Горелка для сварки – Сварочные горелки – как работают приспособления разных моделей? + видео
alexxlab | 22.08.2017 | 0 | Вопросы и ответы
Сварочные горелки – как работают приспособления разных моделей? + видео
Сварочные горелки применяются, чаще всего, для оплавления металла, чтобы надежно соединить отдельные детали между собой, и предназначены они для получения пламени. Постараемся досконально рассмотреть разновидности этих приборов и освоить их работу.
Сварочные горелки для газовой сварки
Существует масса сварочных агрегатов, поэтому и классификация сварочных горелок также не ограничивается парой вариантов. Газовая сварка предназначена для плавления металлов в зоне соединения почти до текучего состояния. При обработке материала в качестве источника пламени используется газ, а это, чаще всего, природный, нефтяной газ или пары керосина. Данный вид сварки используют для того, чтобы расплавить тонкие листы стали, чугуна, сварить алюминиевые элементы, а также для устранения дефектов литья.
Газовые горелки имеют, конечно же, плюсы и минусы. К плюсам можно отнести простоту использования и отсутствие подключения к электроэнергии. В качестве минусов выступают: весьма сложная механизация, маленькая концентрация тепла и дороговизна самого вида сварки (в сравнении с электрической). Процесс работы, который осуществляют сварочные газовые горелки, можно разделить на три этапа: подготовка, смешение, горение.

Во время первого этапа осуществляется настройка горелки, определяется оптимальная скорость, направление и мощность. После этого наступает второй этап – смешение топлива и кислорода, в результате которого образуется смесь. Это приводит к тому, что кислород через специальные трубки засасывается внутрь и смешивается с газом, и уже на третьем этапе образуется пламя. Образовавшаяся смесь воспламеняется с помощью приспособления на конце трубки.
В современных горелках находится электрический розжиг, только он способен стабильно поддерживать пламя. Главное отличие таких приспособлений – длительный срок службы.
Устройство сварочной горелки на газу весьма простое. Зажигание происходит за пару секунд, а сама она работает безотказно. В наши дни газ стал самым популярным продуктом, и аппараты, работающие на нем, также пользуются большим спросом. Используется газовая горелка, чаще всего, в промышленной отрасли. За счет того, что она очень легкая и мощная, она способна работать даже в ветреную погоду. Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию.
Газовой горелке нельзя давать работать в режиме перегрева очень долго (не более 30 секунд), после чего надо выключить ее и перевернуть баллон, так как внизу баллона находится пропан, он создает основное давление. Туристические газовые горелки – это основной элемент гаражей, дач, палаток. За счет того, что кислород, попадая в нее и смешиваясь с газом, образует горючую смесь, которая по специальной трубке переносится к основанию, и образуется порция пламени – факел.
Газовые горелки для сварки – работа и ремонт
При работе с газовыми горелками в целях безопасности стоит пользоваться защитными очками. При ее зажигании нужно приоткрыть вентиль на 1/2-1/4 оборота, после продувки следует зажечь горючую смесь, а уже потом можно регулировать пламя. Зажигать горелку рекомендуется спичкой или специальной зажигалкой, категорически запрещается поджигать ее от разных горящих предметов. Тушение горелки производится перекрытием вентиля газа. При утечке же газа следует немедленно прекратить работу.
По окончанию сварочных работ сварщик должен обязательно закрыть вентиль подачи газа, снять редукторы с баллонов и убрать их в специальное отведенное место, а вентиль закрыть специальным колпаком. Если горелка не запускается, то возможной причиной может быть низкое напряжение или вовсе его отсутствие, в таких случаях нужно проверить напряжение специальным прибором. Также бывает, что двигатель подачи проволоки в горелке запускается, но после продувки загорается красная лампа. Возможной причиной в таком случае может быть неисправность двигателя или изоляции.
В такой ситуации нужно или заменить двигатель, или попытаться его очистить. Если после возникновения пламени в горелке сигнализирует аварийная лампа, то следует проверить положение электрода, по возможности его откорректировать. Часто случается такое, что после продувки горелки возникает пламя, после чего гаснет и опять возникает, возможная причина неполадки – низкое давление газа.

Горелка для аргонодуговой сварки – какова роль газа в работе?
Аргонная сварка – один из самых востребованных видов. Данную технологию чаще применяют к материалам из алюминия, но также она вполне подходит для чугуна, титана, меди, серебра. Во время работы с таким оборудованием шов получается почти невидимым, что играет важную роль не только для внешнего вида, но и для прочности изделия. Плюсами аргонной сварки являются хорошее качество и долговечность использования полученного изделия, экономия денег, усилий и нервов. Существенных минусов у данной технологии не замечено.
Аргонная сварка производится с помощью вольфрамового электрода под защитой газа аргона, отсюда и ее название. Принцип работы, который имеет горелка для аргонодуговой сварки, заключается в том, что электрический разряд используется в качестве энергетического источника, а для защиты шва от попадания кислорода задействован специальный газ, масса которого превышает массу кислорода, благодаря этому он и вытесняет кислород из сварочной области. Вольфрамовый провод используется, как электрод.

Горелки для полуавтоматической сварки – особенности работы
Полуавтоматическая сварка отличается от ручной тем, что в процессе работы можно осуществлять охлаждение горелки для полуавтоматической сварки. С помощью данного вида работ обеспечивается стыковка всех труднодоступных мест. В плюсы данного подхода можно записать, несомненно, хорошее качество, минимум прилагаемых усилий, снижение отходов, высокую скорость образования вполне крепкого шва. Минусы полуавтоматической сварки небольшие, они касаются, в основном, высокой цены, сложности системы, громоздкости оборудования.
Принцип такой сварки заключается в нескольких этапах. Во-первых, надо зачистить место сварки от ржавчины, это лучше всего осуществлять с помощью металлической щетки. После чего производится обезжиривание поверхности. Затем уже запускается горелка сварочная для полуавтомата, и начинается работа. Скорость сварки устанавливает сварщик, который и следит за процессом, выбор темпа зависит от типа металла и его толщины. Техника безопасности тут не отличается от остальных случаев работы с пламенем.

