Гайки с левой резьбой гост – ГОСТ 1759.0-87 (СТ СЭВ 4203-83) Болты, винты, шпильки и гайки. Технические условия (с Изменением N 1)
alexxlab | 07.07.2020 | 0 | Вопросы и ответы
ГОСТ 1759.0-87* «Болты, винты, шпильки и гайки. Технические условия»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ
1759.0-87
(СТ СЭВ 4203-83)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
СОДЕРЖАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
БОЛТЫ, ВИНТЫ И ШПИЛЬКИ Технические условия Bolts, screws and nuts. Specifications |
ГОСТ (СТ СЭВ 4203-83) |
Срок действия с 01.01.89
до 01.01.94
Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705-81 диаметром от 1 до 48 мм.
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек установлены в стандартах на продукцию.
1.2. Допуски размеров, формы и расположения поверхностей болтов, винтов, шпилек и гаек – по ГОСТ 1759.1-82.
Основные отклонения резьбы должны назначаться по ГОСТ 16093-81 в зависимости от требуемой толщины покрытия. Поля допусков резьбы указываются для изделий без покрытия. После нанесения покрытия требования к резьбе в соответствии с ГОСТ 16093-81.
(Измененная редакция. Изм. № 1).
1.3. По требованию потребителя допускается изготовлять болты, винты и шпильки с увеличенной или уменьшенной длиной резьбовой части.
1.4. По соглашению между изготовителем и потребителем допускается изготовлять:
болты, шпильки и гайки с левой резьбой;
болты с одним контровочным отверстием в головке.
1.5. Допускаемые отклонения формы, от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности, должны соответствовать указанным в обязательном приложении 5.
2.1. Внешний вид
2.1.1. Поверхность болтов, пиитов, шпилек и гаек должна быть чистой, без следов коррозии и механических повреждений.
2.1.2. Допускаемые дефекты поверхности болтов, винтов и шпилек – по ГОСТ 1759.2-82.
2.1.3. Допускаемые дефекты поверхности гаек - по ГОСТ 1759.3-83.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме установочных) и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.4-87.
2.2.2. Механические свойства установочных винтов и аналогичных крепежных изделий, не работающих на растяжение, из углеродистых нелегированных и легированных сталей – по ГОСТ 25556-82.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5-87.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также рекомендуемые марки сталей – по табл. 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов – по табл. 3 и 4.
2.2.6. Допускается изготовлять болты, винты, шпильки и гайки из материалов и сплавов, не предусмотренных в табл. 1-4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя крепежные изделия из латуни, изготовленные холодной высадкой, должны подвергаться термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны изготовляться с одним из видов покрытий по табл. 5 или без покрытий.
Допускается применять другие виды покрытий – по ГОСТ 9.303-84.
2.3.2. Выбор толщины покрытий – по ГОСТ 9.303-84.
2.3.3. Технические требования к покрытиям – по ГОСТ 9.301-86.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
|
Условное обозначение группы |
Временное сопротивление sв, Н/мм2 |
Предел текучести, s |
Относительное удлинение d5, % |
Ударная вязкость KCU, Дж/см2 |
Напряжение от пробной нагрузки sп, Н/мм2 |
Сталь |
|
|
|
Марка |
Обозначение стандарта |
|||||||
|
Не менее |
|
|||||||
| 21 |
510 |
195 |
35 |
Не регламентируется |
175 |
12Х18Н10Т 12Х18Н9Т 10Х17Н13М2Т 10Х17Н13М3Т 06ХН28МДТ |
ГОСТ 5632-72 |
|
|
22 |
590 |
345 |
20 |
60 |
|
12Х13 08Х21Н6М2Т |
|
|
|
23 |
690 |
540 |
12 |
60 |
485 |
20Х13 14Х17Н2 |
|
|
|
24 |
880 |
540 |
8 |
30 |
485 |
10Х11Н23Т3МР |
|
|
|
25 |
735 |
10 |
30 |
660 |
13Х11Н2В2МФ |
|
||
|
25Х1МФ; 25Х2М1Ф |
ГОСТ 20072-74 |
|
||||||
|
26 |
1080 |
835 |
10 |
50 |
750 |
07Х16Н6 |
ГОСТ 5632-72 |
|
Таблица 2
Механические свойства гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
|
Условное обозначение группы |
Напряжения от пробной нагрузки sF, Н/мм2, не менее |
Сталь |
|
|
Марка |
Обозначение стандарта |
||
|
21 |
510 |
12Х181-10Т, 12Х18Н9Т 10Х17Н13М2Т 10X17I-113M3T 06ХН28МДТ |
ГОСТ 5632-72 |
|
22 |
590 |
12Х13 08Х21Н6М2Т |
|
|
23 |
690 |
20Х13, 14Х17Н2 |
|
|
24 |
880 |
10Х11Н23Т3МР 13Х11Н2В2МФ |
|
|
25Х1МФ, 25Х2М1Ф 20Х1М1Ф1ТР |
ГОСТ 20072-74 |
||
|
26 |
1080 |
07Х16Н6 |
ГОСТ 5632-72 |
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
|
Условное обозначение группы |
Временное сопротивление sв, Н/мм2 |
Предел текучести, sт (s0,2) Н/мм2 |
Относительное удлинение d5, % |
Твердость по Бринеллю НВ |
Марка материала или сплава |
Обозначение стандарта |
|
Не менее |
||||||
|
31 |
260 |
120 |
15 |
Не регламентируется |
АМг5П Амг5 |
ГОСТ 4784-74 |
|
32 |
310 |
Не регламентируется |
12 |
75 |
Латунь Л63, Латунь ЛС59-1 |
ГОСТ 15527-70 ГОСТ 12920-67 |
|
33 |
Латунь ЛС59-1, антимагнитная Латунь Л63 антимагнитная |
|||||
|
34 |
490 |
Не регламентируется |
Бронза Бp. AМи9-2 |
ГОСТ 18175-78 |
||
|
35 |
370 |
195 |
10 |
Д1, Д1П, Д16, Д16П |
ГОСТ 4784-74 |
|
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
|
Условное обозначение группы |
Напряжения от пробной нагрузки sF, Н/мм2, не менее |
Марка материала или сплава |
Обозначение стандарта |
|
31 |
260 |
АМг5П, АМг5 |
ГОСТ 178-1-74 |
|
32 |
310 |
Латунь ЛС59-1, Л63 |
ГОСТ 15527-70, |
|
33 |
Латунь Л63 антимагнитная Латунь ЛС59-1 антимагнитная |
ГОСТ 12920-67 |
|
|
34 |
490 |
Бронза Бр, АМц 9-2 |
ГОСТ 18175-78 |
|
35 |
370 |
Д1, Д1П, Д16, Д16П |
ГОСТ 4784-74 |
Таблица 5
|
Вид покрытия |
Обозначение покрытия |
|
|
по ГОСТ 9.306-85 |
цифровое |
|
|
Цинковое, хроматированное |
Ц.хр |
01 |
|
Кадмиевое, хроматированное |
Кд. хр |
02 |
|
Многослойное: медь-никель |
М.Н |
03 |
|
Многослойное: медь-никель-хром |
М. Н. X. б |
04 |
|
Окисное, пропитанное маслом |
Хим. Окс. прм |
05 |
|
Фосфатное, пропитанное маслом |
Хим. Фос. прм |
06 |
|
Оловянное |
О |
07 |
|
Медное |
М |
08 |
|
Цинковое |
Ц |
09 |
|
Окисное, наполненное хроматами |
ан. Окс. нхр |
10 |
|
Окисное из кислых растворов |
Хим. Пас |
11 |
|
Серебряное |
Ср |
12 |
|
Никелевое |
Н |
13 |
2.4. Маркировка
2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные следует маркировать знаком класса прочности (или группы материала) и клеймом (товарным знаком завода-изготовителя, а изделия с левой резьбой дополнительно знаком левой резьбы.
