Горячедеформированные трубы – Надежные трубы – стальные бесшовные горячедеформированные + Видео
alexxlab | 10.11.2016 | 0 | Вопросы и ответы
Бесшовные горячедеформированные трубы: применение надежных стальных узлов
Содержание статьи
Бесшовные трубы — востребованный в области строительства, автомобилестроения, добычи и транспортировки полезных ресурсов материал. Бесшовные горячедеформированные трубы отличаются повышенной прочностью и устойчивостью ко всем видам внешних воздействий и химических реакций. Залог надежности — отсутствие уязвимого к коррозии шва.
Горячепрокатные трубы

Труба прокатывается в разогретом состоянии из стальной заготовки
Особенности производства
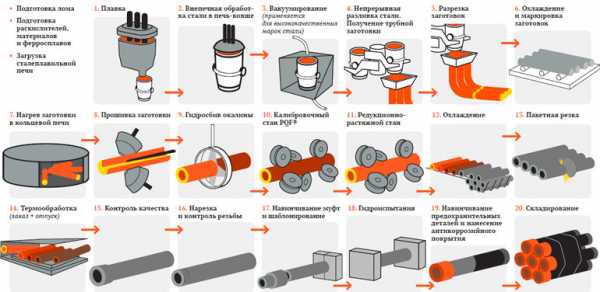
Бесшовные трубы – самый дорогой из материалов для коммуникационных систем. Производство возможно только в заводских условиях. В качестве заготовки выступает металлическая болванка из легированной или углеродистой стали, что существенно отличает эту модель от сварной трубы, изготавливающейся из листового материала. Болванка изначально изготовлена горячепрокатным методом или ковкой. Все этапы превращения стального цилиндра в трубу происходят при нагреве заготовки до +50˚С от точки кристаллизации конкретной марки металла. В этом состоянии материал пластичен, поддается прокату и гибке.
Сначала болванка на прошивном прессе прекращается в гильзу, то есть полый цилиндр. Затем системой вальцов прокатывается до необходимых показателей внутреннего и внешнего диаметров и толщины стенок. Реже применяется техника прессования и волочения. Труба горячедеформированная ГОСТ 8732 78 по толщине стенок должна укладываться в диапазон 3,2-42,6 см. Отдельная категория более дешевых образцов – горячедеформированные трубы с низкой точностью наружного диаметра, то есть прокатывающиеся только с ориентиром на показатели внутреннего. Также могут варьироваться и характеристики точности окружности торцевого среза.
Последние этапы производства – охлаждение заготовки, калибровка на мелких вальцовочных станках и шлифовка наружной поверхности, и затем резка готовой трубы на форматные отрезки.
Форма выпуска
Горячедеформированные стальные трубы
Бесшовная горячедеформированная труба выходит с производства с одной из четырех категорий, основанием для присвоения является длина изделия:
- Немерная труба, то есть не обработанная после выхода с вальцовочного аппарата. В связке такие трубы будут отличаться по длине, но каждая из единиц будет укладываться в пределы 4 до 11,9 м. Длина изделия напрямую зависит от толщины стенок.
- Мерная труба нарезана по желаемым заказчиком размерам. Длина каждого колена укладывается в пределы немерного образца.
- Кратная мерной размечается на узлы и припуски по 5 мм на каждый. Общая длина укладывается в пределы немерной трубы, так как образец нарезается из нее.
- Приблизительная длина – трубы черновой резки без точности в измерениях. Цель обработки – создание чистого и ровного края для сварки. Длина образца укладывается в пределы немерной трубы.
Нормативы и ГОСТы
Оптимальное соотношение толщины стенок диаметра бесшовной трубы
Труба бесшовная горячедеформированная гост 8732 78 может быть изготовлена из легированной, низколегированной и углеродистой стали, относящейся к группам прочности 10, 20, 35, 45, 10Г2, 20Х, 40Х, 30ХГСА, 15ХМ. Дополнительная пометка «Л» говорит, что труба изготовлена непосредственно из слитка. ГОСТ строго ограничивает допустимую деформацию на произвольно расположенном срезе. Для труб со стенками от 2 см это отклонение составляет 1,5 мм. Для более крупных показатель увеличивается пропорционально – точные данные можно найти в таблицах сортамента.
Подразделяет ГОСТ трубы бесшовные горячедеформированные и по группам показателей качества, на которые потребитель ориентируется при использовании:
- группа А подразумевает уточнение механических свойств;
- для группы Б нормируется химический состав и используется спокойная сталь;
- для группы В нормируются и химические, и механические показатели;
- для группы Г кроме тестирования химических и механических свойств проводится проверка качеств термостойкости;
- трубы группы Д проверяются на соответствие нормативам стойкости к гидравлическим нагрузкам, химические и физические показатели не нормируются.
У производителя заказчик может потребовать и дополнительные, имеющие значение для конкретной сферы применения, испытания, которые не предусматривает ГОСТ 8732 78: труба бесшовная горячедеформированная может быть проверена на ударную вязкость, характер сплющивания и загиба. По желанию большинство заводов готовы нанести и упрощающую сварку фаску.
Видео: производственный процесс
Техника соединения бесшовных труб

Сварка горячедеформированных труб
При сварке бесшовная горячедеформированная труба ведет себя аналогично сварной, но для резьбовой техники соединений этот тип узлов предпочтительней: отсутствие шва позволяет не опасаться за его сохранность при нарезке спиральной канавки. Эта же тонкость упрощает нарезку трубы на колена: резцы и плашки не повреждают шов.
Тонкостенные трубы, как сварные, так и бесшовные, рекомендуется варить газовым способом, так как слишком велик риск прогорания стенки. Перед сваркой толстостенной трубы потребуется снять фаску, если этого не было сделано в заводских условиях. В противном случае качество сварки может снизиться из-за невозможности прокалить оба слоя. Этот тип труб соединяется только электросварным методом. Горелка не может дать необходимой высокой температуры.
Сфера применения
По сравнению с холоднопрокатной техникой горячедеформированные трубы уступают по показателям точности и гладкости стенок. Зато выигрывают в цене. Внешние отличия может заметить только специалист и лабораторный анализ: продавцы достаточно часто пользуются этим фактом и выдают горячепрокатные образцы за холоднодеформированные трубы. Тем не менее, минимальный вес бесшовной горячедеформированной трубы на фоне прочности и устойчивости к внутреннему и внешнему давлению обеспечивает ей востребованность в целом ряде отраслей.
- Автомобилестроение и авиапромышленность
Гидравлические поршни и цилиндры большинства большегрузных машин изготовлены из труб, полученных методом горячего проката. Этот элемент входит в конструкции кранов, погрузчиков и подъемников, буров и прессов. Такой выбор обуславливается способностью выдержать максимальное давление. Активно применяется горячепрокатная труба в судостроении. Для авиационной промышленности, где фундаментальное значение имеет вес выбор горячепрокатных, как самых легких и прочных труб, очевиден.
- Добыча и транспортировка энергоносителей
Для большинства добывающих предприятий важна не только прочность, но и устойчивость к химическим средам. Швы делают узел уязвимым, поэтому в глобальной энергетике и в химических лабораториях, где утечка должна быть исключена, используются бесшовные трубы. В последнем случае — тонкостенные, так как давления работы не предусматривают. Для систем добычи энергоресурсов, где металл соприкасается с открытым пламенем длительное время, используются толстостенные образцы: сварные трубы такую нагрузку выдержать не могут. Такие же экземпляры принимают горячий носитель на теплотрассах, распределяя его на потоки.
Бесшовные трубы применяются и в строительстве: такими стальными элементами обустраиваются многоквартирные дома, где давление внутри систем требует повышенной надежности.
Понравилась статья? Поделитесь ей:
trubsovet.ru
виды, стандарты, размеры и ГОСТы стальных изделий
Современная цивилизация без трубопроводов просто перестанет существовать. Никто не будет жить в доме без воды, отопления и канализации; невозможно представить мало-мальски сложное производство без трубопроводов. Труба бесшовная горячедеформированная – один из самых известных представителей обширного и разнообразного семейства. Мы предлагаем нашему уважаемому читателю статью с информацией о бесшовных трубах, их характеристиках и особенностях монтажа.
Виды бесшовных труб
Бесшовные изделия подразделяются в первую очередь по способу производства:
- Прокатка.
- Волочение – применяют при получении цельнотянутых стальных труб без нагрева заготовки. Такие изделия нуждаются в термообработке – отжиге или нормализации.
- Прессование – применяют при производстве конструкций из малопластичных высоколегированных сталей и сплавов; биметаллических; со сложной конфигурацией поперечного сечения, производство которых другими способами невозможно или очень затратно.
- Ковка – затратный и редкий способ изготовления.
- Литье – применяется для производства чугунных канализационных раструбных элементов; стальных толстостенных отливок, применяемых в качестве заготовок для изготовления деталей в машиностроении; пластиковых изделий.
По форме сечения трубы подразделяются на круглые и профильные (квадратные, прямоугольные, овальные и других видов).
Металлы
Материалом для трубопроводов служит огромное множество самых разнообразных материалов: сталь, чугун, стекло, пластик, медь, другие металлы и сплавы, керамика, асбоцемент, железобетон, и многие другие материалы. Но самый распространенный, универсальный и прочный материал для трубопроводов, находящихся под давлением и служащих для транспортировки различных сред, является сталь – углеродистая, легированная, нержавеющая. Все чаще применяются легированные стали, обеспечивающие высокие качество и прочность трубопроводов и конструкций.

