Гост 26258 87 – 26258-87. .
alexxlab | 23.10.2019 | 0 | Вопросы и ответы
ГОСТ 26258-87 Цековки цилиндрические для обработки опорных поверхностей под крепежные детали. Технические условия
ГОСТ 26258-87
Группа Г23
ОКП 39 1650
Срок действия с 01.01.89
до 01.01.94*
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). – Примечание “КОДЕКС”.
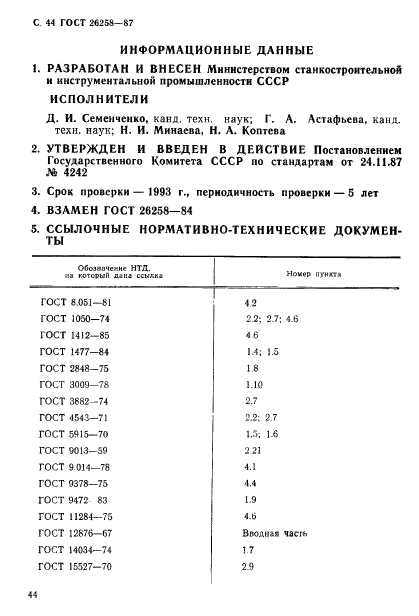
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 24.11.87 N 4242
3. Срок проверки – 1993 г., периодичность проверки – 5 лет
4. ВЗАМЕН ГОСТ 26258-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Настоящий стандарт распространяется на цилиндрические цековки, предназначенные для обработки опорных поверхностей под крепежные детали по ГОСТ 12876-67, кроме цековок под увеличенные шайбы для обработки опорных поверхностей диаметром свыше 61 мм и выступающие опорные поверхности диаметром до 15 мм.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Цековки должны изготовляться типов:
1 – с постоянной направляющей цапфой и цилиндрическим хвостовиком;
2 – со сменной направляющей цапфой и коническим хвостовиком;
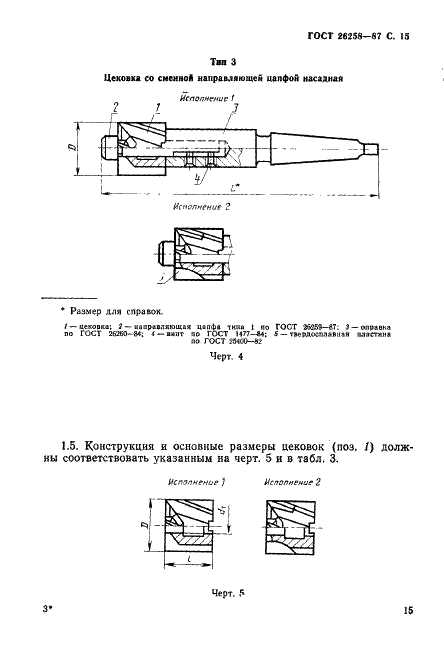
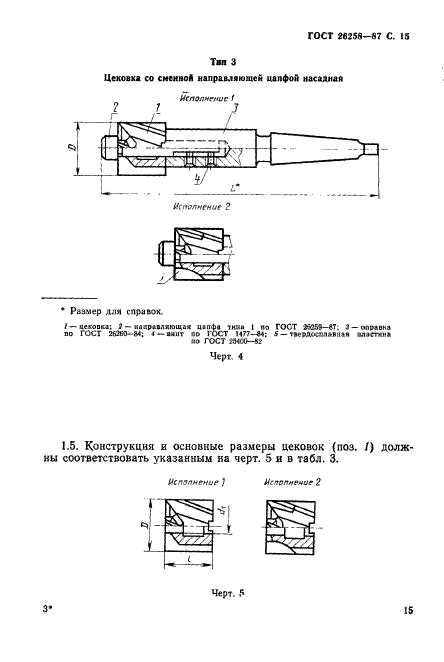
3 – со сменной направляющей цапфой насадные;
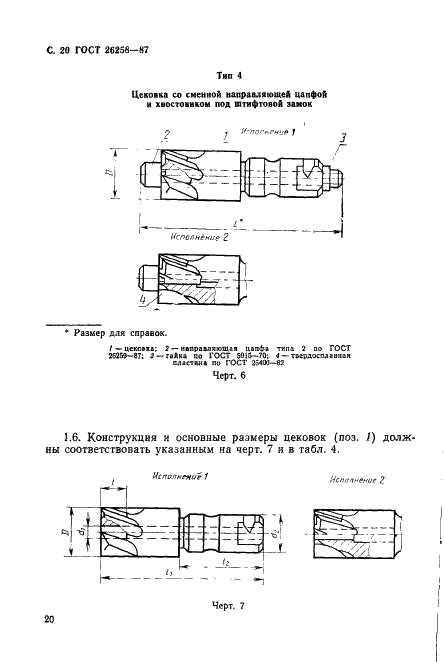
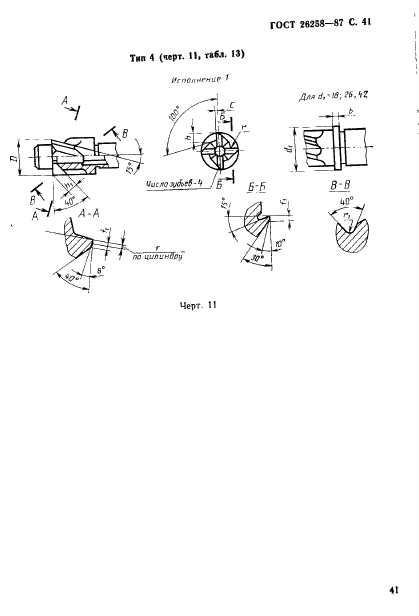
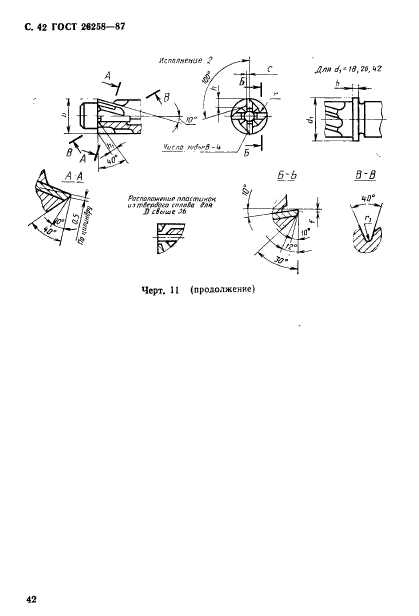
4 – со сменной направляющей цапфой и хвостовиком под штифтовой замок.
Цековки типов 2-4 изготовляют в двух исполнениях:
1 – цековки с рабочей частью из быстрорежущей стали;
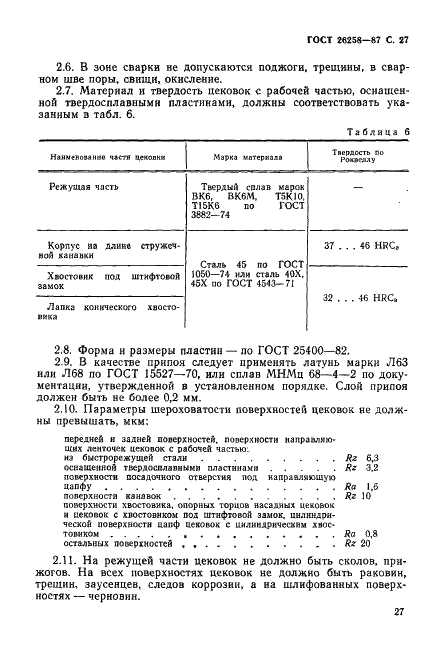
2 – цековки с рабочей частью, оснащенной твердосплавными пластинами.
Цековки типа 1 изготовляют только в 1-м исполнении.
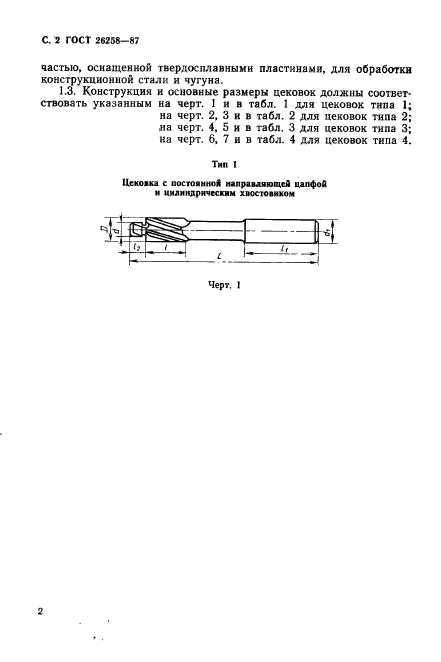
1.2. Цековки с рабочей частью из быстрорежущей стали предназначены для обработки конструкционной стали, с рабочей частью, оснащенной твердосплавными пластинами, для обработки конструкционной стали и чугуна.
