Фуговальный станок по дереву – Фуговальный станок по дереву: виды и цены
alexxlab | 15.07.2018 | 0 | Вопросы и ответы
что это такое, настройка и регулировка
Фуговальный станок используется для обработки древесины механическим способом при помощи режущего инструмента. На нем производится строгание в прямолинейном направлении деревянных деталей по поверхности или кромкам. По числу режущих механизмов различают двусторонние и односторонние станки, первый вариант оборудования предназначен для фугования двух смежных между собой поверхностей одновременно.
Подача заготовки в работу организовывается механизированным или ручным способом. Для механического передвижения детали используют приспособление автоматической подачи, пристроенное к станку, или конвейер, встроенный в агрегат. Для очистки от пыли и стружки предусмотрены стружкоприемники.
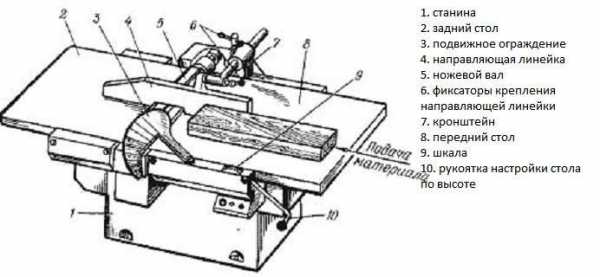
Устройство фуговального станка
Агрегат состоит из конструкционных частей:
- станины;
- стола;
- веерного ограждения;
- направляющей линейки;
- ножевого вала.
 Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Станина предназначена для поддержания всех элементов станка и обрабатываемых заготовок и выдерживает значительный вес. Ее изготавливают из профиля с большим запасом прочности, например, швеллера или двутавра.
Стол оснащен двумя плитами — передней и задней. Задняя плита своей поверхностью располагается касательно контура цилиндрической формы, получаемого при кручении ножевых лезвий. Поверхность передней плиты располагается ниже от задней на толщину снимаемого слоя за один проход детали. Направляющая линейка и рабочий стол изготавливают с гладкими и ровными поверхностями.
Вал для ножей установлен между плитами рабочего стола. Режущие ножи подбирают одинаковой формы и веса, а кромки ножей устанавливают так, чтобы они одновременно и равномерно описывали цилиндрический контур обработки.
Направляющая линейка располагается в пазах на рабочих поверхностях и закрепляется болтами. Линейка сдвигается поперек стола при изменении ширины заготовки.
Веерное ограждение вала укрепляют на передней плите рабочего стола. Для защиты ножевого вала предусмотрена прижимающая пружина веерного контура к направляющей линейке.
Наиболее удобно работать с заготовками от одного до полутора метров, короткие детали опасно и неудобно удерживать, длинные вырываются из-за того, что их размеры превышают длину стола. Щель ножевого вала оснащается двумя стальными накладками, крепящимися заподлицо с поверхностью. Расстояние от края накладки до описываемого лезвиями контура не должно быть менее 3 мм, при этом края отшлифованы, с них удалены зазубрины и впадины.
Ножевые валы выполняют цилиндрической формы, но не рекомендуется для этого применять сегментные накладки, которые в процессе отеляются из-за большой центробежной силы или расслабления крепления. Распространен способ зажима ножей в пазы трапециевидной формы и фиксации болтами и клиньями, в этом варианте при вращении ножи дополнительно заклиниваются.
Подготовка фуговального агрегата к работе
Перед началом строгания настраивают конструктивные части и контролируют установку рабочих элементов.
Регулировка стола фуговального станка
 Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Разницу поверхностей задней и передней плит устанавливают в диапазоне от 1,25 до 1,5 мм, это дает возможность выверки плоскости за два прохода заготовки. Чтобы в процессе работы параметры установки задней плиты не изменились, предусмотрены стопорные устройства для фиксации. Между ножевым валом и губкой задней плиты стола обеспечивают расстояние 5 мм.
Материалом для плит стола служит серый чугун. С обратной стороны рабочей плоскости выполнены жесткие ребра для снижения вибрационного движения. Для предотвращения износа плитных торцов при истирающей нагрузке делают стальные накладки, они же служат для уменьшения расстояния от кромок лезвий и обеспечивают дополнительную безопасность работы.
Установка рабочих лезвий
Ножи выбирают с прямолинейными лезвиями, отклонение проверяют щупами и проверочной линейкой, при этом зазор не должен превышать 0,1 мм. Подготовленные и проверенные ножи устанавливают в последовательном порядке, при этом кромки лезвий выступают над краем стальных пластин щели на 1−2 мм. Параллельность ножей между собой проверяют контрольным бруском или специальным индикатором.
При использовании индикатора точность установки больше, чем при использовании контрольного бруска. Избегают перекосов лезвий при закреплении, они должны располагаться на общем цилиндрическом контуре вращения, при этом ось цилиндра совпадает с осью вала для ножей. Запрещается использовать любые типы прокладок при установке лезвий, ножи, пришедшие в негодность от стачивания или изменения ширины лезвия, заменяются в обязательном порядке.
Контрольный брусок
Используется для настройки фуговального станка при установке режущих лезвий. Приспособление изготавливают из твердых пород высушенной древесины, контрольные грани обрабатывают с высокой точностью. Бруски выполняют сечением:
- 20×30 для длины 400 мм;
- 20×50 для длины 400 или 500 мм;
- 30×50 или 30×70 для длины 500 мм.
В процессе использования бруска его грани проверяют и дополнительно выверяют и фугуют для удаления зубцов и впадин. При установке ножей измерительное приспособление располагают на задней плите рабочего стола. Поворачивая вал рукой, добиваются касания лезвий нижней стороны бруска. Положение контролируют в трех точках вала, посередине и на концах на расстоянии 70−100 мм от края. Регулировку проводят до тех пор, пока не добьются равномерного выступания ножей на всех промежутках и одинакового касания.
Фуговально-рейсмусовый агрегат
Является комбинированным станком с сочетанием рейсмусовой и фуговальной обработки. После начальной распиловки досок они поступают для окончательного устранения всех неровностей. Отличается от фуговального агрегата тем, что позволяет строгать на выбранную глубину. Ножевой вал с лезвиями располагается между приемочным столом, скрепленным со станиной, и приемочной поверхностью, в некоторых моделях режущий инструмент устанавливается под столом или сверху плоскости. Чтобы выставить его в размер и отрегулировать, применяется линейка, закрепленная на корпусе.
Одновременная фуговальная и рейсмусовая обработка позволяет строгать заготовку на выбранную глубину, поэтому его используют в крупных производственных мощностях. Отлично работает в условиях строительной площадки, куда подвозят древесину с первичной обработкой, а последующее строгание в размер производится на площадке перед установкой в конструкцию.
Изготовление станка своими руками
Для начала определяются с числом функций будущего агрегата. Это может быть:
- просто фуговальный станок с одной рабочей операцией строгания;
- сочетание фуганка и циркулярной пилы, увеличивающее полезность оборудования в два раза;
- добавляют шлифовальную, точильную и сверлильную функцию, но для собственной мастерской своими руками изготовление сложного комплекта оборудования относится к трудновыполнимой задаче.
Часто мастера самостоятельно изготавливают фуговальный станок с функцией распиливания, при этом вращающий момент передается от одного электрического двигателя, в него входят конструктивные элементы:
- Станина выдерживает вес рабочей плоскости и установленного электрического и механического оборудования. В условиях мастерской для изготовления станины применяют швеллер, у которого толщина полок составляет не меньше 10 мм. Конструкцию можно сделать стационарной (сварной) или предусмотреть узлы на болтовых креплениях для разборки в случае необходимости. Первый вариант надежнее, используется, если не нужен переносной станок. Иногда в качестве станины выступает сам рабочий стол.
- К рабочему инструменту относят ножи и пилу, от их качества зависит работа по обработке и распиловке заготовок. Для режущих лезвий применяют надежную и крепкую сталь, зубья пилы должны быть оснащены победитовыми напайками.
- Без ротора, к которому крепят все инструменты, не будет функционировать ни один деревообрабатывающий станок, поэтому его выбору уделяют внимание. Чаще всего его изготавливает специалист-токарь по предложенным ему чертежам.