Еще стоит выделить чугун – при прокладке канализации в сложных геологических условиях без чугунных канализационных элементов не обойтись. В последнее время немалое распространение получают изделия из меди (а также бронзы и латуни). Медь используют в холодильном оборудовании и для сантехнических систем.
Тонкостенные и толстостенные
Стальные трубы подразделяются на тонкостенные и толстостенные в зависимости от отношения диаметра к толщине стенки (d/s). К тонкостенным относятся изделия с наружными диаметрами меньше 20 мм и толщиной стенки 1,5 мм, и с отношением d/s в пределах 12,5-40. Толстостенные изделия имеют соотношение d/s от 6 до 12,5. В быту и на производстве мы сталкиваемся в основном с универсальными тонкостенными изделиями, толстостенные модификации применяются в тех производствах, где используются очень большие рабочие давления (сотни атмосфер или десятки МПа).
Разница между горячей и холодной прокаткой
Горячее деформирование проводится на заготовке, разогретой до температуры выше 1000° С. При холодной прокатке – заготовка не нагревается. Холодная прокатка требует больших усилий, более дорогого рабочего инструмента, степень обжатия/вытягивания заготовки при этом способе меньше. Кроме того, после прокатки в металле больше напряжений и больше вероятность возникновения дефектов. Поэтому намного чаще применяется горячая прокатка. Но тонкостенные трубы с высокими требованиями к геометрическим размерам (толщине стенки) изготавливают методом холодной прокатки.
Как производится горячедеформированная труба (подробно)
Трубы изготавливают из круглых заготовок – слябов.
Раскатка гильзы
Самая первая операция – прошивка раскаленной заготовки в круглую полую гильзу. При горячей прокатке обычно начинают прошивать заготовку сразу после выхода из слябинга, пока она еще не успела остыть. Заготовка получается с размерами, близкими к размерам готового изделия. Затем заготовку подогревают в специальной печи и прокатывают гильзу в тонкостенную заготовку с точными размерами, затем калибруют и получают окончательные размеры трубы.

Трубопрокатный агрегат
ТПА с автоматичеким станом
Технологическая схема изготовления труб бесшовных горячекатаных на более производительном трубопрокатном агрегате с автоматическим станом:
- Нагрев круглой заготовки в кольцевой печи с вращающимся подом.
- Прошивка заготовки на прошивном стане – получается гильза с толстыми стенками.
- Прокатка гильзы на автоматическом стане – получается трубка со стенками с разной толщиной.
- Станов для обеспечения непрерывной работы комплекса обычно устанавливается два.
- Подогрев заготовки в печи.
- Раскатка изделия на раскатном стане (риллинг-стане) – исчезает разнотолщинность стенок по всей длине изделия.
- Калибровка горячей гильзы в калибровочном стане.
- Охлаждение.
- Холодная правка в косовалковом стане.
Линия с непрерывным станом
Более производительный и современный метод – прошивка заготовок на непрерывной линии с 8-9 станами. Производительность и сортамент готовой продукции при этом методе максимальны.
Заготовки нарезают, разогревают, прошивка гильзы при этом методе происходит на станах валкового типа. Прокатка выполняется на длинных оправках на ряде последовательно установленных клетей с постепенно уменьшающимися размерами калибров. Оправки снимают и охлаждают. При этом способе иногда применяют оборудование для винтовой прокатки.Трубы подогревают и калибруют, раскатывают, режут. Необходимо постоянно следить за износом оправок и точностью настройки всех клетей – иначе велик риск получения продукции с разной толщиной стенок.

При необходимости получения труб малого диаметра с тонкими стенками выполняется операция редуцирования – обжатие в большом количестве последовательно расположенных клетей до нужных размеров.
Безоправочная методика
Существует и такая методика – экономичная, относительно простая. Применяют много последовательно расположенных калибровочных и редукционных станов. На каждом стане сечение и толщина стенок трубы снижается на небольшую толщину, натяжение заготовок на каждом стане относительно небольшое. Недостаток такого способа обработки заготовок – большой риск получить готовые изделия с разной толщиной стенок. Более прогрессивным считается безоправочное редукционно-растяжное оборудование, позволяющее получать продукцию хорошего качества.
Плюсы и минусы
У металлических горячедеформированных труб много достоинств:
- Высокая прочность. Сталь способны выдерживать очень высокие давления и незаменима на многих производствах, тонкие трубы из меди выдерживают также немалое давление. Системы магистральных водопроводов, нефте- и газопроводов без стальных трубопроводов просто не существовали бы – альтернативы просто нет.
- Прочность горячедеформированных изделий выше, чем прочность электросварных.
- Прочность и при монтаже трубопроводов в цехах – там, где есть возможность повреждения трубопроводов грузоподъемными и транспортными механизмами.
- Огнестойкость – в горячих цехах.
- Стойкость к перепадам температуры, не очень большое термическое расширение – сталь не пойдет волной при повышении температуры всего на 100 °С.
- Длительный срок службы – 30 лет, оцинкованные или гидроизолированные изделия простоят и 50 лет, срок службы меди и нержавейки приближается к 100 годам.
- Устойчивость к ультрафиолету.
- Теплопроводность – иногда ее можно рассматривать как плюс.
- Отсутствие швов.
Недостатки горячедеформированных труб такие же, как и у всех металлических изделий:
- Самым серьезным и неустранимым недостатком стали считается склонность к коррозии. Для предохранения стали ее покрывают снаружи и по внутренней поверхности цинком, снаружи красят. Не ржавеет нержавеющая сталь, но стоимость такого трубопровода в промышленных масштабах становится запредельной.
- Сталь склонна отложению на стенках отложений солей кальция и магния, уменьшающих просвет трубопровода.
- Большой вес.
- Сложность монтажа с помощью сварки — если требуется большая герметичность трубопровода, работающего при высоком давлении. Но именно сварка обеспечивает надежность конструкций и максимальную герметичность трубопроводов.
- Большой вес.
- Отдельно следует упомянуть характерный недостаток именно горячедеформированных изделий – их цена выше, чем электросварных. Связано это с большей сложностью и энергоемкостью производства.
Отсутствие шва
Характерной особенностью горячедеформированных труб является отсутствие шва. Именно его отсутствие обеспечивает максимальную надежность и герметичность трубопроводов. В некоторых случаях отсутствие шва имеет и эстетическое значение.

