Гибка алюминия – Гибка алюминиевого листа – что можно гнуть, а что нет
alexxlab | 07.12.2019 | 0 | Вопросы и ответы
Гибка алюминиевого листа – что можно гнуть, а что нет
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Какие марки можно гнуть, а какие нет
Для начала определимся, какие виды алюминиевого проката выпускают на производстве.
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать
 сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал. - Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ. Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
- Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т. п.
- Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.
Гибка алюминия с сохранением целостности
Если для части сортов и марок практически не возникает вопрос, как согнуть алюминиевый лист, то для сплава дюралюминия, а также листового проката с явно выраженными закаленными и жесткими свойствами, это представляет определенную трудность, так как в месте сгибания он, как правило, должен лопнуть.
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
wikimetall.ru
Гибка и резка алюминиевого листа – ручные и станочные техники + видео
Резка и гибка – очень важные технологические операции, без которых попросту невозможно создать различные элементы, детали и конструкции, а производство алюминиевого листа – яркий тому пример. Как это происходит, мы и рассмотрим.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.

Резка алюминия
Рекомендуем ознакомиться
Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
2 Ручные методы
Как деформировать металл (гнуть), понятно, но как металлическую заготовку разделить на части? Резка металла также делается различными способами, и выбор метода зависит от множества параметров (толщина заготовки, необходимое количество разрезов, их качества и т. д.). К наиболее простым вариантам относится использование ножниц по металлу. Этот способ отличается своей доступностью, ведь такой инструмент есть у каждого хозяина, а если и нет, то его можно легко приобрести с минимальными материальными затратами. Но в этом случае не стоит рассчитывать на качественный рез, особенно если делаете эту процедуру впервые. Еще этот метод требует гораздо больше времени и сил, чем механическая, плазменная и фрезерная резка.

Изгиб алюминиевого листа
Хорошим помощником в этом деле послужит гильотина. Это специально кузнечно-прессовочная установка, которая может эксплуатироваться как в ручном, так в механическом режиме и даже иметь гидравлический привод. Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
3 Использование устройств с электрическим приводом
Вполне реальна резка болгаркой, но этот метод довольно сложный. Вязкая структура алюминия с трудом поддается такому виду обработки и часто требует дополнительных мероприятий. Например, чтобы разрезать толстый лист, необходимо смазать рабочий шов керосином, в противном случае отрезной диск может попросту увязнуть в металле. Также этот способ требует строгого соблюдения правил техники безопасности.
Использование фрезерных установок позволит разрезать изделие любой конфигурации, главное, правильно настроить станок. Станки с ЧПУ позволяют получить отличное качество среза. Еще к достоинствам этого метода следует отнести высокую производительность и точность, а также возможность обрабатывать метал толщиной до 280 мм.
Прекрасно себя зарекомендовала и дисковая пила. Существует несколько конфигураций таких установок: настольные, фронтальные и вырубные. Благодаря специальным вспомогательным элементам обеспечивается мягкий ход режущего инструмента. Обычно резка алюминия делается посредством специальных дисков, диаметр которых колеблется от 160 до 600 мм. Кроме того, возможно и использование алмазных режущих инструментов.
4 Высокотехнологические методы
Особого внимания заслуживает плазменная обработка алюминиевого листа, которая отличается высоким качеством. Суть процесса заключается в интенсивном расплавлении металла электрической дугой вдоль линии среза. Образовавшийся жидкий алюминий удаляется посредством высокоскоростного плазменного потока. Обычно для работы с этим металлом используют только неактивные газы. Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Гидроабразивный метод заключается в воздействии очищенной воды и специально подобранных абразивных зерен, в результате можно резать металл толщиной до 300 мм. Эта технология отличается высокой точностью. Еще одно достоинство – возможность формирования различных радиусов, скосов, острых углов и т. д. Отдав предпочтение такому способу, можно не переживать об экологической стороне. А с помощью оборудования с ЧПУ резать металл легко с минимальным вмешательством человека.
Также неплохо зарекомендовала себя в этой области и лазерная резка. Правда, есть некоторые особенности такого процесса, вызванные высокой теплопроводностью металла. В этом случае луч должен быть более мощным, чем при обработке других материалов. К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
tutmet.ru
Гибка алюминия 🚩 цены на гибку алюминия в Москве
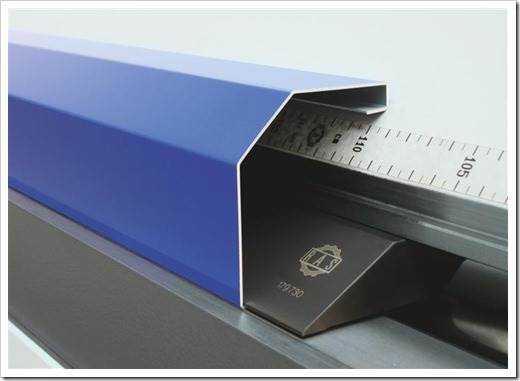
Гибка листового алюминия представляет собой холодную деформацию профиля на профилегибочном оборудовании. Заготовку пропускают через фигурные ролики, чтобы получить требуемую кривизну дуги, а при финальном проходе – заданный радиус гиба.
Популярность алюминия как строительного материала обусловлена возможностью его применения в различных областях промышленности, строительстве, агрокомплексе и бытовых сферах. Среди наиболее важных качеств этого металла выделяют его легкость, устойчивость к неблагоприятным погодным условиям, антикоррозийные свойства, пластичность, высокую адгезию при покраске готовых изделий, возможность полировки.
В строительном деле хорошо зарекомендовали себя плоские и цилиндрические слитки из алюминия, из которых создают кровельные и оконные элементы, подвесные потолки, двери, лестницы, покрытия для крыш.
В результате гибки материала получаются прочные эстетичные конструкции из металла, имеющие улучшенные гидроаэродинамические свойства в сравнении с изделиями, изготовленными в процессе сварки.
Преимущества гибки листового алюминия в компании «Профлазермет»
Мы выполняем гибку алюминия для самых разнообразных объектов заказчика (кровельных настилов, оконных и фонарных переплетов, стеновых панелей и т.д.) по чертежам любой сложности.
Гибка листов алюминия осуществляется в компании «Профлазермет» на современных гибочных станках для листового металла с автоматизированным управлением. Они позволяют производить данную технологическую операцию с возможностью визуального контроля за всеми этапами работы. Действия программируются точно и быстро, исключая возможность сбоя программы. Поэтому Вы сможете по достоинству оценить труд наших квалифицированных специалистов в ходе финального осмотра готового изделия.
Нашими специалистами осуществляется гибка металла любой сложности. Уточнить цены и задать любой вопрос Вы можете, связавшись с нами по телефонам в Москве: +7 (495) 928-96-58, +7 (495) 308-82-32
proflasermet.ru
Согнуть можно лбой сплав алюминия, титана, меди или стали. Хрупкое стекло и бетонные плиты гнутся. Радиус гибки , при котором можно согнуть , будет зависеть от пластичности и толщины пластины, которую надо согнуть. важен не угол загиба – только радиус. Гибка листового алюминия, титана, стали и др. металлов осуществляется в результате упругопластической деформации, протекающей различно с каждой из сторон изгибаемой заготовки. Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлиненными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки. При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны. В результате утонення материала и искажения формы поперечного сечения нейтральный слой в месте изгиба не проходит посередине сечения, а смещается в сторону малого радиуса. При гибке широких полос и листов также происходит утонение материала, но почти без искажения поперечного сечення, так как деформации в поперечном направлении противодействует сопротивление материала большой ширины. Лишь по краям широких полос происходит деформация, аналогичная поперечной деформации узких полос. В большинстве случаев гибка происходит при большой величине деформаций, когда в металле кроме продольных растягивающих и сжимающих напряжений образуются радиальные напряжения сжатия, которые возникают в результате давления крайних слоев металла на внутренние и достигают наибольшей величины у нейтрального слоя. По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в результате значительного сопротивления, оказываемого большой шириной заготовки. С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь н рассматривать деформацию всего сечения как деформацию сдвига. Следует отличать гибку с малым радиусом закругления при большой степени пластической деформации от гибки с большим радиусом закругления при небольшой степени пластической деформации. При гибке с малыми радиусами закруглений напряжения и деформации не сосредотачиваются под ребром пуансона, а распространяются на значительную длину. Минимально допустимые радиусы гибки должны соответствовать пластичности металла и не допускать образования трещин. Следовательно, минимальные радиусы гибки должны быть установлены по предельно допустимым деформациям крайних волокон.
| ||||||||
www.metmk.com.ua
Гибка листового алюминия на заказ в Москве
Металлические изделия из алюминия в современной жизни встречаются повсеместно. Для того чтобы получить алюминиевые изделия используют самые разные методы его обработки. Для создания объемной формы осуществляется гибка алюминия. Наша компания уже достаточное время занимается данными видами работ на профессиональном уровне.
Наши специалисты знают до мельчайших нюансов достаточно сложный технологический процесс по гибке фасадных, дверных и оконных алюминиевых профилей. Благодаря большому накопленному опыту по обработке и изготовлению изделий из алюминия и постоянно совершенствованным навыкам, мы гарантирует высокое качество работ.
Гибка алюминия и область применения
Во всех алюминиевых конструкциях и изделиях округлые элементы имеют достаточно преимуществ перед угловыми совмещениями. Технология гибки алюминия обширно используется в большинстве отраслей народного хозяйства.
К примеру, при строительстве довольно часто делают на заказ в нашей компании алюминиевые фасады или окна с гнутым профилем. Благодаря подобной визуально воздушной, легкой и привлекательной конструкции, внешний вид архитектурных сооружений может радикально измениться.
Гибка алюминия с помощью современных методов дает возможность получить такие изделия как:
- кронштейны;
- металлические уголки;
- полки и лотки;
- разнообразные коробы и корпусы для аппаратуры;
- стеллажи;
- карнизы и козырьки.
Необходимость использования гибки алюминиевых труб и листов объясняется обычно 3 главными факторами:
- стремлением к совершенствованию дизайна;
- улучшением гидроаэродинамических характеристик конструкций из гнутого материла в сравнении со сварными изделиями;
- созданием крепких конструкций их металла с малой материалоемкостью.
Использование спиральных и арочных гнутых элементов при строительстве в Москве дает возможность обеспечить исполнение всех вышеперечисленных факторов. Главное, чтобы гибочный процесс был выполнен качественно.
Наша компания выполняет гибку листового и трубного алюминия по чертежам клиента. Все работы осуществляются на современных гибочных сверхточных станках.
Процесс гибки алюминия
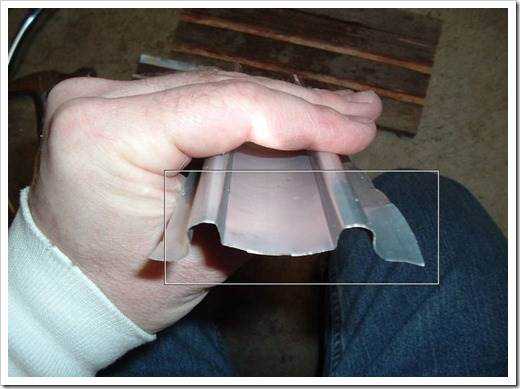
Для того чтобы настроить станок потребуется 2 – 3 профиля. На возможность гибки с определенным радиусом и на будущее качество дуги влияет толщина стенки, состояние поставки и геометрические характеристики, срок хранения алюминия. От ширины профиля зависит минимальный радиус.
Ролики должны по полкам профиля скользить свободно, в обратном случае алюминий скрутится. Поверхность ролика должна быть чистой, чтобы избежать царапин и задиров на обрабатываемом материале.
Из-за того, что профильная заготовка покрыта маслом, на стенки роликов вместе со смазкой попадают песчинки и пыль, царапающие поверхность изделия. Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
Именно поэтому при гибке периодически чистой ветошью протирают ролики, счищая с них скопившуюся грязь. Главный показатель качества гнутого алюминия состоит в сохранении постоянного сечения, параллельность лицевых стенок изделия, отсутствия на внутренней кромке гофры металла и не деформировании паз под установку уплотнителя и штапика.
В нашей компании вы можете сделать на заказ гибку алюминиевого профиля по доступной цене.
metall-24.ru
Как согнуть алюминиевый лист? Подробное описание имеющегося на сегодняшний день оборудования.
Листовой алюминий на ряду с листовой жестью являются наиболее используемыми металлами для создания различных деталей в быту. Например, рифлёные алюминиевые листы могут быть использованы в автомобиле.
Лист из алюминия может быть приобретён и в оптовой партии. Причём покупка может произойти, не выходя из дома. Преимущество Интернет-торговли неоспоримо.
Возможные способы гибки листового металла
В зависимости от конечного варианта детали могут быть использованы различные методики гибки листового металла:
- промышленные листогибы;
- самодельные листогибы;
- специальные матрицы;
- прессы.
Если говорить о промышленных предприятиях, то для гибки алюминиевых листов в большинстве случаев используется пресс высокого давления. Преимущество такой гибки заключается в том, что структура металла не нарушается.
В листогибочных станках же происходит деформация металла. На сгибе лист значительным образом истончается. Сгиб становится самым слабым местом получившейся детали.
Сегодня, когда в промышленных масштабах могут быть использованы роботы-листогибы. Человеку лишь необходимо систематически подвозить сырьё. Далее, автоматизированный процесс не требует даже технического контроля (заводы-автоматы — это будущее, которое позволит поднять уровень жизни страны на невероятные высоты).
Гибка алюминия в бытовых условиях
В домашних условиях может быть собран собственный станок. Для изготовления самой простой версии понадобится следующее:
- сварочный аппарат;
- стальной уголок;
- труба;
- дверные петли;
- дрель.
Стальной уголок устанавливается на верстак и закрепляется. Далее под него устанавливается лист. Необходимая величина загиба выставляется при помощи зажима. Всё, что остаётся сделать — это произвести загиб при помощи применения мускульной силы.
Чем больше будет труба, тем больше будет рычаг приложения силы. То есть легче будет проходить процесс сгибания листа.
При помощи означенного устройства могут быть согнуты листы до 3 мм.
Смотрите также:
На видео будет продемонстрирован самодельный листогиб:
Источник №1: http://ads-metall.ru/catalog/non-ferrous-metal/list/list-alyuminievyy/
Tweetdomkrat.org
Гибка прессованных алюминиевых профилей – фасадные системы Алюком
Прессованные алюминиевые профили подвергают гибке с применением одного из следующих четырех основных методов [1-3]:
- Роторная гибка
- Трехроликовая гибка
- Гибка растяжением
- Прессовая гибка
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Алюминиевые сплавы применяемые для гибки
Лучшие показатели по пластическим свойствам и способностью к гибке имеют марки алюминия и сплавы серий 3ххх и 5ххх. Профили из сплавов серий 2ххх и 7ххх обладают высокой прочностью и малой пластичностью и поэтому редко подвергаются гибке. Сплавы серии 6ххх, например, сплавы 6060 и 6063, имеют достаточно высокие пластические свойства. Поэтому их часто применяют для изготовления гнутых деталей и изделий.
Состояния алюминиевых сплавов для гибки
Гибку алюминиевых профилей, например, из сплавов 6060 и 6063, можно производить на уже упрочненном алюминиевом сплаве (состояния Т5 и Т6), однако только при достаточно большом радиусе гибки. При гибке на малые радиусы обычно применяют профили в отожженном состоянии или в «полуупрочненном» состоянии Т4 – «закалка и естественное старение». Если для готовых гнутых профилей необходима высокая прочность, то их полное термическое упрочнение производят после выполнения операции.
Если алюминиевые профили в состоянии Т4 производятся большими партиями, то нужно обеспечить, чтобы интервал времени между гибкой первого и последнего профиля в партии не был слишком длинным. Дело в том, что свежие профили в состоянии Т4 продолжают естественно набирать прочность в течение довольно длительного времени. Если этот интервал будет слишком длинным, то параметры гибки этих профилей, придется существенно корректировать, особенно при малых радиусах. Поэтому часто для обеспечения хорошей повторяемости операции гибки, алюминиевые профили подвергают отжигу.
Гибка, анодирование и порошковая окраска
Гибку алюминиевых профилей обычно производят до операции анодирования, так как хрупкий анодный слой при гибке может растрескиваться, особенно на участках, которые подвергаются растяжению. Порошковое покрытие может выдерживать гибку на большие радиусы, например, при изготовлении арок для окон и дверей методом трехроликовой гибки. Однако при малых радиусах гибки, на порошковом покрытии могут возникать повреждения, явные или скрытые. Скрытые повреждения могут проявляться через некоторое время в виде пониженной коррозионной стойкости.
Роторная гибка
Роторная гибка, является наиболее популярным методом гибки алюминиевых профилей. Этим методом производят, например, гибку профилей для рам окон пассажирских вагонов. Эта технология позволяет получать малые углы, и обеспечивает хорошую повторяемость размеров гнутых деталей.
Деталь закрепляется на массивном поворотном ролике (рисунок 1). Ролик и ползун имеют форму профиля, который подвергается гибке. Профиль поворачивается вместе с поворотным роликом, поэтому этот метод иногда называют гибкой с наматыванием. В процессе гибки, наружная часть профиля подвергается растяжению, а внутренняя – сжатию. Для того, чтобы предотвратить образование на профиле царапин и вмятин ролик и ползун изготавливают из полимерного материала, обычно, фторопласта.
Рисунок 1 – Роторная гибка [3]
Трехроликовая гибка
Роликовую гибку алюминиевых профилей применяют для больших радиусов гиба, например, арочных окон и дверей. Профиль прокатывается несколько или много раз между двумя нижними приводными роликами и вертикальным прижимным роликом (рисунок 2). Обычно для управления роликовой гибочной машиной применяют числовое программное управление (ЧПУ). Ролики для этой машины, изготавливают обычно из полимерных материалов.
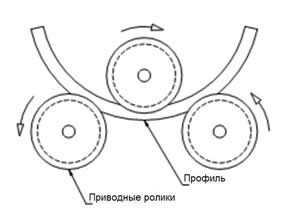
Рисунок 2 – Трехроликовая гибка [3]
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность. Что очень важно, при изготовлении трехмерной формы гнутого профиля [1]. По схеме деформирования это скорее формовка, чем гибка. Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.
Рисунок 3 – Гибка растяжением [3]
Прессовая гибка
Прессовая гибка, подходит для простой гибки больших партий алюминиевых профилей (рисунок 4). Гнутый профиль получают путем приложения усилия механического или гидравлического пресса на гибочную матрицу. Верхняя и нижняя матрицы имеют форму, которая задает форму гнутого профиля. Эти матрицы могут быть стальными или пластиковыми.
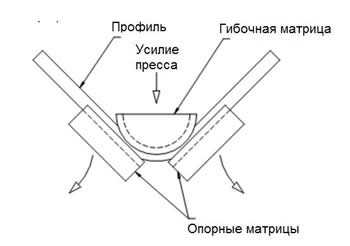
Рисунок 4 – Прессовая гибка [3]
Упругая отдача
Явление упругой отдачи является частой причиной несоответствия размеров согнутого профиля заданным размерам. Упругая отдача является результатом упруго-пластического деформирования материала профиля (рисунок 5). Гибочная машина изгибает профиль на заданный угол α2. После снятия изгибающего момента профиль «отпружинивает» на угол Δα. Этот угол Δα и называют углом упругой отдачи. Упругую отдачу обычно компенсируют гибкой профиля на угол, который больше заданного угла α2 на определенную величину. Эту величину перегиба определяют экспериментально или с помощью расчетов.
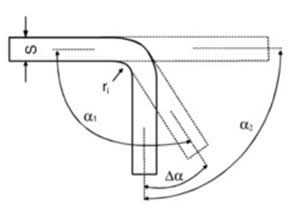
Рисунок 5 – Упругая отдача при гибке профилей [2]
Основными факторами, которые влияют на величину упругой отдачи, являются:
- Модуль упругости материала
- Предел текучести материала
- Коэффициент деформационного упрочнения материала
- Размеры поперечного сечения профиля
- Радиус гибки.
Источники:
1. Design Manual, SAPA, 2014.
2. TALAT 3706 – European Aluminium Association, 1996
3. http://www.alexandriaindustries.com/2016/08/25/bending-forming-aluminum-extrusions/
Статья подготовлена сотрудниками Алюком – системы навесного вентилируемого фасада.
alucom.ru