Автоматическая сварка – кто контролирует качество?
При автоматической сварке осуществляют процесс и контролируют качество соединения специальные аппараты, ведь сварка производится один раз, и дефекты очень хорошо видны, поэтому важно предупреждение их образования. Несомненным плюсом данного вида сварки является то, что он исключает присутствие сварщика во время процесса. Помимо этого, плюсами являются хорошее качество шва и минимум усилий. Единственный минус – большие начальные инвестиции.

Главной особенностью автоматического способа является то, что дуга горит под плотным слоем флюса. Жидкий флюс образует вокруг дуги пузырь, заполненный химическими газами, которые выделяются в процессе горения. Применение флюса обязательно для сварки, он улучшает качество шва. При работе, когда основной металл расплавляется, дуга отбрасывает его назад, тем самым образуя углубление, которое потом заполняется новым слоем расплавленного металла.
Оцените статью: Поделитесь с друзьями!remoskop.ru
120 фото и особенности газовой сварки
Первое, на что стоит обратить внимание, выбирая оборудование для сварочных работ – это то, что существует несколько разных типов сварки, а значит, и несколько видов сварочных горелок. Перед покупкой желательно ознакомиться с их плюсами и минусами, и приобрести то, что подходит именно вам.

Краткое содержимое статьи:
Что собой представляет газовая сварка
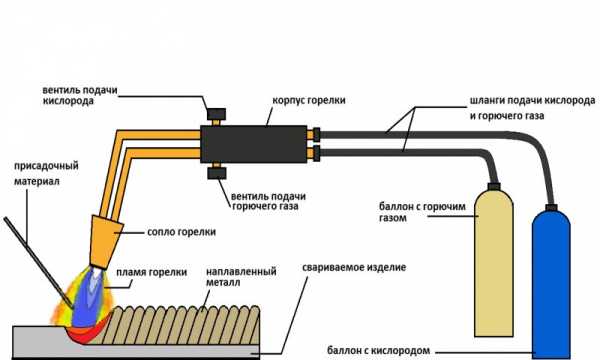
При газовой сварке металл разогревается пламенем высокой температуры, которое получается при возгорании кислородно-ацетиленовой смеси (в некоторых случаях ацетилен заменяют другим газом – метаном, пропаном, керосиновыми парами, и т.д.).

Кислород и горючий газ поступают в горелку, где смешиваются в необходимых пропорциях, и в виде смеси выдуваются из сопла. Затем горелку необходимо поджечь. Как правило, используют специальную зажигалку или спичку. Некоторые модели горелок оборудованы пьезоэлектрическим поджигом.

Вместе со швом свариваемого изделия плавится и специальная проволока – присадочный прут, которую прикладывают ко шву.

Есть два основных типа горелок – с инжектором и без. Устройство сварочной горелки с инжектором отличается тем, что кислород подается в камеру-смеситель под давлением, которое превышает давление горючего газа. Таким образом в смесителе создается разреженное пространство, засасывающее горючий газ.

Сам инжектор – цилиндр с несколькими каналами: по центральному подается кислород, по нескольким периферическим канальцам – горючий газ. За счет этого достигается разница давлений.
Без инжекторные горелки этого цилиндра не имеют. Давление для подачи горючего газа и кислорода в них одинаковое.
Горелка соединяется с баллонами шлангом, на котором установлен специальный клапан, предотвращающий обратную тягу. Если этого клапана нет, газ в баллонах может воспламениться, что приведет к взрыву.

Газовая сварка: плюсы и минусы
Газовая сварка широко используется в промышленности. Ее плюсы – простота технологии, дешевизна аппаратов, и то, что их легко найти и купить. Пламя регулируется простым вентилем. При наружных ремонтных работах подобная сварка хороша тем, что пламя газовых сварочных горелок не может погасить даже сильный ветер.

Оборудование для этого типа сварки легко перевозить в нужное место. Оно не требует дополнительной установки, и поэтому работать можно где угодно – даже в лесу.

Минусов у газовой сварки тоже немало. Самый очевидный – взрывоопасность. При небрежной работе может произойти пожар или взрыв горючей смеси.

Другим недостатком является то, что зона нагрева слишком велика, и поэтому могут расплавиться те детали свариваемого изделия, которые не нужно было трогать.

Данная технология не рекомендуется для сварки листов металла толще 3-5 миллиметров – шов получится неаккуратным, будет деформироваться и трескаться.

Что такое аргонная сварка
Аргонная (аргонодуговая) сварка используется в тех случаях, когда нужно избежать контакта свариваемого металла с кислородом. Особенно хороша она для работы с алюминием.

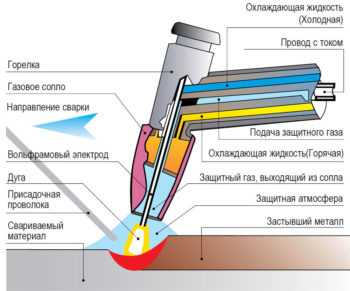
В аргонной сварке применяется электрод из тугоплавкого металла – вольфрама. Электрод расположен в центре сопла горелки, из которого выдувается защитный газ тяжелее кислорода.

Для разогрева металла служит электрическая дуга, а газ вытесняет кислород из области сварки, благодаря чему окисления не происходит. Шов при этом получается тонким, прочным и почти незаметным. Именно поэтому в наше время аргонная сварка очень популярна.

Особенности полуавтоматической сварки
Полуавтоматическая сварка обладает всеми достоинствами аргонной, но при этом она еще и механизирована. Электродная проволока в ней одновременно является присадочной. Она непрерывно подается в зону сварки, где плавится вместе с кромкой изделия. Из сопла горелки поступает защитный газ, предохраняющий шов от контакта с воздухом. Сама горелка охлаждается воздухом или жидкостью.

Присадочная проволока, охлаждающая жидкость и флюс для сварки (если есть такая функция) подаются по специальному шлейфу.

Выбор сварочного полуавтомата и уход за ним
В продаже много самых различных модификаций сварочных автоматов. Они различаются и по цене, и по своим возможностям.