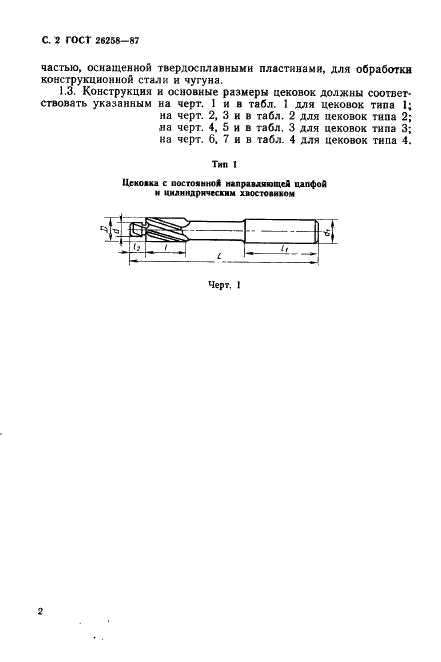
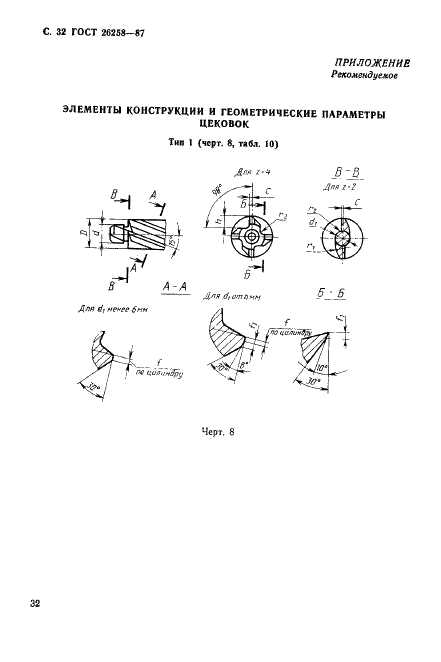
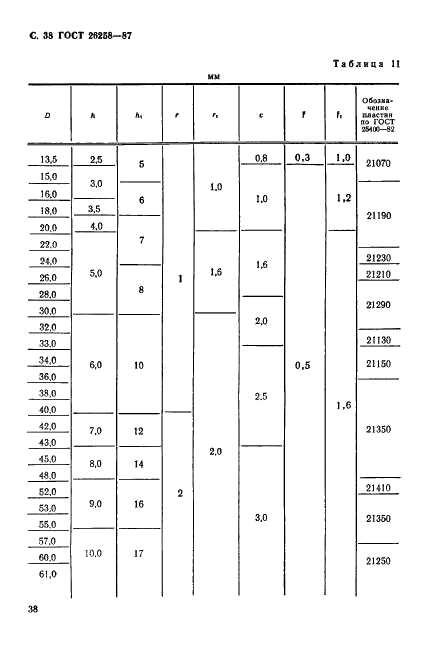
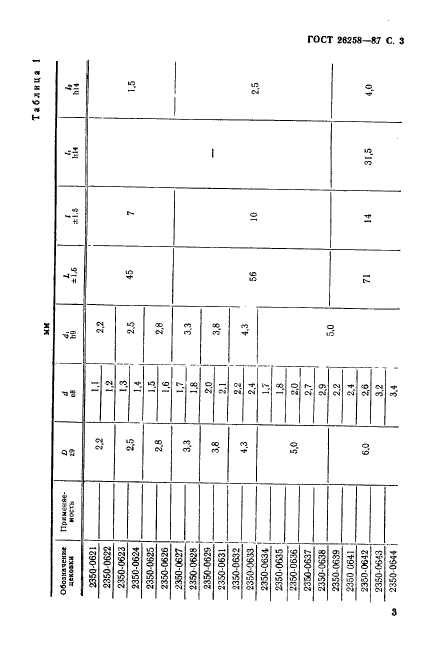
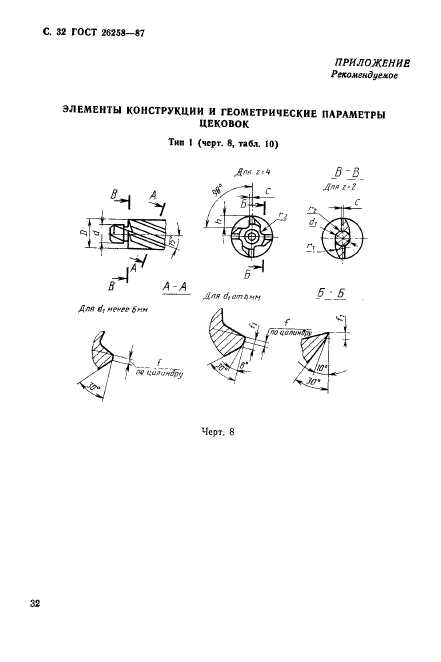
1.3. Конструкция и основные размеры цековок должны соответствовать указанным на черт.1 и в табл.1 для цековок типа 1;
на черт.2, 3 и в табл.2 для цековок типа 2;
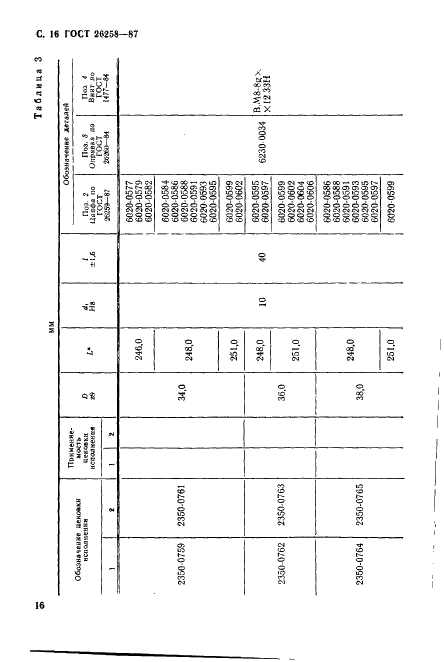
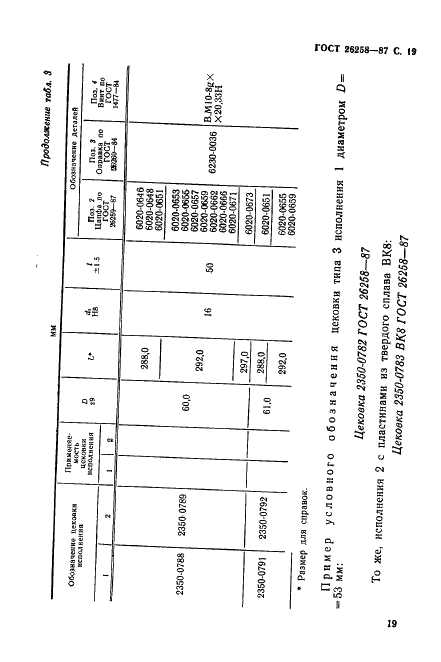
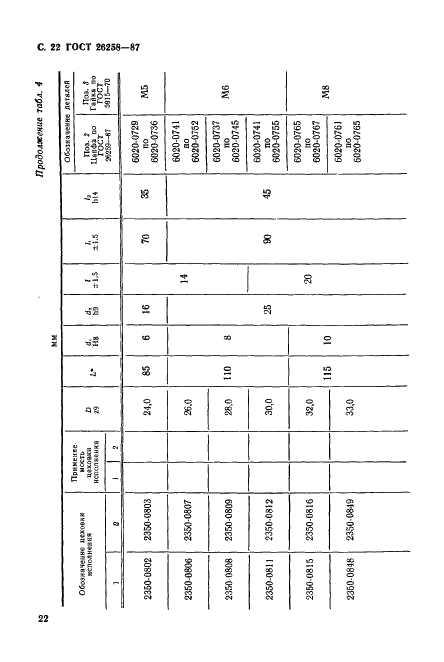
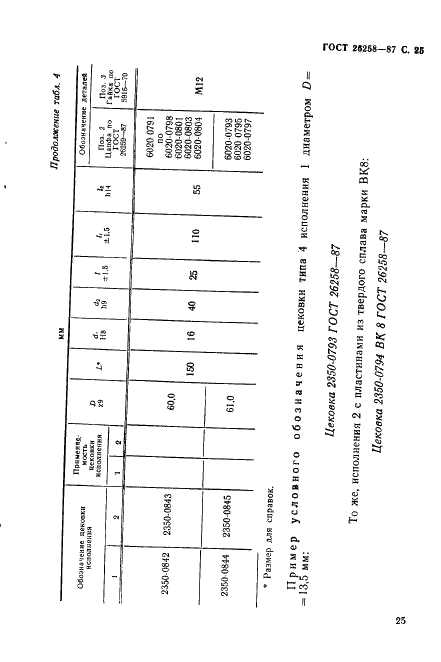
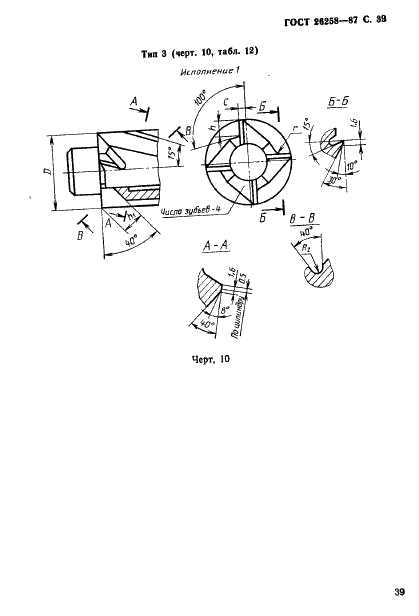
