Глубокое сверление на токарном станке – Глубокое сверление на токарном станке. Полу ручной колебательно-вращательный способ.
alexxlab | 19.06.2017 | 0 | Вопросы и ответы
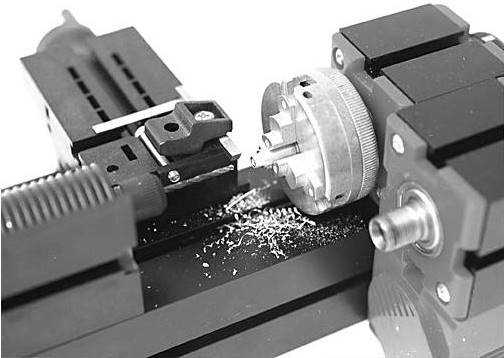
Глубокое сверление на токарном станке. Полу ручной колебательно-вращательный способ.
Написано 111, 07 April 2018 · 1276 просмотровЗадача – просверлить заготовку (грибовидный вал длинной 600 мм диаметром 90 мм.) ИМЕННО за один проход для последующего сверления сверлом 50 мм с обоих сторон.
Однако здесь если любое сверло при глубоком сверлении на токарном не вращать – то его уводит в сторону сильно. Это как аксиома глубокого сверления.
Деталь очень ответственная для использования в сей гравицапе: https://www.chipmake…163/entry/1165/
Пришлось выдумывать, как провести глубокое сверление на том оборудовании, какое есть.
А есть только 16Е20.
Я решил заменить полноценное вращение сверла на колебательное вращение, т.к. делать полноценное ротационное вращающееся соединение с подводом СОЖ с каким либо приводом – долго, затратно и не эффективно для одной детали…
Приобрёл пушечное сверло 10 мм с внутренним отверстием под СОЖ длинной 650 мм.
Выточил “патрон” под пушечное сверло, который плотно одевается на вращающийся конус и имеет подводной штуцер для трубки подачи СОЖ
Трубку от патрона подключил к гибкой трубке подачи СОЖ станка.
Собрал всё
Установил заготовку в токарный патрон станка и неподвижный люнет, предварительно расточив шейку под пальцы люнета.
Включил всё и плавненько вращая правой рукой штурвал задней бабки, а левой совершая ритмические колебательные вращения на 180-200 градусов по чуть- чуть примерно за 2 часа просверлил сию заготовку насквозь. Обороты токарного патрона – не большие : 160 об/мин – самые оптимальные оказались…
У меня увело на 0.6 мм на длине 600 мм полагаю не из-за того, что эта технология не работает, а только из-за того, что первоначально заднюю бабку часиками под расточку шейки под пальцы люнета не выставил .
Если заготовку изначально выставить по центрам , то отклонение на длине 600 мм было бы не более одной десятки.
www.chipmaker.ru
Особенности сверления глубоких отверстий – Токарное дело
Особенности сверления глубоких отверстий
Категория:
Токарное дело
Особенности сверления глубоких отверстий
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз. Глубокими отверстиями являются, например, сквозное осевое отверстие в шпинделе токарного станка, отверстие пиноли задней бабки, осевые отверстия в прогреваемых прокатных валках и др.
Часто к глубоким отверстиям предъявляются высокие требования по прямолинейности оси, но точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
Поэтому для сверления глубоких отверстий применяют специальные — «пушечные» сверла с прямой стружечной канавкой. Сверло хорошо направляется в отверстии благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку сверла и принудительно удаляет стружку.