- В конструкции фуговального агрегата с функцией распиловки предусмотрено три рабочих поверхности — одна служит столом для циркулярки, две других подают и принимают заготовку в процессе фугования. В качестве покрытия используют многослойную фанеру, толщина которой не меньше 5 мм, или листовой металл. Обычно поверхность подачи делают на 2−3 мм ниже принимающей стороны для облегчения процесса и снижения вибрационной нагрузки.
Электрический привод станка
 Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Работа фуговального станка и пилы основана на вращательных функциях, поэтому привод называют сердцем агрегата. В качестве электродвигателя подойдет трехфазный двигатель, иногда для этого переоборудуют проводку в мастерской. Трехфазные агрегаты с напряжением 380 В отличаются большой мощностью и подходящим крутящим моментом. Минимально допустимая мощность двигателя составляет 3 кВт, максимальный показатель не ограничен.
Передача вращения от двигателя к валу производится посредством ременной передачи. Хорошо работают в таких условиях ремни клинообразной двухручьевой формы, они отличаются надежностью в эксплуатации. Электрический двигатель монтируют с помощью консоли внутри рамной конструкции станины, метод установки помогает регулировать натяжение ремней. Другим способом является крепление с помощью салазок — при этом остается возможность регулировки, но сам двигатель закреплен более прочно.
Для ускорения вращения вала применяют два шкива разного диаметра. Больший располагают на электродвигателе, меньший шкив ставят на вал. Для подачи электрического питания выбирают кабель с четырьмя жилами, такая проводка снижает опасность работы.
Основные этапы работы
Ход работ при изготовлении фуговального станка выглядит так:
 Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.
Первым делом составляют рабочие чертежи, без которых приступать к работе нет смысла. Иногда нужно пересмотреть какой-нибудь узел, изменить размер конструктивного элемента, все это сначала выполняют на плане, затем на станке.- Размеры с чертежа переносят на заготовки и делают все конструктивные части оборудования. Важно предусмотреть место для расположения роторных подшипников, которое выполняется из нескольких элементов, используя для соединения прижимы и клей. Выемки делают точно по размерам подшипника, устанавливают двигатель.
- Комплектуют ротор с подшипником и устанавливают их. Делают ременную передачу и с ее помощью присоединяют вал к двигателю, обеспечивают плавное и свободное вращение ротора в подшипнике.
- Устанавливается рабочая поверхность из принимающей и подающей частей, выполняется ее отделка металлом или фанерой. Для правильности расположения в горизонтальной плоскости используют строительный уровень.
- Предусматривают пусковой включатель и выключатель для электрического двигателя, после пробного запуска станок готов к эксплуатации. Чтобы его работа была долговечной, стоит выполнять рекомендации по работе с ним.
Особенности эксплуатации
Деревообрабатывающее оборудование, как и любое другое, требует внимательности и осторожности, соблюдения определенных правил работы:
 проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;
проводятся регулярные осмотры и профилактические ремонты, заточка лезвий, смена ножей дисков пилы;- выполняется профилактическое шприцевание подшипников, контрольная проверка работы двигателя, осмотр ремней, подтяжка провисания, зачистка контактов и другие работы;
- на двигатель предусматривается защитный кожух, работа без него запрещается;
- рабочее место станочника обязательно хорошо освещается, покрытие пола выполняется из шероховатых материалов, исключающих скольжение;
- для работы с длинными и габаритными деталями приглашают помощника, это обезопасит мастера от травм и поломок станка;
- соблюдают чистоту рабочего места, своевременно убирают стружку с пола и внутренностей агрегата (после выключения электричества), убирают лишние предметы с рабочего пространства вокруг станка.
Правила эксплуатации показано на видео.
Использование электрической обработки древесины эффективно по сравнению с ручным строганием, фугованием. Для получения качественных заготовок без травм и аварий соблюдают технику безопасности и правила эксплуатации оборудования.
instrument.guru
Фуговальные станки по дереву: видео, фото, СФ
При обработке обрезной доски фуговальный станок находится в начальной стадии создания базовой ровной поверхности. Плоскость формируют на одной или двух, расположенных под углом 90°, сторонах заготовки. Деревянный элемент, проходя этот подготовительный строгальный этап, становится пригоден для дальнейшей обработки уже на рейсмусовых устройствах.
 Фуговальный станок Proma HP-200C
Фуговальный станок Proma HP-200CНазначение фугования
Черновая база доски получается волной при распиловке, подвергается короблению при сушке. На станках другого типа исправить такой дефект не удастся. Во время фугования на станке СФ нажим действует в продольном направлении для получения ровной плоскости. Давление сверху даст временное выравнивание, которое уйдет после снятия нагрузки. Заготовка будет гладкой, но не станет ровной.
Чтобы убрать неровности значительного размера делают несколько проходов до получения нужной геометрии. Усилие прижима распределяют так, чтобы первоначальная форма не менялась, выравнивание происходило строгальным устройством.
От качества базовой стороны зависит точность/искажение других трех сторон.
- Схема фугования
- Рекомендация по фугования
Устройство
Фуганки различают по способу подачи заготовки;
- ручная;
- механическая (толкатель, фрикцион).
Устройства СФ, на которых доска подается на обработку вручную, обладают меньшей производительностью. Самостоятельная работа на них имеет определенные ограничения. Максимальная длина изделия 1,5 м. Увеличение размера приводит к изгибу материала из дерева при свисании с края стола. Ограничения минимального габарита при удерживании рукой:
- длина – 0,4 м;
- толщина – 0,03 м;
- ширина – 0,05 м.
Строгальный процесс древесины меньших размеров выполняют, используя специальные приспособления – толкатели, колодки. Сложные фасонные поверхности на СФ выбирать запрещается!
На крупногабаритном оборудовании, оснащенном приспособлениями с механической подачей, вальцы находятся на самом столе или выполнены в виде приставных автоматов. Регулировка прижима должна исключать выпрямление имеющегося коробления. Мощные стационарные аппараты для фугования по дереву оснащаются конвейерами с системой пружин, пальцев, упоров, вакуумным захватом.
Основные узлы
Любой фуговальный станок состоит из следующих основных частей:
- Станина. Объединяет все детали в одну конструкцию. Основное назначение, не зависимо от материала изготовления, – фуговальный станок должен обладать устойчивостью при работе. В легких фуганках неподвижность достигается ручной регулировкой нескользящих опор. Другой вариант – анкерное крепление к полу.
- Стол. Состоит из передней и задней плиты. Материалом у СФ промышленного производства является серый чугун. Литейная форма нерабочей стороны плиты задает ребра жесткости, снижающие вибрации фуговального станка. Кромку, обращенную к ножам, наращивают стальной накладкой, выполняющей задачи обрыва стружки, выставления зазора до режущей части, сопротивления истиранию от шероховатостей скользящего дерева.
Основные узлы фуговального станка
В малых, самодельных станках ставят цельные стальные плиты со шлифованной поверхностью. Встречаются строгальные устройства ручной работы из толстой фанеры. Вибрации, истирание, малая механическая прочность делают выполнение ручной работы на них низкокачественным и опасным.
- Ножевой вал. Цилиндрическая форма с шипами на торцах для опорных подшипников. В прорези трапециевидного сечения вставляются ножи. Крепление режущего инструмента обеспечивают клиновыми вставками и фиксацией болтами. Разгон центробежных сил создает усилие клина на запирание. Высота выхода из корпуса одинаковая. Масса вставок подбирается одинаковая для балансировки вращения. Применение наружных накладок не рекомендуется из-за опасности ослабления крепления и отрыва во включенном состоянии.
- Электродвигатель. Располагают на станине в нижней части для смещения центра тяжести, придания устойчивости. Вращающий момент подводит ременная передача. В действующем СФ все вращающиеся элементы закрыты кожухом. Кнопки управления выносятся в удобное место.
- Направляющая линейка. Крепится болтами над ножевым валом в прорезях плит. Перемещается поперек стола в зависимости от требуемой ширины строгальной заготовки. По вертикали отклоняется до 45° (при ручной обработке не прямоугольных изделий из дерева).
