Гибка по радиусу листа – Гибка металла по радиусу
alexxlab | 11.05.2020 | 0 | Вопросы и ответы
согнуть лист с заданным радиусом – Листовая штамповка (гибка)
пока мысль крутится, вырезать лазером радиусные оправки и струбцинами прижимая согуть.какое упреждение по радиусу взять??
как избежать недогиба ближе к краям??
кто нить имеет соображения основанные на опыте об этом?
Учесть пружинение металла с одной попытки дело практически не реальное.
Свойства металла могут колебатся даже в пределах листа.
Погдгонка ВСЕГДА. Причем многопопытковая.
Тем более радиус 2400 мм для 2мм листа это пракитически на грани упругой деформации.
Для того чтоб прицинится можно погнуть кусочек-образец. Только резать его нужно с того-же листа и в том-же направлении что и основной.
Из опыта:
Это самый ходовой и грамотный способ. Причем даже в промышленности. Настроенные вальцы могут работать “на проход” сразу с окончательным размером заготовки. Но это для серии. Чтоб хвосты недокатанные были минимальными берутся вальцы с “тонкими” валами, или использовать дополнительный лист и тяжелые вальцы, или катается полный круг и из него режутся фрагменты.
2. Ручная гибка “кусочками” через щель, рычагом, требует не менее длинного хвоста дает меньшую точность. Усилия сам в состоянии оценить.
3. “Кусочками” ручным или механическим листогибом. Есть хвост и некоторая огранка. Подгонять сложнее. В итоге все равно руками догибать.
4. Штамп+пресс это не твой случай. Опять же от подгонки не избавится.
Других способов не практиковал.
Можно, вероятно, еще линейными (аля призма) матрица пуансон-скалка на прессе или даже молоте по фрагментам отформовать. Но это уже из разряда “кузнечное искуство” в моем понимании.
В моей практике если радиус в метрах задан на тонком листе, то он либо приваривался к чемуто что держит форму, либо выжимался винтами. Окончательная точность радиуса обеспечивалась более жесткими элементами конструкции.
www.chipmaker.ru
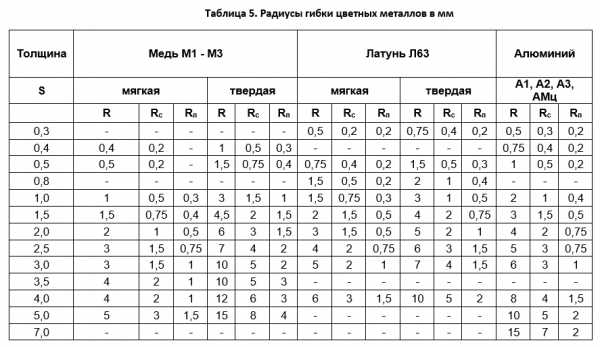
Радиусы гибки, применяемые для листовых металлов
Полезные статьи
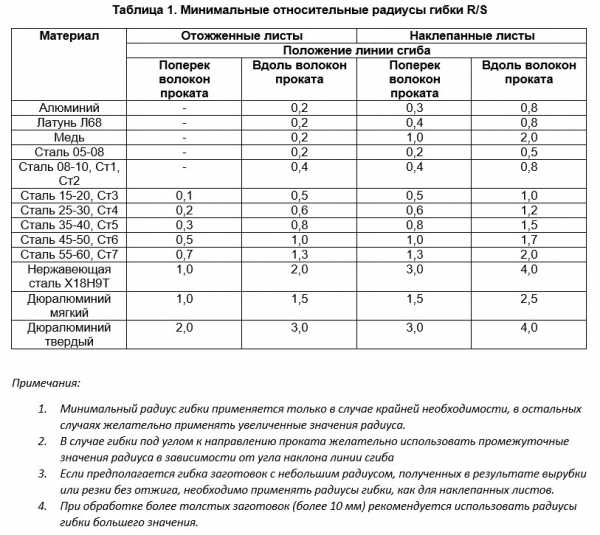
При обработке листового металла, путем холодной гибки, необходимо знать минимальные радиусы, по которым можно производить гиб изделия из определенного металла. Нарушение данных рекомендаций может привести к порче материала и невозможности его дальнейшего использования.
В таблице 1 представлены минимальные значения радиусов холодной гибки металла (R), которые зависят от материала, подвергаемого обработке и его толщины (S).