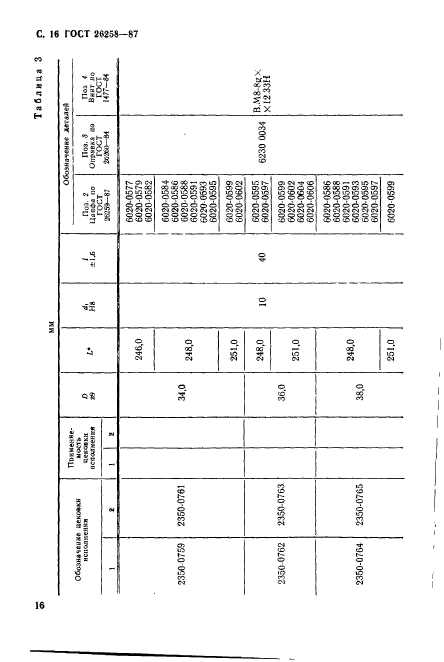
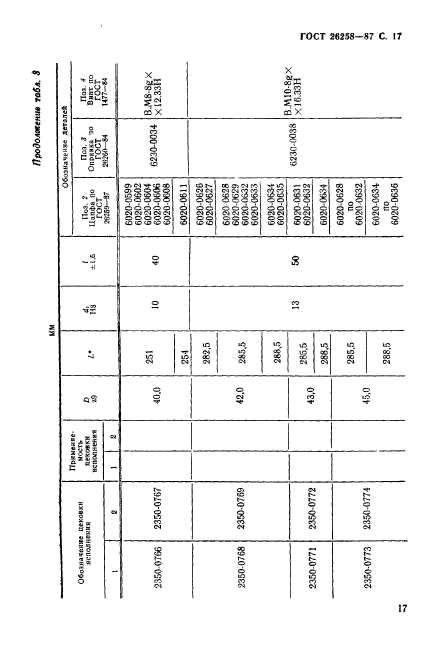
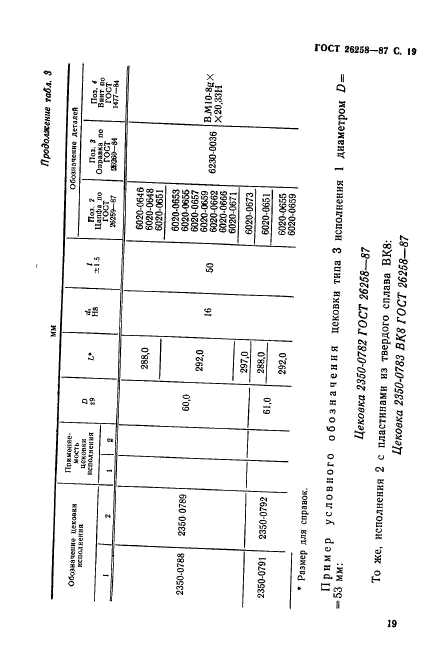
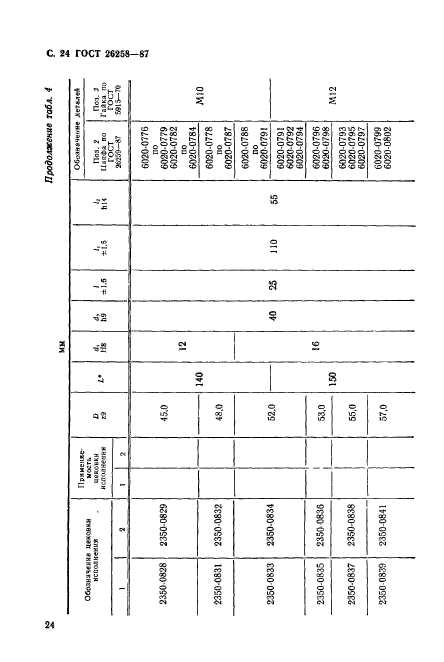
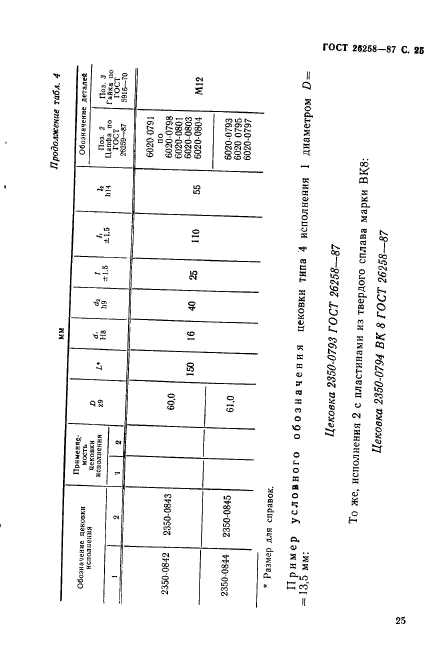
на черт.4, 5 и в табл.3 для цековок типа 3;
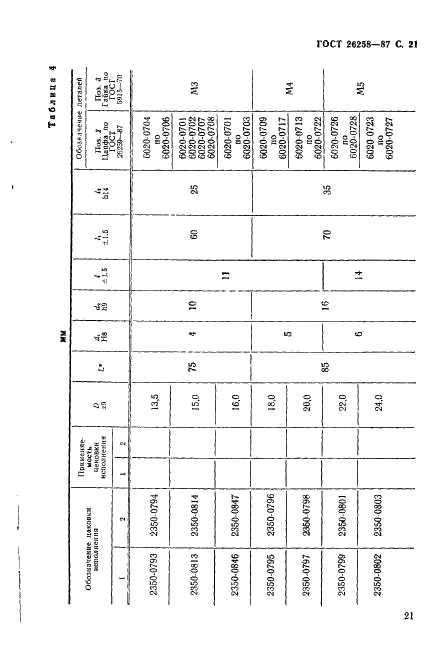
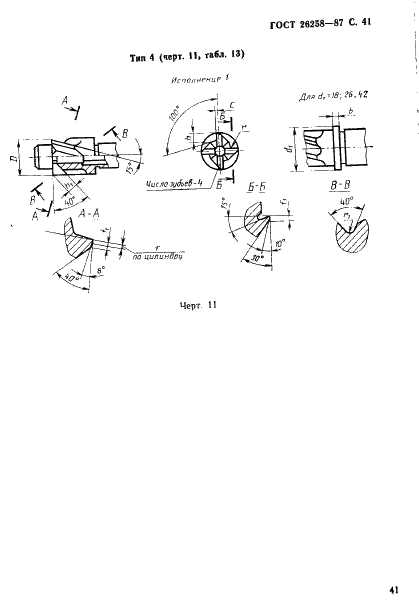
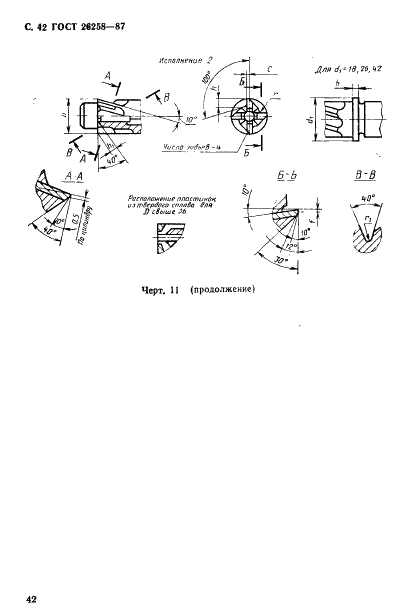
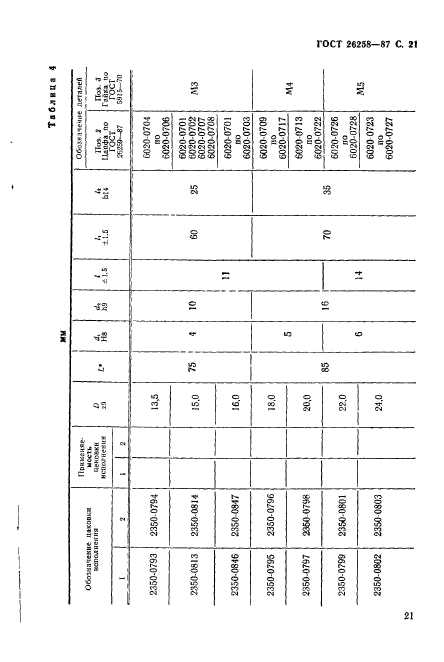
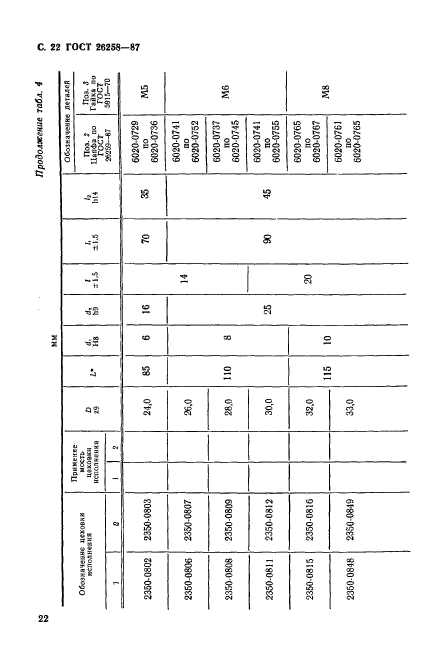
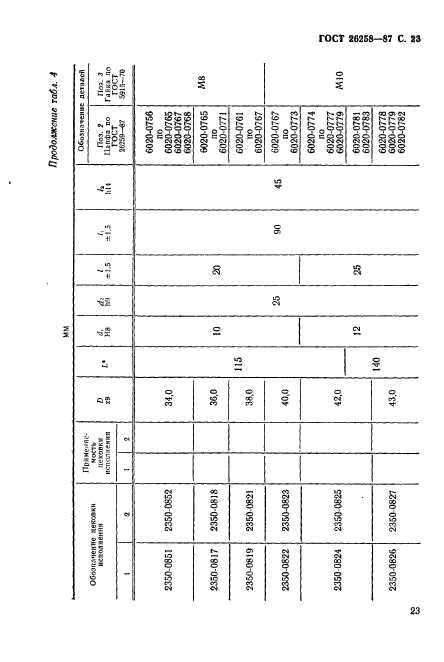
на черт.6, 7 и в табл.4 для цековок типа 4.