Регулировка
Плоскости фуговальных станков, по которым двигают материал, выставляются с помощью кривошипного механизма. При вращении рукоятки эксцентрик проворачивается в подшипнике, поднимая (опуская) плиту. После установки заданного параметра фиксируется стопором. Находясь в одном горизонте, смещение передней части составляет толщину выбранного слоя. Задняя плоскость – по касательной к поверхности вращения ножей. Ручной регулировкой выставляют разницу в 1,25 – 1,5 мм. В среднем для строгания будет достаточно 2 прохода.
Технические условия эксплуатации СФ требуют устанавливать ножи без перекоса по длине. Выступ равномерный, в пределах от 0,7 мм до 1 мм. Ось вращения совпадает с валом. Выработка по высоте, толщине детали контролируется перед началом работы, превышающая допуски выбраковывается. Подкладка под основную планку запрещена. Для быстроты, точности установки пользуются контрольными приспособлениями (шаблонами-скобами с заданным размером).
Скорость подачи регулируют в прямой зависимости от дефектов дерева. Чем больше, тем медленнее строгание.
От режущей части до кромки стола зазор менее 2 мм приводит к быстрому износу режущей области деталей фуговальных станков, больше 3 мм – к вырыванию кусков дерева.
Варианты оснастки
Некоторые фуганки строгают сразу две перпендикулярные стороны. Для этого у СФ установлена вертикальная ножевая головка. Привод ременной.
С подающей стороны на фуговальный станок для безопасности ставят веерное ограждение. Пружинный механизм зарывает вращающуюся часть до направляющей линейки. Смещается надвигаемой заготовкой.
В комплекте может выпускаться аппарат для фугования и заправки ножей, роликовый конвейер для подачи. Фуганки оснащаются стружкоприемником, местами подключения аспирации.
Скорость вращения у разных моделей фуговальных станков от 2850 до 6000 об/мин.
Мощность двигателя варьируется от 0,3 до 18 КВт.
Ширина ножа в среднем 0,26 м, малые специализированные – 0,15 м, промышленные стационарные 0,6-1 м. Равномерность выработки достирают смещением по столу направляющей планки. Угол резания на валу 50—65°; наклон 10—15°; заточка 40—50°. Ставят 2, 4 и больше шт, в зависимости от средней скорости подачи досок.
Параметры выбора
Основным размером СФ, влияющий на чистоту и скорость строгания, является диаметр ножевого вала. Частота вращения улучшает качество обработки. Наличие сервисных мастерских, качественных расходных материалов, запчастей обеспечат долгосрочную эффективную эксплуатацию устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
лучший выбор для обработки дерева среди строгальных устройств
В сфере деревообработки имеется большое количество оборудования, к которому относятся строгальные, токарные, фрезерные, фуговальные, рейсмусовые, сверлильные станки. Одним из распространённых и главных видов оборудования для обработки древесины является фуговальный станок. Применяют его на лесообрабатывающих заводах, столярнях, в мастерских, где постоянно ведутся работы с деревом.
Типы фуговочного станка
Отличаются станки возможностью снятия фаски с разных углов по ширине изделия, которое обрабатывается. Станки имеют также разную длину стола и производительность двигателей. По наличию режущих частей выделяют два вида фуганков: двухсторонние и односторонние. Кроме того, их можно разделить на несколько классов по рабочим параметрам:
- по ширине поверхности строгания, которая может быть 40, 50−52, 60−63 см;
- по длине столешницы: 250, 250−300 см;
- по частоте оборотов ножевого вала: 4700−4800, 5000 об/мин.
Помимо станков промышленного оборудования, производятся фуговальные устройства для работы с деревом в домашних условиях. Размеры такого механизма значительно меньше, соответственно, как и обрабатываемая, с его помощью, ширина. Благодаря длинным столешницам производственного устройства есть возможность прострагивать заготовки больших размеров. Качество обработки такими станками также значительно выше, нежели при работе малыми устройствами. Частота вращения мотора на производственных машинах может доходить до 12000 об/мин. Что является значительно большим показателем, нежели показатели двигателя домашнего устройства.
Настройка работы изделия
Благодаря длительной практике известно, что на устройство лучше укладывать обрабатываемые предметы длиной 1 -1,5 метра. Более короткие детали могут выскальзывать из-под ножа и тем самым нанести травму оператору. Очень длинные заготовки неудобно строгать. Перед началом работы стоит определить толщину снимаемого с дерева слоя. Если оборудование с автоподачей, нужно выставить скорость подачи обрабатываемого материала.
Профессионал может определить толщину слоя снятия «на глаз» или выяснить её, проведя пробное пиление. Если остались незатронутые места после пробного строгания, стол со станком фуганком немного опускается. При отклонении более 2,5 мм совершается два повторения порезки. Когда высота стола выставлена, измеряется расстояние между краем ножа и плитой, лучшим считается зазор в 2−3 мм. Если эти параметры превышены, древесная заготовка будет резаться рваными кусками. Если щель меньше 2-х мм, начнёт деформироваться нож. Кроме того, стоит определить размещение рейки направления. Расстояние от левого края ножевого вала до рейки должно быть шире бруска.
Принцип действия фуганка
В отверстии стола располагается ножевой вал, запускающийся электродвигателем. Благодаря валу и происходит строгание. Обрабатываемый предмет перемещается на ножевой вал с помощью роликового механизма. Наклон подпоры под изделие делают под разными углами, а благодаря передвижению столешницы вверх и вниз устанавливается толщина заготовки. Односторонние режущие валы рассчитаны для обработки одной доски, тогда как двусторонние одновременно обрабатывают две плоскости дерева. Рейсмусовые станки иногда оборудуют четырьмя и более ножами. Благодаря этому, обрабатываемая плоскость получается намного аккуратнее.
Материалом для изготовления столешниц фуговальных и рейсмусовых станков используют чугун. Определённые места закрывают стальными накладками. На столе находятся линейки направления, обеспечивающие возможность более удобной работы. Фуговальный станок устанавливается на чугунной станине. В отличие от фуговального, благодаря рейсмусовому станку, изделие не только начисто выстругивается, но и выводится требуемая высота заготовки.
Использование рейсмусового станка
Как для только начинающих работать с рейсмусом, так и для опытных мастеров отлично подойдут устройства средней производительности. Хороши они благодаря небольшим размерам и весу, доступной стоимости, высокой выработке и большому функциональному потенциалу.
К возможностям хорошего рейсмуса можно отнести:
 калибровка обрабатываемого материала с отменной точностью толщины;
калибровка обрабатываемого материала с отменной точностью толщины;- предоставляет возможность обработки материала любой ширины;
- передний и задний край стола оборудован удлинителями, благодаря которым удобно обрабатывать заготовки большой длинны;
- зачастую на таких устройствах установлена автоподача обрабатываемых деталей, что позволяет свести работу оператора до минимума;
- отвод стружки благодаря вмонтированной турбине.
Правильно настроенные строгальные станки по дереву гарантируют длительный срок использования устройства. Чтобы станок долгое время эффективно работал, стоит вовремя очищать его от стружки и проводить техническое обслуживание. Для того чтобы выбрать самый лучший рейсмусовый станок, стоит тщательно изучить характеристики устройства, отзывы о производителях, обратиться за советом к профессионалам. О самостоятельном изготовлении рейсмуса читайте здесь.
obrabotkametalla.info
самодельный, бытовой, циркулярный, видео-инструкция по монтажу своими руками, фото и цена
Все фото из статьи
Такой вид оборудования как фуговальные станки по дереву предназначен для того, чтобы делать деревянные поверхности идеально гладкими, то есть они используется для финальной обработки изделий, после чего их можно использовать для отделки или создания разнообразных изделий и конструкций. Такие установки незаменимы для тех, кто часто работает с древесиной или занимается строительством, ведь вы можете очень быстро и качественно выровнять поверхность.
Рассмотрим, на что обратить внимание при покупке и как можно своими руками собрать небольшой станок.