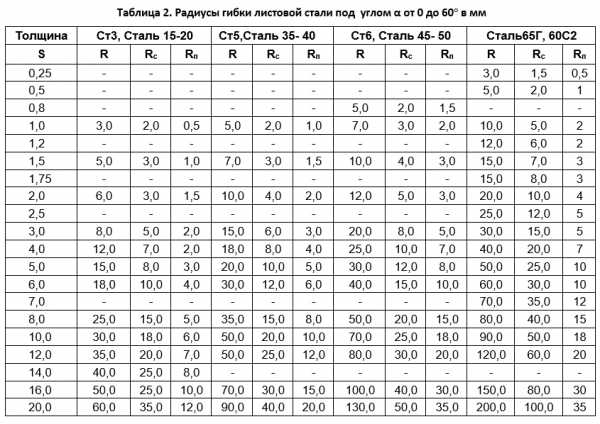
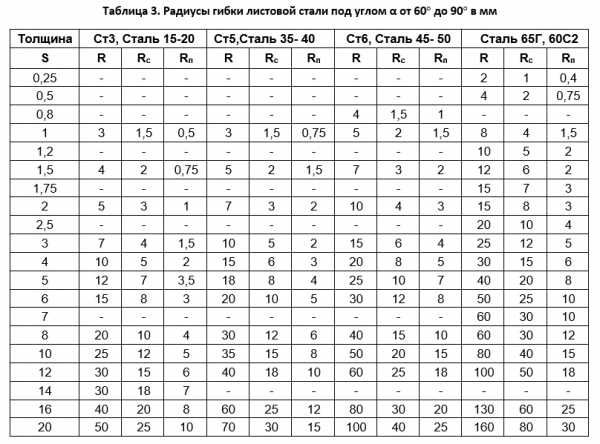
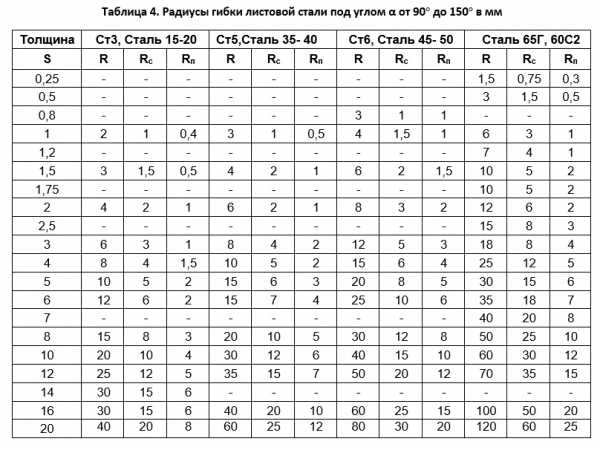
Радиусы гибки листовой стали в зависимости от угла сгиба заготовки
Пояснения к таблицам:
- S – толщина обрабатываемого материала;
- R – радиус сгиба материала, без специальных технических требований к выполнению гибки;
- Rc – радиус сгиба материала с притупленными кромками и без заусениц;
- Rп – радиус сгиба материала с притупленными кромками и без отсутствии заусениц, в том случае, если линия сгиба располагается под углом 90 градусов к направлению волокон проката.
Минимальный радиус сгиба металлов круглого и квадратного сечений, мм
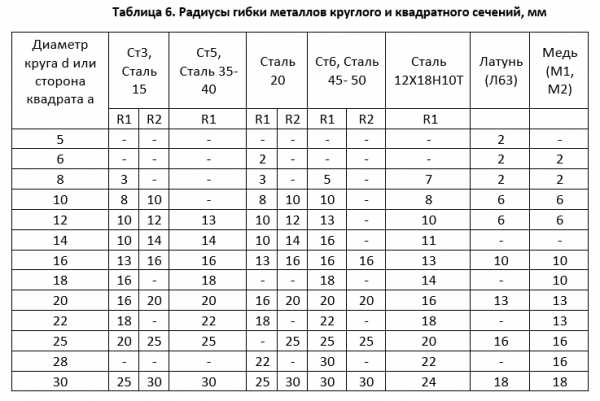
Пояснения к таблицам:
- R1 – радиус гиба металла для профиля круглого сечения;
- R2 – радиус гиба металла для профиля прямоугольного сечения.
