Г 80 – Genesis G80 (2018-2019) цена и характеристики, фото и обзор
alexxlab | 23.07.2019 | 34 | Вопросы и ответы
ГЕНЕРАТОР Г-80 ТРАКТОРА ДТ-20
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
ГЕНЕРАТОР Г-80 ТРАКТОРА ДТ-20
На тракторе установлен двухполюсный генератор постоянного тока параллельного (шунтового) возбуждения закрытого исполнения типа Г-80. Номинальный ток генератора 10 а. Генератор (рис. 97), смонтированный на кронштейне с правой стороны двигателя, приводится во вращение ременной передачей привода вентилятора. Натяжение ремня регулируют винтом кронштейна генератора.
Внутри корпуса на двух шариковых подшипниках 1 и 8 (рис. 98) вращается вал 5 якоря генератора. На наружном конце вала установлен шкив 9. Подшипники, установленные в передней 6 и задней 3 крышках, уплотнены фетровыми кольцами 2. На валу якоря размещены его обмотка и коллектор, к которому прижаты пластинчатыми пружинами две щетки 10 и 12. Положительная щетка 12 изолирована от корпуса генератора и соединена с изолированным от корпуса выводным зажимом с меткой Я. Вторая щетка 10 — отрицательная, соединена с корпусом генератора. Внутри корпуса закреплена обмотка 4 возбуждения генератора. Она соединена одним концом с корпусом, а вторым—с выводным зажимом, изолированным от корпуса и имеющим метку Ш.
Для надежного электрического соединения корпуса генератора с массой трактора поставлен винт-зажим с меткой М. Защитная лента 11 с уплотняющей прокладкой закрывает окна в корпусе генератора, которые служат для доступа к щеткам и коллектору. Зажимы Я, Ш и М генератора соединены проводами с зажимами реле-регулятора, имеющими такую же маркировку.
Рис. 97. Установка генератора:
1 — передний кронштейн двигателя;
2 — натяжной болт; 3 — кронштейн генератора; 4 — рычаг; 5 — генератор;
6 — ремень привода вентилятора.
Рис. 98. Генератор:
I — задний шарикоподшипник; 2 — фетровое уплотнение; 3 — задняя крышка; 4 — обмотка возбуждения; 6 — вал якоря; 6 — передняя крышка; 7 — масленка; 8 — передний шарикоподшипник; 9-шкив генератора; 10 — щетка; 11 — защитная лента; 12 —щетка; Мл Я и зажимы на корпусе генератора.
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
zinref.ru
6П80г Станок горизонтальный консольно-фрезерныйсхемы, описание, характеристики
Сведения о производителе горизонтального консольно-фрезерного станка 6П80г
Горизонтальный консольно-фрезерный станок 6П80Г выпускался Вильнюсским станкостроительным заводом “Жальгирис”.
Первую продукцию станкостроительный завод «Жальгирис» выпустил в 1947 году. Завод специализировался сначала на производстве сверлильных и поперечно-строгальных станков, затем выпускал главным образом горизонтальные, вертикальные, универсальные фрезерные станки, фрезерные полуавтоматы, универсальные прецизионные специализированные фрезерные станки.
Станки, выпускаемые Вильнюсским станкостроительным заводом “Жальгирис”
6П80г Станок горизонтальный консольно-фрезерный универсальный. Назначение и область применения
Горизонтальный консольно-фрезерный станок 6П80г – базовая модель, на базе которой были разработаны модели:
- 6п10, 6п10м – станок вертикальный консольно-фрезерный;
- 6п80 – станок горизонтальный консольно-фрезерный с поворотным столом;
- 6п80ш – станок широкоуниверсальный консольно-фрезерный.
Станок предназначен для фрезерования различных деталей из стали, чугуна и цветных металлов сравнительно небольших размеров. Обработка деталей осуществляется цилиндрическими, дисковыми, фасонными, угловыми, модульными и торцовыми фрезами как встречным, так и попутным фрезерованием. Станок используется в условиях индивидуального и серийного производства. При наличии делительной головки можно фрезеровать прямозубые шестерни, рейки, канавки и т. п.
Достаточная мощность приводов и широкий диапазон скоростей и подач позволяют успешно работать на станке, как быстрорежущими фрезами, так и фрезами, оснащенными пластинками твердого сплава.
Принцип работы горизонтального фрезерного станка 6П80г
Обрабатываемые детали устанавливают непосредственно на столе, в тисках или специальных приспособлениях. Для обработки деталей в нескольких позициях широко используется универсальная делительная головка, которая позволяет производить делительные повороты детали на требуемое количество равных частей. Насадные фрезы, цилиндрические, дисковые и др., устанавливают на шпиндельных оправках, хвостовые — непосредственно в шпинделе или в цанговом патроне.
При установке фрез на оправках последние одним концом вставляют в конус шпинделя, а другим — в отверстие подвески.
Торцовые фрезерные головки закрепляют на торце шпинделя. Настройка станка в соответствии с конфигурацией и размерами обрабатываемой детали производится перемещением стола В, поперечных салазок Д и консоли Е.
Класс точности станка Н по ГОСТ 8—77.