Обязательной маркировке подлежат:
болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9;
винты с цилиндрической головкой и шестигранным углублением под ключ и шпильки классов прочности 8.8, 9.8, 10.9, 12.9;
гайки классов прочности 05, 8, 9, 10, 12.
(Измененная редакция. Изм. № 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные методом резания, маркируют по соглашению между изготовителем и потребителем.
2.4.1.3. Знаки маркировки могут быть выпуклыми или углубленными.
2.4.1.4. При маркировке классов прочности допускается не ставить точку, разделяющую первое и второе число знака класса прочности.
При использовании для изделий класса прочности 10.9 низкоуглеродистых мартенситных сталей знак класса прочности должен быть подчеркнут: 10.9 или 109.
(Измененная редакция. Изм. № 1).
2.4.1.5. Размеры знаков маркировки устанавливает завод-изготовитель.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ
2.4.2.1. Маркировке подлежат болты и винты с диаметром резьбы d³6 мм.
2.4.2.2. Знаки маркировки наносят на торцевой или боковой поверхности головки болта или винта (черт. 1). Знаки на боковой поверхности головки должны быть углубленными.
Черт. 1
2.4.2.3. При маркировке выпуклыми знаками допускается увеличение наибольшей предельной высоты головки болта или винта на:
0,1 мм – для изделий с диаметром резьбы d£8 мм;
0,2 мм- » » » » 8 мм<d£12 мм;
0,3 мм- » » » » d>12 мм.
2.4.3. Mapкировка шпилек
2.4.3.1. Маркировке подлежат шпильки с диаметром резьбы d³12 мм. Допускается маркировать шпильки с диаметром резьбы d³8 мм с применением заменительных знаков:
○ – Для класса прочности 8.8;
+ – » » » 9.8;
□ – » » » 10,9;
∆ – » » » 12.9.
2.4.3.2. Знаки маркировки наносят на торце гаечного конца шпильки.
2.4.4. Маркировка шестигранных гаек
2.4.4.1. Маркировке подлежат гайки с диаметром резьбы d³5 мм.
2.4.4.2. Знаки маркировки наносят на одной из торцевых поверхностей. В технически обоснованных случаях допускается наносить знаки маркировки на боковых поверхностях гаек (черт. 2). Знаки должны быть углубленными.
Черт. 2
2.4.4.3. Допускается применение циферблатной маркировки гаек (черт. 3). В этом случае маркировка наносится на фасках выпуклыми или углубленными знаками или на торцевой поверхности углубленными знаками.
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болта, шпильки и навинчивания гайки.
|
Класс прочности |
8 |
9 |
10 |
12 |
|
Циферблатная маркировка гаек |
Черт. 3
2.4.5.2. Знак левой резьбы наносят на торцевой поверхности головки болта, на одной из торцевых поверхностей гайки (черт. 4а), на конце гаечного конца шпильки. В технически обоснованных случаях допускается наносить знак левой резьбы на боковых поверхностях гайки и головках болтов (черт. 4б). В этом случае знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек может заменяться надрезами на ребрах шестигранников (черт. 4в).
Черт. 4
3.1. Правила приемки болтов, винтов, шпилек и гаек – по ГОСТ 17769-83.
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименования или товарного знака завода-изготовителя;
условного обозначения изделия;
перечня и результатов проведенных испытаний;
массы нетто партии;
средств временной противокоррозионной защиты и срока защиты.
Примечание. Допускается вкладывать документ о качестве изделий в тару или контейнер, при этом должна обеспечиваться сохранность его при транспортировании.
2. До 01.01.92 обязательными испытаниями являются:
по ГОСТ 1759.4-87 для классов прочности 8.8-12.9 определение временного сопротивления и определение ударной вязкости; для классов прочности 4.8; 5.8; 6.8 испытание на прочность соединения головки со стержнем;
по ГОСТ 1759.5-87 для классов прочности 8-12 испытание пробной нагрузкой.
Остальные испытания проводят по требованию потребителя
(Измененная редакция. Изм. № 1).
4.1. Контроль внешнего вида болтов, винтов, шпилек и гаек должен производиться без применения увеличительных приборов.
Допускается в спорных случаях использовать лупу с увеличением 2,5-3´.
4.2. Контроль дефектов поверхности болтов, винтов и шпилек – по ГОСТ 1759.2-82.
4.3. Контроль дефектов поверхности гаек – по ГОСТ 1759.3-83.
4.4. Контроль размеров болтов, винтов, шпилек и гаек – по ГОСТ 1759.1-82.
4.5. Притупление углов квадратного подголовка должно проверяться в контрольной матрице с квадратным отверстием, выполненным по 1-му ряду ГОСТ 16030-70. Под головкой болта должна устанавливаться плоская шайба с отверстием диаметром большим диаметра описанной окружности подголовка и толщиной 0,5 высоты подголовка.
Проворачивание подголовка в отверстии контрольной втулки или шаблона не допускается.
4.6. Шероховатость поверхностей болтов, винтов, шпилек и гаек должна проверяться путем сравнения с образцами шероховатости по ГОСТ 9378-75.
Допускается осуществлять контроль шероховатости поверхности при помощи измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки и шероховатость торца стержней кроме установочных винтов, не контролируется.
4.7. Шероховатость резьбы болтов, винтов и шпилек должна проверяться на боковых поверхностях профиля.
Шероховатость резьб, полученных накаткой, и шероховатость резьбы гаек не контролируется и должна обеспечиваться технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий – по ГОСТ 9.302-88.
(Измененная редакция. Изм. № 1).
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей - по ГОСТ 1759.4-87.
4.10. Испытания болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также из цветных сплавов должны проводиться по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4-87.
Разрушающие нагрузки приведены в приложении 2, пробные нагрузки – в приложении 4.
Другие испытания болтов, винтов и шпилек проводятся по соглашению между изготовителем и потребителем.
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5-87.
4.12. Испытания гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также гаек из цветных сплавов пробной нагрузкой должны проводиться по требованию потребителя по методике ГОСТ 1759.5-87.
Пробные нагрузки приведены в приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием, без последующей термообработки, допускается проводить испытание механических свойств на исходном металле или изготовленных из него образцах.
Таблица 6
|
Механические характеристики |
Вид испытаний |
Группы материалов |
||||
|
21 |
22, 23, 24, 25, 26 |
31, 35 |
34 |
32, 33 |
||
|
Временное сопротивление |
Испытание на растяжение |
´ 0 |
´ 0 |
´ 0 |
´ 0 |
´ 0 |
|
Предел текучести |
Испытание на растяжение |
´ |
´ |
´ |
– |
– |
|
Относительное удлинение |
Испытание на растяжение |
´ |
´ |
´ |
´ |
´ |
|
Твердость по Бринеллю |
Измерение твердости |
|
|
|
|
´ 0 |
|
Ударная вязкость |
Испытание ударной вязкости |
|
´ |
|
|
|
0 – для болтов, винтов и шпилек с резьбой d£M 5 или длиной <3d;
´ – для болтов, винтов и шпилек с резьбой d>M 5 и длиной ³3d.