Назад к списку статей
s-awangard.ru
методы и технологические особенности. Радиусная гибка листового металла
Представим, что вам нужно создать определенную модель из металла, имеющую конкретный вид и форму. Как сделать это, исключив различные виды соединений, в том числе и сварку?
На помощь приходит гибка металла . Это необходимый этап производства различных элементов и металлических изделий. Швеллеры и уголки, стальные каркасы и откосы, водопроводные и канализационные трубы, различные корпусные изделия – для всего этого вы можете заказать гибку металлопроката.
Швеллеры и уголки, стальные каркасы и откосы, водопроводные и канализационные трубы, различные корпусные изделия – для всего этого вы можете заказать гибку металлопроката.
Мы осуществляем эту услугу на специальном оборудовании. Называется такое приспособление – трубогиб для профильной трубы (а также листогиб для листового металла). На них и сгибают металлопрокат, придавая ему необходимую форму. В отличие от ручного сгибания в домашне-подпольных условиях, трубогиб для трубы и листогиб металлического листа позволяет учитывать пластичность металла, толщину профиля, градус нужной кривизны и т.п. Таким образом, профессиональное оборудование помогает произвести точную и качественную гибку металла. Так что, задавшись вопросом о том, как согнуть трубу , лучше обращаться к специалистам.
Наши услуги гибки металла.
Гибка профиля и круглой трубы по радиусу
Перидически, в строительстве и ремонте, может возникнуть вопрос: как согнуть профильную трубу ? Причем с высокой точностью, именно под нужным градусом, без лишней деформации или даже поломки.
Ответ – гибка профильной трубы на специальном оборудовании, от компании «Атлант Металл». Никаких варварских тисков, ломающих металопрокат (особенно они могут повредить круглую трубу). Только правильные профессиональные станки!
Думаете, цены на гибку трубы слишком высоки, по сравнению с тем, что вы можете сделать в своем гараже бесплатно? А что насчет того, что некачественным сгибанием можно даже разрушить или существенно повредить металлопрокат? Тогда менять решение будет поздно. Естественно, домашняя гибка труб не сравнится с профессиональной.
Гибка листа производится с помощью такого специального оборудования, как листогибочный пресс (листогиб). Для авиа-, приборо- и машиностроения обязательно требуется эта услуга. Применяется гибка металла в Москве – одна из услуг нашей компании – еще и в производстве конусов, коробок, различных профилей.
Для выполнения такой ответственной задачи, компания «Атлант Металл» советуется обращаться исключительно к профессионалам. Неверное выполнение гибки в домашних условиях, может загубить ценный металлопрокат.
Причем, выбирая компанию для выполнения этой услуги, обязательно обращайте внимание на качество. Многие металлоконструкции используются в быту и производстве, и часто от их надежности могут зависеть человеческие жизни!
Радиусная гибка листового металла представляет собой эффективный способ изгиба заготовки с учетом требуемого угла и радиуса. Пластическая деформация материала рассматриваемым методом осуществляется из нескольких гибов. Все заготовки обрабатываются последовательно и подгибаются до достижения необходимого угла.
Характеристики гибов (их количество и расстояние между ними) определяются с учетом индивидуальных особенностей, в частности – требований к плавности образованной дуги. Количество гибов прямо пропорционально плавности радиусного изгиба. Чем больше гибов и меньше шаг между ними – тем плавнее будет изгиб на выходе.
Что еще надо знать о радиусной гибке металла?
На сегодняшний день радиусная гибка листового металла получила широкую популярность в рамках производства изделий различных характеристик. Рассматриваемая технология металлообработки используется при работе с:
- профилями,
- навесными фасадами,
- карнизами и козырьками,
- декоративными интерьерными предметами,
- мебельными конструкциями,
- урнами,
- и так далее.
Мы осуществляем гибку металла с применением универсального и специализированного оборудования для пластической деформации. В зависимости от того, какой металл лежит в основе заготовки и каковы требования заказчика к будущему изделию, радиусная гибка может выполняться с учетом различных характеристик. Таким образом, мы способны решать задачи любой сложности, создавая изделия, которые полностью соответствуют пожеланиям и требованиям заказчика.
Остались вопросы? Мы готовы предоставить подробную консультацию перед оформлением заказа на радиусную гибку. Свяжитесь с нами по телефону, указанному в разделе «Контакты», чтобы получить больше информации об услуге и ценах.