Ещё
Особенностью горячедеформированных изделий является оптимальное соотношение твердости и вязкости, обеспечивающее высокую надежность конструкций, устойчивость к смятию, изгибу, скручиванию. Именно такие трубы используют при монтаже ответственных конструкций в строительстве.
Сферы применения бесшовных горячекатаных изделий
Представить себе нашу жизнь без больших и маленьких трубопроводов невозможно. Трубы окружают нас со всех сторон: газопроводы, системы отопления, водоснабжения, канализации, вентиляции, дымоходы – все обеспечивают нам комфортное цивилизованное проживание. Чем дальше в цивилизацию, тем больше труб нас окружает.
Трубопроводы обеспечивают существование любой сферы нашей жизни:
- Промышленности.
- Сельского хозяйства.
- Горнодобывающей промышленности.
- Электростанциях.
- Нефтегазодобывающей промышленности; гигантских нефтегазопроводах.
- Во всех видах транспорта, авиа- и судостроении.
- При сооружении всевозможных предметов благоустройства – мебели, домашней техники, декоративных конструкций.
Особо следует сказать о применении труб в строительстве:
- Металлоконструкции применяют при строительстве жилых домов, производственных цехов и технических сооружений, общественных зданий.
- При сооружении огромных уникальных сооружений – мостов, аэропортов, вокзалов, стадионов, торгово-развлекательных центров, офисных зданий.
- В оформлении городов – всевозможные ограждения, навесы, павильоны, детские площадки, рекламные щиты, вывески, скамейки.
- В частном строительстве – всевозможные конструкции, навесы, ограды, решетки, вольеры.
Характеристики, стандарты, размеры и вес (сортамент)
Горячедеформированные стальные бесшовные трубы нормируются ГОСТ 8732-78 и ГОСТ 8731-74.
ГОСТ 8732-78
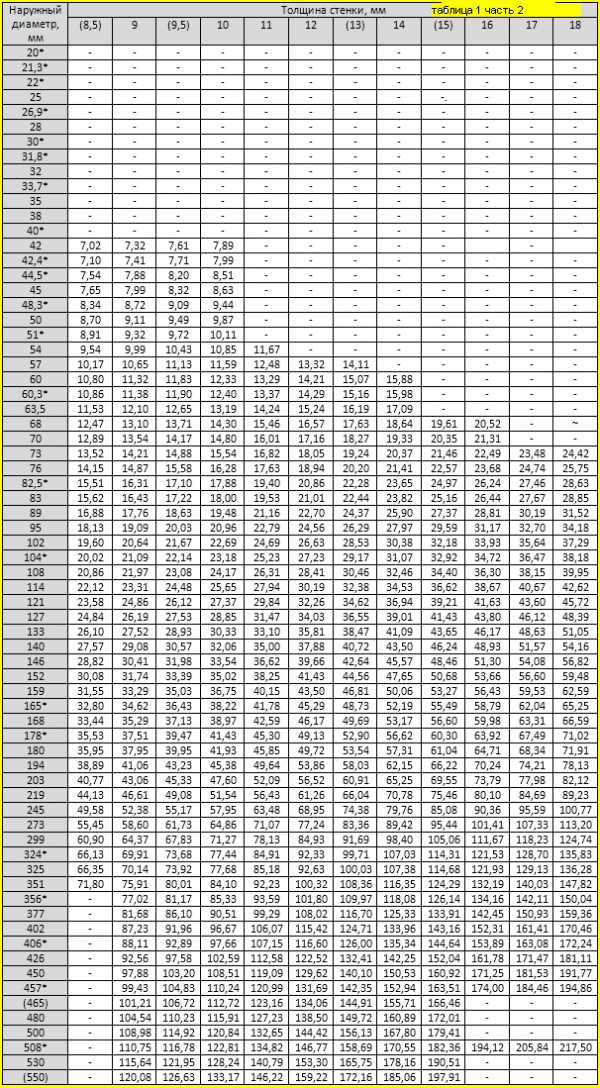
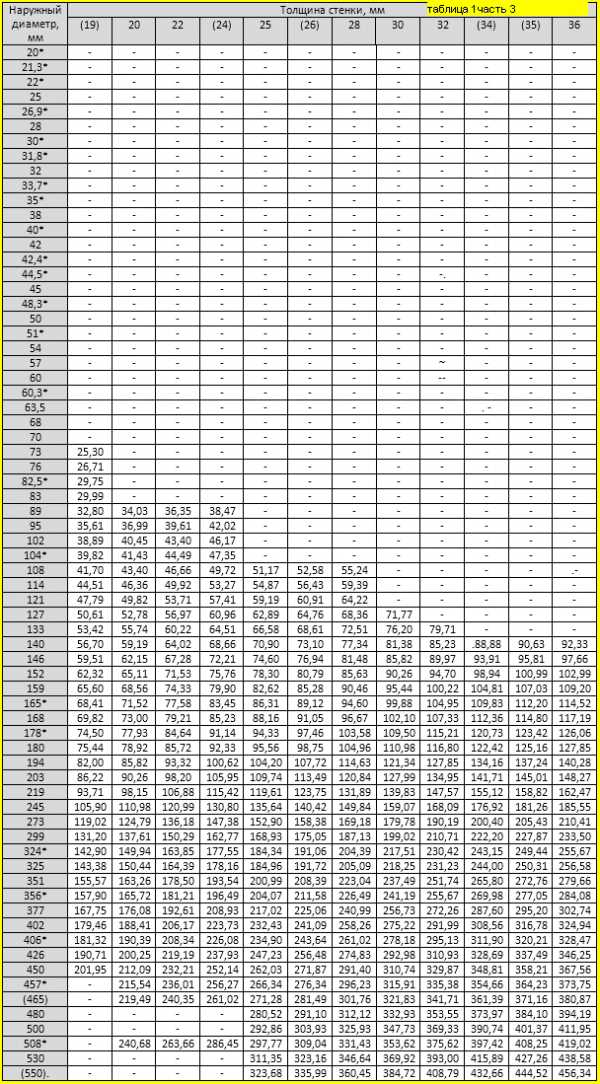
Основной стандарт, регламентирующий сортамент труб стальных бесшовных горячедеформированных общего назначения, это ГОСТ 8732-78. Согласно ГОСТа, выпускаются изделия с наружным диаметром от 20 до 550 мм, с толщиной стенки от 2,5 до 75 мм.

Формула для вычисления 1 погонного метра:
Где Dн - наружный диаметр, мм;
S - толщина стенки, мм,
Плотность стали – 7,85 т/м³.
Номинальная масса 1 м приведена в сортаменте 8732.
Длины труб бывают немерными (от 4 до 12,5 м), мерными (тех же длин), длин, кратных мерной, в пределах немерной длины. Чаще всего выпускают трубы длиной 6 и 12 м.
Маркировка также производится в соответствии с ГОСТ 8732-78. Пример маркировки:
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), повышенной точности изготовления, из стали марки 10, изготовляется по группе В ГОСТ 8731:
ГОСТ 8731-74
Стандарт 8731 распространяется на горячедеформированные бесшовные трубы общего назначения из углеродистой и легированной стали. ГОСТ нормирует механические свойства стали, из которой изготовлены трубы, правила приемки и внешний вид готовых изделий. В зависимости от показателей качества (нормирования механических свойств и показателей качества) трубы изготавливаются групп А, Б, В, Г, Д.
Другие параметры, устанавливаемые стандартом 8731, определяются по согласованию с потребителем.
Стандарты допустимых отклонений
Допустимые отклонения размеров приведены в ГОСТ 8732-78. Отклонения по толщине стенки приведены в таблицах:
Таблица 1
| Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
| повышенной | обычной | |
| До 50 включительно | ±0,5 мм | ±0,5 мм |
| От 50 до 219 | ±0,8% | ±1,0% |
| 219 | ±1,0% | ±1,25% |
Таблица 2
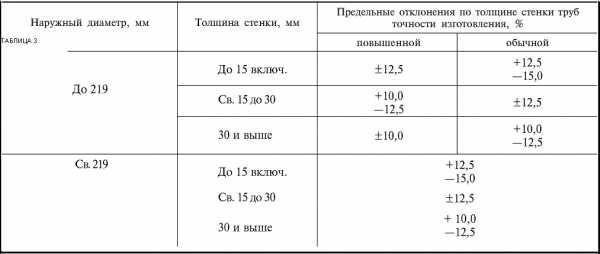
| Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
| повышенной | обычной | ||
| До 219 | До 15 включ. | ±12,5 | +12,5 — 15,0 |
| 15 – 30 | +10,0 — 12,5 | ±12,5 | |
| 30 и выше | ±10,0 | +10,0 — 12,5 | |
| Св. 219 | До 15 включ. | +12,5 — 15,0 | |
| 15 – 30 | ±12,5 | ||
| 30 и выше | +10,0 — 12,5 | ||
По согласованию с потребителем могут применяться и другие предельные отклонения, требования и характеристики различных параметров изделий. Овальность и разностенность труб не должны изменять диаметр и толщину стенки больше предельных отклонений, приведенных в таблицах.
Где купить
Купить трубы несложно – во всех крупных строительных гипермаркетах и на крупных рынках имеется большой ассортимент трубных изделий. Производителей также немало, и в каждом регионе они свои. Выбирать трубы придется визуально и по наличию сертификата. Впрочем, еще до покупки стоит оценить будущее сооружение или систему – в домашнем строительстве высокая прочность и герметичность требуется не всегда.
Для забора, вольера, системы отопления или ограждения можно выбирать трубы любого качества, при использовании для навеса или кровли стоит выбрать бесшовные изделия. Если конструкции будут нагруженные или ответственные, обязательно требуйте сертификат качества у продавца. Но и смотрите глазами – много ли ржавчины, соответствует ли толщина стенки заявленной, нет ли сильного изгиба или даже волнистости, а то и дырочек в стенках.
Особенности монтажа
Монтаж стальных и медных систем сложнее, чем, например, пластиковых или чугунных раструбных.
Стальные системы собираются с помощью резьб, сгонов, резьбовых фитингов или на сварке. Не очень ответственные конструкции иногда собирают на резьбовых соединениях, конструкции из квадратных или прямоугольных изделий – на крабовых соединениях. Более надежные и герметичные соединения получаются при сварке.
Конечно, сварка требует наличия сварочного аппарата и квалифицированного сварщика, но результат того стоит. Стальную трубу можно согнуть под углом 90 ° и без применения резьб и фитингов. Для этого выпускаются различные механические трубогибы, которые можно использовать и дома – существуют недорогие компактные модели.