На фото: с помощью такой установки вы можете сделать деревянные элементы гладкими за считанные минуты
Общие рекомендации по выбору оборудования
Если вы решили приобрести готовую конструкцию, то советуем ознакомиться с данным разделом, он подскажет как избежать ошибок при выборе конкретной модификации и обезопасить себя от покупки некачественного станка:
| Производитель | На рынке представлено достаточно много изготовителей, поэтому перечислять все их не имеет смысла. Мы рекомендуем заранее ознакомиться с отзывами о той или иной модели на специализированных ресурсах в сети интернет и не стараться приобрести самый дешевый вариант, так как его качество будет не очень высоким. Стоит отметить, что современные изделия отечественного производства не уступают зарубежным, а зачастую даже превосходят их по надежности |
| Качество исполнения | Добротную конструкцию видно сразу, она будет выполнена очень аккуратно и надежно. Все подвижные части должны хорошо фиксироваться, поверхности не должны прогибаться даже под значительной нагрузкой. Советуем интересоваться наличием сертификатов соответствия, это будет служить гарантией что установка адаптирована для наших условий и прошла все необходимые проверки |
| Удобство обслуживания и регулировки | Для выполнения работ с максимальным качеством станок должен иметь широкий спектр настроек, особенно это касается снимаемого слоя древесины. В хорошем оборудовании этот показатель можно настроить до десятых долей миллиметра, что позволяет обрабатывать поверхности именно так, как вам нужно |
| Производительность | Все приспособления данной группы можно разделить на бытовые и профессиональные, первый вариант отличается тем, что он не предназначен для непрерывной работы, а используется лишь эпизодически. Вторая группа включает в себя оборудование, которое рассчитано на высокие нагрузки и может использоваться на производственных линиях, такие решения выбирают те, кто постоянно занимается деревообработкой |
Важно! Большинство моделей фуговальных установок совмещены с рейсмусом, это приспособление позволяет делать толщину элемента одинаковой по всей длине, вы сами можете настроить этот показатель, что очень удобно.