Самые продвинутые оснащены дополнительными функциями – системой для удаления охлаждающей жидкости, самоочисткой и так далее. В дешевых моделях отсутствует даже система подачи защитного газа.
Какой сварочный полуавтомат выбрать?
Это зависит только от того, что предпочитает мастер. Кому-то удобнее дешевые и простые горелки, кому-то нужны полнооперационные, подходящие для всего спектра работ.

Часто дорогие полуавтоматы требуются, если сварщик работает с алюминием и другими цветными металлами, сварку которых без защитного газа невозможно сделать качественно.

При работе с полуавтоматом нужно очищать сопло горелки после каждой сварки, так как на нем остаются капли расплавленного металла.

Кроме того, нужно иметь большой запас наконечников – они выгорают уже через несколько часов работы. Даже сама горелка для полуавтомата сварочного – расходная деталь. В среднем она изнашивается через полгода, и ее необходимо заменять. Периодичность замены деталей, как правило, указывают в паспорте прибора.

Выбор горелки
Как выбрать сварочную горелку? Нужно иметь в виду, что как сопло, так и наконечник горелки подвержены износу из-за постоянного нагрева. В продаже есть разные детали – как менее, так и более долговечные, изготовленные из теплостойких материалов. На срок службы влияет размер и вес наконечника: чем он больше, тем наконечник дольше прослужит.

Глядя на фото сварочных горелок, легко заметить, что они отличаются по форме сопла. Это зависит от вида работ: более узкие и длинные сопла подходят для работы на малом пространстве, в труднодоступных местах, а также для работы, требующей большой аккуратности и точности.

Полуавтоматические, автоматические и аргонодуговые горелки различаются по мощности и силе тока. От этих параметров напрямую зависит их рабочий цикл.

Рабочий цикл – это параметр, определяющий, как долго горелка может работать без перерыва в течение десяти минут. Измеряется он в процентах.

Если сварка автоматическая, рабочий цикл равен ста процентам, т.е. перерывы в работе не требуются. В случае, когда сварочные работы выполняет человек, длительность рабочего цикла заметно меньше.

Слишком мощную горелку брать не стоит – она будет тяжелой и громоздкой, что затруднит работу.

Обратите внимание и на рукоятку горелки – ее должно быть удобно держать, а вес прибора нужно подбирать таким образом, чтобы руки не уставали при долгой работе. В продаже есть горелки с эргономичными рукоятками, повторяющими контуры ладони рабочего, которые очень удобны в использовании.

Так как сварка часто происходит в полевых условиях, на большой высоте, и т.д, то горелка может случайно выпасть из рук. Исходя из этого, лучше подбирать ударопрочное оборудование.

Наконец, если есть возможность, лучше, чтобы горелка и запасные части для нее были одной и той же марки – это облегчит уход за ней.

Техника безопасности при работе с газовой горелкой
Горючую смесь, выходящую из сопла, нужно поджигать с большой осторожностью. Для начала следует приоткрыть вентиль (примерно на четверть оборота), продуть горелку, и только затем поджечь газ. Для этого используют спички, искровые зажигалки, или пьезоподжиг. Категорически запрещается зажигать горелку от любых горящих предметов.

Только после того, как горючая смесь воспламенится, можно подкрутить вентиль и отрегулировать пламя. Чтобы погасить горелку, регулятор закручивают, перекрывая доступ газа в сопло. При утечке газа следует немедленно прекратить работу.

Любая сварка, в том числе газовая, опасна для глаз, поэтому нужно пользоваться защитной маской или очками.
Фото сварочной горелки












Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru
для точечной, аргонодуговой, газовой, тиг, полуавтомат
Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к электроду.
Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл.
Горелка для сварочного аппарата бывает различных видов и предназначается для выполнения разных сварочных работ по металлу.
Сварочная горелка для полуавтомата
Показатели сварочной горелки для полуавтомата зависят от вида охлаждения, вида разъема для подключения к сварочному оборудованию и от номинального тока сварки.
Такой вид сварки отличается от ручной возможностью в процессе сварки охлаждать горелку. Горелка к сварочному полуавтомату активно применяется для проведения сварочных работ в труднодоступных местах.
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а безгазовой защитой.
Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами.
Читайте подробнее об электродах для инвертора.
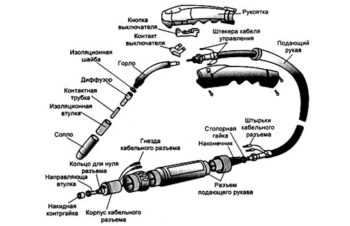
Горелка сварочная для полуавтомата состоит из 3-х основных частей:
- сварочная горелка;
- шлейф сварочной горелки;
- элемент контактного соединения.
 Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Элемент контактного соединения нужен для соединения источника сварки полуавтомата и сварочной горелки.
Рукоятка горелки изготавливается с использованием литого материала. Материал обладает изоляционными свойствами. Наконечники изготавливаются из различных материалов: медь, вольфрам и медь, бронза, сплав из меди и графита.
Лучшими наконечниками являются наконечники из вольфрама и меди. Сварочная горелка для полуавтоматической сварки с такими наконечниками имеет более длительный срок использования.
Горелка для аргонодуговой сварки
 Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Преимуществами аргоновой сварки являются высокое качество шва и длительность использования изделия после сварки. Горелка для аргонодуговой сварки работает по определенному принципу.
Она совмещает качества газовой и дуговой сварки. В качестве источника энергии используется электрический разряд, а специальный газ, у которого масса больше массы кислорода, служит для защиты шва от проникновения кислорода. Электродом служит провод из вольфрама.
 Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
- мощности;
- длине кабеля;
- типу охлаждения;
- типу управления;
- способу подключения к сварочному оборудованию.
По типу охлаждения горелки для аргоновой сварки разделяются на воздушные и водяные. По типу управления горелка для аргоновой сварки бывает кнопочная или вентильная, либо универсальная.
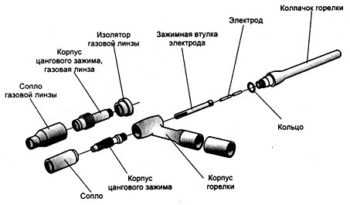
Состоят горелки для сварки из шланга для подачи аргона, силовой жилы, рукоятки с головкой. Если горелка с водяным охлаждением, комплект дополняется шлангом для жидкости.
Рукоятка с головкой состоит из сопла из керамики, цанги, корпуса цанги, короткой или длинной каппы.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.Сварочные работы нужно проводить исключительно в специальной защите. О маске-хамелеоне читайте здесь.
Горелка для тиг сварки
 Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
В такой горелке отсутствует направляющий канал для проволоки, и проволока подается вручную.
Основные детали горелки тиг:
- корпус горелки;
- электрод;
- уплотнительная втулка;
- корпус уплотнительной втулки.
Электрод служит для передачи дуге сварочного тока. Вставляется электрод в электродный щиток корпуса горелки через уплотнительную втулку и ее корпус.
Электродный щиток для закрепления электрода поворачивается. Положение горелки при сварке – 15-40 градусов к вертикали.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. Читайте про сварочный полуавтомат.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее здесь.
Газовая горелка для сварки
 При проведении газосварочных работ применяется газовая сварочная горелка. Сварка газовой горелкой подогревает и расплавляет металл, сваривая детали.
При проведении газосварочных работ применяется газовая сварочная горелка. Сварка газовой горелкой подогревает и расплавляет металл, сваривая детали.
Материалом для такого вида горелки в основном служит латунь, а для наконечника медь. Алюминиевые сплавы при изготовлении газовых горелок используются для облегчения веса горелки.
Газовые горелки разделяются на два вида:
- инжекторные;
- не инжекторные.
Различие этих двух видов в величине давления газа, которая допустима для использования и в их конструкции. Инжекторные горелки с низким давлением, не инжекторные с высоким давлением.
Так как огневые и сварочные работы требуют особенных навыков у производителя работ, соблюдения норм технической и промышленной безопасности, а так же допусков, то проводиться периодическая аттестация с целью продления или получения разрешения и допуска к огневым работам различных категорий. Читайте подробнее об аттестации сварщика.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочего. О сварочном журнале читайте здесь.
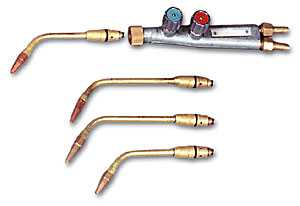
По применению газовые горелки могут быть универсальными и узкоспециальными. Универсальная газовая горелка для сварки может производить резку металла, его подогрев и сварку.
Узкоспециальные горелки служат для проведения одного вида работ.
От вида газа, который может использоваться с горелками, также зависит их разновидность. Существуют пропановые горелки для сварки и горелки для ацетилена, газов-заменителей, жидкого горючего.
Сварка газовой горелкой отличается простотой и отсутствием подключения к электрической сети.
Горелка для точечной сварки
 Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Действие горелки для точечной сварки заключается в выполнении сварочного соединения в виде точек. Детали для выполнения точечной сварки соединяются внахлест.
Особенности горелки для точечной сварки:
- простота применения;
- отличное качество шва;
- точки на шве только с одной стороны;