(Измененная редакция. Изм. № 1).
Временная противокоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение – по ГОСТ 18160-72.
Условное обозначение болтов, винтов, шпилек и гаек должно записываться по следующей схеме:
Примеры условных обозначений крепежных изделий.
Винт – по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6е, длиной l=60, класса прочности 5.8, из спокойной сталь с цинковым покрытием толщиной 9 мкм, хроматированным
Винт A2M12´1,25-6e´60.58.C.019 ГОСТ 17473-80
Гайка – по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12´1,25-LH-6Н.05.40Х.016 ГОСТ 5916-70
(Измененная редакция. Изм. № 1).
Примечания:
1. В условном обозначении не указывают:
исполнение 1, крупный шаг резьбы, правую резьбу, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию;
класс точности В, если стандартом на конкретное крепежное изделие предусматривается 2 класса точности (А и В).
2. Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
files.stroyinf.ru
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 1759.0-87
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ
Технические условия
|
Москва |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.89
Настоящий стандарт распространяется на болты, винты, шпильки и гайки с метрической резьбой по ГОСТ 24705*диаметром от 1 до 48 мм.
1.1. Конструкция, размеры и шероховатость поверхности болтов, винтов, шпилек и гаек установлены в стандартах на продукцию.
1.2. Допуски размеров, формы и расположения поверхностей болтов, винтов, шпилек и гаек – по ГОСТ 1759.1.
Основные отклонения резьбы должны назначаться по ГОСТ 16093**в зависимости от требуемой толщины покрытия. Поля допусков резьбы указываются для изделий без покрытия. После нанесения покрытия требования к резьбе в соответствии с ГОСТ 16093.
_______
* С 1 июля 2005 г. введен в действие ГОСТ 24705-2004.
** С 1 июля 2005 г. введен в действие ГОСТ 16093-2004 (здесь и далее).
(Измененная редакция, Изм. № 1).
1.3. По требованию потребителя допускается изготовлять болты, винты и шпильки с увеличенной или уменьшенной длиной резьбовой части.
1.4. По соглашению между изготовителем и потребителем допускается изготовлять:
болты, шпильки и гайки с левой резьбой;
болты с одним контровочным отверстием в головке.
1.5. Допускаемые отклонения формы, от установленной в стандартах на конструкцию болтов, винтов, шпилек и гаек всех классов точности, должны соответствовать указанным в приложении 5.
2.1 Внешний вид
2.1.1. Поверхность болтов, винтов, шпилек и гаек должна быть чистой, без следов коррозии и механических повреждений.
2.1.2. Допускаемые дефекты поверхности болтов, винтов и шпилек – по ГОСТ 1759.2.
2.1.3. Допускаемые дефекты поверхности гаек – по ГОСТ 1759.3.
2.2. Механические свойства и материалы
2.2.1. Механические свойства болтов, винтов (кроме установочных) и шпилек из углеродистых нелегированных и легированных сталей - по ГОСТ 1759.4.
2.2.2. Механические свойства установочных винтов и аналогичных крепежных изделий, не работающих на растяжение, из углеродистых нелегированных и легированных сталей – по ГОСТ 25556.
2.2.3. Механические свойства гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5.
2.2.4. Механические свойства болтов, винтов, шпилек и гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также рекомендуемые марки сталей – по табл. 1 и 2.
2.2.5. Механические свойства болтов, винтов, шпилек и гаек из цветных сплавов, а также рекомендуемые марки сплавов – по табл. 3 и 4.
2.2.6. Допускается изготовлять болты, винты, шпильки и гайки из материалов и сплавов, не предусмотренных в табл. 1 – 4. При этом их механические свойства должны быть не ниже указанных для соответствующих групп.
2.2.7. По требованию потребителя крепежные изделия из латуни, изготовленные холодной высадкой, должны подвергаться термической обработке для снятия внутренних напряжений.
2.3. Покрытия
2.3.1. Болты, винты, шпильки и гайки должны изготовляться с одним из видов покрытий по табл. 5 или без покрытий.
Допускается применять другие виды покрытий – по ГОСТ 9.303.
2.3.2. Выбор толщины покрытий – по ГОСТ 9.303.
2.3.3. Технические требования к покрытиям – по ГОСТ 9.301.
Таблица 1
Механические свойства болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
|
Условное обозначение группы |
Временное сопротивление σв, Н/мм2 |
Предел текучести, σт (σ0,2), Н/мм2 |
Относительное удлинение δ5, % |
Ударная вязкость KCU, Дж/см2 |
Напряжение от пробной нагрузки σп, Н/мм2 |
Сталь |
|
|
|
Марка |
Обозначение стандарта |
|||||||
|
Не менее |
|
|||||||
|
21 |
510 |
195 |
35 |
Не регламентируется |
175 |
12Х18Н10Т |
ГОСТ 5632 |
|
|
12Х18Н9Т |
||||||||
|
10Х17Н13М2Т |
||||||||
|
10Х17Н13М3Т |
||||||||
|
06ХН28МДТ |
||||||||
|
22 |
590 |
345 |
20 |
60 |
310 |
12X13 08Х21Н6М2Т |
|
|
|
23 |
690 |
540 |
12 |
60 |
485 |
20X13 14Х17Н2 |
|
|
|
24 |
880 |
540 |
8 |
30 |
485 |
10Х11Н23Т3МР |
|
|
|
25 |
735 |
10 |
30 |
660 |
13Х11Н2В2МФ |
|
||
|
25Х1МФ; 25Х2М1Ф 20Х1М1Ф1ТР |
ГОСТ 20072 |
|
||||||
|
26 |
1080 |
835 |
10 |
50 |
750 |
07Х16Н6 |
ГОСТ 5632 |
|
Таблица 2
Механические свойства гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре
|
Условное обозначение группы |
Напряжение от пробной нагрузки sF, Н/мм2, не менее |
Сталь |
|
|
Марка |
Обозначение стандарта |
||
|
21 |
510 |
12Х18Н10Т, 12Х18Н9Т 10Х17Н13М2Т 10Х17Н13М3Т 06ХН28МДТ |
ГОСТ 5632 |
|
22 |
590 |
12X13 08Х21Н6М2Т |
|
|
23 |
690 |
20X13, 14Х17Н2 |
|
|
24 25 |
880 |
10Х11Н23Т3МР 13Х11Н2В2МФ |
|
|
25Х1МФ, 25Х2М1Ф 20Х1М1Ф1ТР |
ГОСТ 20072 |
||
|
26 |
1080 |
07Х16Н6 |
ГОСТ 5632 |
Таблица 3
Механические свойства болтов, винтов, шпилек из цветных сплавов при нормальной температуре
|
Условное обозначение группы |
Временное сопротивление σв, Н/мм2 |
Предел текучести σт (σ0,2), Н/мм2 |
Относительное удлинение δ5, % |
Твердость по Бринеллю НВ |
Марка материала или сплава |
Обозначение стандарта |
|
Не менее |
||||||
|
31 |
260 |
120 |
15 |
Не регламентируется |
АМг5П АМг5 |
ГОСТ 4784 |
|
32 |
310 |
Не регламентируется |
12 |
75 |
Латунь Л63, Латунь ЛС59-1 |
ГОСТ 15527 ГОСТ 12920 |
|
33 |
Латунь ЛС59-1 антимагнитная Латунь Л63 антимагнитная |
|||||
|
34 |
490 |
Не регламентируется |
Бронза Бр. АМц9-2 |
ГОСТ 18175 |
||
|
35 |
370 |
195 |
10 |
Д1, Д1П, Д16, Д16П |
ГОСТ 4784 |
|
Таблица 4
Механические свойства гаек из цветных сплавов при нормальной температуре
Таблица 5
|
Вид покрытия |
Обозначение покрытия |
|
|
по ГОСТ 9.306 |
цифровое |
|
|
Цинковое, хроматированное |
Ц. хр |
01 |
|
Кадмиевое, хроматированное |
Кд. хр |
02 |
|
Многослойное: медь – никель |
М. Н |
03 |
|
Многослойное: медь – никель - хром |
М. Н. X. б |
04 |
|
Окисное, пропитанное маслом |
Хим. Окс. прм |
05 |
|
Фосфатное, пропитанное маслом |
Хим. Фос. прм |
06 |
|
Оловянное |
О |
07 |
|
Медное |
М |
08 |
|
Цинковое |
Ц |
09 |
|
Окисное, наполненное хроматами |
Ан. Окс. нхр |
10 |
|
Окисное из кислых растворов |
Хим. Пас |
11 |
|
Серебряное |
Ср |
12 |
|
Никелевое |
Н |
13 |
2.4. Маркировка
2.4.1. Общие правила маркировки
2.4.1.1. Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные следует маркировать знаком класса прочности (или группы материала) и клеймом (товарным знаком) завода-изготовителя, а изделия с левой резьбой дополнительно знаком левой резьбы.