Регулируемая конструкция сверху и есть рейсмус, ее можно отодвигать при необходимости
Элементы конструкции и их назначение
Теперь рассмотрим каждую из составляющих частей более подробно. Все они имеют большое значение, и качественная работа возможна, только если все части отвечают определенным требованиям.
Станина
Чаще всего встречается один из трех вариантов:
- Литая чугунная конструкция в основном встречается в отечественных моделях и отличается высокой надежностью и долговечностью. Она сохраняет идеальную геометрию даже по прошествии многих лет эксплуатации. Самое главное – изначально выбрать конструкцию с качественным исполнением без литейного брака.

Советские циркулярные станки по дереву с фуганком чаще всего имели именно чугунные станины, при очень высокой надежности следует отметить и большой вес, эта небольшая конструкция весит около 500 килограммов
- Сварные системы чаще всего усиливаются ребрами жесткости для сохранения надежности даже под высокими нагрузками. В профессиональных моделях для обеспечения стабильности работы в основание может закладываться бетонная плита, которую можно снимать при перемещении конструкции. В целом это достаточно надежный вариант, если качество исполнения высокое.

Сварные станины – популярное среди производителей решение
- Сборные варианты встречаются чаще всего в бытовых станках для того, чтобы их было удобно перевозить. Важно, чтобы все элементы были точно подогнаны друг к другу, а сама станина была прочной и увесистой, чаще всего рабочий стол выполняется из литого чугуна.
Строгальный вал
От этого элемента полностью зависит чистота обработки, поэтому следует обратить на него самое пристальное внимание.
Самые важные критерии следующие:
- Ширина рабочей поверхности, тут все просто – чем она больше, тем крупнее предметы можно обрабатывать. Вы должны заранее определиться с тем, какие работы будут выполняться, чтобы подобрать оптимальную модификацию именно для специфики использования в вашей ситуации.
- Количество строгальных ножей по дереву также имеет большое значение – чем их больше, тем чище будет производиться обработка древесины. Также обратите внимание на высоту режущих элементов, чаще она составляет 30 или 35 мм, важно, чтобы у вас впоследствии не возникло проблем с приобретением дополнительных ножей, они должны быть в свободной продаже.