Черт.1. Тип 1. Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Тип 1
Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Черт.1
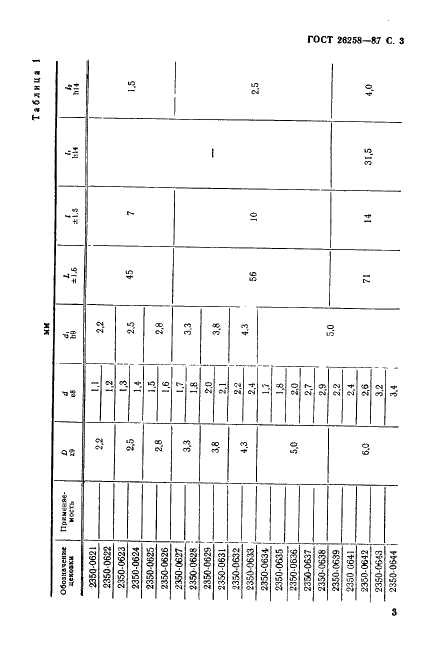
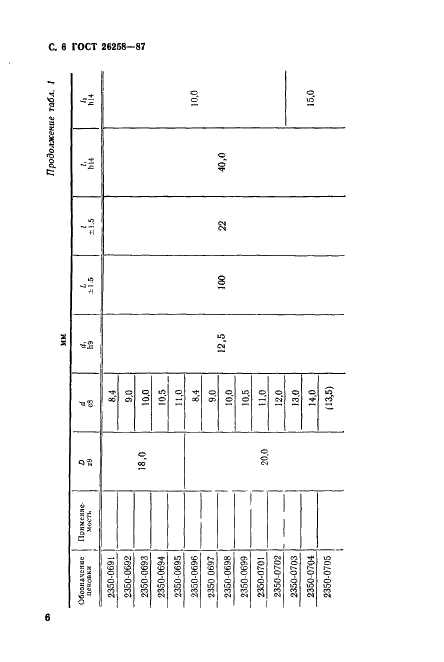
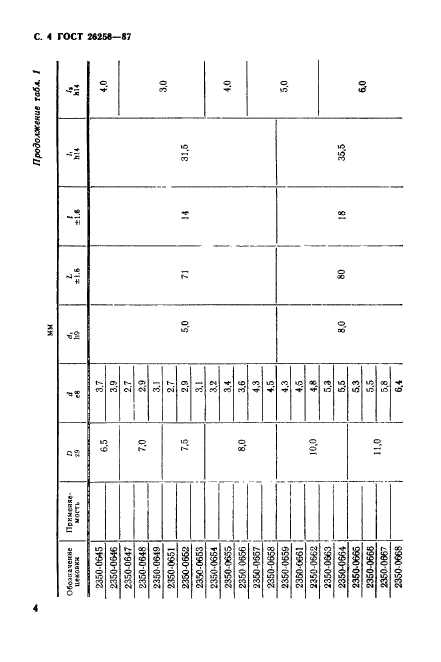
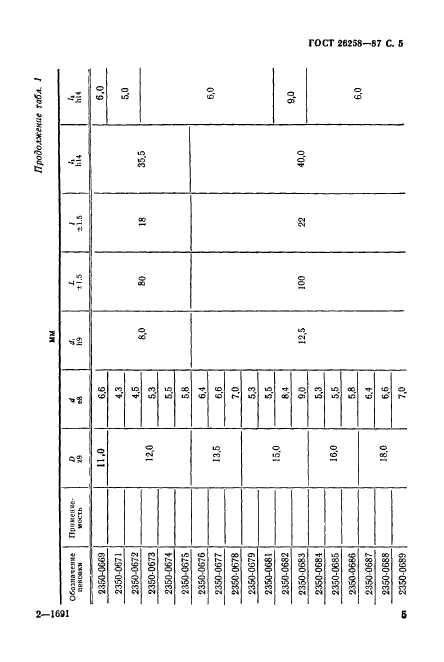
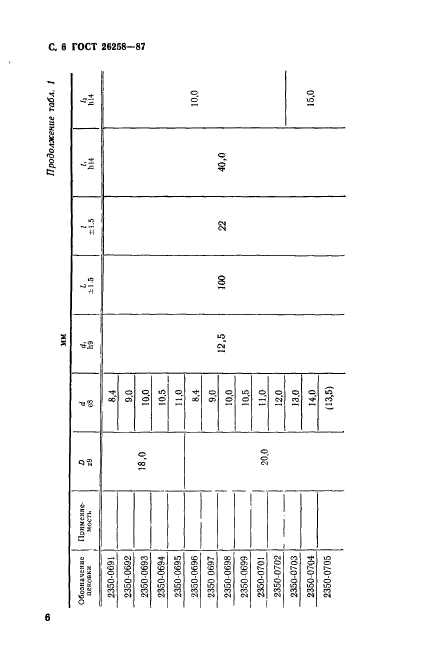
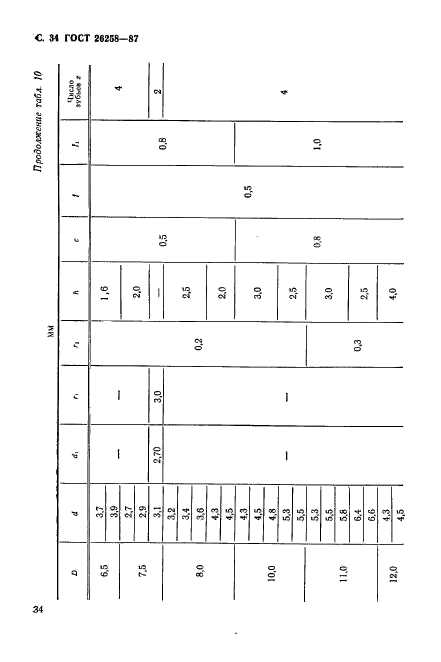
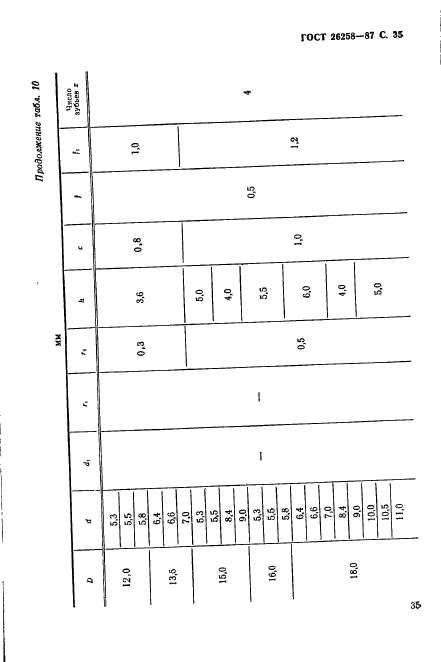
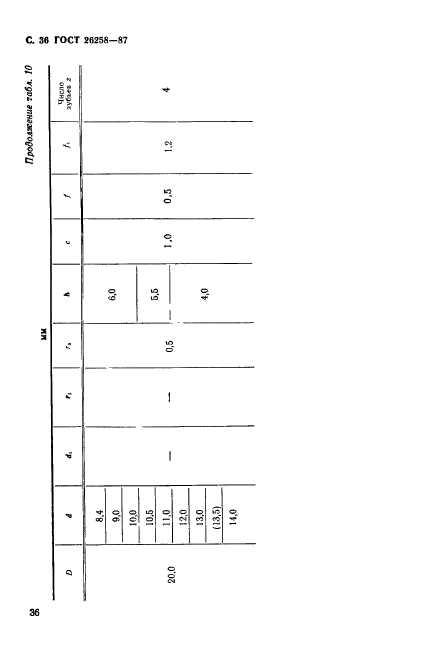
Таблица 1
мм
Обозначение цековки | Применяемость | |||||||
2350-0621 | 2,2 | 1,1 | 2,2 | 45 | 7 | – | 1,5 | |
2350-0622 | 1,2 | |||||||
2350-0623 | 2,5 | 1,3 | 2,5 | |||||
2350-0624 | 1,4 | |||||||
2350-0625 | 2,8 | 1,5 | 2,8 | |||||
2350-0626 | 1,6 | |||||||
2350-0627 | 3,3 | 1,7 | 3,3 | 56 | 10 | 2,5 | ||
2350-0628 | 1,8 | |||||||
2350-0629 | 3,8 | 2,0 | 3,8 | |||||
2350-0631 | 2,1 | |||||||
2350-0632 | 4,3 | 2,2 | 4,3 | |||||
2350-0633 | 2,4 | |||||||
2350-0634 | 5,0 | 1,7 | 5,0 | |||||
2350-0635 | 1,8 | |||||||
2350-0636 | 2,0 | |||||||
2350-0637 | 2,7 | |||||||
2350-0638 | 2,9 | |||||||
2350-0639 | 6,0 | 2,2 | 71 | 14 | 31,5 | 4,0 | ||
2350-0641 | 2,4 | |||||||
2350-0642 | 2,6 | |||||||
2350-0643 | 3,2 | |||||||
2350-0644 | 3,4 | |||||||
2350-0645 | 6,5 | 3,7 | ||||||
2350-0646 | 3,9 | |||||||
2350-0647 | 7,0 | 2,7 | 3,0 | |||||
2350-0648 | 2,9 | |||||||
2350-0649 | 3,1 | |||||||
2350-0651 | 7,5 | 2,7 | ||||||
2350-0652 | 2,9 | |||||||
2350-0653 | 3,1 | |||||||
2350-0654 | 8,0 | 3,2 | 4,0 | |||||
2350-0655 | 3,4 | |||||||
2350-0656 | 3,6 | |||||||
2350-0657 | 4,3 | 5,0 | ||||||
2350-0658 | 4,5 | |||||||
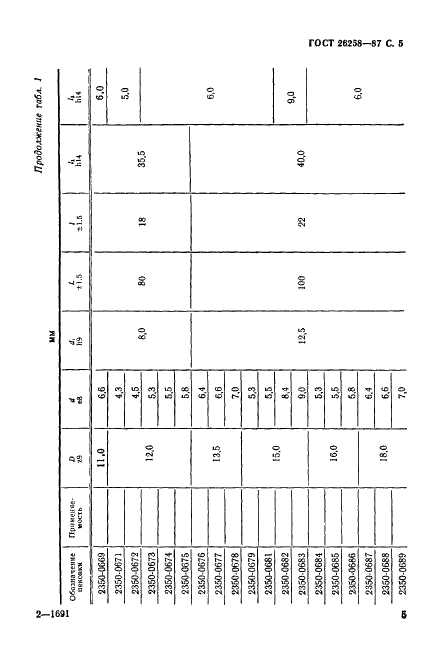
2350-0659 | 10,0 | 4,3 | 8,0 | 80 | 18 | 35,5 | ||