Обязательной маркировке подлежат:
болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8, 9.8, 10.9, 12.9;
винты с цилиндрической головкой и шестигранным углублением под ключ и шпильки классов прочности 8.8, 9.8, 10.9, 12.9;
гайки классов прочности 05, 8, 9, 10, 12.
(Измененная редакция, Изм. № 1).
2.4.1.2. Изделия, не указанные в п. 2.4.1.1 и неуказанных классов прочности, а также изделия, изготовленные методом резания, маркируют по соглашению между изготовителем и потребителем.
2.4.1.3. Знаки маркировки могут быть выпуклыми или углубленными.
2.4.1.4. При маркировке классов прочности допускается не ставить точку, разделяющую первое и второе число знака класса прочности.
При использовании для изделий класса прочности 10.9 низкоуглеродистых мартенситных сталей, знак класса прочности должен быть подчеркнут: 10.9 или 109.
(Измененная редакция, Изм. № 1).
2.4.1.5. Размеры знаков маркировки устанавливает завод-изготовитель.
2.4.2. Маркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ
2.4.2.1. Маркировке подлежат болты и винты с диаметром резьбы d ³ 6 мм.
2.4.2.2. Знаки маркировки наносят на торцевой или боковой поверхности головки болта или винта (черт. 1). Знаки на боковой поверхности головки должны быть углубленными.
Черт. 1
2.4.2.3. При маркировке выпуклыми знаками допускается увеличение наибольшей предельной высоты головки болта или винта на:
0,1 мм – для изделий с диаметром резьбы d £ 8 мм;
0,2 мм – » » » » 8 мм < d £ 12 мм;
0,3 мм » » » » d > 12 мм.
2.4.3. Маркировка шпилек
2.4.3.1. Маркировке подлежат шпильки с диаметром резьбы d ³ 12 мм. Допускается маркировать шпильки с диаметром резьбы d ³ 8 мм с применением заменительных знаков:
○ – для класса прочности 8.8;
+ » » » 9.8;
□ » » » 10.9;
D » » » 12.9.
2.4.3.2. Знаки маркировки наносят на торце гаечного конца шпильки.
2.4.4. Маркировка шестигранных гаек
2.4.4.1. Маркировке подлежат гайки с диаметром резьбы d ³ 6 мм.
2.4.4.2. Знаки маркировки наносят на одной из торцевых поверхностей. В технически обоснованных случаях допускается наносить знаки маркировки на боковых поверхностях гаек (черт. 2). Знаки должны быть углубленными.
2.4.4.3. Допускается применение циферблатной маркировки гаек (черт. 3). В этом случае маркировка наносится на фасках выпуклыми или углубленными знаками или на торцевой поверхности углубленными знаками.
Черт. 2
2.4.5. Маркировка болтов, шпилек и гаек с левой резьбой
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпильки и навинчивания гайки.
Черт. 3
2.4.5.2. Знак левой резьбы наносят на торцевой поверхности головки болта, на одной из торцевых поверхностей гайки (черт. 4а), на конце гаечного конца шпильки. В технически обоснованных случаях допускается наносить знак левой резьбы на боковых поверхностях гайки и головках болтов (черт. 4б). В этом случае знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек может заменяться надрезами на ребрах шестигранников (черт. 4в).
Черт. 4
3.1. Правила приемки болтов, винтов, шпилек и гаек – по ГОСТ 17769.
3.2. Каждая партия крепежных изделий должна сопровождаться документом о качестве с указанием:
наименования или товарного знака завода - изготовителя;
условного обозначения изделия;
перечня и результатов проведенных испытаний;
массы нетто партии;
средств временной противокоррозионной защиты и срока защиты.
Примечания: 1. Допускается вкладывать документ о качестве изделий в тару или конвейер, при этом должна обеспечиваться сохранность его при транспортировании.
2. До 01.01.92 обязательными испытаниями являлись:
по ГОСТ 1759.4 для классов прочности 8.8 – 12.9 определение временного сопротивления и определение ударной вязкости; для классов прочности 4.8; 5.8; 6.8 испытание на прочность соединения головки со стержнем;
по ГОСТ 1759.5 для классов прочности 8 – 12 испытание пробной нагрузкой.
Остальные испытания проводят по требованию потребителя.
(Измененная редакция, Изм. № 1).
4.1. Контроль внешнего вида болтов, винтов, шпилек и гаек должен производиться без применения увеличительных приборов.
Допускается в спорных случаях использовать лупу с увеличением 2,5 – 3х.
4.2. Контроль дефектов поверхности болтов, винтов и шпилек – по ГОСТ 1759.2.
4.3. Контроль дефектов поверхности гаек – по ГОСТ 1759.3.
4.4. Контроль размеров болтов, винтов, шпилек и гаек – по ГОСТ 1759.1.
4.5. Притупление углов квадратного подголовка должно проверяться в контрольной матрице с квадратным отверстием, выполненным по 1-му ряду ГОСТ 16030. Под головкой болта должна устанавливаться плоская шайба с отверстием диаметром большим диаметра описанной окружности подголовка и толщиной 0,5 высоты подголовка.
Проворачивание подголовка в отверстии контрольной втулки или шаблона не допускается.
4.6. Шероховатость поверхностей болтов, винтов, шпилек и гаек должна проверяться путем сравнения с образцами шероховатости по ГОСТ 9378.
Допускается осуществлять контроль шероховатости поверхности при помощи измерительных приборов.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки и шероховатость торца стержней кроме установочных винтов не контролируется.
4.7. Шероховатость резьбы болтов, винтов и шпилек должна проверяться на боковых поверхностях профиля.