Вал с четырьмя ножами – популярное решение, обеспечивающее высокую производительность и хорошее качество обработки
- Встречаются однокромочные и двухкромочные ножи, первый вариант можно периодически затачивать в процессе использования, второй – одноразовый, и если элементы затупились, то они подлежат замене. Излишне говорить, что первое решение предпочтительнее второго.
Регулировка стола
От этой функции во многом зависит удобство работы на оборудовании, поэтому разберитесь, какая система реализована в той или иной модификации:
- Блок автоматической регулировки снимаемого слоя – самый удобный вариант, так как вам нужно только задать нужный показатель, а система сама произведет все необходимые корректировки. Естественно, что цена таких станков значительно выше обычных, но если вам нужно удобство, то придется заплатить за комфорт.
- Более простые решения – маховик, укрепленный на станине или рычаг под входным столом. Отличается и система индикации, она может представлять собой шкалу с делениями или в конструкции может присутствовать механический цифровой датчик, он позволяет проводить настройку максимально точно, затрачивая на это небольшое время.Инструкция по проведению регулировки обязательна к изучению.

Рычаг регулировки должен быть легкодоступным для удобства использования
Совет! Лучше всего попробовать настроить оборудование еще до покупки, так вы сможете узнать, насколько точно и насколько удобно использовать тот или иной вариант.
Двигатель
Этот элемент обеспечивает работу всей системы, самые важные факторы следующие:
- Определяющий показатель – мощность, чем она выше, тем большие нагрузки может выдерживать оборудование. Но выбирать слишком мощные варианты также не стоит, так как при небольших нагрузках у вас будет постоянный перерасход электроэнергии.
- Также обратите внимание на привод – шкивы должны быть ровными и прочными, ремни также должны быть надежными. Лучше всего, если усилие передается не через один, а через два или даже три ремня, такая система намного надежнее и стабильнее работает под высокими нагрузками.

Важно, чтобы ремни были хорошо натянуты и не проскальзывали при работе
Размер стола
Этот показатель важен по следующим причинам:
- Большая площадь повышает удобство работы, вам будет гораздо удобнее строгать длинные элементы, важно, чтобы в помещении, в котором будет работать оборудование, было достаточно места. В бытовых станках длина стола небольшая, в профессиональных может составлять и несколько метров.
- При необходимости обработки узких торцов надо наличие на рабочей поверхности упорной линейки, она должна быть довольно прочной, чтобы не прогибаться под нагрузкой, а если в конструкции имеется возможность регулировки угла наклона, то следует убедиться, что элемент надежно фиксируется в любом положении.

Упорная линейка должна быть прочной
Кроме того, стоит учесть еще один фактор – наличие автоподатчика, для небольших объемов работ он необязателен, но если вы впоследствии решите обрабатывать большие объемы, то этот узел будет весьма кстати. Даже если в конструкции нет этого устройства, должно быть крепление для него, чтобы при необходимости вы установили его.
Особенности самостоятельного изготовления
Если вы не хотите тратить деньги на покупку готового варианта, то можно соорудить самодельный бытовой строгальный станок по дереву своими силами, работы производятся следующим образом:
- В первую очередь необходимо сварить прочную и надежную станину, чаще всего ее варят из профилированного проката либо швеллеров. Главное – рассчитать ширину конструкции и ее длину, помните, чем длиннее стол, тем удобнее и проще работать на нем. Ниже представлен простой вариант рамы, которую можно сделать за час.

Для небольшой установки хватит и такой станины
- Второй важный элемент – строгальный вал, от него зависит качество обработки, поэтому лучше не делать его самостоятельно, а приобрести готовый вариант, который уже будет оснащен креплением и приводными шкивами. Важно подобрать качественный узел, поэтому не стоит экономить на нем, а купить добротное изделие. И не забудьте о запасных ножах.
Вал определяет качество обработки
- Приобрести двигатель не составит большого труда, на рынке представлено множество вариантов, и вам нужно подобрать оптимальный с точки зрения производительности. Чаще всего используются варианты мощностью от 2 до 4 кВт, все зависит от ширины вала, чем она больше, тем выше будут нагрузки на силовой агрегат в процессе работы.

Асинхронный двигатель на 2 кВт – одно из самых популярных решений среди тех, кто собирает оборудование самостоятельно
- Если удастся подобрать для столешницы чугунную плиту – хорошо, но можно сделать ее и самостоятельно – сварить конструкцию из металлических элементов и обшить ее сверху листовым металлом либо фанерой толщиной 16 мм и более. Важно предусмотреть возможность регулировки высоты, для этого можно использовать простую систему, состоящую из упоров и болтов – подкручивая их, вы сможете менять положение рабочей плоскости.
Если все необходимое собрано, можно приступать к сборке, в первую очередь надо надежно прикрепить строгальный вал, затем на раму ставится двигатель, причем его шкивы должны находиться в одной плоскости со шкивами на валу.
Далее ставятся ремни нужной длины и крепится рабочая поверхность. Рекомендуется закрыть шкивы и ремни кожухом для обеспечения безопасности.

Двигатель лучше расположить внизу, так он не будет мешать при работе
Вывод
Если вы часто работаете с деревом, то вам нужен фуговальный станок, его можно купить в готовом виде, а можно смастерить самостоятельно. Видео в этой статье расскажет дополнительную информацию по данной теме.
rubankom.com
Фуговальный станок по дереву своими руками: видео, чертеж
Содержание: [скрыть]
- Конструкция станка
- Как сделать фуганочный инструмент
- Пошаговая инструкция
- Альтернативный вариант
- Профессиональный самодельный фуганок
Фугование — один из методов чистовой обработки древесины. Доски, брусья приобретают гладкую, отшлифованную поверхность. Фуганок имеет более простую конструкцию, чем рейсмусный аналог. Установку несложно собрать самостоятельно из подручных приспособлений.
Конструкция станка
Фуговочный станок оборудован столом. Стол имеет технологическое отверстие, в него помещается ножевой вал, функционирующий от электрического привода. В процессе строгания пиломатериал подается на вал при помощи роликового механизма. Опорные элементы под заготовку можно наклонять под требуемым углом. Толщину доски регулирует столешница путем ее подачи вверх и вниз.
Ножевой вал может иметь одностороннюю и двустороннюю конструкцию. В первом случае проводится обработка одной плоскости доски. Двусторонний вал позволяет фуговать дерево с двух сторон одновременно. Существует оборудование с четырьмя ножами, обеспечивающими четырехстороннюю шлифовку. Эти образцы чаще всего устанавливаются на крупных деревообрабатывающих предприятиях. Чистота обработки зависит от диаметра ножевого вала. Чем он больше, тем выше качество шлифовки.