Сваривать лучше конструкции, домашние системы отопления и разводки горячей и холодной воды лучше собирать на резьбовых соединениях – легче ремонтировать и чистить. Газовые системы нужно сваривать, но не своими силами – это должен делать представитель организации с лицензией на право работы с газовыми системами.
Медные трубопроводы собираются с помощью пресс-фитингов или с помощью сварки.
Заключение
Мы прощаемся с нашим уважаемым читателем. Надеемся, что наша статья, как всегда, послужила Вам источником интересной информации о строительных материалах и о бесшовных горячекатаных трубах в частности. Делитесь полезностями с друзьями в соцсетях, подписывайтесь сами и приводите друзей на наш сайт.
Загрузка…vseotrube.ru
Горячедеформированная бесшовная стальная труба: характеристики по ГОСТ, цена и применение
Строительство во всем его разнообразии – машиностроение, сооружение жилых и промышленных зданий, дорожное строительство, представляет собой традиционную область применения продукции металлопроката. Инженерные коммуникации любого рода и вида – от прокладки электропроводки до возведения газовых магистралей, являются второй важнейшей сферой.
Труба стальная бесшовная горячедеформированная используется в той же области, но на участках с повышенной и экстремальной нагрузкой.

Горячедеформированная бесшовная труба
Стальная труба: особенности изготовления
На качества конечной продукции существенное влияние оказывает метод производства и материал изготовления.
Сырьем для бесшовного трубопровода выступает сталь с различным химическим составом: высокоуглеродистая, легированная, высоколегированная. Из углеродистого сплава изготавливаются стальные трубы первого и второго класса, предназначенные для сооружения газовых и нефтяных магистралей, а также металлических каркасов зданий, кабельных опор и так далее. Для изделий, подвергающихся повышенной нагрузке, применяются легированные стали. На фото приведены образцы продукции.

Конструкционные характеристики бесшовных горячедеформированных труб выше, чем сварных за счет отсутствия шва, что и позволяет использовать изделие при более высоких нагрузках.
- Заготовка – металлическая штанга, нагревается до температуры выше порога кристаллизации: элемент приобретает пластичность, но не плавится.
- На прессе из детали изготавливают пустотелую гильзу.
- В процессе горячей деформации с помощью вальцовки формируется правильная геометрическая форма и требуемый внешний диаметр.
- Изделие охлаждается и окончательно калибруется, а затем нарезается на отрезки стандартной длины.

Требования к готовой продукции
Трубы бесшовные горячедеформированные ГОСТ 8732 регулирует по величине внешнего диаметра, толщине стенок, длине – мерной и немерной, и величине отклонений.
- Диаметр изделия установлен в диапазоне от 20 до 550 мм.
- Толщина стенок колеблется от 2 до 75 мм. По соотношению параметра к величине диаметра производится следующая классификация.
2.1. Особо тонкостенные – соотношение составляет 12,5–40.
2.2. Толстостенные – 6–12,5 .
2.3. Особо толстостенные – соотношение меньше 6.
- Длина изделия может быть немерной – от 4 до 12,5 м, и мерной – то есть стандартизированной и кратной ей. Допустимые отклонения согласно ГОСТ могут быть только положительными, например: до +15 мм при длине отрезка более 6 м.

Вес изделия определяется толщиной стенки и диаметром, аналогичным образом устанавливается и цена. Продажа стальной бесшовной трубы осуществляется исходя из теоретической массу продукции, вычисляемой по таблицам. Объясняется это тем, что в изделиях металлопроката стоимость определяется ценой металла.
Области применения бесшовные горячедеформированной трубы
Изделия разделяют на несколько классов исходя их технических характеристик. Цена стальной горячедеформированной трубы заметно зависит от категории.
- 1 класс – весьма широко применяется на участках, где не предъявляются повышенные требования: строительство, газопровод, ирригационные системы, ограждения и так далее.
- 2 класс – используется при сооружении магистральных трубопроводов для подачи нефти, газа, воды, топлива и тому подобного. Стойкость к нагрузкам позволяет применять продукцию для сооружении сложных гидравлических систем.

- 3 класс – ГОСТ трубы стальные бесшовные горячедеформированные этого и следующих классов регламентирует строже. Для их изготовления применяются легированные стали, так как они должны выдерживать высокое внутреннее давление и температуру. Применяются при сооружении трубопроводов печей, котлов отопительных систем, в нефтяном крекинге.
- 4 класс – используются при освоении нефтедобывающих месторождений. В этом случае предъявляются высокие требования к прочности, так как обсада должна выдерживать давление пород. Изделия используются в качестве бурильных, обсадных и вспомогательных элементов.
- 5 класс – является конструкционным материалом и применяется в авто- и вагоностроении, при сооружении мостов, вышек, кранов, перекрытий и так далее.

