточной гайки и продольной подачи невозможна .
При помощи специальных винтов оператор может контролировать положение маточной гайки, а при повышении уровня допустимых нагрузок, срабатывает специальная блокирующая муфта. Примечательно, что уровень предельной нагрузки устанавливает сам оператор.
Бабка задняя. Узел крепится при помощи специального зажима через рукоятки управления, а силу прижима можно регулировать. Особое пневмооборудование, которое установлено на узле, предотвращает ускоренный износ направляющих.
Принцип работы данного устройства базируется на использовании подачи сжатого воздуха к сподку бабки. Оператор перед каждым началом работы приводить в готовность данную систему при помощи спуска влаги из специального фильтра. Раз в несколько месяцев этот фильтр следует снимать и тщательно обрабатывать.
Станина. Узел обладает повышенной жесткостью благодаря наличию специальных диагональных ребер. Тщательная производственная шлифовка направляющих станины обеспечивает беспроблемное передвижение каретки станка на передней и задней стороне узла.
Данные элементы строения станины защищены при помощи щитков телескопического типа. Задняя бабка передвигается по средним направляющим. Отходы производственного процесса собираются в специальном корыте между тумбами, на которых крепится станина.
Бабка шпинделя – устройство, позволяющее менять соотношение входного и выходного количества оборотов узла. Шпиндель вращается благодаря автоматизированной коробке скоростей путем специальной передачи. Узел установлен на двух типах подшипников: роликовых и радиально-упорных. Переключение диапазонов скоростей шпинделя осуществляется при помощи наборов шестерней.
Видео: токарный станок ФТ11.
Технические показатели
Детальное описание возможностей станка вы можете прочитать с приведенной ниже таблице:
metmastanki.ru
Модернизация токарно винторезного ФТ-11 – Токарные станки
ну чтож, раз есть желающие поделюсь, мне, довольно молодому специалисту достался в управление ремонтно-механический цех. Оборудование устаревшее до не могу, но все вроде работает, кроме токарно-винторезного станка высокой точности производства г. Фрунзе ФТ-11. после обследования выяснилось, что проблемной частью является коробка передач и тормоз патрона станка.Так вот, на свой страх и риск,надеясь на опыт, но будучи не очень уверен в успехе,вопреки всем упрекам и недоверию сторожил,я взялся его модернизировать. Выкинул сложную и ненадежную в работе электро-механическую коробку передач и заменил ее частотным приводом.
1.этап. снял коробку и масло станцию.
2.этап. выкинул со шкафа всю древнюю электросхему.
3.этап. снял с коробки зубчатый шкив, расточил и завтулил его под двигатель.
4.этап. установил двигатель основного привода с зубастым шкивом на место коробки.
Получился прямой привод через зубчатый ремень без коробки.
Собрал шкаф с частотным приводом 11 кВт, запраграммировал его согласно инструкции. И теперь вместо коробки работает частотный привод, скорость которого задается пультом, который тоже переделан под инвертор.
Если кто заинтересовался, то мой станок работает уже два месяца,было много мелочей при настройке, но я все расскажу и покажу на фото если есть кому интересно. Кстати масло станцию пришлось собрать новую.
Если кто-то реально решит повторить мой опыт, то новые схемы и чертежы приводов, а лучше наверное фотки или даже видео могу предоставить абсолютно безвозмезно. кстати, для замены электро-механической коробки передач на частотный привод, подойдет абсолютно любой привод любого производителя любой модификации на 11 кВт мощности. настройки я вам уточню, да и для тормоза патрона потребуется тормозной резистор и соответсвующие настройки, пишите, есть опыт, помогу!
Изменено пользователем winerwww.chipmaker.ru
Токарный станок ФТ-11: паспорт
Создали токарный станок ФТ 11 еще в СССР. Но это оборудование актуально по сей день, используется во многих профильных мастерских. Машина рассчитана на выполнение целого ряда операция в рамках обработки заготовок из металла.
Конструктивные особенности
Изначально токарно-винторезный станок ФТ 11 создавался на основе более старой, но удачной модели 16Б25ПСп. Базовые конструктивные решения остались неизменными, в то время как механизмы установлены более современные.