Гибка листового металла – одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) – получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве используются:
- Вертикальные с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры – горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос – как гнуть жесть – не вызывает сложностей, поскольку пластичность этого материала – весьма высокая.
Характерная особенность листогибочных машин – сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства , предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале – упругие, а далее – пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные – растягиваются. Условную линию, которая разде
repair-guides.com
Минимальные радиусы гибки металла. | МеханикИнфо
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла. 4.26/5 (85.19%) проголосовало 104

И котельном производстве необходимо в большом количестве изготовлять изделия цилиндрической, конической, сферической и равных других форм преимущественно из листового, а также из профильного металла. Для этого материал должен подвергаться гибке, которая может быть выполнена холодным и горячим способом.
Холодная гибка металла.
Холодная гибка применяется главным образом при изгибании металла и одном направлении по образующим цилиндра или конуса. Изгибание же по разным направлениям для получения сферической формы сопряжено с очень значительными внутренними напряжениями, возникающими в металле, сильно изменяющими его структуру. Во избежание внутренних напряжений гибка металла производится, когда он находился в нагретом состоянии.
При холодном изгибании листового или профильного металла существует определенное предельное соотношение между толщиной листа, размерами профиля и радиусом изгиба. За пределами этого соотношения гибка металла сопровождается изменениями его механических свойств.
Предел безвредного удлинения при холодном загибе листа на основании опытных данных составляет около 7%.
Горячий способ гибки. Горячая гибка металла.
Профильный металл большей частью загибается в горячем состоянии, за исключением тех случаев, когда радиус загиба настолько велик по отношению к размерам профиля, что эта операция загиба легко выполнима в холодном состоянии без всякого вреда для металла.
После горячей гибки металла, меняется его структура, а именно, после нагрева и гибки происходит охлаждение, что вызывает уменьшение размеров зерна в металле, благодаря чему происходит увеличение некоторых свойств: упругости, твердости, предела прочности при разрыве, в то время, как сжатие и вязкость существенно не меняются. Также охлаждение металла сопровождается уменьшением удлинения при разрыве
Температура горячей гибки листа.
Конечная температура горячей обработки не должна спускаться ниже 780°. При температуре горячей обработки низкоуглеродистой стали в 800—900° образуется структура, обеспечивающая высокие механические свойства металла.
Пережог металла.
Продолжительное нагревание металла при температуре, близкой к температуре плавления, вызывает явление пережога, которое ухудшает свойства металла. При пережоге происходит поверхностное обезуглероживание и окисление поверхности металла. Продолжительное пребывание металла при температуре выше нормального нагрева вызывает явления перегрева. Перегрев характеризуется образованием крупнозернистой структуры.
Гибка вальцовка металла.
Расчет гибки металла.
Таким образом, если согнуть лист длиной L и толщиной S в барабан, то нейтральное волокно, проходящее посредине толщины листа равное по длине L, дает в результате загиба окружность диаметра:
Do = L/π
Расчет внутреннего диаметра.
При толщине стенок цилиндра S внутренний диаметр его будет равен:
D = Dо — S = (L — πS)/ π,
Расчет наружного диаметра.
А наружный диаметр будет равен:
D1 = Dо + S = (L + πS)/ π
и разность длины соответственных окружностей составит:
πD1 — πD = π((L + πS)/ π) — π((L — πS)/ π) = L + πS — L + πS = 2πS
Согласно вышеприведенному требованию отношение 2πS : πD не должно превышать 0,05.
Гибка толстого металла.
Из требования 2πS/πD ≤ 0,05 следует, что D ≥ 2S/0,05 = 40S, т. е.
минимально допустимый внутренний диаметр барабана должен равняться сорокакратной толщине листа, а радиус загиба – двадцатикратной. Таким образом, для листа толщиной 20мм барабан должен иметь внутренний диаметр не менее 800 мм.
Минимальные радиусы гибки металла.
Согласно этому правилу можно составить следующую таблицу:
| Толщина листа в мм | 10 | 12 | 14 | 16 | 18 | 20 |
| Минимально приемлемый диаметр барабана в мм | 400 | 480 | 560 | 640 | 720 | 800 |
При загибании листа на диаметр меньший, чем указанное соотношение, необходимо полученное изделие отжечь подвергнуть низкому отпуску для уничтожения вредных последствии деформации и восстановления нормальной структуры металла или производить гибку нагорячо.