Шероховатость резьб, полученных накаткой, и шероховатость резьбы гаек не контролируется и должна обеспечиваться технологией изготовления и инструментом.
4.8. Методы проверки качества и толщины покрытий – по ГОСТ 9.302.
4.9. Методы испытаний и программы испытаний болтов, винтов и шпилек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.4.
4.10. Испытания болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также из цветных сплавов должны проводиться по требованию потребителя в соответствии с табл. 6 по методике ГОСТ 1759.4.
Таблица 6
|
Механические характеристики |
Вид испытаний |
Группы материалов |
||||
|
21 |
22, 23, 24, 25, 26 |
31, 35 |
34 |
32, 33 |
||
|
Временное сопротивление |
Испытание на растяжение |
´ |
´ |
´ |
´ |
´ |
|
0 |
0 |
0 |
0 |
0 |
||
|
Предел текучести |
Испытание на растяжение |
´ |
´ |
´ |
– |
– |
|
Относительное удлинение |
Испытание на растяжение |
´ |
´ |
´ |
´ |
´ |
|
Твердость по Бринеллю |
Измерение твердости |
|
|
|
|
´ |
|
0 |
||||||
|
Ударная вязкость |
Испытание ударной вязкости |
|
´ |
|
|
|
0 – для болтов, винтов и шпилек с резьбой d £ М 5 или длиной > 3d;
´ – для болтов, винтов и шпилек с резьбой d > М 5 и длиной ³ 3d.
Разрушающие нагрузки приведены в приложении 2, пробные нагрузки – в приложении 4.
Другие испытания болтов, винтов и шпилек проводятся по соглашению между изготовителем и потребителем.
(Измененная редакция, Изм. № 1).
4.11. Методы испытаний гаек из углеродистых нелегированных и легированных сталей – по ГОСТ 1759.5.
4.12. Испытания гаек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей, а также гаек из цветных сплавов пробной нагрузкой должны проводиться по требованию потребителя по методике ГОСТ 1759.5.
Пробные нагрузки приведены в приложении 3.
4.13. При изготовлении болтов, винтов и шпилек резанием, без последующей термообработки, допускается проводить испытание механических свойств на исходном металле или изготовленных из него образцах.
Временная противокоррозионная защита изделий, упаковка, маркировка тары, транспортирование и хранение – по ГОСТ 18160.
files.stroyinf.ru
Изображение | Наименование по DIN и размеры | DIN | ГОСТ | ISO |
Гайка-барашек, прямоугольные лепестки, американская форма, диаметр от М3 до М20 | DIN 315 | ГОСТ 3032-76 | ||
Гайка-барашек, с округлыми лепестками, немецкая форма, диаметр от М4 до М20 | DIN 315 | ГОСТ 3032-76 | ||
Гайка трубная низкая шестигранная с трубной дюймовой резьбой R1/8-R2 | DIN 431 | ГОСТ 15522-70 | ||
Гайка шестигранная низкая, с фаской, крупная резьба; диаметр от М1.6 до М48 | DIN 439 | ГОСТ 5916-70 | ISO 4035 | |
Гайка с левой резьбой, шестигранная, низкая, с фаской, диаметр резьбы от М6 до М36 | DIN 439 | |||
Гайка с мелкой резьбой, шестигранная, низкая, с фаской, диаметр резьбы от M8х0.75 до М33х2 | DIN 439 | ISO 8675 | ||
Гайка рифленая (с накаткой), высокая, нажимная, М2-М10 | DIN 466 | |||
Гайка круглая низкая рифленая (с накаткой), М2 – М10 | DIN 467 | |||
Гайка для Т-образных пазов, М5-М48 | DIN 508 | |||
Гайка круглая шлицевая; диаметр от М1.4 до М20 | DIN 546 | ГОСТ 11871-88 | ||
Гайка круглая с двумя торцевыми отверстиями, диаметр от М3 до М10 | DIN 547 | |||
Гайка круглая с радиальными отверстиями, диаметр от М4 до М10 | DIN 548 | |||
Гайка шестигранная, (аналог DIN 934), диаметр от М5 до М30 | DIN 555 | ГОСТ 5915-70 | ISO 4034 | |
Гайка квадратная класса С с фаской от М5 до М16 | DIN 557 | |||
Гайка квадратная низкая класса В; от М2 до М10 | DIN 562 | |||
Гайка анкерная квадратная оцинкованная для анкерных болтов, М24 – М100 | DIN 798 | |||
Гайка колпачковая шестигранная глухая низкая; от М3 до М48 | DIN 917 | |||
Гайка квадратная приварная от М3 до М16 | DIN 928 | |||
Гайка шестигранная приварная от М3 до М16 | DIN 929 | |||
Гайка шестигранная с крупной резьбой, оцинкованная, высокопрочная от М1,6 до М140 | DIN 934 | ГОСТ 5915-70 | ISO 4032 | |
Гайка шестигранная с мелкой резьбой, оцинкованная, высокопрочная от M8х1 до M36х3 | DIN 934 | ГОСТ 5915-70 | ISO 8673 | |
Гайка шестигранная с левой резьбой, оцинкованная, высокопрочная от M5li до M30li | DIN 934 | ГОСТ 5915-70 | ISO 4032 | |
Гайка корончатая, до М10 – прорезная, под шплинт шестигранная от М4 до М100 | DIN 935 | ГОСТ 5918-73 | EN ISO 7035 | |
Гайка шестигранная низкая от М8 до М64 | DIN 936 | ГОСТ 5916-70 | ISO 4035 | |
Гайка корончатая низкая, до М10 – прорезная, шестигранная, от М6 до М52 | DIN 937 | ГОСТ 5932-73 | EN ISO 7038 | |
Гайка шестигранная с метрической и дюймовой резьбой | DIN 970 | ISO 4032 | ||
Гайка шестигранная с метрической мелкой резьбой | DIN 971 | ISO 8673 | ||
Гайка корончатая низкая с крупным и мелким шагом резьбы, диаметр от М8 до М52 | DIN 979 | ISO 7038 | ||
Гайка шестигранная самоконтрящаяся со скошенными краями, диаметр от М4 до М36 | DIN 980 | ISO 7042 | ||
Гайка круглая шлицевая используется с многолапчатой шайбой DIN 5406 | DIN 981 | |||
Гайка шестигранная самоконтрящаяся, самостопорящаяся, высокая, с неметаллическим (нейлоновым) вкладышем, диаметр от М4 до М30 | DIN 982 | ISO 7040 | ||
Гайка шестигранная самоконтрящаяся, самостопорящаяся, низкая, оцинкованная, с нейлоновым вкладышем; диаметр от М2,5 до М56 | DIN 985 | ISO 10511 | ||
Гайка шестигранная колпачковая самоконтрящаяся, самостопорящаяся, диаметр от М4 до М20 | DIN 986 | |||
Гайка (муфта) стяжная стальная шестигранная, диаметр от М6 до М36 | DIN 1479 | |||
Гайка шестигранная колпачковая высокая; диаметр от М3 до М36 | DIN 1587 | ГОСТ 11860-85 | ||
Гайка мебельная забивная (врезная), диаметр от М4 до М10, длина от 6 до 13 мм | DIN 1624 | |||
Гайка круглая шлицевая (гайка с прорезью), диаметр резьбы от М6 до М200 | DIN 1804 | ГОСТ 11871-88 | ||
Гайка круглая с радиальными отверстиями для штифтов и метрической мелкой резьбой от М8х1 до M125х2 | DIN 1816 | ГОСТ 6393-73 | ||
Гайка шестигранная нержавеющая для шпилек с утонченным стержнем; диаметр от М12 до M180х8. | DIN 2510 | |||
Гайка шестигранная высокая, нержавеющая, с фаской; диаметр от М3 до M56 | DIN 5587 | |||
Гайка с накаткой, диаметр резьбы от М5 до М12 | DIN 6303 | |||
Гайка шестигранная высокая М6-М48 | DIN 6330 | ГОСТ 15523-70 | ||
Гайка шестигранная высокая с фланцем, высота = 1,5 диаметра, М6-М48 | DIN 6331 | |||
Гайка втулка шестигранная удлиненная высота = 3 диаметра, М6 – М20 | DIN 6334 | |||
Гайка шестигранная высокопрочная с увеличенным размером под ключ для высоконагруженных резьбовых соединений (HV), диаметр от М12 до М36 | DIN 6915 | ISO 7414 | ||
Гайка шестигранная с фланцем; диаметр от М5 до М20 | DIN 6923 | ISO 4161 | ||
Гайка шестигранная с фланцем и контрящим пластиковым вкладышем; диаметр от М4 до М20 | DIN 6926 | ISO 7043 | ||
Гайка шестигранная с фланцем, самоконтрящаяся, самостопорящаяся, цельнометаллическая; диаметр от М6 до М20 | DIN 6927 | ISO 7044 | ||
Гайка стопорная самоконтрящаяся пружинная М4 – М52 | DIN 7967 | |||
Гайка трехгранная с буртиком | DIN 22425 | |||
Гайка с кольцом для крышки | DIN 28129 |
www.metiz.tw
Гайки ГОСТ
Ни одно крупное строительство, будь то возведение дома, или строительство дачи, не обходится без крепежных материалов. Любой опытный строитель знает, что надежность готовой постройки во многом зависит именно от качества крепежа.