Токарно-винторезный станок ФТ 11
Главное предназначение агрегата состоит в выполнении чистовой и получистовой обработки деталей. Еще посредством его можно нарезать различные резьбы. Качественная и комфортная работа достигается за счет того, что шпиндель вращается с большой скоростью.
Агрегат имеет следующие особенности конструкции:

Схема расположения компонентов токарно-винторезного станка ФТ 11
- обточка конусов без дополнительных приспособлений – операция совершается при естественном сдвиге суппорта, расположенного сверху;
- выбор нужной скорости движения шпинделя без необходимости остановки станка, что обеспечило повышенную производительность работы;
- численность оборотов головки шпинделя регулируется специальной автоматикой;
- за счет особой конструкции станины, образующаяся в ходе работы пыль и стружка не проникает в направляющие пазы.
Конструкторы продумали и другие важные детали токарного станка ФТ 11. Специальные магнитные пускатели не допускают самопроизвольных включений. Характеристики оборудования стали лучше благодаря установке схем, снабженных релейным управлением и полупроводниковых компонентов. Но эти шаги сделали ремонт агрегата более трудоемким.
При необходимости в ходе работы, не выключая двигатель, можно подключить ускоренный обратный ход шпинделя. Такая опция позволяет ускорить процесс обработки заготовки.
Преимущества токарной установки
Станок токарно-винторезный ФТ 11 выгодно отличается от подобного оборудования установленной в нем коробкой передач. Он обеспечивает высокую точность обработки деталей, рассчитан на широкое многообразие выполняемых операций.
Основные преимущества оборудования таковы:

Коробка передач шпинделя обеспечивает высокий и низкий диапазон скоростей
- возможность нарезания стандартных и нестандартных форм резьбы;
- высокое качество работы на высокой скорости;
- особая конструкция станины;
- высокая производительность благодаря присутствию коробки передач и автоматики;
- возможность работы с деталями конусной формы без дополнительных приспособлений;
- работа с заготовками из различных материалов;
- наличие защиты от самопроизвольного запуска.
Эта машина хорошо работает на высоких скоростях, что особенно актуально при нарезании резьбы – модульной, дюймовой или питчевой, а также некоторых нестандартных разновидностей при определенных настройках гитары.
Благодаря автоматическому переключению передач показатели производительности оборудования высокие – на смену режимов в ходе работы затрачиваются доли секунды. Скорость вращения шпинделя регулируется ступенчато, возможен выбор толчкового режима в его работе или реверса.
Если произойдет случайное отключение электричества, самопроизвольного запуска станка не будет – этого не допустят особые магнитные пускатели, которыми снабжена указанная модель.

Схема магнитного пускателя
Основные узлы
Все агрегаты типа 11ф1 имеют стандартное устройство – основные рабочие узлы схожие, но могут иметь различное исполнение.
Электрическая часть представлена такими составляющими:
- основной электромотор;
- электродвигатель для быстрого смещения узла суппортов;
- двигатель для деятельности охлаждающей системы;
- шкаф для всех электроприводов;
- коробка передач.

Состовляющие электрики токарного станка
Работать машина может от сети с напряжением до 380 В при частоте в 50 Гц.
Работа основного двигателя происходит от переменного тока. Для выбора регулировок коробки передач предусмотрен отдельный пункт управления.
Для выбора основных характеристик работы в агрегате имеется коробка подач. Она фиксирует показатели деятельности основных узлов, в том числе и суппорта станка. Это позволяет оператору ориентироваться при нарезании резьбы, опираясь на специальные информационные таблицы.
Конструкторы вынесли все актуальные сведения относительно настроек оборудования для реализации функции нарезания резьбы на кожух станка в виде специализированных таблиц.

Таблица нарезания резьбы на кожух токарного станка ФТ 11
В станине предусмотрены специальные диагональные ребра жесткости. В ходе ее изготовления проводят качественную шлифовку ее направляющих, что необходимо для беспрепятственного движения каретки в ходе эксплуатации оборудования.
К числу прочих важных узлов станка относится:
- фартук для обеспечения продольных и поперечных подач при работе станка в формированном или обычном режиме;
- бабка шпинделя, предназначенная для изменения соотношений между выходными и входными оборотами узла;
- для переключения скоростей вращения шпинделя предусмотрены специальные наборы шестерней;
- бабка задняя.
Технические характеристики
Паспорт станка отражает его основные характеристики, технические и эксплуатационные параметры. Размер данного оборудования 286*137*144 см при массе в 3445 кг, что позволяет устанавливать в различных мастерских и цехах. Важно, чтобы помещение соответствовало основным требованиям по уровню влажности и температурному режиму.
Базовые характеристики станка таковы:

Паспорт на токарно-винторезный станок ФТ-11
- допустимая продолжительность обрабатываемой заготовки – 100 см/ 150 см / 200 см.;
- численность ступеней при вращении для прямого и обратного направлений 22/9;
- ограничение верхнего хода для суппорта – 14 см;
- численность передач – 24 ступени;
- мощность основного привода 11 кВт;
- наибольшее смещение для задней бабки – 20 см;
- возможные диаметры деталей для обработки над суппортом/над станиной – 26 см/50 см;
- диаметр отверстия шпинделя – 66 см;
- скорость вращения головки – 10–2000 об/мин;
- наибольшее усилие при резании – 16000 Н.
В машине установлено три отдельных электродвигателя – основной и пара дополнительных. В функции дополнительных входит обеспечение работоспособности системы охлаждения и быстрых перемещений.
Видео по теме: Станок токарный 16Б25ПСп (ФТ-11) Сборка электромуфты ЭТМ-114
promzn.ru
Токарный станок ФТ-11 повышенной точности
Токарный станок ФТ 11 – это модель, созданная в СССР, которая активно используется мастерами в самых разных уголках СНГ по настоящий момент. Этот агрегат уже не выпускается в настоящее время, однако не теряет своей актуальности.

Станок ФТ 11 производился Фрунзенским заводом с 1943 года, что говорит о том, что в моральном плане эта модель серьезно устарела. Сегодня современный рынок предлагает более компактные, производительные, эргономичные и удобные в работе агрегаты. Тем не менее, ФТ 11 заслуживает нашего внимания, так как до сих пор является бюджетным решением для технического оснащения цеха или частной мастерской. За относительно небольшие деньги мастер может обзавестись надежным и выносливым агрегатом.
Особенности и преимущества
Модель ФТ 11 представляет собой универсальный токарно-винторезный станок, который, несмотря на свое значительное моральное устаревание, может похвастаться достойной точностью и наличием автоматической коробки передач. Агрегат ориентирован на выполнение широкого спектра рабочих задач и хорошо демонстрирует себя как в чистовой, так и в получистовой обработке различных заготовок. При этом практика показывает, что использование агрегата для черновых и обдирочных работ крайне нежелательно, что также описано в инструкции по эксплуатации.
Токарный станок ФТ 11 отлично подходит для эксплуатации в скоростных режимах. С его помощью можно нарезать питчевые, дюймовые и модульные резьбы. Кроме того, если мастер настроит рабочую гитару соответствующим образом – появляется возможность производить нарезку нестандартных резьб, что является плюсом в графу многофункциональности. Также с помощью ФТ 11 можно производить обточку конусообразных заготовок, не используя при этом специальную линейку. Для этого достаточно лишь перемещения верхнего суппорта.

Данной модели оборудования свойственна особая конструкция станина, которая исключает вероятность попадания отходов в пазы направляющих. За счет этого продлевается срок эксплуатации станка. Кроме того, появляется возможность работать с изделиями, изготовленными из особых материалов, прошедших специальную обработку.
Работа за станком ФТ 11 будет максимально производительной за счет автоматизации управления передачами. Мастер не теряет лишнего времени на изменение режима обработки детали, меняя его, в буквальном смысле слова, прямо на ходу. За счет внедрения автоматической коробки передач удается производить ступенчатое регулирование интенсивности вращения шпинделя, а также реверс и остановку шпинделя без отключения агрегата от сети. Кроме того, автоматическая коробка делает возможной работу шпинделя в толчковом режиме.
Если у мастера возникнет необходимость в нарезании резьбы с нестандартным шагом, то он может отключить коробку передач и соединить элемент вращения напрямую с ходовым винтом. В этом также состоит немалый плюс машины.
Отметим также, что токарный станок ФТ 11 укомплектован особыми магнитными пускателями, которые защищают его от самопроизвольного запуска. Такое может произойти в случае непредвиденного выключения подачи электричества и последующего включения.
Технические характеристики
Станок ФТ 11 соответствует классу точности «П» исходя из ГОСТ 8—71. Предельный диаметр детали над станиной составляет 500 миллиметров, а над суппортом – 260 миллиметров.
Диапазон скоростей вращения шпинделя колеблется в пределах 10-2000 оборотов в минуту. При этом конструкцией станка предусмотрена 21 скорость прямого вращения и 9 скоростей реверсивного вращения. Техника также укомплектована системой торможения.

Агрегат оснащен несколькими электрическими двигателями. Мотор главного привода отличается значительной мощностью, равной 11 кВт. Кроме того, предусмотрен 550-ваттный двигатель быстрых перемещений и двигатель охлаждающего насоса (120 Вт).
Решая приобрести эту модель токарного оборудования, следует учитывать его огромные габариты, которые составляют 2856х1370х1435 миллиметров, и исполинский вес, достигающий почти 3.5 тонн.
Итоги
Токарный станок ФТ 11 – это универсальный рабочий агрегат, который идеально подходит и для больших серийных цехов, и для узкоспециализированных мастерских. Он нетребователен и очень недорог в обслуживании. Среди явных его плюсов нужно выделить серьезный потенциал в плане мощности и отменную выносливость. Собственно, последнее свойственно многим детищам советского станкостроения.