На самодельный фуговальный станок могут устанавливаться ножи двух типов:
- Однокромочные. Подлежат периодическому затачиванию.
- Двухкромочные, одноразовые. При истирании заменяются на новые.
Фуганки различаются в частоте вращения вала, длине столешницы, ширине строгания пиломатериала. Поверхность столешницы разделена на два поперечных сегмента, при этом передняя часть располагается ниже задней для регулирования толщины удаляемого слоя древесины. Оптимальная толщина среза — 0,5 см. При необходимости большего снятия нужно осуществить несколько циклов.
Для устойчивости, улучшения несущих характеристик станину фуганка изготавливают из чугуна, остов дополняют стальными накладками. Вал ножей фиксируют между двумя половинами столешницы. Для удобства стол снабжается направляющими линейками.
Как сделать фуганочный инструмент
Фуганок имеет простую конструкцию, его можно изготовить за несколько часов: процесс не требует особых навыков и знаний. Рубанок с электроприводом полезен в столярном деле, но по качеству обработки древесины он хуже фуговочного станка. Поэтому нужно усовершенствовать имеющийся образец для достижения лучшего результата.

В качестве основного элемента будущего оборудования хорошо подойдет электрорубанок со сдвижной защитой ножа, убирающейся при фуговании. Лучше, если рубанок будет укомплектован креплением ножами вверх.
В процессе сборки потребуются:
- доски,
- лист фанеры,
- крепежные элементы.
Пошаговая инструкция
Вначале необходимо сделать основу из досок. Она должна иметь форму ящика без дна и крышки. Длина каркаса будет соответствовать длине рабочей поверхности.
На следующем этапе лист фанеры необходимо уложить поверх ящика, сформировать технологическое отверстие, в нем будет установлена платформа рубанка.
Поверх фанеры укладываются еще два таких же листа, служащих задней и передней плитой. Лист, который будет принимать дерево при строгании, должен быть толще на 2 мм. Необходимо выдержать параллельное размещение фанерных листов. Это можно выверить щупом-щепкой. Перед фиксацией панели к каркасу обрабатывается кромка материала.

Ручной электрический строгальный элемент надевается на крепление, установленное ножами вверх на нижнем листе фанеры.
Для вырезания крепежных ушек потребуется дерево. Через эти элементы будут продеты регулировочные болты, устанавливающие на заданную высоту нож станка относительно его основы.
На фуговальный станок из электрорубанка нужно установить боковой упор из оставшейся фанеры. После этого можно приступать к обработке пиломатериалов.
Альтернативный вариант
Если работать с длинными заготовками не планируется, можно сделать компактное бытовое устройство. Эта циркулярка легко доукомплектовывается специальными подпорками, превращается в полноценный станок.
Сначала нужно сформировать короб из толстой фанеры, дерева или МДФ. Конструкция фиксируется древесным клеем или усиливается саморезами. Роль столешницы выполняет платформа электрорубанка.
Наиболее сложный элемент, которым снабжен фуговальный станок, — боковой упор. Он будет перемещаться на специальных пазах. Его фиксацию обеспечивают два винта и гайки-барашки. В коробе режущий инструмент удерживают боковые крепежи. Для удобства домашний электрофуганок можно усовершенствовать, сформировав в его конструкции выход для подведения промышленного пылесоса.
Профессиональный самодельный фуганок
На рисунке представлены чертежи с подробными пояснениями. Потребуется электрический двигатель на 1,5 кВт, подключаемый к валу при помощи приводного ремня. Ножевой вал можно сделать самостоятельно или заказать у токаря.
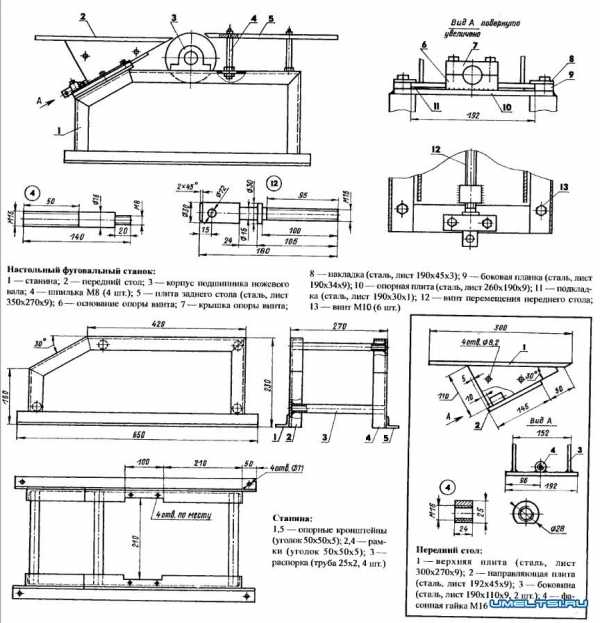
В ходе работ необходимо сварить станину из металлического профиля или уголка. Затем к остову приваривается опорная плита и основа для винта. Боковые планки крепятся с условием обеспечения свободного перемещения направляющих. Для этого нужно сформировать технологические зазоры.
Ходовой винт приваривается к станку после его установки на опору. Оборудование нужно обеспечить передней плитой, состоящей из верхней части и направляющей рейки. Они объединяются между собой боковыми элементами. Торцевые части поверхностей нужно делать параллельными, после этого они тщательно шлифуются.
Чтобы габариты боковин, установленных на самодельный фуганок, были одинаковыми, они обрабатываются, снабжаются отверстиями для шпилек. После приваривания боковин и направляющих элементов временные шпильки демонтируются.
На последнем этапе устанавливают вал ножей. Одновременно приподнимают переднюю столешницу до его уровня так, чтобы край панели размещался параллельно оси вала. Задняя часть столешницы должна быть зафиксирована в неподвижном положении. Центр тяжести у этого деревообрабатывающего агрегата размещен высоко. Для снижения вибрации фуганок рекомендуется укреплять дополнительно.
derevo-s.ru
Jet, Кратон, Корвет, Scheppach, Metabo
В последнее врем все чаще в домашних условиях или в промышленности устанавливается фуговально-рейсмусовые станки. Существует огромное количество методов обработки древесины, но все они имеют определенные сходства. Отдельными методами обработки можно назвать фугование и рейсмусование, которые имеют огромное количество сходство. Именно поэтому при создании оборудования, на котором проводятся рассматриваемые процессы, многие производители решили объединить фуганок и рейсмус. Результатом стало появление отдельной категории оборудования. Он несколько отличается от более распространенных фуговальных моделей. Главное отличие заключается в установке упоров и калибра, которые позволяют с более высокой точностью проводить срезание слоев древесины с поверхности.
 Фуговально-рейсмуcовый станок Jet
Фуговально-рейсмуcовый станок JetОсобенности процессов фугования и рейсмусования
Фуганок и строгальные станки позволяют обрабатывать древесину. Строгание – процесс изменения характеристик древесины, при котором подаваемый материал или инструмент совершает возвратно-поступательное движение для снятия верхнего слоя материала во время обработки. Ранее для выполнения подобной работы использовались ручные инструменты, но последние десятилетия для повышения показателя производительности используют фуговально-рейсмусовый станок или другие модели. Во время обработки используемое оборудование проводит снятие верхнего слоя древесины по всей длине бруса.
Строгальные инструменты и фуговально-рейсмусовые станки используются для достижения следующих целей:
- уменьшения высоты заготовки путем снятия нескольких слоев древесины;
- для получения поверхности необходимого качества. степень шероховатости зависит от типа ножей, их количества и диаметра барабана;
- удаления дефектов поверхности;
- создания кромок определенного типа. параллельный упор позволяет размещать заготовки под определенным углом к барабану с лезвием;
- некоторые модели, снятия коры путем черновой обработки для получения материала, которые будут пропущены через фуговально-рейсмусовый станок.