2350-0661 | 4,5 | |||||||
2350-0662 | 4,8 | |||||||
2350-0663 | 5,3 | 6,0 | ||||||
2350-0664 | 5,5 | |||||||
2350-0665 | 11,0 | 5,3 | ||||||
2350-0666 | 5,5 | |||||||
2350-0667 | 5,8 | |||||||
2350-0668 | 6,4 | |||||||
2350-0669 | 6,6 | |||||||
2350-0671 | 12,0 | 4,3 | 5,0 | |||||
2350-0672 | 4,5 | |||||||
2350-0673 | 5,3 | 6,0 | ||||||
2350-0674 | 5,5 | |||||||
2350-0675 | 5,8 | |||||||
2350-0676 | 13,5 | 6,4 | 12,5 | 100 | 22 | 40,0 | ||
2350-0677 | 6,6 | |||||||
2350-0678 | 7,0 | |||||||
2350-0679 | 15,0 | 5,3 | ||||||
2350-0681 | 5,5 | |||||||
2350-0682 | 8,4 | 9,0 | ||||||
2350-0683 | 9,0 | |||||||
2350-0684 | 16,0 | 5,3 | 6,0 | |||||
2350-0685 | 5,5 | |||||||
2350-0686 | 5,8 | |||||||
2350-0687 | 18,0 | 6,4 | ||||||
2350-0688 | 6,6 | |||||||
2350-0689 | 7,0 | |||||||
2350-0691 | 8,4 | 10,0 | ||||||
2350-0692 | 9,0 | |||||||
2350-0693 | 10,0 | |||||||
2350-0694 | 10,5 | |||||||
2350-0695 | 11,0 | |||||||
2350-0696 | 20,0 | 8,4 | ||||||
2350-0697 | 9,0 | |||||||
2350-0698 | 10,0 | |||||||
2350-0699 | 10,5 | |||||||
2350-0701 | 11,0 | |||||||
2350-0702 | 12,0 | |||||||
2350-0703 | 13,0 | 15,0 | ||||||
2350-0704 | 14,0 | |||||||
2350-0705 | (13,5) |
Пример условного обозначения цековки типа 1 диаметром рабочей части =5,0 мм, диаметром направляющей цапфы =2,0 мм:
Цековка 2350-0636 ГОСТ 26258-87
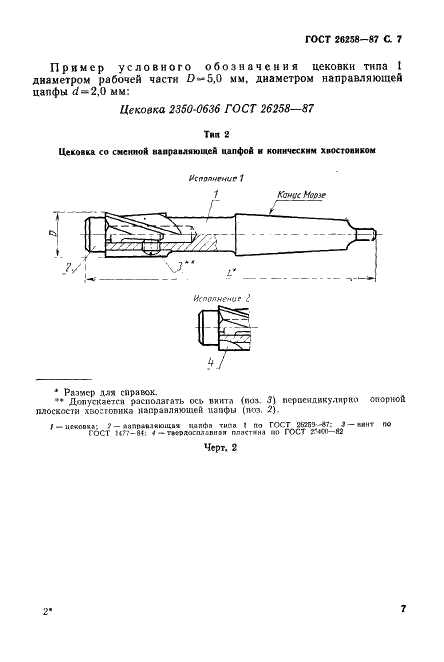
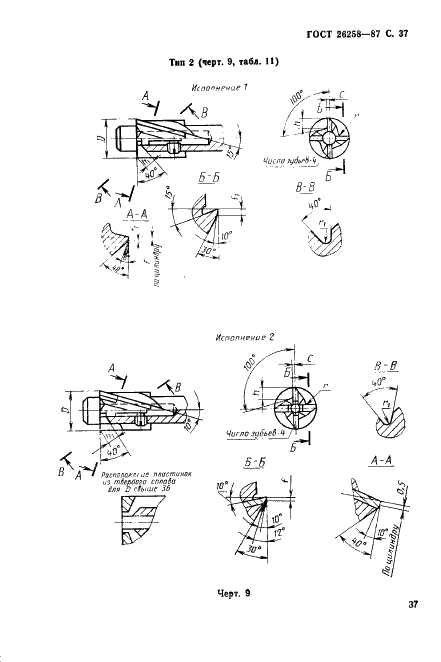
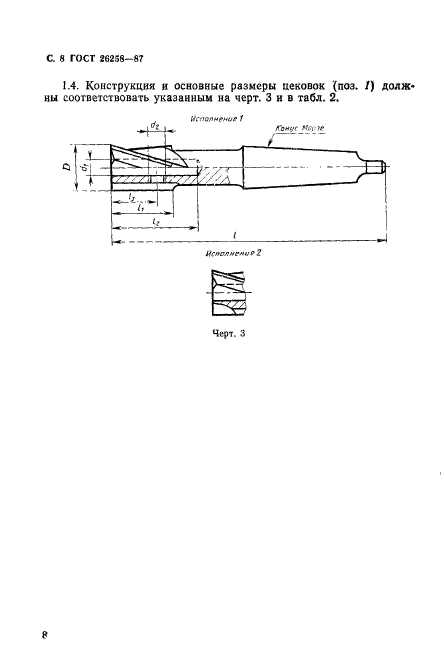
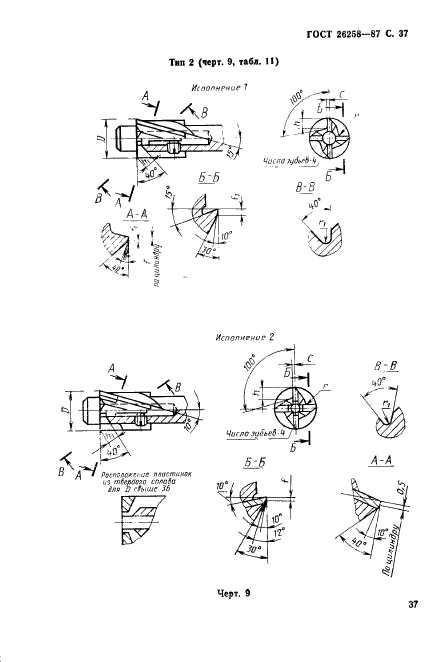
Черт.2. Тип 2. Цековка со сменной направляющей цапфой и коническим хвостовиком
Тип 2
Цековка со сменной направляющей цапфой и коническим хвостовиком
________________
* Размер для справок.