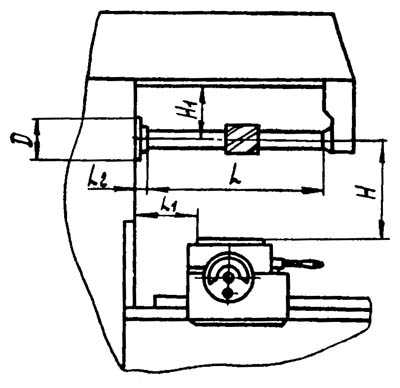
Габаритные размеры рабочего пространства фрезерного станка 6П80г
Габарит рабочего пространства фрезерного станка 6П80г
Расположение органов управления фрезерным станком 6П80г. Смотреть в увеличенном масштабе
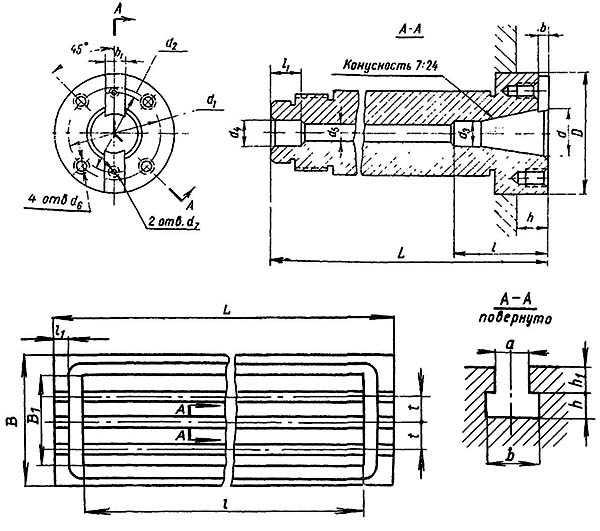
Параметры шпинделя
- D – 88,882 мм
- d – 44,45 мм
- d1 – 66,7 мм
- d2 – 66,7 мм
- d3 – 25,32 мм
- d4 – 22 мм
- d5 – 17 мм
- d6 – М12 мм
- h – 16 мм
- L – 542 мм
- l – 100 мм
- l1 – 20 мм
- b – 8 мм
- b1 – 15,888 мм
Параметры стола
- B – 200 мм
- L – 870 мм
- B1 – 140 мм
- l – 716 мм
- l1 – 24 мм
- t – 45 мм
- h – 11 мм
- h1 – 13 мм
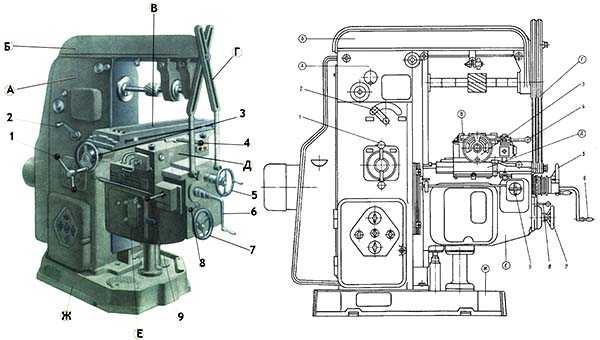
Общий вид горизонтального консольно-фрезерного станка 6П80г
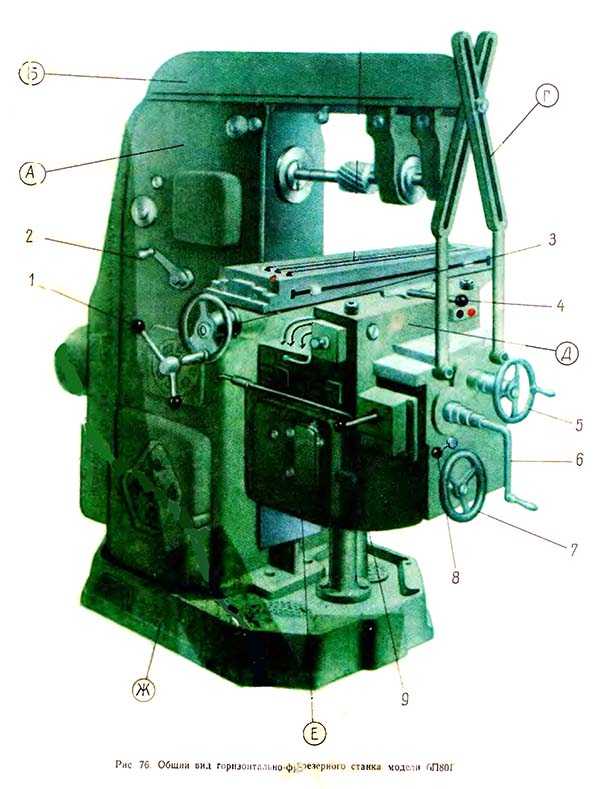
Фото фрезерного станка 6П80г
Расположение органов управления фрезерным станком 6П80г
Расположение органов управления фрезерным станком 6П80г
Расположение органов управления фрезерным станком 6П80г. Смотреть в увеличенном масштабе
Горизонтальный консольно-фрезерный станок 6П80Г. Основные узлы станка:
- (А) — станина с коробкой скоростей и шпиндельным узлом;
- (Б) — хобот с подвеской;
- (В) — стол;
- (Г) — дополнительная связь консоли с xоботом;
- (Д) — поперечные салазки;
- (Е) — консоль с коробкой подач;
- (Ж) — основание станка.