- соединение листов разной толщины.
Горелку для точечной сварки используют в самолетостроении, автомобилестроении, приборостроении и в других отраслях.
Разные виды горелок дают возможность использовать их для различных сварочных работ.
Может пригодиться горелка для сварки алюминия или горелка для сварки пластмасс.
При выборе горелки нужно учитывать множество нюансов: назначение, область применения, разъем для подключения к аппарату сварки и многое другое.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Дуга должна быть направлена в нужное русло, плазма же, которая ее образовывает, — это ионизированный газ.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса. Подробнее здесь.
Читайте также:
 Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […]
Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […] Костюм сварщика Сварка – вид работ, который требует специальной защиты для сварщика, кроме сварочного щитка для защиты глаз от электродуговой вспышки.Поэтому […]
Костюм сварщика Сварка – вид работ, который требует специальной защиты для сварщика, кроме сварочного щитка для защиты глаз от электродуговой вспышки.Поэтому […]
metallmaster.org
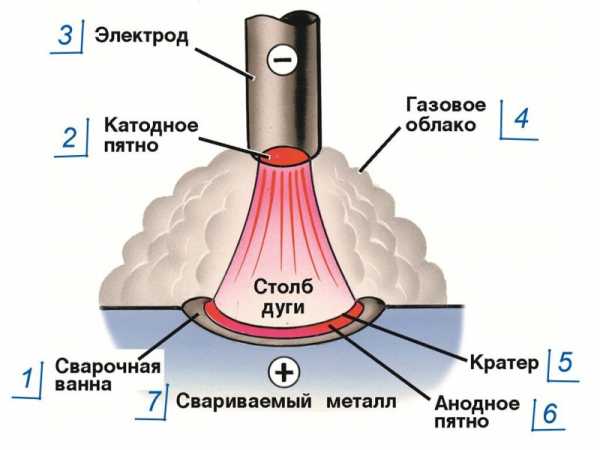
температура пламени, схема устройства для сварки металла
Газовая горелка – один из главных инструментов мастеров сварки. Критерием качества номер один является стабильное и ровное пламя с нужным уровнем мощности.
Эта стабильность образовывалась за счет смешивания внутри устройства горючего газа и кислорода.
Классификация газовых горелок
Эти устройства на рынке представлены в нескольких широких и разнообразных линейках. Принцип работы у всех одинаковый, тем не менее каждая из моделей отличается рядом дополнительных технических характеристик.
Вот как подразделяются газовые горелки по своим функциональным критериям:
- Инжекторные горелки характеризуются особой подачей кислорода к месту возникновения пламени.
- Жидкостные модели, работающие не на газе, а на парах керосина или бензина.
- Универсальные приборы, которые годятся и для сварки, и для резки металла.
- Специализированные модели, выполненные для одной конкретной операции.
- Многопламенные горелки со специальными потоками пламени.
- Устройства с ручным или машинным управлением.
- Горелки с разной мощностью: малого, среднего и высокого уровня.
С инжектором или без: как это работает?
Существует два вида газовых горелок. Рассмотрим подробно каждый из них.
Горелки без инжектора
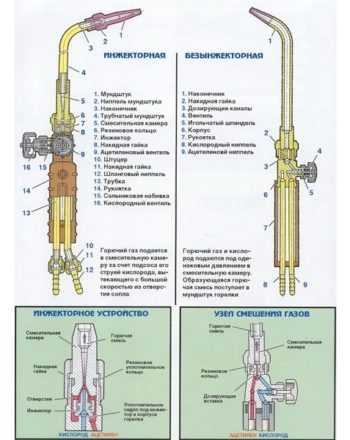
Устройство инжекторной и безинжекторной горелки.
Эти газовые горелки работают на высоком давлении, имеют относительно простую конструкцию и чрезвычайно эффективны в использовании.
Вот в каком алгоритме происходит их функционирование:
- Поступление необходимого кислорода из воздуха происходит через специальные резиновые щели и вентиль, после чего поступает в смеситель.
- Функция смесителя – деление общего потока на мелкие струи, которые поступают в сопло. Таким же образом поток поступает в специальный вентиль.
- Смешивание газа с кислородом происходит с помощью циркуляции, чтобы быть на выходе максимально однородной.
- Мундштук на наконечнике обычно выполнен из долговечного металла – к примеру, меди. Смесь, нагретая до очень высокой температуры, выходит именно через него. Температура на выходе будет даже выше, чем температура плавления металлов.
Технические требования к данным устройствам простые и конкретные: газовый поток должен быть равномерным и иметь конкретную скорость, которую можно контролировать и которая будет очень точной.
Дополнительное требование относится к смеси: она должна полностью сгорать. Скорость газового потока должна быть достаточной для того, чтобы пламя не перебрасывалось на верхнюю часть прибора, что весьма и весьма опасно из-за высокого риска взрыва.
С другой стороны, скорость горячего газового потока не должна быть слишком высокой вследствие риска отрыва пламени от мундштука с его последующим затуханием.
Как высчитать оптимальную скорость выхода газового потока?
Нужно учитывать несколько факторов:
- состав горючей смеси;
- диаметр внутренней стенки сопла;
- техническое устройство мундштука.
Средняя скорость находится в пределах 70 – 150 м/сек.
Горелки с инжектором
В качестве горючих газов используются метан, кислород или ацетилен, которые закачиваются в смеситель с помощью инжектора. Это и есть технологическая особенность инжекторного семейства сварочных горелок.
Вот как работает конструкция с инжектором:
- Горючий газ закачивается в смесительную камеру инжектором.
- Кислород поступает из баллона туда же.
- После поступления в смеситель газ смешивается с кислородом воздуха.
- Полученная смесь поступает по трубе в мундштук.
- Давление газа из мундштука должно быть, как минимум 3,5 атмосферы.
У инжекторных моделей есть существенный технологический недостаток, о котором нужно постоянно помнить: смесь горючего газа с кислородом непостоянная, она все время меняет свой состав. Вследствие этого пламя такой газовой горелки по определению не может быть ровным и стабильным.
Используются такие газовые горелки очень широко, несмотря на низкое давление и довольно сложную конструкцию. В них встроена система охлаждения, так как из-за низкого давления сопло с мундштуком нагреваются очень сильно. Поэтому важнейшим моментом является контроль перегрева камеры, чтобы она не взорвалась.
Как работать с газовой горелкой в процессе сварки?
Чертеж горелки для сварки.
Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько – не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
При проходе кислорода через инжекторную систему в канале горючего газа должно сформироваться разрежение. Проверить его можно с помощью пальца: он будет присасываться к отверстию ниппеля. Если так, подключают и фиксируют оба шланга. После этого смесь поджигается и регулируется величина пламени.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.

Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.
Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.
Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Горелка для точечной сварки
У этих моделей множество достоинств и преимуществ перед другими вариантами. Начать нужно с того, что сварочное оборудование здесь работает в разных режимах. И действие устройства также напоминает металлическое соединение в виде точек, а заготовки соединяются с помощью сварочного шва внахлест.
Особенные характеристики точечного способа носит сплошь позитивный оттенок: это и простота исполнения всех операций, и сварочный шов высокого качества, и возможность варить заготовки с разной толщиной кромок.
Инструменты точечной сварки.
Точки на шве фиксируются только на одной стороне, так что эстетические потери здесь минимальные.
Технология очень востребована в чрезвычайно ответственных областях работы с металлами: самолетостроение, приборостроение и другие высокотехнологичные отрасли.
В данной статье перечислены далеко не все возможности и модели горелок из тех, что имеются на современном рынке. Разные технологии предполагают выбор среди разных моделей и марок производителей.
Существуют модели специальных горелок для сварки алюминия или соединения пластмасс. Выбор правильной модели должен быть осознанным и без суеты. Нужно не забыть учесть множество деталей и нюансов: к примеру, разъем для подключения, условия применения при высокой влажности и многое другое.
Помимо промышленных вариантов на рынке имеется большая отдельная группа устройств для специализированных работ и отраслей, название такому устройству – мини газовая горелка. Она применяется в областях, весьма далеких от промышленного производства: от ювелирного дела до стоматологии.
tutsvarka.ru
Горелка для аргонодуговой сварки: виды и особенности
Время чтения: 4 минуты
Аргонодуговая сварка — это одна из самых популярных технологий на данный момент. Применение защитных газов в сварке (в частности аргона) позволяет формировать не только качественные, но и эстетичные швы.

В дополнение к сварочному полуавтомату для аргонно-дуговой сварки вам понадобится не только газовый баллон, но и горелка. О том, какими они бывают, как правильно выбрать и подключить мы расскажем в этой статье.
Содержание статьи
Общая информация
Горелка для сварки с применением аргона должна быть качественной и надежной, поскольку ей придется работать в условиях повышенных температур. Также у нее должна быть небольшая масса при высоких токовых нагрузках. Желательно, чтобы головка горелки проворачивалась на 180 градусов. Так ее можно будет направить в нужную сторону, защитив рукоятку от температурного перегрева.