** Допускается располагать ось винта (поз.3) перпендикулярно опорной плоскости хвостовика направляющей цапфы (поз.2).
1 – цековка;
2 – направляющая цапфа типа 1 по ГОСТ 26259-87;
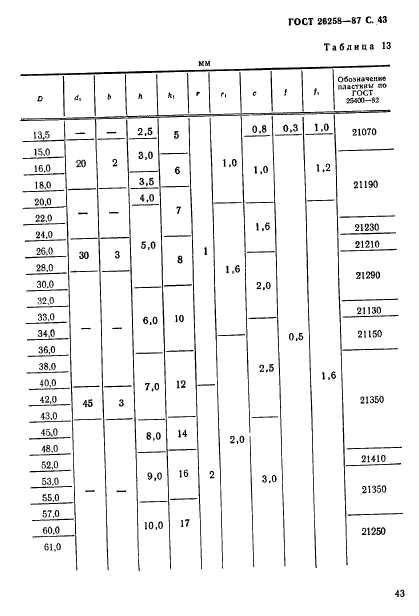
3 – винт по ГОСТ 1477-84; 4 – твердосплавная пластина по ГОСТ 25400-82
Черт.2
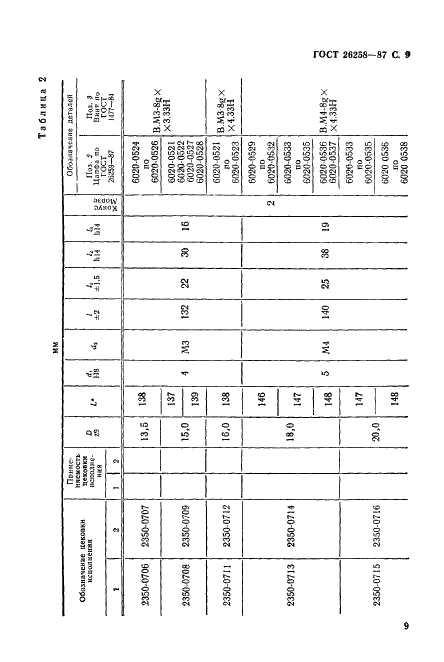
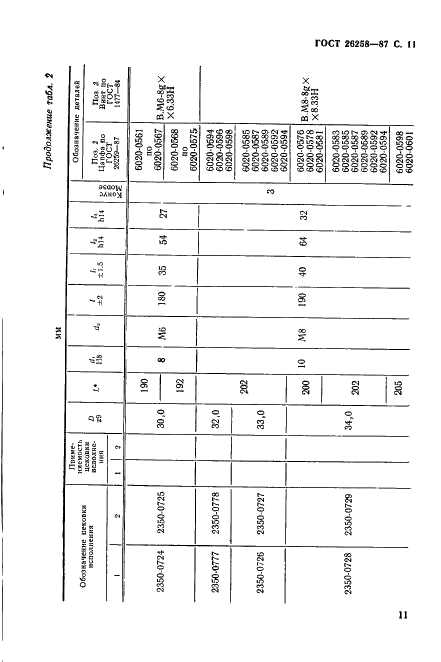
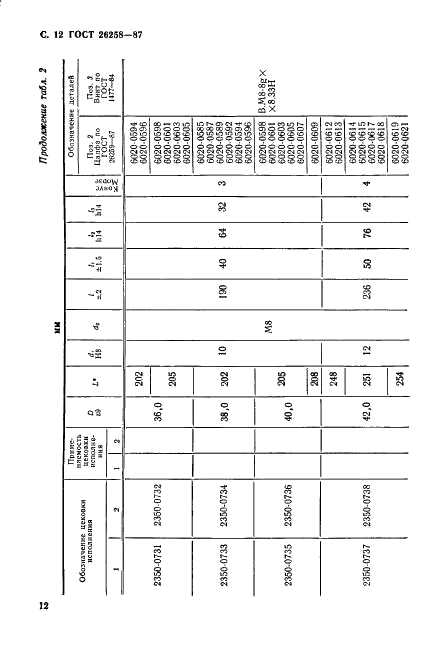
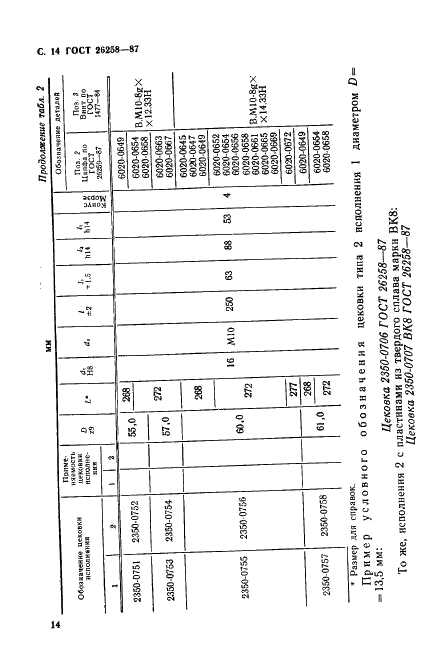
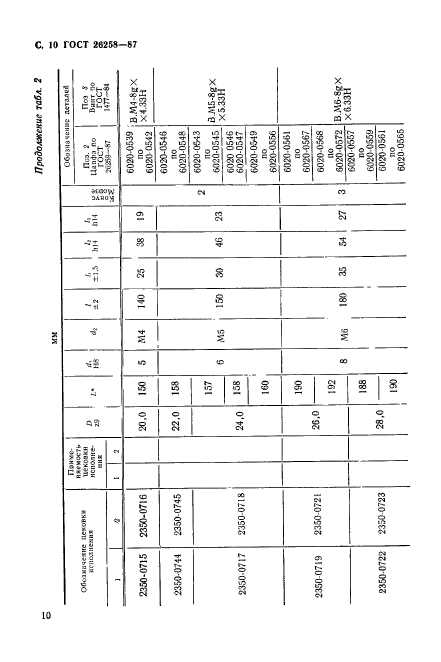
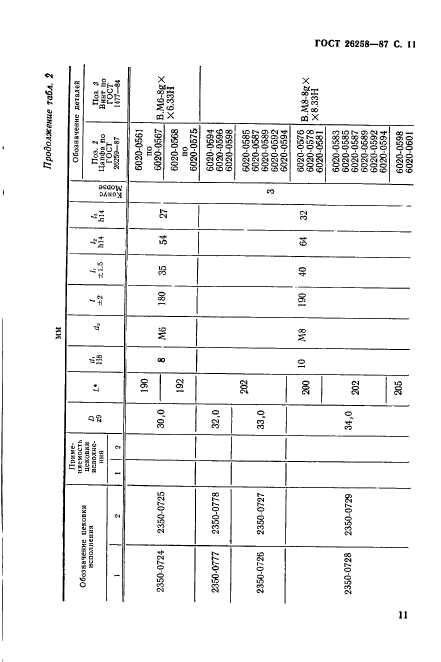
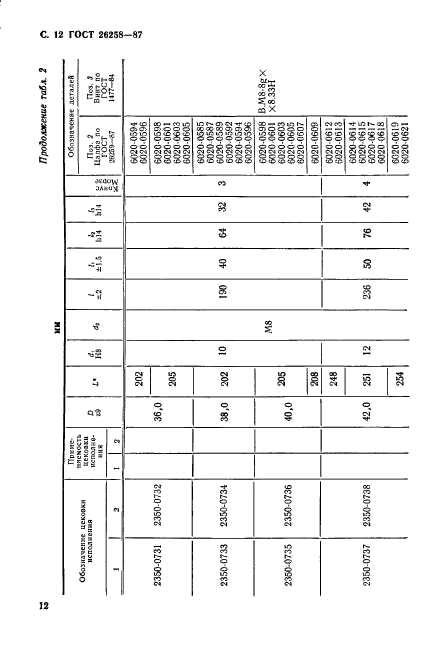
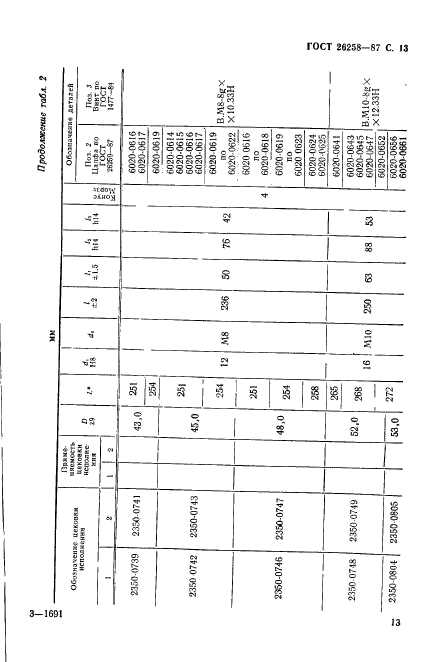
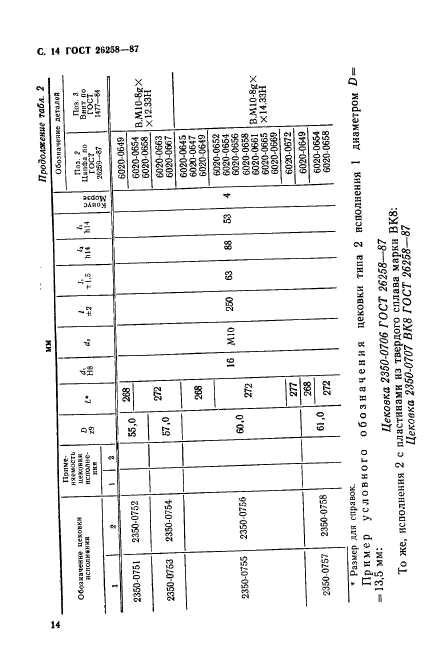
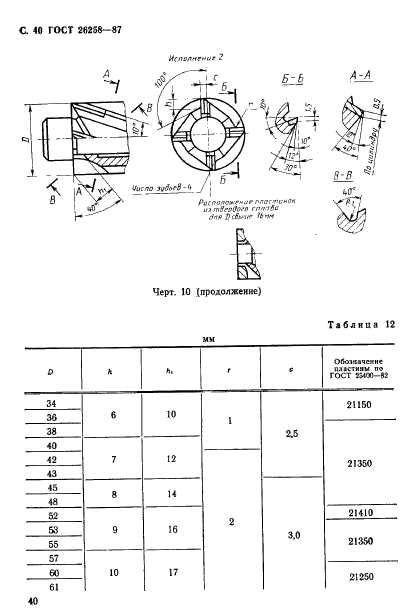
1.4. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.3 и в табл.2.
Черт.3. Конструкция и основные размеры цековок (поз.1)
Черт.3
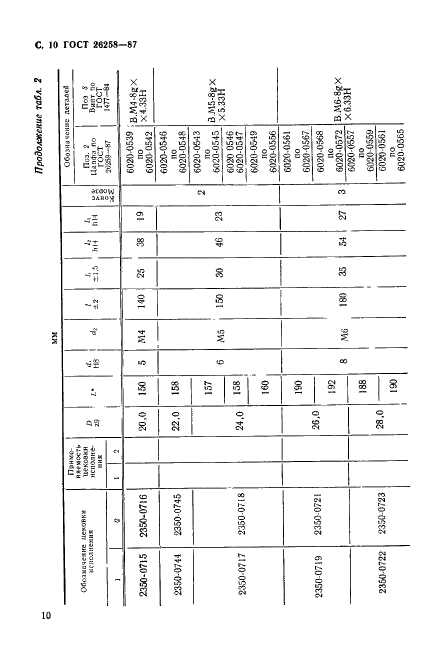
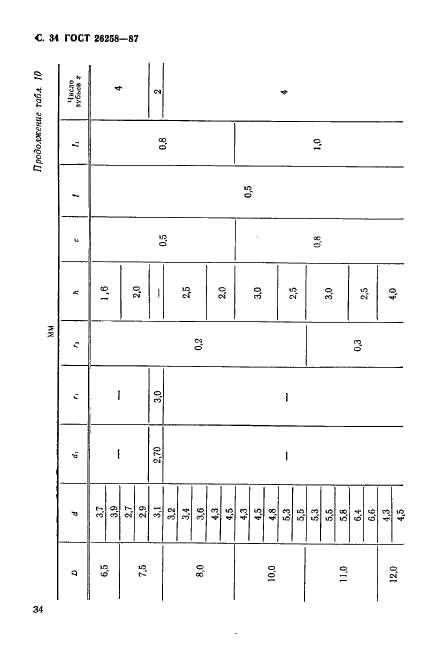
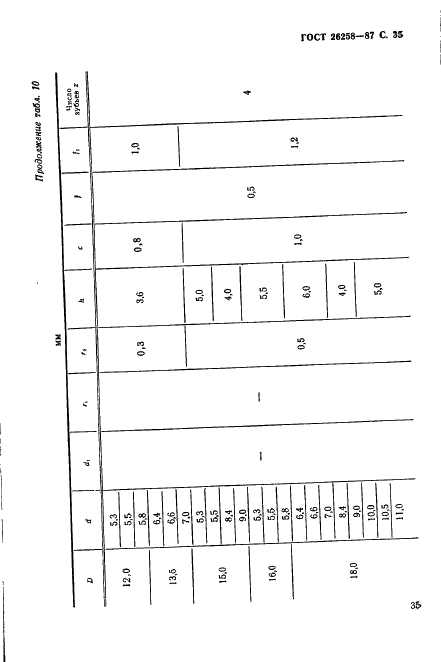
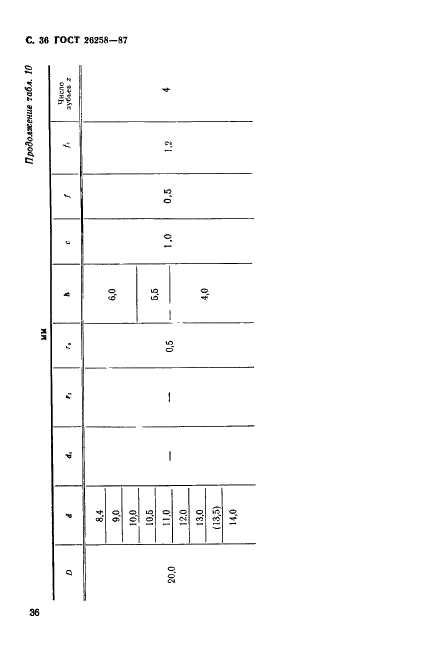
Таблица 2
мм
Обозначение цековки | Приме- | * | Конус Морзе | Обозначение деталей | |||||||||||
1 | 2 | 1 | 2 | Поз.2 | Поз.3 | ||||||||||
2350-0706 | 2350-0707 | 13,5 | 138 | 4 | M3 | 132 | 22 | 30 | 16 | 2 | 6020-0524 | ||||
docs.cntd.ru
ГОСТ 26258-87
ГОСТ 26258-87
Группа Г23
ОКП 39 1650
Срок действия с 01.01.89
до 01.01.94*