- 6 класс – используются в машиностроении для производства поршней, валов, подшипников и других деталей. Высокая прочность и небольшой вес тонкостенных изделий этого класса позволяет снизить общий вес конструкции без потери прочностных характеристик.
Еще одна область использования горячедеформированной трубы обусловлена химической инертностью и антикоррозийной стойкостью – химическая промышленность. Применяются и тонкостенные и толстостенные модификации. Первые, как правило, в лабораториях, вторые – в цеху. Предназначены для транспортировки химических агрессивных веществ – кислот, щелочей, удушливых и ядовитых газов, огне- и взрывоопасных продуктов, и предотвращения их утечки. При изготовлении продукции этого класса применяется коррозийно-стойкая сталь, например, хромоникелевая.
trubygid.ru
ГОСТ 8732 78 для труб стальных бесшовных горячедеформированных: требования, сортамент, монтаж
 К трубопроводным системам предъявляется ряд требований, среди которых приоритетным является обеспечение высокой надежности и прочности. Чаще всего выбор останавливается на горячедеформированных бесшовных трубах, которые способны демонстрировать указанные характеристики на протяжении всего срока службы их эксплуатации. Эти конструкции отличаются высокими техническими характеристиками, что связано с использованием для их изготовления специальной технологии, которая удовлетворяет требованиям государственного стандарта. Благодаря этому трубы подобного исполнения успешно справляются с возложенной на них задачей и в сложных эксплуатационных условиях.
К трубопроводным системам предъявляется ряд требований, среди которых приоритетным является обеспечение высокой надежности и прочности. Чаще всего выбор останавливается на горячедеформированных бесшовных трубах, которые способны демонстрировать указанные характеристики на протяжении всего срока службы их эксплуатации. Эти конструкции отличаются высокими техническими характеристиками, что связано с использованием для их изготовления специальной технологии, которая удовлетворяет требованиям государственного стандарта. Благодаря этому трубы подобного исполнения успешно справляются с возложенной на них задачей и в сложных эксплуатационных условиях.
Производство бесшовных труб горячей деформации
 В качестве сырья используется штанга-заготовка, имеющая круглое сечение, которую помещают в печь, нагретую до высокой температуры. По мере обработки сталь приобретает пластичную структуру, что позволяет совершать с ней необходимые манипуляции. Согласно ГОСТу, технология изготовления полного цилиндра требует использования специального прошивного стана, через который пропускают штангу. После этого раскаленной заготовке придают требуемые геометрические габариты за счет обжатия и вытягивания, для чего используют большое количество вальцов.
В качестве сырья используется штанга-заготовка, имеющая круглое сечение, которую помещают в печь, нагретую до высокой температуры. По мере обработки сталь приобретает пластичную структуру, что позволяет совершать с ней необходимые манипуляции. Согласно ГОСТу, технология изготовления полного цилиндра требует использования специального прошивного стана, через который пропускают штангу. После этого раскаленной заготовке придают требуемые геометрические габариты за счет обжатия и вытягивания, для чего используют большое количество вальцов.
Внутри заготовки сохраняется оправка, благодаря которой внутренняя поверхность трубы не лишается изначальных геометрических размеров. Завершается процесс металлообработки выполнением такой операции, как калибровка, за которой следует охлаждение заготовки и нарезка на фрагменты требуемой длины. Технология изготовления холодной деформированной бесшовной стальной трубы в большинстве своем схожа с процессом производства выше рассмотренного метода: до того как начать обработку вальцами, заготовку вначале охлаждают, при этом по завершении прокатки она подвергается дополнительной термообработке.
Плюсы и минусы бесшовных стальных труб
Рассматривая достоинства, которые обеспечивает технология изготовления этих изделий, нужно упомянуть следующие:
- Высокая надежность и длительный срок службы. Это связано с тем, что конструкцией, согласно ГОСТу, не предусмотрены швы, а стенки имеют равномерную толщину на всех участках.
- Высокая стойкость к термическим воздействиям.
- Неподверженность коррозии.
- Устойчивость к температурным колебаниям.
Вместе с тем на фоне горячедеформированных бесшовных стальных труб продукция, изготовленная методом холодной деформации, превосходит первые по прочности и устойчивости к коррозионным процессам.
Сфера применения
Бесшовные металлические трубы могут применяться в самых различных сферах, что зависит в первую очередь от их качеств. Сюда следует отнести прекрасную прочность на разрыв, отсутствие шва, невозможность утечек и возможность создания изделий, обладающих особо толстыми стенками. Заслуживает внимания тот факт, что толщина стенок 75 мм не является максимальным пределом, если речь идет о стандартных горячедеформированных материалах. Возможен вариант, когда эти конструкции имеют и нестандартные размеры в отношении их толщины стенок. Для изготовления подобных труб прибегают к методу продольного сверления болванки. Отличительной особенностью таких изделий является высокая цена.
Наиболее широкое представительство бесшовные трубы получили в энергетике, при возведении гидравлических систем, добыче нефти, в судостроении и авиации, а также химической и автомобильной промышленности.
Гидравлические цилиндры традиционного исполнения имеют вид поршней, оболочка которых содержит масло, подаваемое под высоким давлением, которое заставляет материал выходить наружу. Наиболее распространенным материалом для поршня выступает нержавейка, а само изделие в обязательном порядке подвергается полировке. Использование черной стали является нецелесообразным из-за скорого ее покрытия ржавчиной, что связано с взаимодействием конструкции с атмосферным воздухом. Если же говорить о самом гидравлическом цилиндре, то он имеет исполнение обычной бесшовной толстостенной трубы.
В энергетике, где очень распространены бесшовные трубы, одним из ключевых параметров является толщина этих конструкций. В этой сфере производство тепла не является единственной задачей. Помимо этого, необходимо настроить работу системы так, чтобы котел отдавал его для нагрева воды в теплотрассе или для вращения турбины. Котел содержит такие уязвимые детали, как ширмы и экраны, которые, испытывая постоянное воздействие очень горячего пара, могут разорваться.
Все это позволяет говорить о том, что именно от толщины зависит то, может ли материал эффективно бороться с нагрузкой на разрыв, а также как долго прослужит он до полного прогорания. В случае возникновения необходимости открытия котла для проведения ремонтных работ приходится сталкиваться с серьезными трудностями, как финансовыми, так и физическими. Помимо того, что приходится тратить большие расходы на проведение ремонта, не менее затратно и прекращение подачи тепла. По этой причине выбор в пользу бесшовных толстостенных труб позволяет свести расходы к минимуму.
 В сфере добычи нефти основные мероприятия заключаются в бурении скважин, установке обсадной трубы, откачке черного золота и его доставке при помощи нефтепровода. Чаще всего стандартная глубина скважин начинается от 100 метров, применяемый бур может справиться с породами любой структуры, а используемая обсадная труба должна эффективно противостоять движению грунта. В дополнение к этому насосно-компрессорные трубы должны обладать способность справляться с повышенным давлением.
В сфере добычи нефти основные мероприятия заключаются в бурении скважин, установке обсадной трубы, откачке черного золота и его доставке при помощи нефтепровода. Чаще всего стандартная глубина скважин начинается от 100 метров, применяемый бур может справиться с породами любой структуры, а используемая обсадная труба должна эффективно противостоять движению грунта. В дополнение к этому насосно-компрессорные трубы должны обладать способность справляться с повышенным давлением.
Вполне логично, что химической промышленности получили распространение наряду с толстостенными и тонкостенные трубы. В каких же целях они используются? Бывают ситуации, когда во время полимеризации газов или переработки нефти возникает необходимость в обеспечении высокого давления. И здесь лабораториям приходится иметь дело с высокотоксичными препаратами. Конечно, таким трубам необязательно обладать специальной прочностью на разрыв, однако в случае утечки пусть и нескольких молекул это может привести к серьезным проблемам.
В подобных ситуациях на помощь приходят бесшовные металлические трубы: отсутствие у них швов подразумевает, что и в процессе эксплуатации не возникнет никакой утечки. Высоким спросом тонкостенные трубы пользуются в автомобиле-, судостроении и авиации. Это обусловлено такими преимуществами, которые характерны для этих изделий, как минимальный вес и прочность. И выбор в их пользу вполне логичен, учитывая, что при небольшом весе не придется расходовать больше горючего.
Таким образом, бесшовные металлические трубы используются во многих отраслях:
-
 В качестве элемента для технологических линий на предприятиях машиностроения.
В качестве элемента для технологических линий на предприятиях машиностроения. - В энергетической отрасли, где на их основе возводят системы отвода горячего пара и циркуляции теплоносителя в котле.
- В гидравлических системах, эксплуатируемых в условиях высокого давления, для которых обязательно должны применяться конструкции, имеющую большую толщину стенок.
- В нефтегазовой сфере, где на основе этих изделий возводят трубопроводы для доставки углеводородов.
- В авиастроении.
- При сооружении локальных коммунальных сетей, обслуживающих жилые районы, а также при обустройстве скважин.
- В качестве стояков отопительных систем, монтируемых в многоквартирных жилых строениях.
Классификация изделий
Согласно ГОСТу, все металлические горячедеформированные бесшовные трубы могут быть разделены на основании такого признака, как соотношение толщины стенок и наружного диаметра.
Ввиду того что в сортаменте рассматриваемой продукции представлены конструкции, имеющие толщину стенок в диапазоне от 2,5 до75 мм и наружный диаметр от 20 до 550 мм, все они могут быть классифицированы на следующие типы:
- Тонкостенные, для которых коэффициент может составлять от 12,5 до 40.
- Толстостенные, для которых коэффициент может быть равен от 6 до 12,5.
- Особо толстостенные, для которых характерно соотношение до 6 включительно.
Также, согласно ГОСТу, существует классификация, в основе которой лежит такой признак, как назначение и особенности применяемой для изготовления технологии. В соответствии с ней, эти трубы бывают круглого и квадратного сечения. Для заготовок для труб предусмотрено разделение на литые, катаные и кованые. Для производственных целей их поставляют в виде штанг, а также непрерывнолитых заготовок либо слитков.
В дополнение к этому числу ключевых факторов следует отнести точность геометрии толщины стенок и наружного диаметра трубы. Важными для производителя являются и показатели качества, закрепленные требованиями государственного стандарта по нормированию химического состава стали и механических свойств металлопроката.
Требования ГОСТа 8732 78
Если исходить из действующих требований, то в отношении горячедеформированных бесшовных стальных труб действует разделение на мерную и немерную длину. На нормативном уровне закреплены и возможные отклонения по длине изделия: до 15 мм при длине, превышающей 6 метров или минимальном диаметре 152 мм. В ряде случаев не является нарушением незначительное отклонение толщины стенок, но здесь все зависит от конкретного диаметра трубы и категории качества.
Трубы стальные горячедеформированные бесшовные котельные