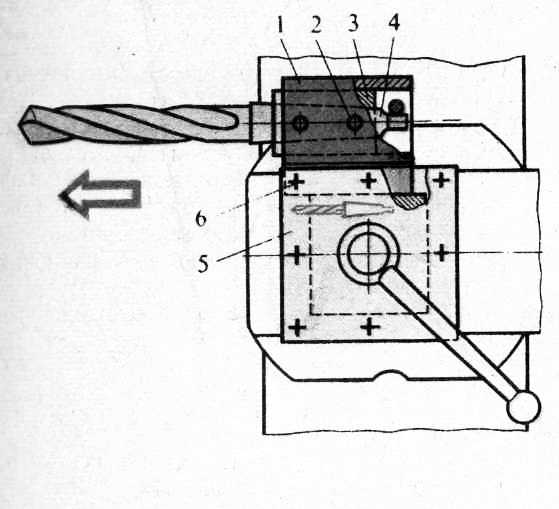
1. ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИН СТРУМЕНТОВ (СТАНОК 16К20): 1 — держатель. 2 — стопорный винт втулки. 3 — втулка с инструментальным конусным отверстием. 4 хвостовик инструмента. 5 — резцедержатель. 6 — винт резцедержателя
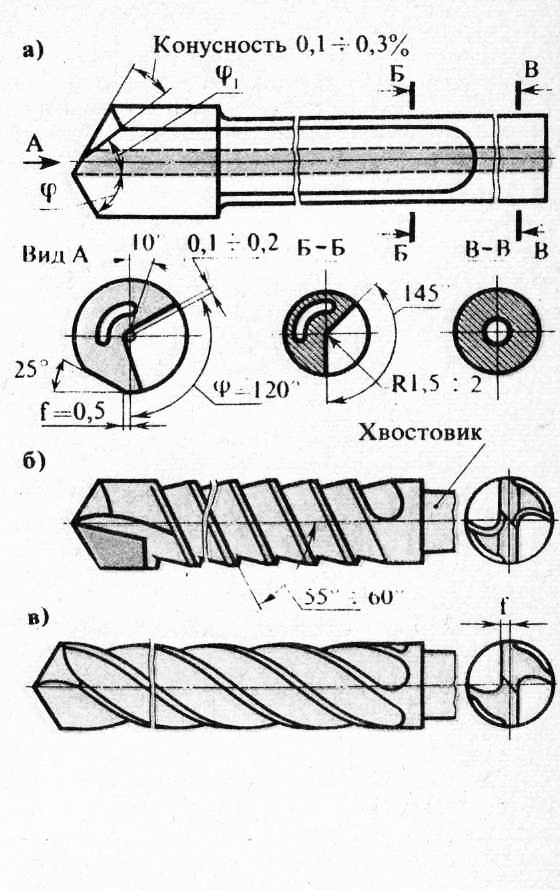
2. СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: а —однокромочное («пушечное»). б — шисконое. в четырех ленточное
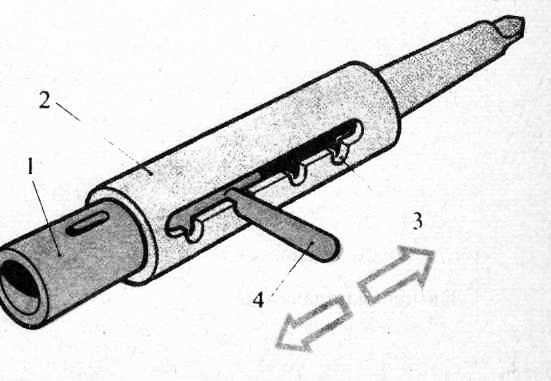
3. ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
Применяют также шнековые и че-тырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек со стенками отверстия.
При сверлении глубоких отверстий обычными сверлами периодически извлекают сверло из отверстия для очистки от стружки и охлаждения. С целью сокращения времени на ввод и вывод сверла применяют оправку со штыковым затвором.
Реклама:
Читать далее:
Контроль отверстий
Статьи по теме:
pereosnastka.ru
Глубокое сверление отверстий в металле: классификация и характеристики
Сверление отверстий — разновидность обработки металлов посредством вращающихся приспособлений способом резания. Данную операцию подразделяют на глубокое сверление и обычное. При первом варианте заглубление отверстия составляет больше 10 см либо имеет размер более чем 5 имеющихся диаметров (d*5).
Схема сверла по металлу.
Сверление отверстий в металле возможно одним из следующих способов:
- Осуществляют вращение заготовки и одновременно производят продольную подачу не вращающегося инструмента для сверления.
- Вращение заготовки не осуществляют, она принимает фиксированное положение.
- Одномоментное движение вокруг своей оси и механизма, и детали.