Перечень органов управления фрезерным станком 6П80г
- рукоятка для переключения коробки скоростей;
- рукоятка для переключения перебора шпинделя;
- маховичок ручного продольного перемещения стола;
- рукоятка включения продольной подачи стола;
- маховичок ручного поперечного перемещения стола;
- рукоятка ручного вертикального перемещения консоли;
- маховичок для переключения коробки подач;
- рукоятка переключения перебора коробки подач;
- рукоятка для включения и реверсирования поперечной и вертикальной подач стола.
Кинематическая схема горизонтального консольно-фрезерного станка 6п80г

Кинематическая схема фрезерного станка 6п80г
Схема кинематическая консольно-фрезерного станка 6П80г. Смотреть в увеличенном масштабе
Схема кинематическая консольно-фрезерного станка 6П80г. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с фрезой;
- Движение подачи – Подачами являются перемещения стола с обрабатываемой деталью в продольном, поперечном и вертикальном направлениях;
- Вспомогательные движения — быстрые перемещения стола в тех же направлениях.
Конструктивные особенности консольно-фрезерного станка 6п80г
Станок имеет разделенный привод движения резания, т. е. коробка скоростей смонтирована в станине в виде отдельного узла, а вращение шпинделю передается клиновыми ремнями. Это обеспечивает безвибрационную работу станка даже на самых высоких числах оборотов шпинделя.
Шпиндель смонтирован на прецизионных двойных роликовых подшипниках серии 3182100 высокой жесткости. Шпиндель разгружен от изгибающих усилий со стороны ременной передачи, так как приводной шкив установлен на независимых подшипниках. Для более равномерного вращения шпинделя его приводная шестерня сделана массивной, поэтому она одновременно выполняет роль маховика. Быстрая остановка вращения шпинделя обеспечивается наличием тормоза с электромагнитным приводом.
Станок имеет две подвески хобота: одну на подшипниках качения, предназначенную для скоростных работ; другую на подшипниках скольжения, обеспечивающую работу с фрезами диаметром менее 75 мм. Для повышения жесткости системы хобот Б может быть соединен с консолью Е дополнительной связью Г.
В приводе подач имеется шариковая предохранительная муфта, исключающая возможность поломки элементов привода при чрезмерном увеличении нагрузки.
Для фрезерования попутным методом в приводе продольной подачи стола (предусмотрен механизм для периодического устранения зазора между ходовым винтом и гайками.
Движение резания. Привод движения резания состоит из коробки скоростей, клиноременной передачи с натяжным устройством и перебора.
Фланцевый электродвигатель мощностью 2,8 кВт (рис. 77, а) связан с валом I коробки скоростей упругой муфтой. В коробке скоростей имеется тройной Б1 и двойной Б2 передвижные блоки шестерен, обеспечивающие валу III шесть различных скоростей вращения, которые через шестерни 26—22 натяжного устройства и клиноременную передачу 210—210 сообщаются полому валику V, находящемуся на шпинделе.
От этого валика вращение передается шпинделю VII через перебор, когда муфта М1 (выключена, а блок шестерен Б3 введен в зацепление с шестернями 31 и 71 (как показано на схеме), или вращение передается непосредственно, когда муфта М1 включена, а шестерни блока Б3 выведены из зацепления. Переключения муфты M1 и блока Б3 сблокированы и осуществляются одной рукояткой. Всего шпинделю сообщается 12 различных скоростей (рис. 77, 6).
Устройство и работа горизонтального станка 6П80г
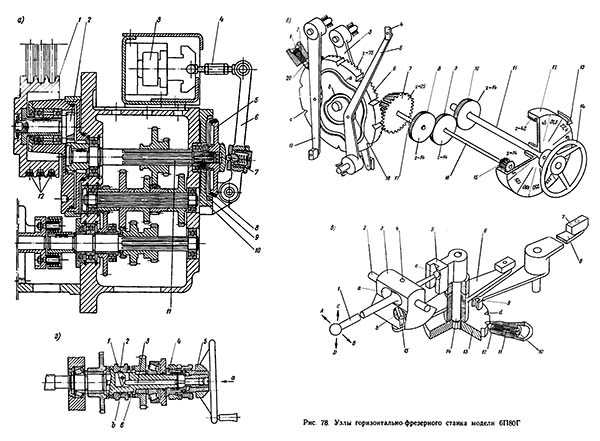
Узлы станка модели 6П80Г
Узлы горизонтального фрезерного станка 6п80г
Узлы горизонтального фрезерного станка 6п80г. Смотреть в увеличенном масштабе
Тормоз и натяжное устройство
На рис. 78, а показан разрез коробки скоростей. На конце шлицевого вала II насажен тормозной диск 5 с пластмассовой фрикционной конической обкладкой 8. На корпусе коробки неподвижно закреплен фланец 10 с металлическим кольцом 9. С нижней частью фланца 10 соединен качающийся рычаг 6, второй конец которого с помощью стяжки 4 связан с якорем электромагнита 3. В рычаге 3 заложен подпружиненный шарик 7, который через шайбу упирается в торец тормозного диска 5.
При отключении электродвигателя автоматически включается электромагнит 3, благодаря чему производится торможение привода движения резания.
Натяжение клиновых ремней 12 осуществляется за счет поворота кронштейна 2 со шкивом 1 относительно вала II.
Механизм переключения коробки подач
Однорукояточное управление коробкой подач (рис. 78, б) состоит из передающей части, исполнительного механизма и указателя величины подач.