Согласно выработанным нормам, листы толщиною свыше 40 мм рекомендуется загибать при температуре красного каления (около 1000 – 1100°). Холодное загибание листов производится на особых листозагибных станках различных конструкций. Технология операции загиба или вальцевания листов тесно связана с конструкцией гибочных станков.
Статья оказалась полезной?! Поделись в соц. сетях! СПАСИБО!
mechanicinfo.ru
Особенности гибки
Обработка металлопроката зачастую включает в себя процесс гибки металла. При этом лист приобретает нужную конфигурацию и получается новое изделие.
Современные гибочные станки с ЧПУ позволяют быстро, с максимальной точностью и в короткие сроки изготовить самые разные формы по вашим требованиям.
Установленный на нашем производстве гибочные прессы с мощностью 100 тонн и квалифицированный персонал позволяют изготовить гнутые изделия длиной до 3 000 мм и толщиной до 8 мм с высоким качеством и точностью до +/- 0,1 мм.
На данных станках можно выполнять операции со сложной геометрией и создавать различные профили. При высокой экономичности и скорости исполнения.
Процесс гибки листового метала, как и другие виды обработки, имеют свои ограничения.
Основная часть требований к деталям отображена в таблице 1:
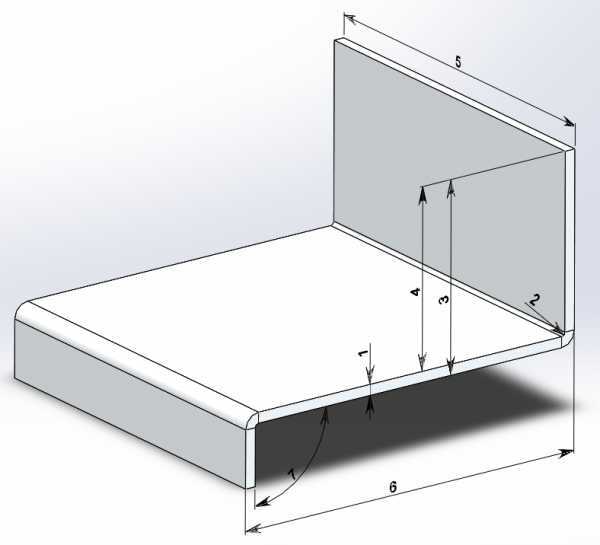
1) Толщина
2) Внутренний радиус гиба
3) Внешний минимальный размер полки
4) Внутренний минимальный размер полки
5) Длина
6) Минимальный размер Z-гиба
7) Минимальный угол гиба
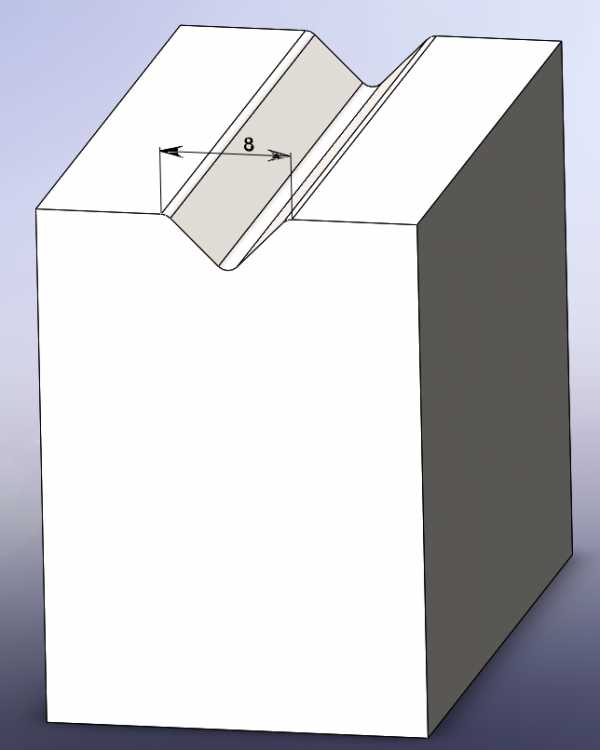
8) Ширина ручья матрицы
| Возможности гибочного инструмента | ||||||||
| Толщина, мм | Внутренний радиус гиба, мм* | Внешний мин. разм. полки, мм | Внутренний мин. разм. полки, мм | Максимальная длина гиба, мм | Минимальный размер Z-гиба, мм* (средняя полка) | Ширина ручья матрицы, мм | Минимальный угол гиба, ͦ | |
| Нержавейка | Черная сталь, алюминий | |||||||
| 0,5 | 1 | 6 | 5,5 | 2495 | 2495 | 9 | 6 | 88 |
| 1,3 | 6 | 5,5 | 3100 | 3100 | 32 | 8 | 88 | |
| 1,6 | 8 | 7 | 3100 | 3100 | 14 | 10 | 30 | |