Горелки для аргоновой сварки отличается тем, что предназначены для сварки с применением неплавящихся прутков в среде защитных газов.Такую горелку можно использовать при работе с титаном, сталями, никелевыми сплавами, медью и алюминием.
Разновидности
Сварочные горелки для аргонной сварки бывают нескольких типов. В основном, их разделяют по типу охлаждения и по типу конструкции.
По типу охлаждения производят аргоновую горелку с естественным охлаждением и с жидкостным.
Естественное также называют просто воздушным, поскольку это процесс сугубо естественный, происходящий под действием кислорода. Горелки с воздушным охлаждением нужно применять только сварке коротких швов и с применением силы тока не более 200 Ампер. В противном случае горелка будет перегреваться.
Жидкостное охлаждение — это охлаждение водой. Такая горелка имеет особое строение, благодаря которому к ее корпусу направляется холодная вода. Горелки с жидкостным охлаждением применяются при сварке длинных швов на любой силе тока.

По конструкции различают вентильные горелки, кнопочные, с вентилем и кнопкой.
Вентильная горелка для TIG сварки — это самый простейший ее вид. Чтобы открыть подачу газа достаточно просто раскрутить вентиль. Зачастую такие горелки подключаются только к инвертору. Чтобы зажечь дугу необходимо постучать проволокой о поверхность свариваемой поверхности. Вентильная горелка не подходит для сварки алюминия.
Сварочная горелка TIG (ТИГ) с кнопкой — более совершенный тип. Обычно у кнопки есть несколько позиций, каждой из которых соответствует своя функция. Это может быть подача газа, регулировка сварочного тока, поджиг дуги и т.д. Такие горелки проще в эксплуатации и позволяют добиться достойного качества швов.
Читайте также: Какую сварочную горелку выбрать?
Горелки с вентилем и кнопкой — редко встречающийся и не самый удобный вариант для новичка. Но практикующим сварщикам такие горелки нравятся, поскольку они дают больше возможностей для регулировки.
Подключение
Важно знать не только о том, как правильно выбрать, но и том, как подключить горелку к сварочному аппарату. Если вы приобрели аппарат от зарубежного производителя, то в таком случае существует два типа подключения: с применением силовых вставок и с использованием накидной гайки типа G3/8.
При первом способе горелка подключается на гнездо от 25 до 50 мм2, при этом диаметр контакта обычно от 9 до 13 мм. Аргон подводится по специальному шлангу с медной оплеткой.
При втором способе используется накидная гайка. Способ подвода аргона такой же, как выше.
Вместо заключения
Горелки для аргонодуговой и газовой сварки может быть самой разнообразной. Выбирайте исходя из конструкции, стоимости и собственного удобства. Производители предлагают большой ассортимент, поэтому обращайте внимание на качество изготовления горелки. Не выбирайте горелки по слишком высокой или слишком низкой цене. Средняя ценовая категория — оптимальный вариант как для новичка, так и для практикующего сварщика.
Не забывайте и про дополнительные комплектующие, такие как сопла для аргонодуговой сварки. Мы рекомендуем керамические сопла для горелок. Они устойчивы к высоким температурам и не перегреваются, как металлические. А какую горелку и комплектующие используете вы в своей практике? Расскажите об этом ниже в комментариях. Желаем удачи в работе!
svarkaed.ru
Газовая сварочная горелка — устройство и принцип работы
Сварочная газовая горелка представляет собой специализированную конструкцию, в которой осуществляется перемешивание горючего газа или паров специальной жидкости с кислородом из окружающей среды. Благодаря этому происходит возникновение стабильного сварочного пламени требуемой мощности. В принципе, принято считать, что это оборудования является одним из главных рабочих инструментов газосварщика.
Как классифицируются горелки?
Разновидностей горелок для сварки довольно-таки много. Несмотря на то что принцип их работы примерно одинаковый, они могут обладать рядом особенностей:
- Инжекторные и безынжекторные конструкции – они отличаются друг от друга по технологии подачи кислорода к участку горения;
- Газовые или жидкостные. В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
- Специализированные или универсальные, причем последние могут применяться для любых работ, связанных с резкой или сваркой металла;
- Однопламенные и многопламенные дифференцируются в зависимости от потоков подаваемого пламени;
- Машинные и ручные;
- Газосварочные горелки могут классифицироваться по мощности: малая, средняя, высокая.
svarkaed.ru
Газовая сварочная горелка — устройство и принцип работы
Сварочная газовая горелка представляет собой специализированную конструкцию, в которой осуществляется перемешивание горючего газа или паров специальной жидкости с кислородом из окружающей среды. Благодаря этому происходит возникновение стабильного сварочного пламени требуемой мощности. В принципе, принято считать, что это оборудования является одним из главных рабочих инструментов газосварщика.
Как классифицируются горелки?
Разновидностей горелок для сварки довольно-таки много. Несмотря на то что принцип их работы примерно одинаковый, они могут обладать рядом особенностей:
- Инжекторные и безынжекторные конструкции – они отличаются друг от друга по технологии подачи кислорода к участку горения;
- Газовые или жидкостные. В первых для получения пламени требуемой температуры используется специальный горючий газ, а вторые работают на парах бензина или керосина;
- Специализированные или универсальные, причем последние могут применяться для любых работ, связанных с резкой или сваркой металла;
- Однопламенные и многопламенные дифференцируются в зависимости от потоков подаваемого пламени;
- Машинные и ручные;
- Газосварочные горелки могут классифицироваться по мощности: малая, средняя, высокая.
Принцип работы безынжекторной работы
Если сварочная горелка работает на высоком давлении и имеет инжектор, то ее конструкция будет значительно проще по сравнению с конструкцией, где давление значительно ниже. Технология ее работы следующая:
- Кислород поступает в нее через специальные шейки, выполненные из резины, проходя через вентиль, а затем направляется в смеситель;
- В смесителе весь поток разделяется на множество небольших струй и направляется в сопло смесителя. По такой же технологии он направляется в специальный вентиль;
- Полученная смесь в сварочных горелках MIG-MAG проходит по газовому потоку значительного сечения, где завершается циркуляция, на выходе она получается наиболее однородной;
- На трубке наконечника расположен мундштук, который производится из долговечной не окисляющейся меди. Смесь на выходе будет сразу полностью сгорать, причем температура получается довольно высокой, которая будет значительно выше по сравнению с температурой плавления металла.
Чтобы в горелке, предназначенной для газосварки, газовый поток должен выходить равномерно с максимально точно выверенной скоростью, причем смесь должна будет полностью сгорать. Если скорость выхода газа небольшая, то пламя может переходить в верхнюю часть горелки – это довольно опасно, так как внутри горелки зачастую случается взрыв этой смеси.
При чересчур сильной скорости пламя будет отрываться от мундштука, станет отходить все дальше и дальше от среза, что в конечном счете приведет к его затуханию. Для определения требуемой скорости, необходимо принимать во внимание несколько важных данных: из чего состоит горючая смесь, какой внутренний диаметр у сопла, как устроен мундштук. Рассчитать правильную скорость подачи горючего можно только при условии, если известны все эти данные.
Усредненным считается значение в пределах от 70 до 160 м/с. Чтобы в конечном счете на выходе получилась подходящая скорость, придется создать давление порядка 0,5 атмосферы, причем давление для газа или паров и кислорода примерно будет одним и тем же.
Инжекторные горелки
Устройство сварочной горелки подразумевает использование в качестве горючего ацетилен, водород или метан, причем ею очень легко пользоваться. Принцип работы следующий: кислород из баллона поступает через специальный вентиль, проходя через конус инжектора, и попадает в смесительную камеру. Через инжектор закачивается горючий газ и интенсивно перемешивается с кислородом. После этого сформированная смесь отправляется по трубке наконечника в мундштук. Во многом благодаря кислороду давление вырывающегося из сопла мундштука газа становится значительно меньше по сравнению с атмосферным.
Однако для качественного горения и получения нормальной температуры оно должно быть хотя бы 3,5 атмосферы. Стоит отметить, что инжекторная горелка обладает одним очень серьезным недостатком: состав горючей смеси остается непостоянным, что не позволяет обеспечить качественное и постоянное ее горение.
Несмотря на то что данное изделие работает на низких давлениях, его используют значительно чаще, нежели конструкции, рассчитанные на высокое давление. Устроена данная продукция несколько сложнее, так как в ней предусмотрен специальный блок охлаждения сварочной горелки. Дело в том, что низкое давление вызывает довольно сильный нагрев сопла и других элементов. Главное здесь — не допустить, чтобы камера, где образуется горючая смесь, не перегрелась и не взорвалась.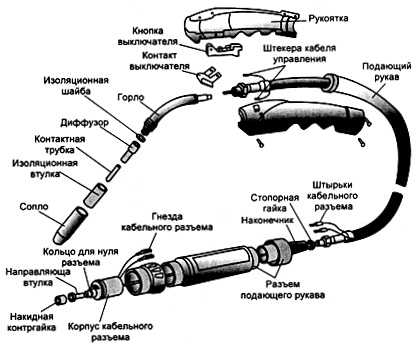
Особенности проведения сварочных работ с помощью газовой горелки
Прежде всего, газовые горелки отличаются тем, что они прекрасно подходят для полуавтоматических или автоматических сварных работ, когда сварная проволока подается без использования рук, что в значительной степени облегчает технологический процесс.
Благодаря автоматической сварке можно качественно проварить все труднодоступные участки, причем усилий придется прилагать минимальное количество. Отходов от таких работ минимальное количество. Сварной шов получается довольно прочным за гораздо меньший промежуток времени, нежели во время дуговой электросварки. Минусов у данной технологии не слишком много, они касаются, прежде всего, довольно высокой стоимости оборудования и комплектующих. Вся система отличается сложностью в плане устройства, продукция весьма тяжелая и громоздкая, поэтому перемещать ее с одного места на другое будет очень проблематично.
Технологический процесс сварки состоит из следующих этапов:
- Участки свариваемых деталей нужно тщательно зачистить от всех следов ржавчины или коррозии. Можно сделать это с помощью специальной металлической щетки, насадки на угловую шлифовальную машину.
- Обязательно следует обезжирить поверхность с помощью ТИГа или иных составов, иначе плавящийся электрод будет не слишком плотно прилегать к металлу;
- Активируется газовая горелка, запускается полуавтоматический механизм подачи электрода и начинается непосредственная работа по соединению металлических элементов;
- Обязательно следует установить скорость подачи электрода. Она зависит от типа свариваемых металлов, их толщины и целого ряда других факторов.
Как правильно обращаться с горелкой?
Перед тем как приступить к непосредственному выполнению работ, необходимо проверить, насколько хорошо работает инжекторная составляющая оборудования. Для этого к ниппелю, который подает кислород, подключают шланг кислородного редуктора. Осторожно поднимают давление в системе до рабочего.
Когда кислород будет проходить через инжектор, в ацетиленовом канале должно возникнуть разрежение. Если оно будет, то палец будет присасываться к ацетиленовому ниппелю. В этом случае подключают оба шланга и тщательно закрепляют их, только после этого можно поджигать горючую смесь и регулировать величину пламени.
При окончании работ сначала перекрывают вентиль ацетиленового баллона, а затем закрывают и кислородный вентиль. Если поступить наоборот, то может случиться удар огня в шланг, по которому подается ацетилен, что чревато взрывом. При соблюдении технологии работ удастся получить надежное соединение, которое будет долго сохранять свою прочность.
electrod.biz
Как выбрать сварочную горелку? – Svarcom