Вращением маховика 14, закрепленного на валу II. движение колесами 10—9—8 передается валику 17, на конце которого на шпонке установлена коническая шестерня 7. Находясь в постоянном зацеплении с зубьями диска 6, шестерня 7 сообщает ему вращательное движение.
Диск 6 имеет три торцовых криволинейных паза: два из них а и b расположены с передней стороны, а третий (на рисунке не виден) — со стороны зубчатого венца. В криволинейные пазы диска входят ролики 18, установленные на качающихся рычагах 3 5 и 19.
Эти рычаги при вращении диска 6 поворачиваются на определенный угол относительно своих осей в зависимости от кривизны пазов. Сухари 4, смонтированные на концах рычагов 3, 5 и 19 входят в кольцевые выточки блоков шестерен и перемещают их в требуемое положение для данной величины подачи.
Диск 6 имеет по периферии 12 V-образных канавок с, в которые входит фиксатор 20, подпираемый пружиной 2. Натяжение пружины регулируется резьбовой пробкой 1. Таким образом, диск 6 в соответствии с количеством ступеней подач имеет 12 фиксированных положений.
Из соотношения чисел зубьев цилиндрических и конической передач видно, что диск 6 сделает полный оборот за три оборота маховика 14. Указатель 12 имеет внутренние зубья, с которыми зацепляется шестерня 15, закрепленная на валу 16. Передаточное отношение передачи с внутренним зацеплением также 1:3, следовательно, одному обороту диска 6 соответствует один оборот указателя 12, на передней стенке которого нанесены цифры величин продольных подач. Стрелка 13 указывает величину продольной подачи для данного положения механизма.
Механизм включения вертикальных и поперечных подач
Вертикальные и поперечные механические подачи включаются одной рукояткой 1 (рис. 78, в) по мнемоническому правилу, т. е. куда поворачивается рукоятка, в том направлении и будет происходить подача стола. Рукоятка 1 закреплена на оси 4 в барабанном кулачке 3. Последний установлен на поворотных цапфах 2 в консоли станка.
Шаровой конец с рукоятки 1 входит в продольный паз коромысла 5, жестко закрепленного на валу 14. На нижнем конце вала установлен на шпильке фиксирующий диск 13 с кривошипным пальцем 9. В диске имеются три V образных углубления, в которые под действием пружины 11 заскакивает фиксатор 12. Резьбовая пробка 10 служит для регулирования силы нажима на фиксатор. Кривошипный палец 9 входит в продолговатый паз двуплечего рычага 8, на противоположном конце которого расположен бронзовый сухарь 7. Последний входит в кольцевую выточку двусторонней кулачковой муфты М6 (рис. 77, а) включения поперечных подач. При нажиме на рукоятку 1 (рис. 78, в) в направлении стрелки А и В поворачивается диск 13 с кривошипным пальцем 9. Палец поворачивает рычаг 8, включая поперечную подачу в соответствующем направлении.
Включение вертикальных подач производится при нажиме на рукоятку 1 в направлении стрелок С и D. В этом случае на цапфах 2 поворачивается барабанный кулачок 3 и винтовым пазом b, расположенным на его нижней цилиндрической поверхности, нажимает на ролик 15, заставляя поворачиваться двуплечий рычаг 6, несущий на конце бронзовый сухарь. Этот сухарь входит о кольцевую выточку двусторонней кулачковой муфты М5 (рис. 77, а) и включает вертикальные подачи стола.
Блокировочный механизм включения подач
Для предохранения рабочего от травмирования маховиком ручного поперечного перемещения стола или рукояткой ручного вертикального перемещения консоли предусмотрены блокировочные механизмы.
При нейтральном положении двусторонней кулачковой муфты (рис. 78, г), когда механическая подача выключена, маховик 5 ручного перемещения может быть сдвинут в направлении стрелки а и войти в зацепление своими торцовыми кулачками с полумуфтой 4, закрепленной на поперечном ходовом винте 6, благодаря чему может производиться ручное поперечное перемещение стола.
В этом случае верхний конец собачки 2 располагают во внутренней выточке муфты Л вследствие чего стержень 3 не препятствует осевому смещению маховика 5. Однако при включении механической подачи в том или ином направлении муфта 1 нажимает на собачку 2, а последняя выталкивает вправо стержень 3 и выводит маховичок 5 из зацепления с полумуфтой 4.