На практике данные технологии достаточно востребованы. Большим спросом процедура формирования глубоких отверстий пользуется в таких областях, как изготовление труб, металлургия, аэрокосмическая и нефтегазовая сфера, производство плит теплообменников и др. Глубокие отверстия чаще приходится проделывать на следующих деталях: осях, гильзах, бандажах, валах, роторах, втулках, цилиндрах, скорлупах из металла и т.д.
Сверление глубоких отверстий: классификация
Схема сверления металла.
- По типу выведения высверливаемого содержимого (стружки) выделяют: кольцевую и сплошную процедуры. Во втором способе высверливаемое содержимое выводится наподобие стружечных частиц, в первом — кольцевая плоскость частично убирается наподобие стержня, а другая часть — стружкой.
- По методу резания выделяют технологии:
Одноштанговая (STS). Данный способ оптимален для изготовления заготовок в высокопроизводительном либо массовом процессе производства. Проблема здесь заключается в том, что приходится использовать маслоприемник с разнообразными шлангами подачи при одновременном вращении детали. Данная система признана самой эффективной при формировании отверстий высокого качества.
Эжекторная. Вариант глубокой обработки с параметрами изделий среднего качества. Обработка осуществляется на токарных станках с множеством сложных функций. Система предполагает применение дополнительной мобильной или установленной насосной станции. Данный метод позволяет получать отверстия с диаметром от 2 до 6 см в глубину до 120 см, в том числе прерывистого вида.
Ружейными (трубчато-лопаточными) сверлами с подачей изнутри охладительно-смазочного средства. Данный вариант подходит для небольших предприятий, в которых условиями технологии планируется получать отверстия малого диаметра.
Таблица подбора охлаждающей жидкости при сверлении разных видов металла.
Сверла с одинарным резцом запросто встраивают в станки универсального принципа действия. Резец изготавливают из твердых сплавов и на всем протяжении стержня у него расположена V-образная канавка. Преломляющий угол последней может достигать 110-1200º. Рекомендованный диаметр для просверливания — 3,5-4,0 см, длина — d*50. Этот способ не предусматривает проведения операций развертывания и зенкерования.
Автоматическое управление процессами позволяет выделить: глубокое воздействие с автоматизированной сменой одного либо многих режимных параметров (подачи смазки, скорости вращения и др.).
Вернуться к оглавлению
Характеристики процесса глубокого просверливания
При глубокой обработке соблюдают основные принципы технологического процесса.
Изначально выполняют подбор вращательной скорости сверлильной части оборудования либо максимально возможной скорости резания (подачи сверл).
Следят за обеспечением нормального дробления стружки, выводом содержимого из углублений полностью.
Важным нюансом в момент иссечения отходов считается сохранность резца инструмента. В этой части сверло повреждений иметь не должно, равно как и заусенцев и прочих изъянов. Еще одним ключевым критерием эффективной обработки поверхностей металла является подача охладительно-смазывающей жидкости по правилам.
Поскольку детали сверлятся в сопровождении подачи охладительно-смазывающей жидкости с некоторым давлением и с заданной величиной расхода, в систему вводят работу насосных устройств — маслонасосов либо насосов для перекачивания вязких веществ.
Мощность системы подбирают, основываясь на расходовании жидкости и необходимой величине давления для подачи смазочного средства.
Подача жидкости — непременный пункт технологии:
- Выполняется правильный вывод стружки из рабочей зоны по выводным каналам.
- Понижается сила трения между соприкасающимися элементами.
- Осуществляется выведение излишков тепла, образующегося при процедуре длительного сверления, при этом обеспечивается сохранность сверла.
- Производится дополнительная обработка выемки.
Вернуться к оглавлению
Некоторые сложности процесса
С увеличением заглубления появляется больше сложностей с обработкой выемки.
При глубоком просверливании задействуют специализированный инструмент, оснащенный технически с дополнительными возможностями применения режущих и других типов приспособлений. Это необходимо по той причине, что использование стандартных приспособлений не позволяет получить высокой производительности процесса, а иногда делает его невозможным.