| 0,8 | 1 | 6 | 5,2 | 2495 | 2495 | 9,5 | 6 | 88 |
| 1,3 | 6 | 5,2 | 3100 | 3100 | 32,5 | 8 | 88 | |
| 1,6 | 8 | 7 | 3100 | 3100 | 14,5 | 10 | 30 | |
| 1 | 1 | 6 | 5 | 2495 | 2495 | 9,5 | 6 | 88 |
| 1,3 | 6 | 5 | 3100 | 3100 | 33 | 8 | 88 | |
| 1,6 | 8 | 7 | 3100 | 3100 | 15 | 10 | 30 | |
| 1,2 | 1,3 | 6 | 4,8 | 3100 | 3100 | 33,5 | 8 | 88 |
| 1,6 | 8 | 6,8 | 3100 | 3100 | 15,2 | 10 | 30 | |
| 2 | 8,5 | 7,3 | 3100 | 3100 | 12,5 | 12 | 30 | |
| 1,5 | 1,6 | 7,5 | 6 | 3100 | 3100 | 16 | 10 | 30 |
| 2 | 8,5 | 7 | 3100 | 3100 | 13 | 12 | 30 | |
| 2 | 2 | 8,5 | 6,5 | 3100 | 3100 | 13,5 | 12 | 30 |
| 2,6 | 11 | 9 | 3100 | 3100 | 35 | 16 | 88 | |
| 3,3 | 14 | 12 | 3100 | 3100 | 23 | 20 | 30 | |
| 2,5 | 2,6 | 11 | 8,5 | 1500 | 2500 | 36 | 16 | 88 |
| 3,3 | 14 | 11,5 | 2500 | 3100 | 24 | 20 | 30 | |
| 4 | 17,5 | 15 | 3100 | 3100 | 36,5 | 24 | 88 | |
| 3 | 2,6 | 11 | 8 | 1250 | 2200 | 36,5 | 16 | 88 |
| 3,3 | 14 | 11,5 | 1500 | 2700 | 25 | 20 | 30 | |
| 4 | 17,5 | 14,5 | 2200 | 3100 | 37,5 | 24 | 88 | |
| 5,5 | 25 | 22 | 2470 | 3100 | 39 | 35 | 88 | |
| 8 | 35 | 32 | 3100 | 3100 | 40 | 50 | 88 | |
| 4 | 4 | 17,5 | 13,5 | 800 | 1800 | 39 | 24 | 88 |
| 5,5 | 25 | 21 | 1200 | 2500 | 40 | 35 | 88 | |
| 5,5 | 25 | 22 | 2500 | 2500 | 40 | 35 | 60 | |
| 8 | 35 | 31 | 2300 | 3100 | 42 | 50 | 88 | |
| 5 | 5,5 | 25 | 20 | 600 | 1800 | 43 | 35 | 88 |
| 5,5 | 27 | 22 | 2500 | 2500 | 43 | 35 | 60 | |
| 8 | 35 | 30 | 1000 | 2700 | 45 | 50 | 88 | |
| 16 | 70 | 65 | 1600 | 1600 | 90 | 100 | 88 | |
| 6 | 8 | 35 | 29 | 1000 | 1600 | 47 | 50 | 88 |
| 16 | 70 | 64 | 1600 | 1600 | 92 | 100 | 88 | |
| 8 | 16 | 73 | 61 | 1500 | 1600 | 95 | 100 | 88 |
| 10 | 16 | 73 | 63 | 0 | 500 | 97 | 100 | 88 |
* – указан внешний размер
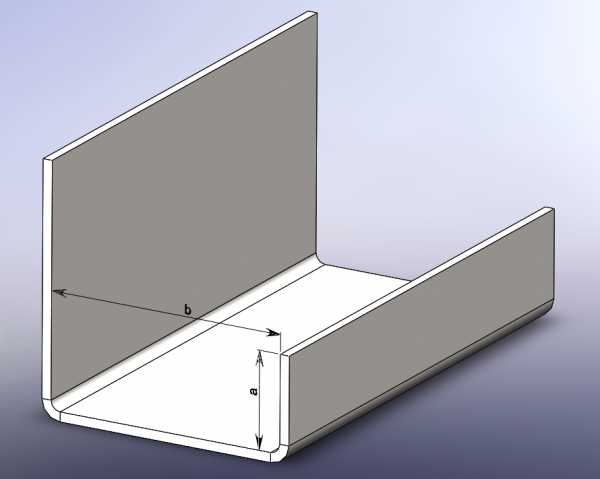
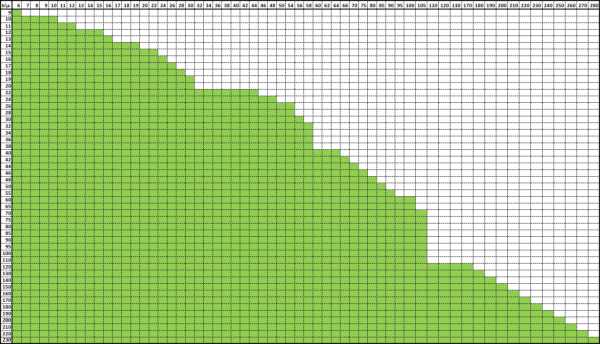
В отдельную категорию попадают детали с “П” -образным профилем.