Из минусов нужно отметить немобильность, спровоцированную огромными габаритами и массой. Также явный недостаток этого станка состоит в значительном моральном устаревании. Не будем также скрывать, что по параметрам точности обработки деталей и эргономичности конструкции в целом данная модель проигрывает современным аналогам.
Тем не менее, если вам нужен недорогой «помощник» для выполнения широкого спектра токарных задач – можно всерьез задуматься о приобретении ФТ 11. Этот агрегат еще в состоянии отработать не одну тысячу рабочих смен, особенно если вам удастся найти машину в хорошем состоянии.
Рекомендуем почитать
prostostanok.ru
Токарно-винторезный станок ФТ-11 – Всё для чайников
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
Токарно-винторезный станок ФТ-11: технические характеристики
Содержание статьи:
Изготовлением универсального токарно-винторезного станка занималось специализированное предприятие Фрунзенский машиностроительный завод, г. Бишкек. Это тип оборудования предназначается для выполнения большого количества стандартных и особых операций по обработке металлических изделий.
Особенности конструкции и эксплуатации
Внешний вид
Прототипом конструкции токарно-винторезного станка ФТ-11 стала модель 16Б25ПСп. Из схемы этого оборудования были взяты основные конструктивные решения. Изменению подверглись механизмы регулировки, напрямую влияющие на точность токарной обработки.
Этот тип станка предназначен для чистовой и получистовой токарной обработки, нарезания резьбы различных типов. Модель ФТ-11 настоятельно не рекомендуется применять в черновых и обдирочных режимах работы. Высокая скорость вращения шпинделя обеспечивает качественное точение на скоростных режимах.
Конструктивные особенности токарного станка ФТ-11:
- автоматика, предназначенная для управления скоростями и количеством оборотов шпиндельной головки;
- обточка конусов. Для этого не нужно применять специальную конусную линейку. Обработка происходит за счет смещения верхнего суппорта;
- станина сконструирована таким образом, что практически полностью исключает попадание стружки и пыли в направляющие пазы;
- изменение скоростей вращения шпинделя без остановки оборудования. Это позволило увеличить производительность труда.
Для предотвращения самопроизвольного включения в конструкции есть магнитные пускатели. Применение полупроводниковых компонентов и схем с релейным управлением значительно улучшили характеристики станка. Однако это отразилось на увеличении трудоемкости ремонта.
Для уменьшения времени обработки заготовки в схеме оборудования предусмотрен обратный ускоренный ход шпинделя. Его можно активировать во время работы станка ФТ-11 без выключения двигателей.
Технические характеристики станка

Расположение компонентов станка
Для анализа возможностей оборудования сначала необходимо изучить его эксплуатационные и технические характеристики. Но стоит помнить, что со временем они могут измениться. Поэтому следует проводить ремонтные и профилактические работы согласно рекомендациям производителя.
Общая масса станка в собранном виде и полной комплектации составляет 3445 кг. Его габариты равны 285,6*137*143,5 см. По сути он может быть установлен в любом производственном помещении. Ограничения составляют лишь соблюдение условий воздействия окружающей среды – влаги и температуры.
Основные технические характеристики, которыми обладает станок ФТ-11:
- Допустимые диаметры заготовок. Над станиной — до 50 см, над суппортом – 26 см;
- Вариации длины обрабатываемой детали – 100, 150 или 200 см;
- Диаметр отверстия в шпинделе – 66 мм;
- Количество ступеней вращения. При прямом ходе – 22, для обратного движения – 9;
- Частота вращения шпиндельной головки – от 10 до 2000 об/мин;
- Верхний ход суппорта возможен до значения 14 см;
- Максимально допустимое усилие резания составляет 16000 Н;
- Коробка передач имеет 24 ступени продольных и поперечных подач;
- Параметры быстрого смещения, м/мин. Продольных – 4, поперечных – 2;
- Максимальное смещение пиноли задней бабки равно 20 см.
В конструкции станка есть механизм торможения шпинделя. Общее количество электродвигателей составляет 3 шт. Мощность силовой установки для главного привода равна 11 кВт. Дополнительно имеются электродвигатели для быстрых перемещений и работы системы охлаждения.
В видеоматериале показан пример работы станка ФТ-11:
stanokgid.ru