Ненадежные элементы, изготовленные без соблюдения необходимых технологий, из некачественного материала могут стать причиной серьезных проблем и разрушения всей конструкции здания.
Пожалуй, на крепежных элементах каждый хозяин старается максимально сэкономить. И зря, ведь гораздо эффективнее и экономнее будет использовать достойные элементы, чем производить в последствии дорогостоящий ремонт.
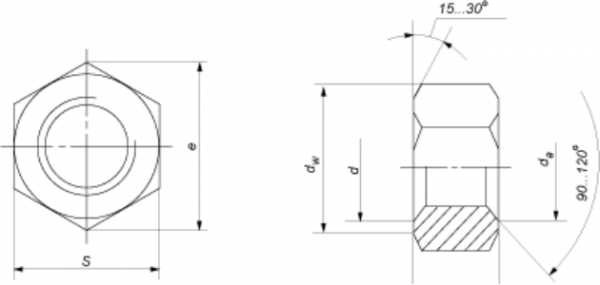
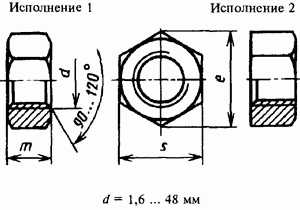
Гайка – это один из наиболее распространенных по применению вид крепежа. Технически она представляет собой изделие в форме призмы, имеющей, как правило, шесть граней, и резьбовым отверстием по центру.
Она применяется в комплекте с такими видами крепежа как шпильки, болты, винты и прочими изделиями, в дополнение к ним может также использоваться шайба. Основное предназначение – жесткое или свободное соединение деталей между собой.
Гайке уже более ста лет, ее изобретение и применение вывело строительство зданий на новый уровень, позволило делать дома больше, строить их в несколько этажей.
Не найдется таких строительных работ, где бы ни применялись гайки ГОСТ. Они служат для надежного крепежа конструкции, обеспечивая ей долговечность и прочность. И дом из бруса или бревна, и металлические строения — все это сферы применения гаек.
Гайки ГОСТ. Производство
При производстве таких изделий, как гайка по ГОСТ имеет большое значение, так как в нем описан не только размерный ряд, но и условия изготовления, а также применяющиеся для этого материалы.
Существует перечень требований к изготовлению, которые на выходе обеспечат качество и прочность изделию.
Как уже было сказано, несоблюдение исходных параметров делает готовое изделие некачественным, а оно, в свою очередь, губит всю постройку.
Существует несколько ГОСТов, согласно которым производятся данные изделия. Самым распространенным из них является ГОСТ-5927-70, он регламентирует производство шестигранных гаек, соответствующих 4,5,6,8,10,12 классам прочности с классом точности А.
Поле допуска резьбы – 6Н, резьба метрическая, правая или левая, шаг резьбы может варьироваться.
Аналогичным изделием с разницей по точности изготовления является гайка, изготовленная по ГОСТу 5915-70.
Она имеет класс точности В. Производятся шестигранные гайки этих ГОСТов из углеродистой легированной стали и имеют цинковое покрытие, предохраняющее их поверхность от возникновения коррозии.
Марки стали – 20Г2Р, 09Г2С, 40Х и некоторые другие.
Помимо вышеуказанных ГОСТов, для производства гаек используются и другие регламенты.
Произведенные по ним изделия имеют более специфическое применение и характеристики. Вот некоторые из них:
- ГОСТ 22354-77. Произведенные по нему гайки обладают повышенной прочностью, ее класс составляет от 8 до 10.
- ГОСТ 16018- 79. Применяется для изготовления гаек, комплектующихся с клеммными и закладными болтами. Такой крепеж используется для фиксации рельсов на железнодорожных путях.
- ГОСТ 5932-73 . Соответствует корончатым и прорезным гайкам повышенной точности.
- ГОСТ 3032-76. Гайка барашкового типа, так называемая, американская.
В целом, для производства разных видов гаек используется около трех десятков разных ГОСТов.
Согласно им, эти крепежные изделия изготавливают не только из указанных выше марок стали, но и прочих, обладающих высокой жаропрочностью, коррозионной устойчивостью и прочими качествами. Также для производства гаек используют цветные металлы и их сплавы.
Сфера применения гаек чрезвычайно широка и разнообразна. Они востребованы везде, где требуется обеспечить прочное соединение деталей. Пожалуй, даже фундамент для дома иногда требует крепкого соединения опалубки, а значит, требует применения гаек.
Особенностью применения этого крепежа является возможность регулировки жесткости соединения путем использования разной затяжки гайки. Чем туже затянута гайка, тем жестче будет крепление. Однако не всегда требуется применение усилия, чтобы закрепить гайку.
В конкретном применении такого изделия, как гайка, ГОСТ, по которому она изготовлена, играет важную роль.
Так, например, гайки с крупной резьбой применимы для использования под высокую нагрузку, с мелкой – лучше противостоят самоотвинчиванию.
В надежности резьбового крепления с участием этого элемента большое значение имеет качественная подготовка поверхности: необходимо обеспечить полное прилегание к ней плоскости гайки.
Монтируя перекрытия дома использовать лучше гайки с крупной резьбой, памятуя об их высокой устойчивости к большим нагрузкам. Мелкие работы прекрасно осуществляются и с гайками с мелкой резьбой.