Для решения технологических задач нередко требуется участие нестандартных приспособлений, коими может оснащаться спецоборудование.
moiinstrumenty.ru
Сверление, растачивание, рассверливание на токарных станках
Токарный станок – это универсальная машина для разнообразных видов работ с вращающимися заготовками. Поэтому с его помощью можно также выполнять различную обработку отверстий: сверление, рассверливание, развёртывание зенкерование, зенкование и др. Для упрощения работ на токарных станках, применяют специальное оборудование – ЧПУ (числовое программное управление). Установка ЧПУ-оборудования возможна на различные типы токарных станков. Для этой цели подходят и токарно-винторезные, и карусельные, и револьверные и другие виды. Также с помощью ЧПУ-оборудования можно производить сверление отверстий.
 Процесс сверления на токарном станке
Процесс сверления на токарном станкеЗенкерование – это увеличение диаметра отверстия с помощью зенкера, а зенкование – это обработка её кромки с помощью зенковки.
Виды сверления на токарных станках
Условно, существует три вида процесса сверления отверстий на токарном станке по степени вмешательства человека:
- Ручное. Этот способ предусматривает подачу режущего инструмента в зону резания с помощью маховика задней бабки, приводимого в движение мускульной силой человека.
- Механическое. При этом способе обработки отверстий подача сверла осуществляется с помощью механической подачи, поступающей от каретки суппорта к задней бабке через специальное устройство. Не все токарные станки имеют такие устройства и, соответственно, возможность осуществлять механическое сверление.
- С помощью ЧПУ. Полная автоматизация обработки изделий возможна на станках с ЧПУ. На токарном станке с ЧПУ можно совершать обработку отверстий различными способами и инструментами без вмешательства человека.
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом — сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс — развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).
При обработке чугуна образуется мелкая стружка, которая при жидкостном охлаждении забивает каналы для её отвода. Поэтому примененять эмульсию в таких случаях нельзя.
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
Обработка глубоких отверстий
В случае выполнения глубоких отверстий, необходимо выполнить все подготовительные операции в той же последовательности, как и обычных:
- Установка соосности задней бабки и шпинделя.
- Закрепление заготовки.
- Подготовка и установка режущего инструмента.
- Торцевание заготовки.
- Выполнение углубления в торце заготовки.
При этом нужно придерживаться нескольких рекомендаций:
- Глубокое сверление нужно начинать коротким инструментом на глубину равную диаметру сверла, а затем менять на основное. Это поможет избежать отклонения основного сверла от нужного направления.
- В начале резания для увеличения жёсткости длинного сверла, его подпирают сбоку обратной стороной резца закреплённого в резцедержателе.
Глубокое сверление вызывает значительные тепловые и механические нагрузки на режущий инструмент из-за большей площади трущихся поверхностей. Поэтому необходимо больше внимания уделять охлаждению и своевременному удалению стружки из зоны резания.
Особенности станков с ЧПУ
При работе на токарных станках можно применять ЧПУ (числовое программное управление). Это даёт преимущества только при производстве больших партий изделий. Так как отладка и настройка таких машин занимает много времени, требует создание специальных программ и наличие квалифицированного оператора-наладчика.
Преимущества использования станков ЧПУ:
- Освобождение оператора (токаря) от любых расчётов.
- Повышается точность обработки деталей.
- Минимизируется человеческий фактор.
- Повышается безопасность труда.
- Повышение производительности труда.
- Возможность круглосуточной работы и без выходных.
- Снижает затраты на производство единицы продукции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сверла для глубокого сверления отверстий:спиральные,ружейные
Особенности углубленной сверловки
Метод глубокого сверления используется во время резания отверстий, которые имеют глубину 5хD и более. Данный метод позволяет обработать материал с наибольшей точностью, а также оптимальной прямолинейностью, благодаря нему обеспечивается хорошее качество поверхности. Это достаточно сложная и трудоемкая операция. Главным условием обработки режущим инструментом методом глубокого сверления является охлаждение под давлением.
Особенность данного метода – необходимость определения правильного направления во время начала процесса резания. Это направление проходит через специальную кондукторную втулку либо же в заранее подготовленное просверленное пилотное отверстие.
Главная трудность – нельзя свободно вращать режущий инструмент при глубоком сверлении на полных оборотах вне самой детали. А также при увеличении длины сверла для глубокого сверления создаются неблагоприятные условия образования стружки, которую трудно отводить и извлекать из отверстия во время процесса. Поэтому очень важно соблюдать увод сверла при глубоком сверлении.
Виды сверл для углубленной сверловки
Сверла для глубокого сверления бывают нескольких видов:
- Спиральная конструкция, которая имеет отверстие для подвода жидкости в зону резания.
- Ружейное устройство, которое имеет припаянные твердосплавные пластинки.
- Ружейное устройство, которое имеет цельную твердосплавную рабочую часть.
- Ружейная установка с твердосплавной пластинкой и промежуточной режущей пластинкой.
- Шпиндельные (перовые) приборы, которые используются для обработки отверстий в шпинделях станков.
- Пушечные устройства.
Спиральные инструменты – это стандартные спиральные сверла, которые имеют удлиненную рабочую часть. Они изготавливаются из таких материалов, как быстрорежущая часть и твердый сплав. Первые имеют наружный подвод СОЖ, а вторые – внутренний подвод СОЖ. Сверление ними реализуется посредством глубокого сверления, когда инструмент удаляется из отверстия, для того чтобы вывести стружку, и без этого процесса. Их производительность в 8 раз выше, чем у ружейных.

фото:спиральные длинные сверла по металлу
Ружейные и пушечные – это однорезцовые режущие инструменты, которые используются для того, чтобы получить глубокие отверстия малого диаметра и большого (от 0,5 мм до 100 мм). СОЖ подводится через корпус прибора, стружка выводится через канавку в корпусе конструкции. Ружейная установка обеспечивает лучшее направление режущей части, рабочая часть делается конической по направлению от режущей кромки к стержню.

фото:ружейные сверла по металлу
Пушечный прибор имеет твердосплавную режущую часть, стебель из закаленной стали и хвостовик из улучшенной стали.
Также существуют двустороннего резания (эжекторные и шнековые) и одностороннего резания конструкции (ружейные и пушечные) по их назначению. И третий вид – это кольцевые или трепанирующие головки.
Подбор сверла для глубокой сверловки
Сверла для глубокого сверления имеют определенные критерии выбора. Чаще всего применяются спиральные, а также перовые режущие инструменты.
На критерии выбора влияет наличие определенного специального оборудования, системы подготовки и подачи СОЖ, а также системы защиты от разбрызгивания. Применять сверла для глубокого сверления необходимо исключительно на станках глубокого сверления.
Выбирая конструкцию, необходимо определяться с нужным диаметром, общей длиной отверстия, типом хвостовика и обрабатываемым материалом. Также обращать внимание на скорость подачи.
Общие рекомендации:
- Если вы собираетесь сверлить отверстие, которое имеет длину больше, чем 40d, то стоит одновременно использовать два сверла, имеющие диаметр 10х400 мм и 9,95х800 мм.
- Если глубина 40d, то конструкция должна иметь левое направление вращения, для того чтобы она смогла зайти в пилотное отверстие.
- В случае, когда материал имеет длинную стружку, выбирайте прибор, который имеет полированные стружечные канавки.
- Когда вы обрабатываете алюминиевый сплав, применяйте однолезвийные конструкции, имеющие заточку угла при вершине 180 градусов.
Технология процесса
Подача СОЖ должна быть под давлением до 10 МПа. Объем охлаждающей жидкости – 20-120 л/мин. Данный показатель зависит от диаметра обрабатывающей конструкции. Точность обработки по диаметру – 7-9 квалитетов. Параметр шероховатости – 2,5-1,25 мкм. Возможное отклонение отверстия не больше, чем на 0,5 мм на каждом метре длины.

фото:глубокое сверление детали
Этапы работы:
- Необходимо изготовить пилотное отверстие с допуском Н8.
- Подвести инструмент в заданное положение на небольшом режиме.
- Частота вращения должна быть 200 об/мин, подача 500 мм/мин.
- Включить подачу СОЖ и частоту вращения.
- Непрерывно сверлить до полной глубины, не отводя инструмент.
- Если вы используете устройство, которое имеет очень большое соотношение длины к диаметру, то необходимо достигать глубины 25 мм с уменьшенным режимом резания. 75% от оптимальной скорости резания.
- Отключить подачу СОЖ, когда достигнете необходимой глубины.
- Ускоренно произвести отвод и остановить шпиндель.
Также существует способ сверления глубокого сквозного отверстия и способ обработки глубоких отверстий. Последний предполагает установку технологической бобышки на заготовке, ось которой располагается на одинаковом расстоянии от торца заготовки.
Компания «Тула Лифт» – производитель лифтов, которая предлагает своим клиентам большой ассортимент подъемно-транспортного оборудования. Очень низкие цены!
www.metalstanki.com.ua
Сверление отверстий на токарном станке
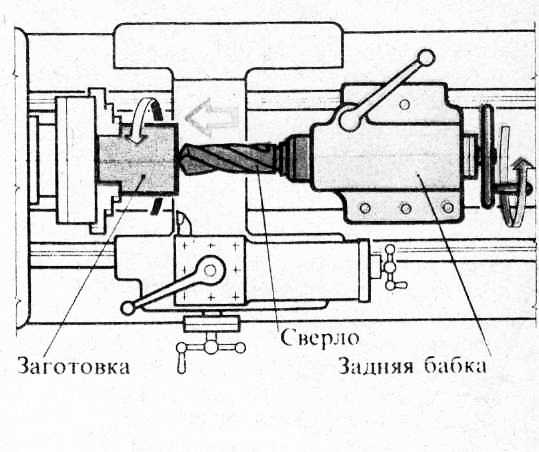
При сверлении отверстий на токарных станках деталь, закрепленная в патроне, совершает вращательное движение, а сверло, установленное в пиноли задней бабки, получает движение подачи.
Закрепление детали
Закрепление детали при сверлении должно быть прочным. Слабо закрепленная деталь во время сверления будет дрожать или смещаться, а это может повлечь за собой поломку сверла.
Чтобы предотвратить увод сверла, необходимо перед началом сверления чисто подрезать торец детали (торцовая поверхность должна быть перпендикулярна оси отверстия), а затем наметить в торце центровое отверстие.
Прежде чем подвести сверло к обрабатываемой детали, нужно включить станок. Подводить сверло нужно плавно, без удара, так как иначе режущие кромки сверла могут быстро затупиться и даже выкрошиться.
Подача
Подачу сверла производят обычно вручную, перемещением пиноли задней бабки, вращая для этого соответствующий маховичок. При сверлении отверстия длиной больше двух диаметров сверла рекомендуется сначала надсверлить отверстие (на длину заборного конуса) жестко закрепленным в пиноли коротким сверлом того же диаметра. Тогда последующее сверло (нормальной длины) будет лучше направляться и его меньше будет уводить в сторону.
Сверление глубоких отверстий
При сверлении глубокого отверстия, т. е. такого отверстия, длина которого превышает диаметр сверла в пять и более раз, нужно время от времени прерывать подачу, выводить сверло из отверстия на ходу станка и удалять из канавок стружку – этим предотвращается поломка сверла.
Сверление глухих отверстий
Для сверления глухих отверстий заданной длины удобно пользоваться рисками с делениями на пиноли задней бабки. Вращением маховичка выдвигают сверло, пока оно вершиной не коснется торца детали; замечают при этом соответствующую риску на пиноли. Затем, вращая маховичок задней бабки без резких рывков, перемещают пиноль до тех пор, пока она не выйдет из корпуса на нужное число делений.
Когда таких делений на пиноли нет, можно применить следующий способ. Отмечают на сверле мелом требуемую длину отверстия и перемещают пиноль, пока сверло не углубится в деталь до метки.
Похожие материалы
www.metalcutting.ru
Сверление отверстий на токарном станке
Сверление отверстий на токарном станке
Категория:
Токарное дело
Сверление отверстий на токарном станке
При сверлении на токарном станке сверло, закрепленное в пиноли задней бабки, подают вручную, только вращением маховичка.
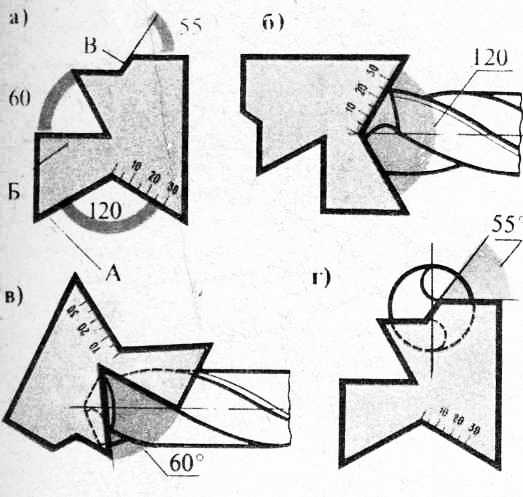
1. КОНТРОЛЬ ГЕОМЕТРИИ СВЕРЛА UJ КОМПЛЕКСНЫМ ШАБЛОНОМ:
2. СВЕРЛЕНИЕ НА ТОКАРНОМ СТАНКЕ ПОДАЧЕЙ ВРУЧНУЮ а — шаблон, б — контроль угла 2^=120° и длины режущих кромок, в — контроль угла 60е, г — контроль угла 55”
Максимальный диаметр сверления, допускаемый станками 1К62 и 16К20,—25 мм по стали и 28 мм по чугуну.
Важно, чтобы торец заготовки был подрезай, т. е. был перпендикулярен к оси.
Сверление с подачей сверла вручную мало производительно и утомительно для токаря, особенно сверление отверстий большого диаметра и глубоких отверстий. Некоторые токарные станки (например, 1К62) имеют приспособления для подсоединения задней бабки к каретке суппорта, тогда сверление выполняется механической подачей.
Для механической подачи сверл применяют также специальный держатель, закрепляемый в резцедержателе станка. У станка 16К20 такой Дополнительный держатель устанавливают в ту позицию резцедержателя, которая маркируется символом — рисунком сверла. Совмещение оси сверла с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке и также обозначается символом рисунком сверла.
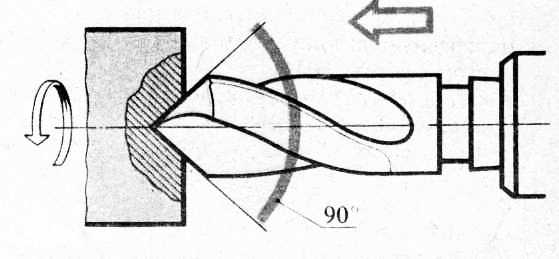
3. ЗАСВЕРЛИВАНИЕ ТОРЦА ЗАГОТОВКИ
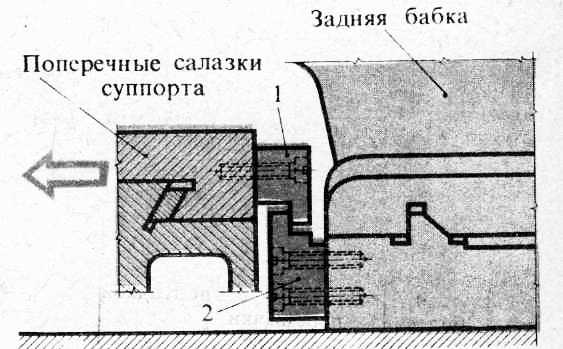
4. УСТРОЙСТВО ДЛЯ ПОДСОЕДИНИЯ ЗАДНЕЙ БАБКИ К КАРЕТКЕ СУППОРТА:
Отверстия большою диаметра сверлж последовательно двумя сверлами: вначале сверлом меньшею диаметра, затем рассверливают. Рассверливание обеспечивает точность не выше 5-го класса и четвертый класс шероховатости поверхности
Фактическая скорость резания и, как и при точении, зависит от диаметра сверла и частоты вращения заготовки:
Охлаждающая жидкость при сверлении направляется непосредственно в отверстие. Длину сверления (глубину отверстия) контролируют в процессе сверления по делениям на пиноли или по меловой риске на сверле. Более точно глубину отверстия контролируют (после остановки станка) глубиномером штангенциркуля ШЦ-1, штангенглубиномером или шаблоном.
Реклама:
Читать далее:
Особенности сверления глубоких отверстий
Статьи по теме:
pereosnastka.ru