В зависимости от того, какие нужны полки, по данной таблице можно выбрать подходящее основание. Цветом выделена область, в которой гибка возможна. Значения которые выбиваются из закрашенной области будут означать, что полки упрутся в гибочный инструмент и не будут согнуты, либо деформируется деталь. Указанны внутренние размеры в мм.
Также для качественной гибки необходимо учитывать то, что размеры мин. полок касаются и расстояний до отверстий и скосов.
Если производить гибку со скосом или отверстием находящимися ближе расстояния минимальной полки, то металл может вывернуть и повредить как изделие, так и инструмент.
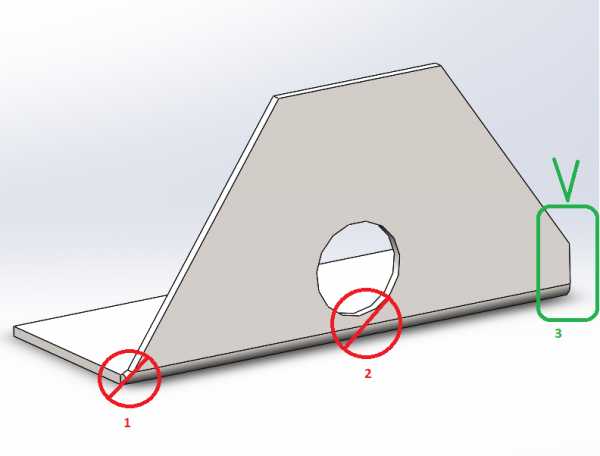
На картинке изображены примеры скосов и отверстий.
1. При гибке металл заготовки будет выворачиваться,
2. Так же как и в 1 ом случае, метал “под” отверстием, не будет согнут, что повлечет порчу изделия и инструмента.
3. Пользуясь таблицей 1), делается отступ от линии гиба до скоса/отверстия, и гибка будет выполнена качественно.
Более подробно с нашими возможностями можно ознакомиться в разделе “Наше оборудование”.
ewromet.ru
Гибка листового металла длиной до 6 метров на заказ без посредников в Москве
Области применения
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый. Он также используется для строительства вентилированных фасадов и во многих других областях. Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- Гибка листового металла на гидравлическом прессе – Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка листового металла на вальцах – Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка листового металла на гидравлическом прессе.

Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка листового металла на вальцах.

Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом . Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
stalinvest-m.ru
Гибка уголка по радиусу. | МеханикИнфо
Высадка металла. Гибка уголка по радиусу. Малкование. 5.00/5 (100.00%) проголосовало 7
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Читайте также:
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла.