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). – Примечание “КОДЕКС”.
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 24.11.87 N 4242
3. Срок проверки – 1993 г., периодичность проверки – 5 лет
4. ВЗАМЕН ГОСТ 26258-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Настоящий стандарт распространяется на цилиндрические цековки, предназначенные для обработки опорных поверхностей под крепежные детали по ГОСТ 12876-67, кроме цековок под увеличенные шайбы для обработки опорных поверхностей диаметром свыше 61 мм и выступающие опорные поверхности диаметром до 15 мм.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Цековки должны изготовляться типов:
1 – с постоянной направляющей цапфой и цилиндрическим хвостовиком;
2 – со сменной направляющей цапфой и коническим хвостовиком;
3 – со сменной направляющей цапфой насадные;
4 – со сменной направляющей цапфой и хвостовиком под штифтовой замок.
Цековки типов 2-4 изготовляют в двух исполнениях:
1 – цековки с рабочей частью из быстрорежущей стали;
2 – цековки с рабочей частью, оснащенной твердосплавными пластинами.
Цековки типа 1 изготовляют только в 1-м исполнении.
1.2. Цековки с рабочей частью из быстрорежущей стали предназначены для обработки конструкционной стали, с рабочей частью, оснащенной твердосплавными пластинами, для обработки конструкционной стали и чугуна.
1.3. Конструкция и основные размеры цековок должны соответствовать указанным на черт.1 и в табл.1 для цековок типа 1;
на черт.2, 3 и в табл.2 для цековок типа 2;
на черт.4, 5 и в табл.3 для цековок типа 3;
на черт.6, 7 и в табл.4 для цековок типа 4.
Черт.1. Тип 1. Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Тип 1
Цековка с постоянной направляющей цапфой и цилиндрическим хвостовиком
Черт.1
Таблица 1
мм
Обозначение цековки | Применяемость | |||||||
2350-0621 | 2,2 | 1,1 | 2,2 | 45 | 7 | – | 1,5 | |
2350-0622 | 1,2 | |||||||
2350-0623 | 2,5 | 1,3 | 2,5 | |||||
2350-0624 | 1,4 | |||||||
2350-0625 | 2,8 | 1,5 | 2,8 | |||||
2350-0626 | 1,6 | |||||||
2350-0627 | 3,3 | 1,7 | 3,3 | 56 | 2,5 | |||
2350-0628 | 1,8 | |||||||
2350-0629 | 3,8 | 2,0 | 3,8 | |||||
2350-0631 | 2,1 | |||||||
2350-0632 | 4,3 | 2,2 | 4,3 | |||||
2350-0633 | 2,4 | |||||||
2350-0634 | 5,0 | 1,7 | 5,0 | |||||
2350-0635 | 1,8 | |||||||
2350-0636 | 2,0 | |||||||
2350-0637 | 2,7 | |||||||
2350-0638 | 2,9 | |||||||
2350-0639 | 6,0 | 2,2 | 71 | 14 | 31,5 | 4,0 | ||
2350-0641 | 2,4 | |||||||
2350-0642 | 2,6 | |||||||
2350-0643 | 3,2 | |||||||
2350-0644 | 3,4 | |||||||
2350-0645 | 6,5 | 3,7 | ||||||
2350-0646 | 3,9 | |||||||
2350-0647 | 7,0 | 2,7 | 3,0 | |||||
2350-0648 | 2,9 | |||||||
2350-0649 | 3,1 | |||||||
2350-0651 | 7,5 | 2,7 | ||||||
2350-0652 | 2,9 | |||||||
2350-0653 | 3,1 | |||||||
2350-0654 | 8,0 | 3,2 | 4,0 | |||||
2350-0655 | 3,4 | |||||||
2350-0656 | 3,6 | |||||||
2350-0657 | 4,3 | 5,0 | ||||||
2350-0658 | 4,5 | |||||||
2350-0659 | 10,0 | 4,3 | 8,0 | 80 | 18 | 35,5 | ||
2350-0661 | 4,5 | |||||||
2350-0662 | 4,8 | |||||||
2350-0663 | 5,3 | 6,0 | ||||||
2350-0664 | 5,5 | |||||||
2350-0665 | 11,0 | 5,3 | ||||||
2350-0666 | 5,5 | |||||||
2350-0667 | 5,8 | |||||||
2350-0668 | 6,4 | |||||||
2350-0669 | 6,6 | |||||||
2350-0671 | 12,0 | 4,3 | 5,0 | |||||
2350-0672 | 4,5 | |||||||
2350-0673 | 5,3 | 6,0 | ||||||
2350-0674 | 5,5 | |||||||
2350-0675 | 5,8 | |||||||
2350-0676 | 13,5 | 6,4 | 12,5 | 100 | 22 | 40,0 | ||
2350-0677 | 6,6 | |||||||
2350-0678 | 7,0 | |||||||
2350-0679 | 15,0 | 5,3 | ||||||
2350-0681 | 5,5 | |||||||
2350-0682 | 8,4 | 9,0 | ||||||
2350-0683 | 9,0 | |||||||
2350-0684 | 16,0 | 5,3 | 6,0 | |||||
2350-0685 | 5,5 | |||||||
2350-0686 | 5,8 | |||||||
2350-0687 | 18,0 | 6,4 | ||||||
2350-0688 | 6,6 | |||||||
2350-0689 | 7,0 | |||||||
2350-0691 | 8,4 | 10,0 | ||||||
2350-0692 | 9,0 | |||||||
2350-0693 | 10,0 | |||||||
2350-0694 | 10,5 | |||||||
2350-0695 | 11,0 | |||||||
2350-0696 | 20,0 | 8,4 | ||||||
2350-0697 | 9,0 | |||||||
2350-0698 | 10,0 | |||||||
2350-0699 | 10,5 | |||||||
2350-0701 | 11,0 | |||||||
2350-0702 | 12,0 | |||||||
2350-0703 | 13,0 | 15,0 | ||||||
2350-0704 | 14,0 | |||||||
2350-0705 | (13,5) |
Пример условного обозначения цековки типа 1 диаметром рабочей части =5,0 мм, диаметром направляющей цапфы =2,0 мм:
Цековка 2350-0636 ГОСТ 26258-87
Черт.2. Тип 2. Цековка со сменной направляющей цапфой и коническим хвостовиком
Тип 2
Цековка со сменной направляющей цапфой и коническим хвостовиком
________________
* Размер для справок.
** Допускается располагать ось винта (поз.3) перпендикулярно опорной плоскости хвостовика направляющей цапфы (поз.2).
1 – цековка;
2 – направляющая цапфа типа 1 по ГОСТ 26259-87;
3 – винт по ГОСТ 1477-84; 4 – твердосплавная пластина по ГОСТ 25400-82
Черт.2
1.4. Конструкция и основные размеры цековок (поз.1) должны соответствовать указанным на черт.3 и в табл.2.
Черт.3. Конструкция и основные размеры цековок (поз.1)
Черт.3
Таблица 2
мм
Обозначение цековки | Приме- | * | Конус Морзе | Обозначение деталей | |||||||||||
1 | 2 | 1 | 2 | Поз.2 | Поз.3 | ||||||||||
2350-0706 | 2350-0707 | 13,5 | 138 | 4 | M3 | 132 | 22 | 30 | 16 | 2 | 6020-0524 | ||||
2350-0708 | 2350-0709 | 15,0 | 137 | 6020-0521 | |||||||||||
6020-0522 | |||||||||||||||
139 | 6020-0527 | ||||||||||||||
6020-0528 | |||||||||||||||
2350-0711 | 2350-0712 | ||||||||||||||
docs.cntd.ru
ГОСТ 26258-87 Цековки цилиндрические для обработки опорных поверхностей под крепежные детали. Технические условия
Название англ.: Counterbores desighed for working bearing surfaces under fastenings. SpecificationsСодержание госта: Настоящий стандарт распространяется на цилиндрические цековки, предназначенные для обработки опорных поверхностей под крепежные детали, кроме цековок под увеличенные шайбы для обработки опорных поверхностей диаметром свыше 61 мм и выступающие опорные поверхности диаметром до 15 мм












Похожие документы
- ГОСТ Р 52668-2006 Мука из твердой пшеницы для макаронных изделий. Технические условия
- ГОСТ Р 52426-2005 Вода питьевая. Обнаружение и количественный учет Escherichia coli и колиформных бактерий. Часть 1. Метод мембранной фильтрации
- ГОСТ Р 8.624-2006 Государственная система обеспечения единства измерений. Термометры сопротивления из платины, меди и никеля. Методика поверки
- ГОСТ Р 52590-2006 Фрезы концевые, оснащенные сверхтвердыми материалами, для высокоскоростной обработки древесных материалов и пластиков. Технические условия и требования безопасности
- ГОСТ Р ИСО 4710-2002 Пробки корковые цилиндрические для игристых и газированных вин. Общие технические требования
- ГОСТ Р 52597-2006 Прутки латунные для обработки резанием на автоматах. Технические условия
znaytovar.ru
ГОСТ 26258-87. Цековки цилиндрические для обработки опорных поверхностей под крепежные детали. Технические условия /
Общероссийский классификатор стандартов → МАШИНОСТРОЕНИЕ *Эта область включает стандарты общего назначения → Режущие инструменты *Включая природные и синтетические алмазы *Деревообрабатывающие инструменты см. 79.120.20 → Режущие инструменты прочие
ГОСТ 26258-87. Цековки цилиндрические для обработки опорных поверхностей под крепежные детали. Технические условия
Настоящий стандарт распространяется на цилиндрические цековки, предназначенные для обработки опорных поверхностей под крепежные детали, кроме цековок под увеличенные шайбы для обработки опорных поверхностей диаметром свыше 61 мм и выступающие опорные поверхности диаметром до 15 мм
| Название на англ.: | Counterbores desighed for working bearing surfaces under fastenings. Specifications |
| Тип документа: | стандарт |
| Статус документа: | действующий |
| Число страниц: | 46 |
| Дата актуализации текста: | 01.08.2013 |
| Дата актуализации описания: | 01.08.2013 |
| Дата издания: | 05.02.1988 |
| Дата введения в действие: | 01.01.1989 |
| Дата последнего изменения: | 22.05.2013 |
| Взамен: | ГОСТ 26258-84 |










www.gostrus.com