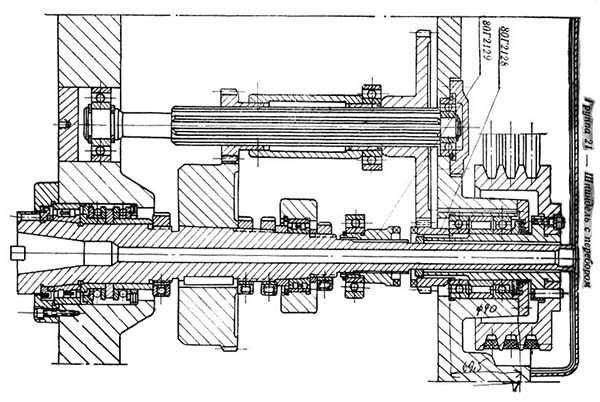
Шпиндель горизонтального фрезерного станка 6п80г
Шпиндель горизонтального фрезерного станка 6п80г. Смотреть в увеличенном масштабе
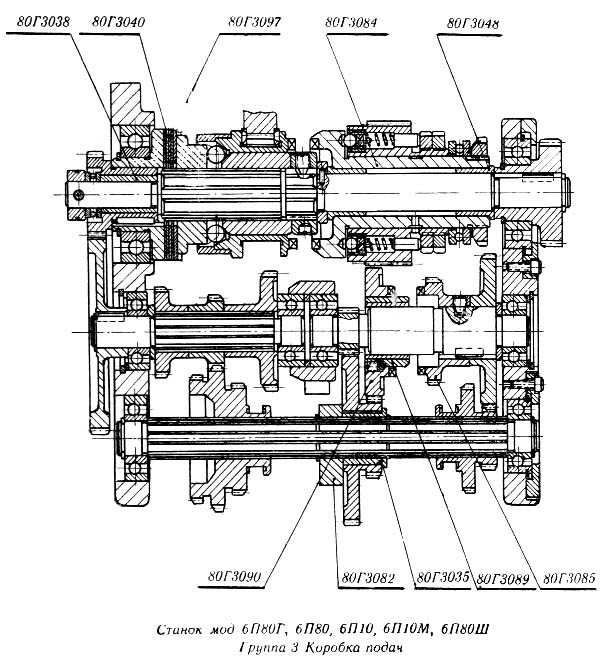
Коробка подач горизонтального фрезерного станка 6п80г
Схема электрическая вертикально-фрезерного станка 6П80г
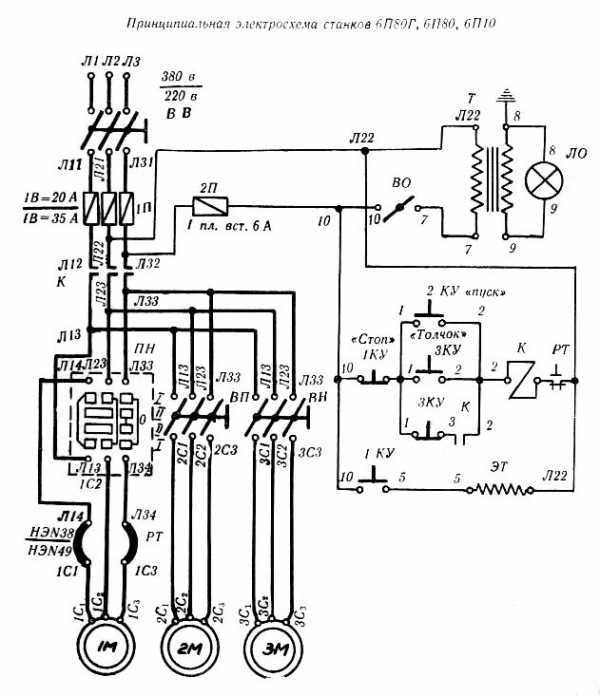
Электрическая схема фрезерного станка 6П80г
Технические характеристики станков моделей 6П80г
| Наименование параметра | 6п80г | 6н80г | 6р80г | 6т80г |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 |
| Наибольшие размеры устанавливаемой детали (длина х ширина х высота), мм | 500 х 160 х 300 | 800 х 260 х 450 | ||
| Наибольшие размеры обрабатываемой детали (длина х ширина х высота), мм | 550 х 210 х 330 | |||
| Наибольшая масса обрабатываемой детали, кг | 150 | 200 | ||
| Расстояние от оси шпинделя до хобота, мм | 140 | 123 | 123 | |
| Расстояние от оси шпинделя до поверхности стола, мм | 0..300 | 20..320 | 20..320 | 0..360 |
| Расстояние от торца шпинделя до подшипника серьги, мм | 441 | 440 | 450 | |
| Расстояние от задней кромки стола до вертикальных направляющих станины (вылет), мм | 240 | 75..235 | 80..240 | |
| Расстояние от задней кромки стола до торца шпинделя, мм | 198 | |||
| Шпиндель горизонтальный | ||||
| Частота вращения шпинделя, об/мин | 50..2240 | 50..2240 | 50..2240 | 50..2240 |
| Количество скоростей шпинделя | 12 | 12 | 12 | |
| Наибольший крутящий момент на шпинделе, Н*м | 158 | 155 | ||
| Конец шпинделя ГОСТ 836-72 (ГОСТ 24644) | № 2 | Конус 40 | Конус 40 | |
| Стол. Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 560 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 220 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 355 |
| Угол поворота стола, град | – | – | – | – |
| Пределы продольных подач стола (X), мм/мин | 22,4..1000 | 25..1120 | 20..1000 | |
| Пределы поперечных подач стола (Y), мм/мин | 16..710 | 25..1120 | 20..1000 | |
| Пределы вертикальных подач стола (Z), мм/мин | 8..355 | 12,5..560 | 10..500 | |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 18 | |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 2,8/ 2,0/ 0,8 | 2,3/ 1,6/ 0,8 | 2,3/ 2,3/ 1,1 | 3,35/ 1,7 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,06/ 0,02 | 0,06/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 5/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кН | 700/ 500/ 500 | |||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | ||
| Блокировка раздельного включения подач | Есть | Есть | ||
| Торможение шпинделя | Есть | Есть | ||
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | |
| Автоматическая прерывистая подача | Есть | Есть | ||
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель привода подач, кВт | 0,6 | 0,6 | 0,8 | 0,75 |
| Электродвигатель зажима инструмента, кВт | – | – | – | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,125 | |
| Суммарная мощность всех электродвигателей, кВт | 3,925 | 3,87 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1720 х 1785 х 1575 | 1380 х 1860 х 1530 | 1445 х 1875 х 1730 | 1505 х 1900 х 1808 |
| Масса станка, кг | 1350 | 1150 | 1300 | 1340 |
Связанные ссылки
Каталог справочник горизонтальных фрезерных станков
Паспорта и схемы к горизонтальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| 1. |
Земснаряд Земснаряд 2012 г. 26.03.2017 |
Сергей
г. Северодвинск |
4 000 000 | |
| 2. |