Во время изготовления любых сварных конструкций правильно подобранная сварочная горелка – это важный элемент успеха всего рабочего процесса. Делая выбор, стоит учитывать ряд факторов, которые включают в себя суммарные расходы на эксплуатацию аппаратуры и специфику работ. В первую очередь к ним относят: цену самой горелки, ее надежность (качество материалов, продолжительность службы) и стоимость расходных материалов.
Оборудование подбирается под себя, чтобы оно было удобным и простым в обслуживании. Остановив свой выбор на конкретной сварочной горелке, вспоминайте все недостатки или преимущества предыдущего оборудования. Поэтому экономьте свои деньги и время, заранее подготовившись к покупке горелки.
Этап 1. Оценка основных параметров.
Чтобы купить стоящую сварочную горелку в первую очередь нужно ответить на несколько вопросов:
- Для каких материалов она приобреталась (учитывая толщину, вид и состав металла)?
- Сложность работ, условий и требуемое качество сварного шва?
- На какой период времени покупается продукт (проектная работа или на постоянной основе)?
Далее стоит перейти к техническим параметрам. Первым делом нас интересуют характеристики силы тока, мощность аппаратуры. Зная металл, его толщину выбор будет сделать относительно легко.
Если же существует неопределенность с видом свариваемых материалов, стоит выбрать не самую мощную горелку, а инструмент с наиболее часто применяемыми параметрами, учитывая мощность самого источника питания.
Мощная горелка имеет больший вес, а это значит, что на каждую операцию (вне зависимости от сложности работ) придется тратить много усилий, ворочать тяжелое и габаритное оборудование. Для оптимального рабочего процесса такие «издержки» весьма нежелательны. То есть, если для сварки металлической конструкции нужно 350 А, то применение в таких ситуациях оборудования мощностью в 500 А не является объективным.

Этап 2. Сварочная горелка и ее рабочий цикл
Еще один важный параметр – 10 минутный рабочий цикл горелки (продолжительность включения — ПВ). Он определяется силой тока. Применяемый показатель для рабочего цикла полуавтоматов, согласно рекомендаций, составляет около 60%. Для роботизированной сварки, например, промышленные роботы Kuka, он составляет 100%.
При автоматической сварке немаловажным является тип охлаждения горелки. Жидкостное охлаждение дает более эффективное охлаждение горелки, кроме того это меньший вес. Но, к сожалению, горелки такого типа до 1,5 раз дороже чем их аналоги с воздушным охлаждением и таким же рабочим циклом.
Обратимся к защитному газу. В случае использования углекислоты в качестве защитного газа, ПВ будет самым высоким. Более широко применяются двух- и трехкомпонентные смеси аргона (82-98 %) с углекислотой (2-18%) и иногда, кислородом (1-2 %). В этом случае продолжительность включения горелки ниже на 10% в сравнении с использованием углекислоты. Также возможна импульсная сварка (возможна только в смесях), где ПВ падает на 20 % в сравнении со смесями.
Этап 3. Выбираем расходники, проводим анализ
Тут все довольно просто. Нам нужны относительно недорогие, но качественные расходники, ведь во время сварки они больше всех остальных элементов подпадают под влияние высоких температур и подвержены механическому износу. Кроме того, на них могут налипать сварочные брызги (если не использовать спрей против сварочных брызг или в случае использования неверных параметров режима сварки). От всех этих факторов зависит срок службы расходных деталей, чем он дольше – тем лучше.
Поэтому сварочная горелка и длительность ее продуктивной работы сильно зависят от них.
Обратите внимание на токоподводящий наконечник и, в первую очередь, на сопло.  Их вес имеет значение. Сопла с более высоким весом и защитным покрытием служат дольше. Для примера можно взять продукцию EWM HighTec Welding или ABICOR BINZEL.
Их вес имеет значение. Сопла с более высоким весом и защитным покрытием служат дольше. Для примера можно взять продукцию EWM HighTec Welding или ABICOR BINZEL.
Токопроводящие наконечники пропускают сквозь себя электродную проволоку, из-за чего они быстро изнашиваются и их приходится заменять. В противоположном случае происходит нарушение электрического контакта, влияющего на стабильность сварочной дуги.
Материал наконечника, его форма
Обратимся к материалам, из которых производятся контактные наконечники в силу зависимости от этого фактора срока их службы. Материалы, которые более легко поддаются влиянию температуры, со временем расширяются, а при прохождении проволоки могут изменить свою форму. Такие опусы способствуют не только перепадам подаваемого тока, непредвиденным отключениям, но и приводят к некачественным сварным швам.
Учитывайте технические параметры расходников. Для сварки высокими токами лучше всего использовать наконечники с большим объемом тела. Они больше по весу и размерам.

В зависимости от характера производственных задач подбирается форма сопла. Для работы в труднодоступных местах лучше всего подойдут удлиненные сопла. Они более узкие, а значит будут обеспечивать доступ к корню шва при большой толщине заготовки.
Этап 4. Горелка для себя. Личные предпочтения
Подберите инструмент и тип расходников для себя. Кому-то легче пользоваться соплами, которые одевается с натягом на горелку, а кому-то проще расходники с накруткой по резьбе.
Удобство при работе, то бишь – эргономика, должна учитываться не только сварщиками, но и их руководством. От этого зависит эффективность рабочего процесса. Так, более удобный, легкий инструмент в руках опытного сварщика творят чудеса. Работник меньше устает, имеет возможность лучше владеть инструментом, при этом также повышается коэффициент полезного действия.
Этап 5. Принимаем во внимание частоту обслуживания
Сварочная горелка время от времени требует технического обслуживания. Удары, сварочные брызги, высокие температуры, тяжелые условия работы — это далеко не полный набор факторов, влияющих на то, как часто придется менять повреждённые детали. В конечном итоге частота технического обслуживания весьма влияет на стоимость эксплуатации и количество потраченного рабочего времени. Продукты с более простой конструкцией требуют меньше усилий, они не так сложны. Иногда более простой продукт будет лучше противостоять высокой температуре и падениям чем более сложный.
Делая выбор в пользу той или иной горелки учитывайте наличие комплектующих для нее, совместимость! Лучше всего для таких целей иметь одного надежного и проверенного поставщика, который без перебоев при надобности будет поставлять совместимые расходники. Кроме того — это полноценный доступ к технической информации с возможностью получить квалифицированные консультации, приобрести другие сопутствующие и совместимые продукты.
Вывод простой: хорошая сварочная горелка – это одна из основ успеха и полноценного, правильно построенного рабочего процесса на предприятии.

blog.svarcom.net