Подключение аспирации на станке Jet
Издавна для финишной обработки использовался фуганок. Использовался фуганок в качестве ручного инструмента для снятия поверхностного слоя. Фуганок используется для строгания большого объема древесины. Передвигая фуганок по всей длине заготовки, мастер с высокой периодичностью проводит удаление слоев, от силы нажатия можно регулировать их величину.

Ножи Helical у фуговально-рейсмусного станк а Jet 54 A
Для дома можно использовать ручной инструмент или фуговально-рейсмусовый станок. Стоит учитывать нижеприведенные моменты:
- Фугование – своего рода разновидность строгания. Отличительной особенностью подобного процесса назовем подачу заготовки большой длины. Во время воздействия режущего инструмента и подачи заготовка может прогибаться, что значительно снижает точность обработки. Для предотвращения деформации заготовки во время фугования станина имеет большие размеры, устройство оснащено прижимным механизмом. Фугование проводится исключительно для доведения поверхности до нужного класса шероховатости, толщина материала выдерживается с малой точностью.
- Рейсмусование – несколько иной тип обработки, позволяет получить поверхность более высокого качества. Используется в случае, когда заготовка имеет относительно небольшие размеры. Особенностью станков, которые относятся к этому классу, можно отнести возможность установки калибра. При рейсмусовании устанавливается то, какая будет выдержана толщина получаемой детали. По установленному калибру можно прогонять все заготовки.
Как правило, фуговально-рейсмусовый строгальный станок, который используется для получения древесины с высоким качеством поверхности, объединяет в себе функции фугования и рейсмусования. Фуговально-рейсмусовый станок получил широкое распространение благодаря объединению двух операций.
Особенности конструкции
Строгание по дереву, при совмещении функции рейсмусования и фугования, проводится при использовании специальных станков. Фуговально-рейсмусовый станок по дереву имеет нижеприведенные особенности:
- подобная модель совмещает в себе две самые востребованные технологии обработки дома и в промышленном производстве;
- как правило, при создании используется современный электродвигатель с высокой тяговой силой. Современные электродвигатели обладают малым электропотреблением при высокой производительности, однако очень восприимчивы к перегреву. Для этого снабжаются датчиками температуры, которые при срабатывании проводят отключение системы;
- строгальный стол используется для базирования. Строгание по дереву проводят при ручной или автоматической подаче;
- устройство может снабжаться упорами для установки заготовки под определенным углом. Как правило, обработку по дереву может проводиться при установке угла в диапазоне от 0 до 45°;
- фуговально-рейсмусовый станок для дома или промышленного использования может проводить снятие различного слоя материала, как правило, не больше 5 миллиметров;
- рейсмусование по дереву предусматривает обработку по установленному калибру. Для этого конструкция имеет устройство автоподачи. Для значительно повышения качества поверхности при обработке дома или на промышленном заводе снижается глубина врезания за один проход. Некоторые модели могут за один проход снимать около 2-х миллиметров.
Вышеприведенные особенности характеризуют фуговально-рейсмусовый станок по дереву. Современный бытовой вариант исполнения имеет небольшие габаритные размеры, может устанавливаться на пол без фундаментной плиты. Питание может проходить от стандартной сети с напряжением 220 В. К другим особенностям отнесем интуитивный блок управления, а также малый уровень шума во время выполнения строгания по дереву.
Основные технические характеристики
Строгальный или фуговально-рейсмусовый тип станка можно охарактеризовать по определенным признакам, по которым зачастую проводится выбор модели. К основным характеристикам можно отнести:
- Частота вращения строгального вала. Чем выше скорость вращения режущего инструмента, тем более высокое качество можно получить при проведении фугования или рейсмусования по дереву. При повышении частоты оборотов значительно повышается нагрузка на привод. Именно поэтому при высокой частоте строгания значительно снижается глубина резания за один проход. Современные модели имеют частоту вращения вала около 10 000 об/мин. Высокая скорость вращения вала приводит к повышению нагрузки на элементы крепления, установленные подшипники и другие связанные детали. Именно поэтому с повышение показателя скорости вращения значительно повышается стоимость конструкции.
- Диаметр вала также можно назвать важным показателем. Этот показатель оказывает влияние на то, сколько максимально снимается материала за один проход. С увеличением диаметра повышается нагрузка. Для дома можно приобрести модель, которая имеет вал с диаметром 50 миллиметров или больше. Кроме этого стоит учитывать, что увеличение диаметра вала приводит к значительному увеличению габаритов станков.
- Некоторые модели позволяют проводить обработку сразу с двух сторон. Двусторонние варианты исполнения значительно повышают производительность обработки. Однако этот момент делает конструкцию более дорогой и сложной.
- На строгальном валу размещено определенное количество ножей. Ножи имеют определенные размеры: длину, ширину, толщину. Длина ножа определяет то, какой ширины может быть подана заготовка в зону резания. Фугование и иной тип обработки может проводиться исключительно по ширине заготовки. В противном случае добиться нужного результата довольно сложно. Высота ножа определяет то, насколько глубоко они могут врезаться за один проход. Толщина используемого металла при изготовлении определяет то, как долго барабан с ножами может использоваться без замены. Малая толщина ножа определяет быстрое его истирание. Поэтому при выборе подобного оборудования следует обращать внимание на параметры установленных ножей.
- Мощность электродвигателя – один из основных показателей, которые следует учитывать при выборе фуговально-рейсмусовых станков. Для домашнего использования приобретают модели с мощностью около 2 кВт. Ее зачастую достаточно для решения бытовых задач. Для промышленного применения выбирают модели, на которых устанавливаются электродвигатели мощностью более 3 кВт. Как правило, питание проходит от сети 220В, но есть варианты исполнения, которые питаются от сети 380В. Трехфазные варианты исполнения имеют повышенное энергопотребление.
- Тип привода, который используется для передачи вращения режущему элементу. Практически все фуговально-рейсмусовые станки имеют клиноременную передачу. Особенностью клиноременной передачи является то, что она может передавать всю мощность с минимальными потерями. При этом изменение диаметров шкивов позволит отрегулировать количество оборотов на выходе. Ремень при повышении нагрузки может проскальзывать на шкиве, что защищает выходной вал электродвигателя от деформации. Существуют и более современные методы защиты электродвигателя от перегрузки, но рассматриваемый самый просто и надежный.
- Уровень шума во время работы можно назвать также важным показателем. Применение деталей, изготовленных с высокой точностью, позволяет снизить уровень шума во время работы.
- Количество ножей также определяет производительность модели. На барабане устанавливается два или более ножей. Фуговально-рейсмусовый станок высокой производительности имеет несколько ножей.
- Максимальная ширина подаваемой заготовки – один из наиболее важных показателей. Как правило, показатель ширины подаваемой заготовки приближен к показателю длины устанавливаемых ножей, но чуть меньше.
- Как ранее было отмечено, рейсмусование и фугование проводится для получения чистовой поверхности при правильной фиксации дерева. Деформация заготовки во время подачи не допускается. Поэтому важным показателем является также то, какие габаритные размеры должна иметь заготовка: длина и толщина.
- Габаритные размеры станка по дереву также играют важную роль. Во время установки станка следует обеспечить доступ к нему со всех сторон. При выборе модели следует обращать внимание на ее длину и ширину, высота, как правило, стандартная.
- Тип станины также можно назвать важным параметром. Станина используется для базирования оборудования, а также гашения вибрации. При изготовлении зачастую используется металл. Вид конструкции станины определяет устойчивость фуговально-рейсмусового станка.
- Вес конструкции – следующий критерий выбора. Чем больше вес, тем больше требований к ее установке. Тяжелые фуговально-рейсмусовые станки следует устанавливать на специальные фундаментные плиты. Обычные варианты исполнения для дома имеют вес всего несколько десятков килограмм, что позволяет их устанавливать без создания специального основания.
- Глубина строгания за один проход может быть различной. Этот показатель является важным критерием, так как определяет производительность выбранной конструкции. Большая часть моделей рассматриваемого типа оборудования способны проводить снятие за один проход слой материала толщиной до 5 миллиметров. Однако это не значит, что при чистовом проходе можно выставить подобное значение. С повышением чистоты вращения барабана с лезвиями значительно снижается и глубина строгания.
- Угол наклона параллельного упора. Параллельный упор определяет возможность обработки заготовки под углом. Это зачастую необходимо для образования фасок и наклонных поверхностей.
- Подача может быть ручной и автоматической при помощи упора. При ручной подаче проводится черновое снятие материала, при автоматической – чистовое. Автоматическую подачу можно охарактеризовать скоростью. Как правило, она составляет около 10 м/мин. Некоторые модели позволяют регулировать скорость подачи.
Вышеприведенные моменты можно назвать основными. Практически все современные модели имеют схожие характеристики. Поэтому провести выбор довольно просто.
В заключение отметим, что есть несколько производителей, которые проводят производство фуговально-рейсмусовых станков, используемых для фугования и рейсмусования. Бытовой вариант исполнения может стоить около 500$. Производят оборудование как российские, так и зарубежные компании. Примером можно назвать станки фирмы JET или MAKITA, PARITET и Metado. Популярность некоторых брендов высока, другие менее востребованы. Цена может зависеть не только от функциональности, мощности и других характеристик, но и ценовой политики производителя бренда.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фуговально-рейсмусовые станки по дереву в России
Warning: session_start(): open(/home/prostank/tmp/sessions/sess_fd5527ce332842ff96554ddbc056212d, O_RDWR) failed: No space left on device (28) in /home/prostank/public_html/include/config.php on line 13
Warning: session_start(): Failed to read session data: files (path: /home/prostank/tmp/sessions) in /home/prostank/public_html/include/config.php on line 13
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:13) in /home/prostank/public_html/include/csrf-magic.php on line 236
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:13) in /home/prostank/public_html/include/functions.users.php on line 175
- Главная
- Продажа
- Столярное оборудование
- Фуговально-рейсмусовый станок по дереву
Вы можете очень быстро сравнить цены фуговально-рейсмусового станка по дереву и подобрать оптимальные варианты из более чем 37101 предложений
Рейсмусовый станок по дереву LIGA P630SПредназначены для строгания заготовок из массива древесины (досок, брусков, щитов) и получения деталей калиброванных по толщине. Металлоемкая конструкция станка 855кг, гарантирует стабильную работу…
Комбинированный фуговально-рейсмусовый станок MSP-415Состояние: Новый Производитель: Rojek (Чехия)
В наличии
Назначение Фуговально-рейсмусовый станок относится к классу комбинированных деревообрабатывающих машин. Чешский станок MSP предназначен для двух самых распространенных на деревообрабатывающих…
06.01.2019 Казань (Россия)
Фуговально-рейсмусовый станок hmc 2600ciСостояние: Новый
В наличии
Фуговально-рейсмусовый станок hmc 2600ci представляет собой комбинированный станок (фуганок-рейсмус) от одного из ведущих немецких производителей.Предлагаемый станок имеет прочную и устойчивую…
28.12.2018 Санкт-Петербург (Россия)
Фуговально-рейсмусовый станок ROJEK MSP 415Состояние: Б/У Год выпуска: 2004
Фуговально-рейсмусовый станок ROJEK MSP 415. Производство Чехия. Покупался в Интервеспе. Полностью рабочее состояние.Имеются документы и инструкция.Производство Чехия. Покупался в Интервеспе….
29.09.2018 Ростов-на-Дону (Россия)
65 000
фуговально-рейсмусовый станок JPT-410HHСостояние: Новый Производитель: Швеция (Швеция)
В наличии
фуговально-рейсмусовый станок JPT-410HH 380B куплен в августе прошлого года, фирма JET Швеция, практически новый в упаковке. Цена 185 000 р.Мощность Выходная 3,0 кВт / S1 100%Мощность…
10.07.2017 Куровское (Россия)
180 000
Фуговально-рейсмусовый станок FS32Состояние: Новый Производитель: ZMM STOMANA (Болгария)
Фуговально-рейсмусовый станок промышленного класса предназначен для обработки деталей из дерева или подобных дереву материалов (древесноволокнистые плоскости, плиты из древесных опилок,…
06.01.2019 Казань (Россия)
Комбинированный фуговально-рейсмусовый станок MSP-315Состояние: Новый Производитель: Rojek (Чехия)
Назначение Фуговально-рейсмусовый станок относится к классу комбинированных деревообрабатывающих машин. Чешский станок MSP предназначен для двух самых распространенных на деревообрабатывающих…
06.01.2019 Казань (Россия)
Комбинированный фуговально-рейсмусовый станок SP-410Состояние: Новый Производитель: Rojek (Чехия)
Назначение Фуговально-рейсмусовый станок является комбинированной деревообрабатывающей машиной. Чешский SP410 предназначен для двух самых распространенных на деревообрабатывающих производствах…
06.01.2019 Казань (Россия)
Фуговально-рейсмусовый станок HAMMER А3-41Состояние: Б/У Год выпуска: 2015 Производитель: Фельдер (Австрия)
Продается Фуговально-рейсмусовый станок HAMMER А3-41. Станок приобретен в компании Фельдер групп в 2015г, пуско-наладочные работы произведены в июле того же года…Строгальный вал со спиральным…
02.11.2017 Тюмень (Россия)
250 000
Фуговально-рейсмусовый станок Warrior AD30Состояние: Новый Производитель: Harvey (Китай)
В наличии
Сверхбыстрый переход с функций фугования на обработку по толщине. Параллельный упор можно не снимать. Увеличенный параллельный упор из прессованного алюминия с боковыми фиксирующими элементами….
06.01.2019 Казань (Россия)
Фуговально-рейсмусовый станок KAD 320Состояние: Новый Производитель: ZMM Yakoruda (Болгария)
В наличии
При рейсмусовании фуговальные столы откидываются. Ножевой вал при рейсмусовании находится в кожухе с патрубком под стружкоотсос. Столы литые. При рейсмусовании…
www.prostanki.com