Земснаряд Земснаряд 2012 г. 31.01.2017 |
Сергей
г. Северодвинск |
4 000 000 | |
| 3. |
Земснаряд Земснаряд 2011 г. 31.08.2016 |
Константи
г. Раменское |
3 500 000 | |
| 4. |
УГМЗ 1400/40 (ГРУ1800-30) Земснаряд 2013 г., 300 ч. 01.02.2017 |
Уральский гидромеханический завод
г. Челябинск |
4 350 000 | |
| 5. |
Земснаряд 1600/25 дизельный б/у Земснаряд 2009 г. 20.01.2017 |
Производство Земснарядов
г. Великий Новгород |
5 000 000 | |
| 6. |
Земснаряд ЛС-27-40 Земснаряд 2014 г. 17.10.2014 |
ЗМК г. Челябинск |
4 000 000 | |
| 7. |
ЦСМЗ 1400/40 (ГРУ1800-30) Земснаряд 2014 г., 300 ч. 01.02.2017 |
Уральский гидромеханический завод
г. Санкт-Петербург |
4 350 000 | |
| 8. |
Земснаряд Земснаряд 2016 г. 15.12.2016 |
УГМЗ, АО
г. Калининград |
4 000 000 | |
| 9. |
Земснаряд Земснаряд 2016 г. 04.12.2016 |
АО УГМЗ
г. Новосибирск |
4 000 000 | |
| 10. |
Земснаряд Земснаряд 2016 г. 02.12.2016 |
УГМЗ, АО
г. Воронеж |
4 000 000 |
www.stroyteh.ru
6Н80 Станок горизонтальный консольно-фрезерный с поворотным столом
Универсальный консольно-фрезерный станок 6н80 и горизонтальный консольно-фрезерный станок 6н80Г выпускался Вильнюсским станкостроительным заводом “Жальгирис”.
Первую продукцию станкостроительный завод «Жальгирис» выпустил в 1947 году. Завод специализировался сначала на производстве сверлильных и поперечно-строгальных станков, затем выпускал главным образом горизонтальные, вертикальные, универсальные фрезерные станки, фрезерные полуавтоматы, универсальные прецизионные специализированные фрезерные станки
Станки, выпускаемые Вильнюсским станкостроительным заводом “Жальгирис”
6н80 Станок горизонтальный консольно-фрезерный с поворотным столом – универсальный. Назначение и область применения
Консольно-фрезерные станки моделей 6н80, 6н80Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д. На станке модели 6н80 можно фрезеровать всевозможные спирали, для чего стол его поворачивается вокруг своей вертикальной оси.
Особенности конструкции и принцип работы станка
Горизонтально-фрезерный станок модели 6н80Г — базовая модель, а универсально-фрезерный модели 6н80 и вертикально-фрезерный модели 6н10 — его модификации.
На универсально-фрезерном станке модели 6н80 при помощи универсальной делительной головки можно фрезеровать спиральные канавки на цилиндрических деталях, а также производить различные фрезерные работы, связанные с поворотом детали на заданную величину.
Накладная поворотная фрезерная головка Н80Г.28 с вертикальным шпинделем, поставляемая по особому заказу за отдельную плату, расширяет технологические возможности станков 6н80Г и 6н80.
Станок предназначен для выполнения различных фрезерных работ в условиях единичного и серийного производства.
Шероховатость обработанной поверхности при чистовых режимах резания V 6.
В отличие от ранее выпускавшихся станков данного типа новый станок отличается пониженным шумом, увеличенной долговечностью основных узлов и сохранением норм точности в течение более длительного срока. Электрооборудование смонтировано в просторной нише и отвечает всем современным требованиям. Управление подачами стола раздельное. Имеются защитные устройства, предохраняющие рабочего от стружки и брызг oxлаждающей жидкости. Система охлаждения снабжена быстросъемными отстойниками. Внешний вид станка отвечает современным требованиям промышленной эстетики.
Встраивание станка в автоматическую линию не предусмотрено.
Класс точности станка Н по ГОСТ 8—77.