При изготовлении продукции, рассчитанной на эксплуатацию в условиях сверхкритических показателей температуры и давления, производители должны ориентироваться не на ГОСТ, а на специально разработанные технические условия ТУ 14-3-460-75.
Эти конструкции получили широкое распространение при сооружении трубопроводов для паровых котлов. Сырьем для их изготовления обычно выступает легированная и углеродистая сталь.
Профильные горячедеформированные бесшовные трубы
Согласно ГОСТу, технология изготовления профильных бесшовных труб горячей деформации прямоугольного или квадратного сечения предусматривает применение специального оборудования, необходимого для выполнения таких операций, как сдавливание и сжатие в валках заготовки, имеющей круглое сечение. Подавляющее большинство подобной продукции находит применение в машиностроительной промышленности и разных направлениях строительной сферы.
По ГОСТу, для бесшовной профильной металлической продукции предусмотрены ограничения, которые заключаются в запрете на их применение в целях доставки жидких сред.
Бесшовные горячедеформированные трубы из стали доступны в продаже по разным ценам, которые определяются их внешними и внутренними параметрами, уровнем качества и иными техническими свойствами. Эти конструкции представляют категорию дорогостоящего проката на фоне аналогичных сварных изделий, что обусловлено особенностями технологического процесса.
По этой причине чаще всего к ним прибегают при обустройстве участков, к которым предъявляются высокие требования в плане надежности. Прежде всего, речь идет о возведении магистралей химической и нефтегазоперерабатывающей промышленности, где наиболее востребованы толстостенные трубы. По ГОСТу, основной сферой применения тонкостенной продукции является строительство трасс в сфере ЖКХ.
Как выполняется соединение бесшовных труб?
Решая вопрос с предпочтительным методом соединения изделий, основное внимание следует уделить такому параметру, как толщина стенок. По ГОСТу, если конструкции имеют очень тонкие стенки, то это требует большой аккуратности при выполнении монтажных работ. Если приходится иметь дело с продукцией, у которой нет катаной резьбы, то их соединяют при помощи метода газовой сварки.
Согласно ГОСТу, использование электрической сварки возможно лишь при условии наличия у специалиста достаточных навыков, знаний и практического опыта выполнения подобных работ. Но следует помнить, что достаточно совершить небольшую ошибку, и дорогостоящая конструкция уже будет непригодна для использования.
В соответствии с ГОСТом, для изделий с резьбой допустимым является проведение резки с применением токарного станка или ручным методом. Проводя подобные работы, можно не волноваться о том, что можно повредить шов. Подобный риск исключён, поскольку эти изделия не имеют сварного шва. Исключением здесь являются лишь трубы, характеризующиеся наличием очень тонких стенок. Применение подобного метода увеличивает риск прорезания их насквозь.
Согласно ГОСТу, к соединению конструкций, обладающих толстыми стенками, посредством сварки можно приступать лишь по завершении демонтажа фаски. Пренебрежение этим советом может привести к тому, что изделие лишится былой прочности. Сами сварочные работы следует проводить с помощью электродов не менее 4-ки. Прибегать к помощи газовой горелки считается недопустимым, поскольку она обладает слабой эффективностью.
Сортамент
Сортамент и стандарты рассматриваемой продукции относятся к числу важных факторов, которые необходимо учитывать при выборе этих изделий. Все их можно классифицировать на следующие группы:
-
 Горячедеформированные бесшовные стальные трубы. Основным нормативным документом, требованиям которого они должны соответствовать, является ГОСТ 8732-78. Основу ассортимента образует продукция, диаметр которой находится в диапазоне от 20 до 550 мм. Толщина таких изделий не может превышать 75 мм. По весу они могут различаться, что определяется иными характеристиками.
Горячедеформированные бесшовные стальные трубы. Основным нормативным документом, требованиям которого они должны соответствовать, является ГОСТ 8732-78. Основу ассортимента образует продукция, диаметр которой находится в диапазоне от 20 до 550 мм. Толщина таких изделий не может превышать 75 мм. По весу они могут различаться, что определяется иными характеристиками. - Холоднодеформированные бесшовные стальные трубы. При их изготовлении ориентируются на ГОСТ 8734-75, который определяет основные характеристики, обязательные для подобной продукции. В сортаменте представлены конструкции, диаметр которых составляет от 5 до 250 мм. На основании положений государственного стандарта эти изделия могут быть классифицированы на четыре категории в зависимости от толщины стенок. В отношении их проявляется зависимость между толщиной стенок и весом. Поэтому с уменьшением массы стенок, уменьшается и сама их конструкция. В отношении рассматриваемых изделий предусмотрены особые допуски, которые определяют толщину и диаметр изделий.
Заключение
Горячедеформированные бесшовные трубы получили большое распространение в разных сферах, в первую очередь строительстве и промышленности. Выбор в их пользу обусловлен высокими характеристиками прочности и надежности. Однако такие качества демонстрируют лишь изделия, которое удовлетворяют требованиям ГОСТа.
По этой причине именно подобная продукция должна рассматриваться в качестве основного варианта конструкции для сооружения наиболее ответственных систем и участков. Действующие в нашей стране государственные стандарты в отношении изготовления металлопроката являются гарантией для покупателя, что он не будет разочарован своим решением, выбирая подобную продукцию.
Оцените статью: Поделитесь с друзьями!stanok.guru
Трубы бесшовные горячедеформированные по ГОСТ 8732-78
Трубы стальные горячекатаные (далее г/к) по Гост 8732-78 по своим качествам значительно превосходят любые электросварные и холоднотянутые трубы. Основные преимущества – это прочность на давление и растяжение, и большой выбор различных типоразмеров в сортаменте. Вследствие того что при производстве бесшовного варианта используется особая технология изготовления стоимость такой продукции значительно превышает цену электросварных вариантов. По этому бесшовные трубы по ГОСТ 8732-78 целесообразно применять только в тех работах где это экономически необходимо, например, при прокладке трубопровода под нефтесодержащее сырье. В таких системах нужна долговечность, стойкость к нагрузкам, способность выдержать существенное давление в сети магистрали.
Горячекатаная продукция активно применяется:
- Газовая и нефтяная промышленность;
- Автомобилестроение;
- Авиационное строительство;
- Тяжелое машиностроение;
- Химическая промышленность
Так же бесшовная продукция используется при укладке различных коммуникаций, металлических конструкциях
Как получаются трубы без шва
Трубы г/к по ГОСТ 8732 делают на специальных прокатных станах. Заготовка нагревается до определенной температуры (обычно1200 градусов) затем высверливается отверстие, потом с помощью специализированного оборудования заготовка доводится до необходимых форматов ГОСТ. Заключительный этап в производстве — это вытяжка и калибровка. Посмотреть процесс изготовления такой продукции можно в этом ролике
Сортамент труб, типоразмеры, теоретическая расчетная формула массы по ГОСТ
Вся необходимая информация прописана в Гост 8732-78- форма 1, он и является стандартизацией всего сортамента. Вступительная часть нормативного документа говорит, что данный стандарт распространен на трубную продукцию стальную бесшовную горячедеформированную (далее г/д) общего назначения. Отличия сортамента:
- Диаметр наружный;
- Заявленная толщина стенки;
- Длина продукции
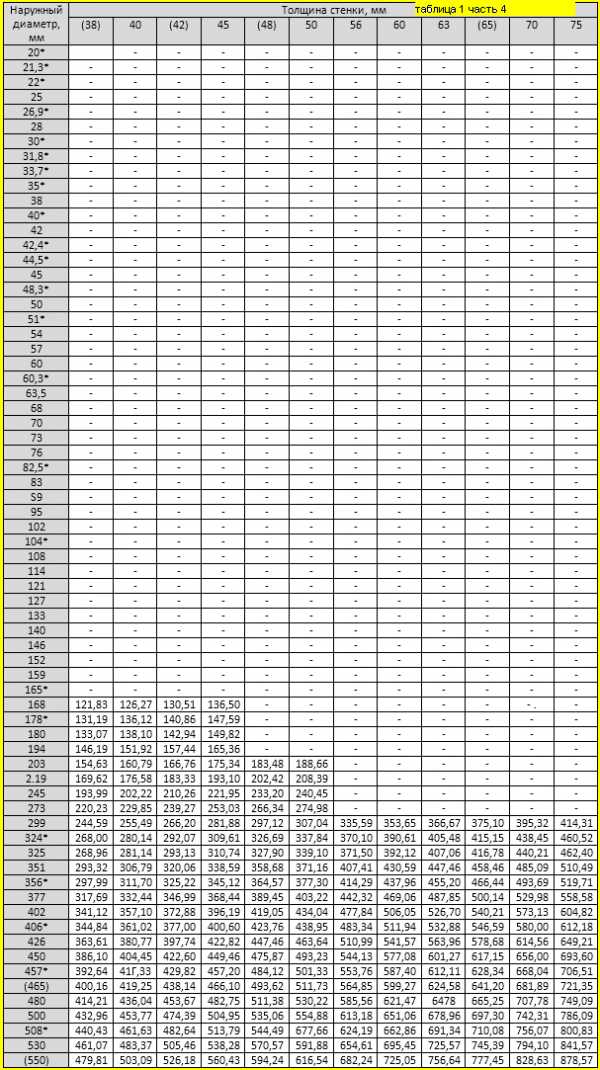
Трубы выпускают немерной длины, в метрах от 4,5 до 12,5. Минимальный наружный диаметр, по ГОСТ 8732-78, составляет 22 мм, максимум 550мм. Заявленная толщина стенки — от 2,5 мм до 75 мм. Концы конечного продукта обрезаны, угол 90 градусов, может быть нанесена фаска под осевым углом от 70 градусов. Более подробно указано в таблице 1 (в конце статьи)
Допуск в отклонениях диаметра выпускаемой продукции указан в таблице 2
Предел в отклонениях по толщине стенки рассмотрен в таблице 3
По стандарту к длине есть необходимым требования:
- Немерная длина – возможны любые длины в размерах стандарта — от 4 метров до 12,5
- Мерная длина — в пределах немерных стандартов
- Кратная мерная – длины таких труб в пределах немерных стандартов, возможен допуск в 5 мм в каждый разрез.
- Приблизительная мерность — длины в пределах немеры.
По изначальной договоренности завода-производителя и конечного потребителя продукции возможен выпуск материала длиной превышающей установленные нормативы. Приблизительная мерность производится также согласно требованию покупателя. На длину выпускаемой продукции с толщиной стенки свыше 16 миллиметров необходимо дополнительное соглашение сторон. Согласно стандарту потребитель может запросить поставку продукции по внутреннему диаметру и толщине стенки.
Теоретическая масса 1 метра трубы стальной бесшовной горячедеформированной рассчитывается по следующей формуле:
(Д-С)*С*0,025
Д- диаметр г/к продукта
С – стенка
0,025- принятый постоянный параметр.
Гост 8732-78. Допуск отклонений по размерам и форме трубной продукции
Встречается обычный и повышенный класс точности. В форме 2 и форме 3- прописаны предельные отклонения. По согласованию двух сторон может быть комбинированные параметры допуска. К примеру, по диаметру достигнута договоренность по стандартам ГОСТ 8732-78, а предельные отклонения по толщинам стенки считают по ТУ 1128.
Требования к выпуску продукции
Поверхность должна быть без трещин, плёнов, закатов и рваных отслоений. Возможны, минимальные отслоения в виде плёнок, небольшие точки окалины, шероховатости на поверхности, главное, что бы толщина стенки и диаметр не выходили за пределы установленных нормативов;
- Толщина стенки — до 50 диаметра возможны допуски в 0,5% в обе стороны, до 219 диаметра допускается отклонения в 1 процент в обе стороны, свыше 219 размера возможные отклонения составляют 1,25% в обе стороны.
- Диаметр трубы г/к — допустимые отклонения по диаметру составляют от +10%до минус 15%, все зависит от толщины стенки.
- Кривизна продукции на 1 погонный метр меньше 1,5 мм для г/д труб с толщиной стенки до 20мм, для бесшовной продукции с толщиной стенки от 20 до 30мм допустимая кривизна на один метр равна 2 мм. У труб с толщиной стенки свыше 30 мм допустимое предельное отклонение на один метр равняется 4 мм.
Применение
Трубы г/д выпускаются с различными марками сталей, которые отличаются химсоставом и мехсвойствами при обработке. Более подробно в стандарте 8731
Для магистралей нефти и газа применяют продукцию с хорошими характеристиками в свариваемости, необходимой стойкостью к коррозии и температурам внешней среды. Чаще всего используемые марки стали – 09Г2с, 20А,13ХФА,09ГСФ. Они низколегируемые, хорошо защищают от ржавчины, хладостойкие.
Трубы, для изготовления деталей в автомобилестроении и тяжелом машиностроении чаще всего применяются со следующими марками стали – 20,35,45,20Х,40Х,30ХМА и другие.
Для производства металлоконструкций, экранирования проводов, производства перекрытий, опор освещения и других технических сооружений используют следующие марки стали — 3сп,10,20. Такие сплавы достаточно хорошо свариваются, не трескаются и обладают хорошими конструкционными качествами.
Приобретая партию трубы потребителю необходимо попросить предоставить сертификат на продукцию или техпаспорт на соответствие, в нем должны быть указаны все необходимые данные продукции:
- Название;
- Марка стали;
- Где можно использовать продукцию;
- Длину и толщину стенки трубы;
- Метод производства;
- Страна производитель;
- Основной стандарт или применяемый регламент.