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
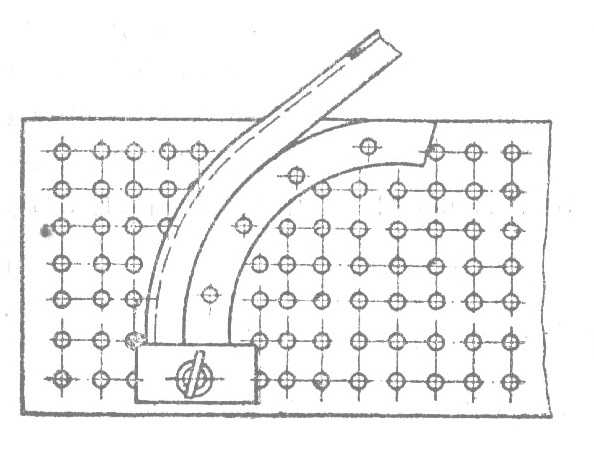
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
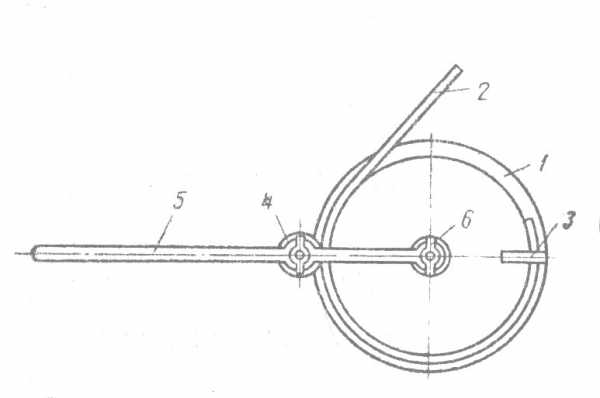
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.

Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка.
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
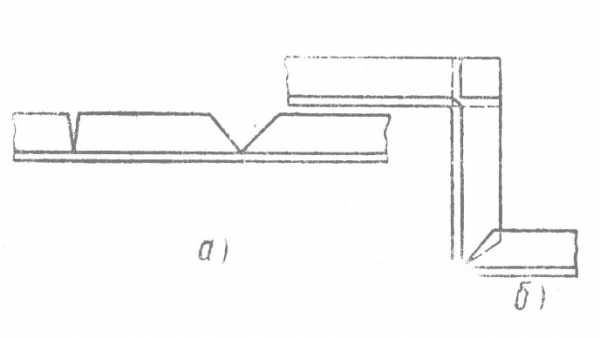
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла. Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии. Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
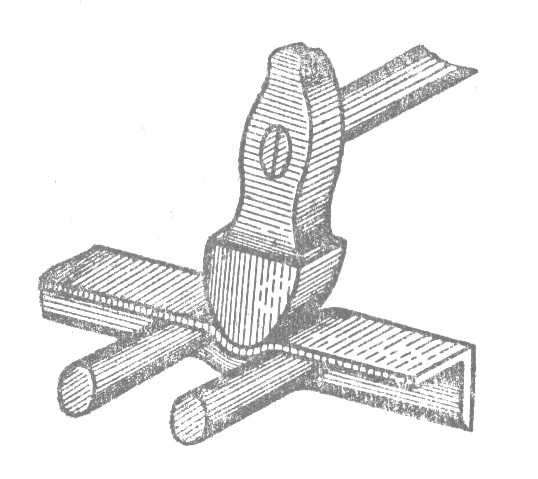
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
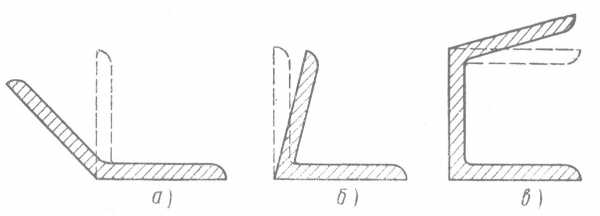
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Угловой металл малкуется на эксцентриковых высадочных прессах в шпангоутных или вальцевых станках. Малкование металла со сложным профилем обычно выполняется вручную. Малкование одной полки у углового, швеллерного, зетового и двутаврового металла не требует особых приспособлений, а для малкования двух полок необходимы сложные штампы.
Статья оказалась полезной?! Поделись в социальных сетях!!!
mechanicinfo.ru