Габаритные размеры рабочего пространства фрезерного станка 6н80, 6н80Г
Габарит рабочего пространства фрезерного станка 6н80
- D –
- H – 20..320 мм
- h2 – 123 мм
- L – 440 мм
- L1 – 75..235 мм
- L2 –
Общий вид горизонтального консольно-фрезерного станка 6н80, 6н80Г

Фото фрезерного станка 6н80

Фото фрезерного станка 6н80

Фото фрезерного станка 6Н10

Фото фрезерного станка 6Н10. Коробка подач
Расположение составных частей фрезерного станка 6н80, 6н80Г
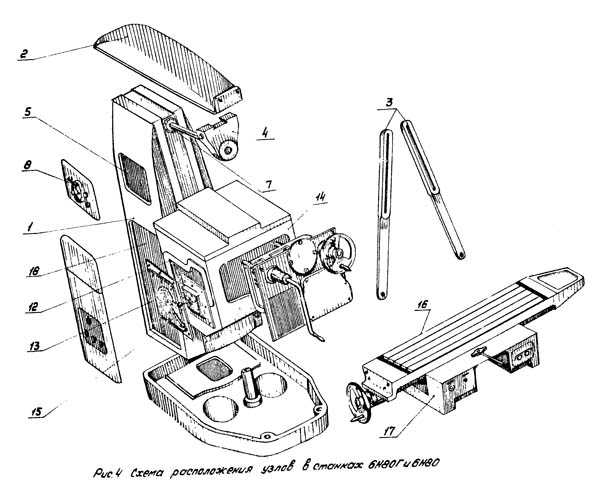
Расположение составных частей фрезерного станка 6н80
Перечень составных частей фрезерного станка 6н80, 6н80г
- Станина – Н80г.10
- Хобот – Н80г.11
- Поддержки – Н80г.12
- Подвеска – Н80г.13
- Главный привод – Н80г.20
- Коробка скоростей (для 6н80ш)-
- Шпиндельный узел (для 6н10 – головка поворотная) – Н80г.21
- Механизм переключения скоростей – Н80г.22
- Механизм переключения скоростей (для 6н80ш) –
- Головка переходная (для 6н80ш) —
- Головка накладная (для 6н80ш) –
- Коробка подач – 80г.30
- Механизм переключения подач – 80г.32
- Консоль – 80г.40
- Механизм переключения поперечных и вертикальных подач – 80г.42
- Стол – Н80г.51
- Салазки – 80г.50
- Электрооборудование – Н80г.8
Расположение органов управления фрезерным станком 6н80, 6н80Г

Расположение органов управления фрезерным станком 6н80
Перечень органов управления фрезерным станком 6н80, 6н80Г
- Рукоятка ручного перемещения консоли
- Рукоятка ручного перемещения салазок
- Рукоятка переключения подач
- Рукоятка включения механической поперечной или вертикальной подачи
- Рукоятка ручного перемещения стола
- Упоры выключения механического перемещения стола
- Рукоятка включения механической продольной подачи
- Кнопки “Пуск” станка
- Кнопка “Стоп” станка
- Рукоятка зажима салазок
- Рукоятка включения ускоренного хода
- Переключатель направления вращения шпинделя
- Выключатель электродвигателя подач
- Выключатель электронасоса охлаждения
- Выключатель электросети
- Рукоятка переключения скоростей
- Зажим хобота
- Рукоятка переключения скоростей шпинделя фрезерной головки
- Кнопка “Толчок” шпинделя
- Упоры выключения механического перемещения салазок
Кинематическая схема фрезерного станка 6н80, 6н80Г
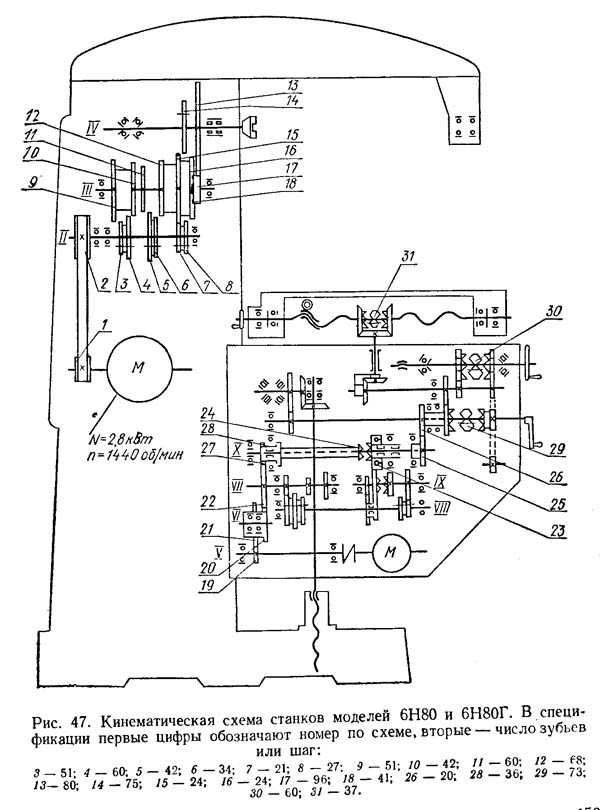
Кинематическая схема фрезерного станка 6н80
1. Схема кинематическая консольно-фрезерного станка 6н80, 6н80Г. Смотреть в увеличенном масштабе
2. Схема кинематическая консольно-фрезерного станка 6н80, 6н80Г. Смотреть в увеличенном масштабе
3. Схема кинематическая консольно-фрезерного станка 6н80, 6н80Г. Смотреть в увеличенном масштабе
4. Схема кинематическая консольно-фрезерного станка 6н80, 6н80Г. Смотреть в увеличенном масштабе
Устройство и работа станка 6н80, 6н80Г
Схема электрическая вертикально-фрезерного станка 6н80

Электрическая схема фрезерного станка 6н80
Схема электрическая консольно-фрезерного станка 6н80. Смотреть в увеличенном масштабе
Электрооборудование фрезерного станка 6н80
Электрооборудование, установленное на станке, рассчитано на напряжение силовой цепи 380 В, 50 Гц трехфазного переменного тока. В цепи управления применены следующие напряжения:
- цепь магнитных пускателей ~ 110 В
- цепь электродинамического торможения ~ 55 В
- цепь электромагнитной муфты — 24 В
- цепь местного освещения ~ 36 В
- цепь сигнальной лампы ~22 В
Включением вводного выключателя ВВ подается напряжение на зажимы Л11, Л21, Л31, т.е. в цепь электродвигателей и цепь управления. При нажатии кнопки 2КУ “ПУСК” срабатывает магнитный пускатель К, который, замкнув свои контакты в силовой цепи, включает электродвигатели привода шпинделя 1п или универсальной головки 4Д (для станка 6н80ш), привода подачи 2Д и электронасос 3Д.