Если у вас остались вопросы, отправляйтесь на наш строительный форум и задайте их там. Мы расскажем, как построить дом или дачу, сделать ремонт без потерь и при этом сэкономить.
dekormyhome.ru
Гайка низкая М24 ГОСТ 5916-70
Гайка М24 низкая ГОСТ 5916-70, DIN 439, DIN 936
Низкие гайки ГОСТ 5916-70 различают по таким характеристикам:
1. Материал, из которого они изготовлены:
- углеродистые стали – производят в классе прочности 5.0;
- аустенитные стали – применяют в агрессивных средах;
- латунь – применяют в агрессивных средах и в местах с резкими перепадами температур.
2. Шаг резьбы:
- мелкий;
- крупный (обычный).
3. Направление резьбы:
- с правой резьбой – навинчивание гаек на резьбовой стержень происходит в правую сторону;
- с левой резьбой – гайки навинчиваются в левую сторону.
4. Покрытие:
- без покрытия;
- оцинковка – горячая или гальваническая. Оцинковка возможна только для гаек из углеродистых сталей, все остальные выпускаются без покрытия.
Таблица характеристик низкой гайки М24 ГОСТ 5916-70, DIN 439, DIN 936:
Характеристика | Обозначение | Значение | |
Шаг резьбы | P | крупный | 3 мм |
мелкий | 2 мм | ||
Размер «под ключ» | S | 36 мм | |
Диаметр описанной окружности | e | 39.6 мм | |
Высота | m | 12 мм | |
Вес одной стальной гайки |
| 59.79 г | |
Компания «Крепсила» производит гайки DIN 439 с любыми из вышеперечисленных характеристик. Так же имеется огромный склад с наличием готовой метизной продукции: болты, винты, шпильки, шайбы. У нас вы так же сможете заказать товар с нестандартными характеристиками. Наши менеджеры предоставят вам бесплатную консультацию и помогут оформить заказ.
krepsila.com
Описание: Гайки ГОСТ, ОСТ, DIN
Гайка – это крепежное резьбовое изделие с отверстием, предназначенное для работы в паре с болтом, шпилькой и винтом. Характеризуется следующими основными параметрами:
- диаметром и шагом резьбы;
- классом точности;
- высотой;
- формой и размером «под ключ»;
- классом прочности;
- наличием или отсутствием элементов стопорения;
- покрытием.
Хотя бывают и эксклюзивные (оригинальные) гайки, подавляющее большинство их выпускается по оставшимся в наследство от советских времен ГОСТам, ОСТам, ТУ или немецкому DIN, действующему во всей Еврозоне.
Диаметр и шаг резьбы
Это – основные параметры гайки. Они определяют ее совместимость с сопрягаемой деталью. В крепежных изделиях используется, как правило, метрическая резьба, профиль которой имеет треугольную форму с углом при вершине 60°. Диаметр резьбы обозначают буквой d, шаг резьбы – Р. Гайки с одинаковым диаметром могут иметь разные шаги. Самый крупный из них считается основным.
Согласно ГОСТ 8724-2002 диаметры метрических резьб колеблются от 0,25 до 600 мм, шаги – от 0,075 до 8 мм. Принято различать крепежные изделия с диметром от 1,6 до 48 мм и свыше 48 мм.
В условное обозначение гайки с метрической резьбой входит буква М и две цифры через знак «х» (который может и отсутствовать). Первая обозначает диаметр резьбы (d), вторая – шаг (P). Если вторая цифра отсутствует, значит, гайка имеет крупный шаг. Например, обозначение «Гайка М8х1», означает, что перед нами изделие с метрической резьбой, диаметром 8 мм и шагом 1 мм. Если изделие промаркировано «Гайка М8», это говорит о том, оно имеет крупный шаг (1,5 мм).
Резьбы могут быть правыми и левыми. В последнем случае в обозначение добавляются буквы «LH». Например, M8x0,75 – LH.
Класс (степень) точности
Определяет величину зазора, который имеется между гайкой и болтом, регламентируется ГОСТ 16093-81. Степень точности резьбовых деталей определяется двумя составляющими.
- Допуском на диаметр, обозначаемым цифрами 4, 5, 6, 7 и 8. Чем больше цифра, тем меньше допуск и выше точность.
- Положением полей допусков, которое обозначается буквами Е, F, G и H.
В маркировке гайки значение положение поля допуска следует за обозначением допуска на диаметр. Например, М12-6Н – говорит о том, что это изделие диаметром 12 мм с крупным шагом и классом точности 6Н.
Класс прочности
Прочность гайки (в основном, ее резьбы) зависит не только от материала, из которого она изготовлена, но и от технологии производства, в частности, термообработки (обычно закалка или нормализация). На несущую способность резьбового соединения влияет также высота гайки (количество работающих витков резьбы) и шаг (высота профиля резьбы).
Прочностные параметры гаек определяются ГОСТ Р 52628-2006. Согласно ему для изделий, имеющих нормальную или увеличенную высоту (≥0,8d) и крупный шаг имеется семь классов прочности (4, 5, 6, 8, 9, 10, 12). Для гаек с мелкой резьбой – пять классов (5, 6, 8, 10, 12). Для гаек с высотой 0,5d…0,8d. – 2 класса (04, 05).
Цифры, обозначающие класс, это минимальное значение предела прочности сопряженного с гайкой болта, разделенное на 100. Т.е. гайка, имеющая класс прочности 10, может надежно работать в паре с болтом, предел прочности которого составляет 1000 Н/мм2.
ГОСТ Р 52628-2006 не выдвигает требований к использованию конкретных марок стали, он ограничивается лишь указанием об их механических свойствах и содержании некоторых (Mn, C, P, S) элементов.
Наиболее употребительные марки стали для гаек определенного класса прочности:
- кл. 4 – Ст3кп, Ст3сп;
- кл. 5 – 10, 10кп, 20;
- кл. 6 – Ст5, 15кп, 15, 35;
- кл. 8 – 20кп, 20, 35, 45;
- кл. 9 – 35Х, 40х, 39ХА;
- кл. 10 – 40Х, 14Х17Н2, 16ХСН, 40ХГСА, 09Г2С;
- кл. 12 – ЗОХГСА, 12Х18Н10Т, 20Х13, 40ХН2МА, ЗОХГСА.
Класс прочности маркируется на гайке соответствующей ему цифрой или кодовым символом (риской), нанесенным в определенном месте по системе циферблата.
Высота
Наравне с прочностью определяет несущую способность резьбового соединения. Смятие резьбы, происходящее в результате превышения допустимой нагрузки или слишком частых операций заворачивания-отворачивания – самые распространенные причины выходы резьбового соединения из строя.
Нормальной считается высота, равная 0,8d. Чем она меньше, тем меньше витков резьбы, тем более высокая нагрузка приходится на один виток. Однако низкие гайки имеют и свои преимущества, главное из которых – компактность. Их выпуск регламентируется специальными ГОСТами – 5916-70, 10607-94 и пр.
Форма гайки
Она определяет способы заворачивания, вид инструмента, иногда метод стопорения.
В подавляющем большинстве гайки имеют шестигранную форму – под рожковый или накидной ключ. Размер «под ключ» у гаек одного диаметра может быть стандартным и уменьшенным. Изготовление шестигранных гаек регламентируется большим количеством ГОСТов – 10607-94, 10605-94, 10608-72, 5915-70, 15522-70, 2524-70, 2528-73 и пр.
Круглые гайки имеют отверстия или шлицы с торца или боковых сторон – под специальные ключи и/или элементы стопорения. Выпускаются по ГОСТ 10657-80 (со шлицами на торце), ГОСТ 11871-88 (со шлицами на цилиндрической поверхности), ГОСТ 6393-73 (с отверстиями на торце) и др.
Квадратная форма используется реже. Для заворачивания используются обычные рожковые ключи. Регламентируются квадратные гайки стандартами DIN – 557, 562 и пр.
Барашковые гайки (ГОСТ 3032-76) имеют специальные ушки для заворачивание руками.
Колпачковые гайки (ГОСТ 11860-85) закрыты с одной стороны сферической поверхностью. Обычно это делается по дизайнерским соображениям.
Элементы для стопорения
Самопроизвольное отворачивание гаек – одна из главных проблем резьбовых соединений. Есть много способов борьбы с ним – использование контргаек, нанесение на резьбу полимера, применение специальных шайб и шпилек. Последние требуют иногда наличия на гайке специальных элементов. Например, шлицов на цилиндрической поверхности круглых гаек (ГОСТ 11871-88 и др.), в которые загибают усики стопорных шайб. Или прорезей на торцевой поверхности – т. н. корончатые гайки (ГОСТ 5918-73, 5919-73, 5932-73, 5933-73). Через них проходят стопорные шпильки, продетые в отверстие болта или оси.
Покрытие
Для предохранения гаек от коррозии и/или придания им декоративных свойств на них наносят покрытие, которое может быть:
Из металлических покрытий чаще всего используется цинковое, которое эффективно для легких и средних условий эксплуатации.
Для повышения стойкости оцинкованных гаек их подвергают хроматированию (пассивированию). Т.е. погружают в раствор хромовых кислот для образования защитной пленки из хрома и цинка, которой не страшны даже механические повреждения. После такой обработки изделие приобретает желтый или зеленовато-желтый с радужным оттенком цвет.
Из неметаллических покрытий чаще всего применяется оксидирование – формирование на поверхности детали окисной пленки. В зависимости от технологии обработки гайка приобретает цвет, меняющийся от темно-серого до блестяще-черного.
Из лакокрасочных технологий покрытия наиболее часто используется порошковая покраска.
Каждый вид покрытия имеет условное цифровое или буквенное обозначение. Некоторые из них:
- цинковое – 09;
- цинковое хроматированное – 01;
- никелевое – 13;
- окисное (кислые растворы) – 11;
- окисное (пропитка маслом) – 05.
metiz96.ru
Гайки с левой резьбой
ОСТ 133028-80, ОСТ 1 33037-80, ОСТ 1 33054-80, ОСТ 1 33079-80, ОСТ 1 33092-80, ОСТ 1 33103-82, ОСТ 1 33210-89, ОСТ 1 33218-89, ОСТ 1 33262-89, ОСТ 1 33278-89, ОСТ 1 37000-76, ОСТ 1 37012-80, ОСТ 1 10005-71, ОСТ 1 10101-71, ОСТ 1 10199-78, ОСТ 1 10315-72, ОСТ 1 10635-72, ОСТ 1 10870-72, ОСТ 1 10873-72, ОСТ 1 11193-73, ОСТ 1 11194-73, ОСТ 1 11195-73, ОСТ 1 11196-73, ОСТ 1 11199-73, ОСТ 1 11366-73, ОСТ 1 11367-73, ОСТ 1 11372-73, ОСТ 1 11378-78, ОСТ 1 11379-73, ОСТ 1 11470-75, ОСТ 1 11491-74, ОСТ 1 11530-74, ОСТ 1 11531-74, ОСТ 1 11757-76, ОСТ 1 11760-76, ОСТ 1 12140-78, ОСТ 1 12649-76, ОСТ 1 12654-76, ОСТ 1 12931-77, ОСТ 1 13003-03, ОСТ 1 13557-79, ОСТ 1 13866-81, ОСТ 1 14028-88, ОСТ 1 14091-74, ОСТ 1 14533-88, ОСТ 1 30096-92, ОСТ 1 33017-80, ОСТ 1 33018-80, ОСТ 1 33019-80, ОСТ 1 33020-80, ОСТ 1 33021-80, ОСТ 1 33022-80, ОСТ 1 33023-80, ОСТ 1 33024-80, ОСТ 1 33025-80, ОСТ 1 33026-80, ОСТ 1 33027-80, ОСТ 1 33029-80, ОСТ 1 33030-80, ОСТ 1 33031-80, ОСТ 1 33032-80, ОСТ 1 33033-80, ОСТ 1 33034-80, ОСТ 1 33035-80, ОСТ 1 33036-80, ОСТ 1 33038-80, ОСТ 1 33039-80, ОСТ 1 33041-80, ОСТ 1 33042-80, ОСТ 1 33043-80, ОСТ 1 33045-80, ОСТ 1 33046-80, ОСТ 1 33047-80, ОСТ 1 33048-80, ОСТ 1 33049-80, ОСТ 1 33050-80, ОСТ 1 33051-80, ОСТ 1 33052-80, ОСТ 1 33055-80, ОСТ 1 33056-80, ОСТ 1 33057-80, ОСТ 1 33058-80, ОСТ 1 33059-80, ОСТ 1 33060-80, ОСТ 1 33061-80, ОСТ 1 33062-80, ОСТ 1 33063-80, ОСТ 1 33064-80, ОСТ 1 33065-80, ОСТ 1 33066-80, ОСТ 1 33067-80, ОСТ 1 33068-80, ОСТ 1 33069-80, ОСТ 1 33071-80, ОСТ 1 33072-80, ОСТ 1 33073-80, ОСТ 1 33074-80, ОСТ 1 33075-80, ОСТ 1 33076-80, ОСТ 1 33077-80, ОСТ 1 33078-80, ОСТ 1 33080-80, ОСТ 1 33081-80, ОСТ 1 33082-80, ОСТ 1 33083-80, ОСТ 1 33084-80, ОСТ 1 33087-80, ОСТ 1 33088-80, ОСТ 1 33089-80, ОСТ 1 33090-80, ОСТ 1 33091-80, ОСТ 1 33093-80, ОСТ 1 33097-80, ОСТ 1 33098-80, ОСТ 1 33104-82, ОСТ 1 33108-86, ОСТ 1 33109-86, ОСТ 1 33110-86, ОСТ 1 33202-89, ОСТ 1 33206-89, ОСТ 1 33207-89, ОСТ 1 33211-89, ОСТ 1 33217-89, ОСТ 1 33226-89, ОСТ 1 33230-89, ОСТ 1 33231-89, ОСТ 1 33232-89, ОСТ 1 33235-89, ОСТ 1 33239-89, ОСТ 1 33240-89, ОСТ 1 33260-89, ОСТ 1 33263-89, ОСТ 1 33264-89, ОСТ 1 33267-89, ОСТ 1 33277-89, ОСТ 1 37003-76, ОСТ 1 37009-80,ОСТ 1 37013-80, ОСТ 1 37014-80, ОСТ 1 37015-80, ОСТ 1 37018-80, ОСТ 1 37020-80, ОСТ 1 37021-80, ОСТ 1 37037-82, ОСТ 1 37043-82, ОСТ 1 37044-82, ОСТ 1 37071-80, ОСТ 1 37074-80, ОСТ 137108-89, ОСТ 1 37110-89, ОСТ 1 37116-89.
xn—-btbk0aocno5a.xn--p1ai