viascio.ru
Трубы стальные бесшовные – ГОСТ: видео-инструкция по монтажу своими руками, особенности холоднодеформированных, фото
В статье мы разберемся, каким нормативным документам подчиняется производство стальных бесшовных труб; каким образом они производятся и где применяются.

Так выглядит герой нашей статьи.
Производство
Горячедеформированные трубы
Труба стальная бесшовная ГОСТ 8732 — 78 производится методом горячей деформации.
Что это означает с практической стороны?
- Сырьем для производства служит монолитная цилиндрическая заготовка — штанга;
- Она разогревается в печи до температуры, при которой сталь становится пластичной;
- После чего на прошивном прессе превращается в полый внутри цилиндр. Получившийся при этом продукт называется гильзой. Она внешне уже напоминает трубу, но имеет довольно неправильную форму и весьма приблизительно соответствующие целевым размеры;

Будущая труба на прошивном стане.
- Гильза с находящейся в ней оправкой проходит несколько вальцов. В них будущая труба, все еще раскаленная, вытягивается, обжимается на оправке и постепенно приобретает нужный диаметр и толщину стенок;
- После прохождения калибровочных вальцов труба охлаждается, режется на отрезки необходимой длины и складируется.
Холоднокатанные трубы
Холоднокатанные (холоднодеформированные) трубы в принципе производятся аналогично горячедеформированным. Особенность всего одна, но благодаря ей эти трубы выделяются в отдельный стандарт и производятся со своим сортаментом.
Собственно, после прошивного пресса заготовка охлаждается водой. Все последующие операции проходят с холодным металлом. Под холодным подразумевается, разумеется, не комнатная температура: при деформации металла выделяется много тепла. Температура остается ниже точки рекристаллизации стали.

После прошивки гильза охлаждается.
Важно: финальной стадией производства холоднодеформированные труб является термообработка с последующей правкой трубы в очередных вальцах.
Готовая труба прокаливается и остывает, при этом избавляясь от накопившихся в процессе холодной деформации напряжений металла. Без термообработки трубы будет гораздо менее прочной и износостойкой.

Отжиг — обязательный этап производства холоднодеформированной трубы.
Нормативные документы и сортамент
Горячедеформированные трубы
ГОСТ на бесшовные стальные трубы определяется методом их производства. Изготовление и сортамент горячедеформированных труб, в частности, регламентируется стандартом ГОСТ 8732-78, согласно которому трубы могут иметь следующие размеры. (см. таблицу 1 в приложении к статье )
Обратите внимание: взятые в скобки диаметры труб не рекомендовано использовать при разработке нового оборудования.
Стандарт указывает еще несколько параметров:
- Согласно ГОСТ стальные бесшовные трубы производятся мерной и немерной длины от 4 до 12,5 метров.
- Стандарт регламентирует не только длину труб, но и предельно допустимые отклонения: для труб длиной до 6 метров это +10 мм, для труб длиной свыше 6 метров или диаметром от 152 мм — +15 миллиметров. Отрицательные отклонения не допускаются.
- Допустим незначительный разброс толщины стенок, если он не выводит трубу за предельно допустимые отклонения по диаметру и толщине стенок. ГОСТ на стальные бесшовные трубы горячей деформации содержит и таблицу допустимых отклонений. Они представлены в расположенных ниже таблицах.
По диаметру:
Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
Повышенной | обычной | |
До 50 включ. | ±0,5 мм | ±0,5 мм |
Св. 50 до 219 » | ±0,8% | ±1,0% |
»219 | ±1,0% | ±1,25% |
И по толщине стенок:
Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
повышенной | обычной | ||
До 219 | До 15 включ. | ±12,5 | +12,5 -15,0 |
Св. 15 до 30 | +10,0 -12,5 | ±12,5 | |
30 и выше | ±10,0 | +10,0 -12,5 | |
Св. 219 | До 15 включ. | +12,5 -15,0 | |
Св. 15 до 30 | ±12,5 | ||
30 и выше | +10,0 -12,5 | ||
Холоднокатанные
ГОСТ на трубы стальные бесшовные холодной деформации имеет номер 8734 — 75. Стандарт опять-таки содержит сортамент труб (см. Приложение к статье Таблица 2.).
Так же, как в случае горячедеформированных труб, стандарт оговаривает максимально допустимые отклонения:
Размеры труб | Предельные отклонения |
| Наружный диаметр, мм: | |
| от 4 до 10 включ. | ±0,15 мм |
| св. 10 » 30 » | ±0,30 мм |
| » 30 » 50 » | ±0,40 мм |
| » 50 | ±0,8% |
| Толщина стенки, мм: | |
| до 1 | ±0,12 мм |
| св. 1 до 5 включ. | ±10% |
| » 1 » 2,5 при диаметре 110 мм и более | ±12% |
| св. 5 | ±8% |
При производстве и здесь допустима разностенность, не выводящая трубы за пределы размеров этой таблицы.
Применение
Где могут применяться бесшовные стальные трубы ГОСТ 8732-78 и ГОСТ 8734-75?
Везде, где нужна прочность и гарантированное отсутствие малейших утечек.

Отсутствие шва и возможность изготавливать трубы с очень толстыми стенками делают их необходимыми там, где нужна особая прочность.
- Энергетика. Экраны и ширмы в котлах, системы отвода пара от топок и котлов к турбинам делаются исключительно из бесшовных стальных труб.
Там, где царят огромные давления, а замена трубы потребует сложнейшего демонтажа оборудования и многомесячного простоя — сварным трубам не место.
Обратите внимание: на атомных электростанциях для охлаждения активной зоны тоже применяются бесшовные трубы, но из нержавеющей стали. Они производятся по другим стандартам.
- Химическая промышленность. Там, где сочетаются недопустимость малейшей утечки (к примеру, при производстве высокотоксичных веществ) и/или необходимость выдерживать высокие давления — применяются бесшовные нержавеющие трубы.

На химзаводах используются преимущественно бесшовные трубы.
- Авиация. Бесшовная тонкостенная труба обеспечивает максимальную прочность при минимальном весе. Выбор, разумеется, останавливается на ней.
- Нефтегазовая промышленность. Если магистральные нефтепроводы изготавливаются из сварной трубы, то на перерабатывающих предприятиях, там, где давления высоки, применяются исключительно бесшовные трубы.
Они же выполняют функции буровых, обсадных и насосно-компрессорных труб на скважинах.

Добыча нефти — еще одна область, где безраздельно властвуют бесшовные трубы.
- Паропроводы высокого давления. По сей день некоторые предприятия отапливают производственные помещения перегретым паром.
Это позволяет минимизировать потери тепла за счет быстрой циркуляции теплоносителя, к тому же при высокой температуре отопительных приборов их линейные размеры можно значительно уменьшить.
Разумеется, предпочтение и при изготовлении разводки отопления, и при сварке регистров отдается бесшовным трубам.
Заключение
Будем надеяться, что в этой статье вы нашли информацию, которую искали. Сортамент труб, которые можно купить именно в вашем регионе, можно найти на сайтах металлургических предприятий. Удачи в строительстве!
Приложение
o-trubah.ru
Горячедеформированные и холоднодеформированные трубы. Особенности производства и отличия
Для производства стальных труб используется множество способов, во многом определяющих характеристики и сферу применения конечного продукта. Выбор метода зависит от типа заготовки, требований к качеству, сплава, размеров изделий и технико-экономических показателей.
Холодно- и горячекатаные трубы востребованы в котлостроении, химической и нефтегазовой промышленности. Это обусловлено коррозионной стойкостью и прочностью, которые достигаются за счет отсутствия швов. Несмотря на различия в производственных процессах и свойствах их объединяет одно — применение обработки давлением.
Получение горячедеформированных труб
При всем разнообразии технологий изготовления горячедеформированных труб каждая их них включает в себя четыре обязательные операции:
- Нагрев заготовки в печи, раскрой ножницами горячей резки на мерные длины и передача к зацентровщику.
- Прошивка заготовки, в результате чего она превращается в полный цилиндр-гильзу.
- Раскатка гильзы на автоматическом, непрерывном, планетарном, трехвалковом или пилигримовом стане, выбор которого определяет сортамент изделий.
- Калибровка или редуцирование для получения готовой трубы, имеющей заданный диаметр и толщину стенки.
Ключевой момент производства — на протяжении всего технологического процесса заготовка находится в разогретом и пластичном состоянии.
Изготовление холоднодеформированных труб
Основные способы производства холоднодеформированных труб, широко используемые в мировой практике:
- Периодическая прокатка на роликовых (ХПТР) и валковых (ХПТ) станах разных модификаций, различающихся техническими параметрами, которые определяют диаметры готовых изделий.
- Поперечная прокатка на станах ППТ с несколькими рабочими валками, применяющаяся при получении труб большого диаметра и высокой точности.
- Волочение на трубоволочильных станах.
Если рассматривать для получения холоднодеформированных труб метод периодической прокатки, включающий станы ХПТ и ХПТР, как наиболее распространенный, то производственный процесс будет включать в себя следующие этапы:
- Подготовка заготовок — инспекция, раскрой, химическое травление и нанесение технологических покрытий.
- Деформация заготовки на стане ХПТ с последующей промежуточной химической и термообработкой для восстановления пластичности стали и правкой на эксцентриковом прессе.
- Прокатка на стане ХПТР с повторением цикла операций травления и термообработки, которая в данном случае необходима для обеспечения требуемых экс
www.energy-rs.ru