Для раздельной работы электродвигателей имеются выключатели ПН, ПНГ (для станка 6н80Ш), ВП, ВН, которые при необходимости выключают: ПН – электродвигатель привода шпинделя 1Д, ПНГ – электродвигатель привода универсальной головки 4Д (для станка 6н80Ш), ВП – электродвигатель привода подачи 2Д и ВН – электронасос охлаждения 3Д.
Выключателем ПН также меняется направление вращения электродвигателя 1Д, а выключателем ПНГ — Направление вращения электродвигателя 4Д (для станка 6н80Ш).
Нажатием кнопки 1КУ “СТОП” отключается магнитный пускатель К, который, в свою очередь, выключает все электродвигатели. После отключения электродвигателей катушка контактора торможения КТ еще некоторое время остается включенной, питаясь за счет напряжения, индуктированного в статорах двигателей затухающими магнитными полями роторов. При достаточном снижении индуктированного в статорах напряжения контактор КТ отключается и, замкнув свои контакты в точках 2-4 и 20-ЛЗЗ, при нажатой кнопке “СТОП”, подает в цепь статора электродвигателя 1Д или 4Д (для станка 8Н80Ш) постоянный ток. Происходит электродинамическое торможение указанных электродвигателей.
Для кратковременного включения электродвигателя 1Д или 4Д переключении скоростей установлена кнопка “ТОЛЧОК” 8КУ. Местное освещение включается выключателем ВО.
Защита
Защита электрооборудования станка в силовой цепи осуществляется предохранителями 111 и в цепи управления предохранителями 2П и 3П.
Защита электродвигателя привода шпинделя 1Д от перегрузок осуществляется тепловым реле РТ, которое должно быть отрегулировано на ток 6,5 А, а защита электродвигателя универсальной головки – тепловым реле РТГ, которое должно быть отрегулировано на ток 2,7 а. Заземление выполняется согласно ПУЭ.
6н80 Станок горизонтальный консольно-фрезерный с поворотным столом – универсальный. Видеоролик.
Технические характеристики станков моделей 6н80, 6н80Г
| Наименование параметра | 6н80 | 6р80 | 6т80 |
|---|---|---|---|
| Основные параметры станка | |||
| Размеры поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 |
| Наибольшие размеры устанавливаемой детали (длина х ширина х высота), мм | 500 х 160 х 300 | 800 х 260 х 450 | |
| Наибольшие размеры обрабатываемой детали (длина х ширина х высота), мм | 550 х 210 х 330 | ||
| Наибольшая масса обрабатываемой детали, кг | 150 | 200 | |
| Расстояние от оси шпинделя до хобота, мм | 123 | 123 | |
| Расстояние от оси шпинделя до поверхности стола, мм | 20..320 | 20..320 | 0..360 |
| Расстояние от торца шпинделя до подшипника серьги, мм | 440 | 450 | |
| Расстояние от задней кромки стола до вертикальных направляющих станины (вылет), мм | 75..235 | 80..240 | |
| Шпиндель горизонтальный | |||
| Частота вращения шпинделя, об/мин | 50..2240 | 50..2240 | 50..2240 |
| Количество скоростей шпинделя | 12 | 12 | |
| Наибольший крутящий момент на шпинделе, Н*м | 158 | 155 | |
| Конец шпинделя ГОСТ 836-72 (ГОСТ 24644) | № 2 | Конус 40 | Конус 40 |
| Стол. Подачи стола | |||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 560 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 220 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 355 |
| Угол поворота стола, град | ±45° | ±45° | ±45° |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 25..1120 | 20..1000 | |
| Пределы вертикальных подач стола (Z), мм/мин | 12,5..560 | 10..500 | |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 18 | |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, мм/мин | 2,3/ 1,6/ 0,8 | 2,3/ 2,3/ 1,1 | 3,35/ 1,7 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,06/ 0,02 | 0,06/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 5/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кН | 700/ 500/ 500 | ||
| Механика станка | |||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | |
| Блокировка раздельного включения подач | Есть | Есть | |
| Торможение шпинделя | Есть | Есть | |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | |
| Электрооборудование и приводы станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт | 3,0 | 3,0 | 3,0 |
| Электродвигатель привода подач, кВт | 0,6 | 0,8 | 0,75 |
| Электродвигатель зажима инструмента, кВт | – | – | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | |
| Суммарная мощность всех электродвигателей, кВт | 3,925 | 3,87 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1380 х 1860 х 1530 | 1445 х 1875 х 1730 | 1505 х 1900 х 1808 |
| Масса станка, кг | 1150 | 1300 | 1340 |
Связанные ссылки
Каталог справочник горизонтальных фрезерных станков
Паспорта и схемы к горизонтальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru