Гост горячекатаная арматурная сталь – ГОСТ 5781-82
alexxlab | 07.09.2020 | 0 | Вопросы и ответы
ГОСТ 5781-82 сталь горячекатаная для армирования железобетонных конструкций
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
ГОСТ 5781-82
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
|
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ Техническиеусловия
Hot-rolled steel for reinforcement of ferroconcrete |
ГОСТ |
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1
|
Номер профиля |
|
Масса 1 м профиля |
|
|
Теоретическая; кг |
Предельные отклонении, % |
||
|
6 |
0,283 |
0,222 |
+9,0 |
|
8 |
0,503 |
0,395 |
-7,0 |
|
10 |
0785 |
0,617 |
+5,0 |
|
12 |
1,131 |
0,888 |
-6,0 |
|
14 |
1,540 |
1,210 |
|
|
|
2,010 |
1,580 |
|
|
18 |
2,540 |
2,000 |
|
|
20 |
3,140 |
2,470 |
+3,0 |
|
22 |
3,800 |
2,980 |
-5,0 |
|
25 |
4,910 |
3,850 |
|
|
28 |
6,160 |
4,830 |
|
|
32 |
8,010 |
6,310 |
|
|
36 |
10,180 |
7,990 |
+3,0 |
|
40 |
12,570 |
9,870 |
-4,0 |
|
45 |
15,000 |
12,480 |
|
|
50 |
19,630 |
15,410 |
|
|
55 |
23,760 |
18,650 |
+2,0 |
|
60 |
28,270 |
22,190 |
-4,0 |
|
70 |
38,480 |
30,210 |
|
|
80 |
50,270 |
39,460 |
|
(Измененная редакция, Изм. № 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85×103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
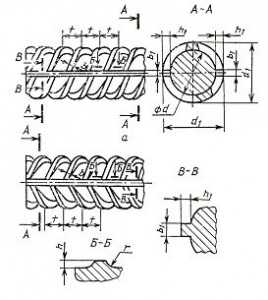
Черт. 1
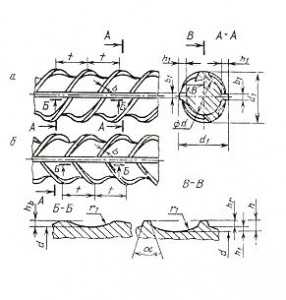
Черт. 2
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б – приведенным в табл. 3.
Таблица 2
Размеры, мм
|
Номер профиля (номинальный диаметр dн) |
d |
h |
d1 |
h1 |
t |
b |
b1 |
r |
||
|
Номин. |
Пред. откл |
Номин. |
Пред. откл |
|||||||
|
6 |
5,75 |
|
0,5 |
±0,25 |
6,75 |
0,5 |
5 |
0,5 |
1?0 |
0,75 |
|
8 |
7,5 |
|
0,73 |
|
9,0 |
0,75 |
5 |
0,75 |
1,25 |
1,1 |
|
10 |
9,3 |
|
1,0 |
|
11,3 |
1,0 |
7 |
1,0 |
1,5 |
1,5 |
|
12 |
11,0 |
+0,3 |
1,25 |
|
13,5 |
1,25 |
7 |
1,0 |
2,0 |
1,9 |
|
14 |
13,0 |
-0,5 |
1,25 |
|
15,5 |
1,25 |
7 |
1,0 |
2,0 |
1,9 |
|
16 |
15,0 |
|
1,5 |
|
18,0 |
1,5 |
8 |
1,5 |
2,0 |
2,2 |
|
18 |
17,0 |
|
1,5 |
±0,5 |
20,0 |
1,5 |
8 |
1,5 |
2,0 |
2,2 |
|
20 |
19,0 |
|
1,5 |
|
22,0 |
1,5 |
8 |
1,5 |
2,0 |
2,2 |
|
22 |
21,0 |
+0,4 |
1,5 |
|
24,0 |
1,5 |
8 |
1,5 |
2,0 |
2,2 |
|
25 |
24,0 |
-0,5 |
1,5 |
|
27,0 |
1,5 |
8 |
1,5 |
2,0 |
2,2 |
|
28 |
26,5 |
|
2,0 |
|
30,5 |
2,0 |
9 |
1,5 |
2,5 |
3,0 |
|
32 |
30,5 |
|
2,0 |
|
34,5 |
2,0 |
10 |
2,0 |
3,0 |
3,0 |
|
36 |
34,5 |
+0,4 |
2,5 |
±0,7 |
39,5 |
2,5 |
12 |
2,0 |
3,0 |
3,5 |
|
40 |
38,5 |
-0,7 |
2,5 |
|
43,5 |
2,5 |
12 |
2,0 |
3,0 |
3,5 |
|
45 |
43,0 |
|
3,0 |
|
49,0 |
3,0 |
15 |
2,5 |
3,5 |
4,5 |
|
50 |
48,0 |
|
3,0 |
|
54,0 |
3,0 |
15 |
2,5 |
3,5 |
4,5 |
|
55 |
53,0 |
+0,4 |
3,0 |
|
59,0 |
3,0 |
15 |
2,5 |
4,0 |
4,5 |
|
60 |
68,0 |
1,0 |
3,0 |
±1,0 |
64,0 |
3,0 |
15 |
2,5 |
4,0 |
5,0 |
|
70 |
68,0 |
+0,5 |
3,0 |
|
74,0 |
3,0 |
15 |
2,5 |
4,5 |
5,5 |
|
80 |
77,5 |
-1,1 |
3,0 |
|
83,5 |
3,0 |
15 |
2,5 |
4,6 |
5.5 |
Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Таблица 3
Размеры, мм
|
Номер профиля (номинальный диаметр dн) |
d |
h |
d1 |
h1 |
hr |
hB |
t |
b |
b1 |
r1 |
a, |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||
|
10 |
8,7 |
|
1,6 |
±0,5 |
11,9 |
1,6 |
0,6 |
1,0 |
10 |
0,7 |
1,5 |
11 |
|
|
12 |
10,6 |
|
1,6 |
|
13,8 |
1,6 |
0,6 |
1,0 |
10 |
0,7 |
2,0 |
11 |
|
|
14 |
12,5 |
+0,3 |
2,0 |
|
16,5 |
2,0 |
0,8 |
1,2 |
12 |
1,0 |
2,0 |
12 |
|
|
16 |
14,2 |
-0,5 |
2,5 |
|
|||||||||
metallurg-moskva.ru
Горячекатаная арматура – ГОСТ и особенности производства + Видео
Горячекатаную арматуру по праву можно назвать неотъемлемой составляющей железобетонных конструкций. Но так как на это изделие приходятся огромные нагрузки и напряжения, выпускается оно только в соответствии с ГОСТ. Наша статья посвящена этому металлопрокату, и в ней будут рассмотрены не только характеристики, но и особенности его эксплуатации.
1 Когда мы имеем дело с арматурой?
Такой тип арматуры часто применяется в строительной области благодаря ряду достоинств. Но прежде чем рассматривать особенности профиля, следует уделить внимание термину. Речь пойдет о металлических стержнях круглого сечения, из которых делают каркас железобетонных конструкций. Элементы малого диаметра выпускаются в бухтах.

Горячекатаный тип арматуры
Рекомендуем ознакомиться
Арматурой еще называют детали, предназначенные для автоматической защиты, перекрытия и регулирования параметров рабочей среды в трубопроводах различного назначения. В электротехнике так называются комплектующие изделия и типовые детали, соединяющие провода, изоляторы и т.д. Также под арматурой имеют в виду и наушники с уравновешенным якорем, применяемые в аудиотехнике. В общем, термин можно встретить довольно часто, но ниже пойдет речь именно о строительных элементах.
Изделия изготавливаются из горячекатаной стали. Главное их назначение – армирование железобетона. Таким образом можно упрочнить композиционный материал и придать ему необходимые характеристики. Особенно в таком упрочнении нуждаются места, на которые приходятся растягивающие и усилия сжатия. В некоторых случаях армирование предотвращает образование усадочных трещин. Причем диаметр стержней и их расположение выбираются непроизвольно, а в соответствии со строгими расчетами. Однако по желанию можно использовать этот материал и для других целей.
2 Разнообразие металлических прутов
Существует несколько типов такого металлопроката. Классификация проводится не только согласно геометрическим параметрам, форме, но и по типу материала, несмотря на то, что все элементы состоят из стали. В зависимости от механических свойств этот сплав делится на классы. В нашем случае арматуру изготавливают преимущественно из горячекатаной стали, обозначающейся символом “А”. Стержневые гладкие элементы относятся к классу А-I(240), а изделия с периодическим профилем: А-II (300), А-III (400), А-IV (600), А-V (800) и А-VI (1000). Но по требованию потребителя из сталей А300–А800 можно изготавливать и гладкую арматуру.
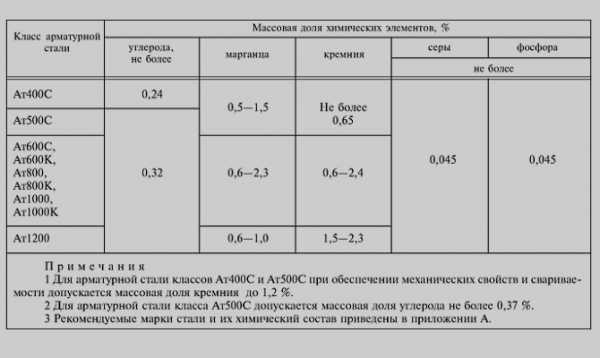
Отдельного внимания заслуживает термоупрочненная продукция. В этом случае в производстве участвует арматурная сталь класса Ат. Индекс “С” свидетельствует о том, что материал отличается хорошей свариваемостью, а “К” – стойкостью к коррозионному растрескиванию. Стоит отметить, что чем выше класс стали, тем лучше ее прочностные характеристики, числа в скобках соответствуют минимальному пределу текучести сплава. В справочниках без труда можно найти таблицы, где указываются механические свойства материала – временное сопротивление, относительное удлинение и даже угол загиба в холодном состоянии.

Термоупрочненная продукция
Кроме того, классифицируется такая арматура согласно назначению. Профиль делится на рабочий, монтажный и конструктивный. Но наиболее востребованной следует назвать рабочую арматуру, главная задача которой – восприятие растягивающих усилий. А вот когда необходимо обеспечить целостность конструкции, то следует отдавать предпочтение конструктивному типу. В его задачи входит выдерживание усадочных, а также температурных напряжений и распределение нагрузок. С помощью монтажной арматуры можно создать довольно жесткий каркас.
При этом следует отметить, что первые два вида также могут выполнять роль монтажных элементов, но заменить конструктивную либо рабочую арматуру профилем другого типа нельзя.
По форме поверхности стержневые элементы бывают гладкими и периодического профиля. Последние характеризуются наличием выступов, рифов либо вмятин на поверхности изделия. Благодаря этому, можно усилить сцепление металлического стержня с бетоном. Чаще всего круглый профиль имеет два ребра жесткости и поперечные выступы, расположенные по одно-, двух либо трехзаходной винтовой линии. Заглянув в техническую документацию, вы можете ознакомиться с внешним видом металлопроката более подробно.
3 Из чего должна быть сделана надежная арматура?
Когда мы говорим об арматурной стали, то предполагаем углеродистые и низколегированные марки. Например, А-I соответствует спокойная, полуспокойная и кипящая сталь Ст3, а классу А-V – конструкционный низколегированный сплав 23Х2Г2Т. Более точно ознакомиться с этой информацией можно в ГОСТе. Еще в документации приведены и таблицы, по которым можно определить химический состав сплава.

Арматурная сталь
Арматурную сталь класса I–IV изготавливают горячекатаной, А-V – с низкотемпературным отпуском. Сталь А1000 может подвергаться либо низкотемпературному отпуску, либо термомеханической обработке в потоке прокатного стана. Однако при условии, что после испытаний, проводимых в течение 12 часов, относительное и равномерное удлинение не будет менее 9 и 2 % соответственно, допускается не проводить низкотемпературный отпуск для сталей последних двух классов.
В некоторых случаях допускается замена одного элемента другим, однако все отклонения по химическому составу сплавов должны соответствовать ГОСТ 380-88. Например, в стали 32Г2Рпс можно вместо алюминия добавить цирконий либо титан, при этом их количество должно соответствовать доле первоначального элемента. А вот стали 25 Г2С, 18Г2С и 35ГС иногда разбавляют титаном, но только массовая доля его не должна превышать 0,03% в готовом прокате.
4 Требования к качеству в зависимости от условий эксплуатации
Область использования арматуры во многом зависит от химического состава и свойств стали. В этом пункте мы подробно рассмотрим особенности применения таких строительных элементов. Изделия, состоящие из стали А-I и А-II, относятся к ненапрягаемым. Их используют в качестве рабочих, монтажных и конструктивных элементов. Из них производят сварные сетки, а также каркасы.
Низкоуглеродистые и углеродистые стали марок 10ГТ, ВСт3пс2 и ВСт3сп2 часто используют для изготовления петель железобетонных конструкций. Это обусловлено повышенным значением относительного удлинения материала при восприятии нагрузок на растяжение. Кроме того, эти марки характеризуются превосходной способностью к изгибу даже в холодном состоянии и высокими показателями ударной вязкости. Однако есть некоторые ограничения для сплава ВСт3пс2 – если температура окружающей среды будет превышать 40 °С, то такая сталь для производства петель не годится. К достоинствам вышеуказанных сплавов относится и отличная свариваемость. А вот Ст5 класса А-II имеет некоторые ограничения по свариваемости, особенно это катается стержней диаметром более 32 мм, так как сварное соединение получается более хрупкое.

Петли железобетонных конструкций
Сплавы А-III нашли свое применение при производстве обычных железобетонных конструкций. Стали этого типа отличаются прекрасной свариваемостью, исключением можно назвать лишь марку 35ГС. Оставшиеся три класса (А-IV – A-VI) уже относятся к напрягаемому типу, их свариваемость несколько ухудшается, однако ее можно назвать удовлетворительной.
Играют огромную роль и параметры предварительно напряженных конструкций. Если их длина более 12 м, следует использовать лишь стали, относящиеся к типу A-V и A-VI, либо марки термически упрочненной стали. В случае, когда такой возможности нет, возможно применение арматуры класса A-VIII, но она подвергается двойному контролю при упрочнении. Когда эксплуатация будет проходить в агрессивной среде, для армирования железобетона следует использовать лишь сталь, стойкую к коррозионному растрескиванию.
Не всегда нам необходим целый стержень, иногда мы вынуждены резать его на части. Казалось бы, в этом деле вопросов возникнуть не должно. Однако есть маленькая особенность. Стали классов А-III A-VI подвергаются резке только в холодном состоянии.
5 Что происходит в цехах на производстве?
Сейчас мы остановимся на технологическом процессе производства. Ради справедливости нужно сказать, что он отличается трудоемкостью, и все этапы проходят под строгим контролем, ведь готовая продукция должна обладать высоким качеством. А из названия “горячекатаная” становится понятно, что один из основных этапов – горячая прокатка.
Начинается процесс с выплавки стали. Сырье поступает в кислородно-конверторный цех, если речь идет о крупном производстве либо ДСП. Но, независимо от вида оборудования, цех обязательно должен быть оснащен специальной установкой доводки металла “Ковш-печь”. С помощью нее можно обрабатывать и насыщать металл легирующими элементами перед поступлением на сортовую МНЛЗ.

Выплавка арматурной стали
Далее непрерывнолитые заготовки подвергаются воздействию высоких температур 1150–1200 °С и поступают на окалиноломатель. После этого круглый раскат диаметром 55 мм следует в черновые клети, состоящие из вертикальных и горизонтальных валков. На выходе получается готовый профиль диаметром 25 мм. Если необходимо еще уменьшить диаметр металлических стержней, их отправляют в чистовую группу клетей. В завершение изделие сматывается в бухты либо режется на мерные длины специальными летучими ножницами.
Чтобы повысить прочностные характеристики металлопроката и при этом не нанести вред пластичности, его подвергают дополнительной термомеханической обработке. В основном эта операция проходит в потоке прокатки. При этом используется схема прерывистой закалки с самоотпуском. Благодаря такой операции можно значительно улучшить свойства относительно дешевого материала и избежать дорогой обработки.
6 Приемка и испытания готовых изделий
В этом пункте мы уделим внимание не менее важным стадиям производства арматуры, от которых и зависит качество готового продукта, а именно – испытаниям и правилам приемки. Поступают изделия партиями, причем все элементы должны изготавливаться из одной и той же марки стали, иметь одинаковый диаметр и оформляться одним документом о качестве. Масса партии обычно не превышает 70 т, но в некоторых случаях можно увеличить ее до массы плавки-ковша. Далее отбирают 2 мотка либо не менее 5 % элементов из партии и подвергают их испытаниям.
Для определения геометрических параметров металлических профилей используют специальные измерительные инструменты нужной точности. А вот качество поверхности проверяют с помощью визуального контроля без применения каких-либо увеличительных приборов. На поверхности самого профиля, выступов и ребер недопустимы рванины, трещины напряжения, закаты. Также отбраковываются изделия с наличием прокатных плен и раскатанных трещин. Мелкие повреждения ребер, а также выступов возможны, но их количество не должно превышать 3 штуки на погонный метр. Не выбраковываются металлические стержни с наличием незначительной ржавчины, наплывов, отдельных раскатанных загрязнений.
Рябизна, чешуйчатость и следы раскатанных пузырей тоже не считаются серьезными дефектами, главное, чтобы их размеры и количество находились в пределах нормы. Обязательно измеряют кривизну элементов, проводят контроль механических свойств и массы арматуры. Также проводят испытания на изгиб, ударную вязкость и растяжение. Для этого от каждого стержня отрезают по образцу необходимой длины. А вот пробы для химического анализа отбирают согласно ГОСТ 7565–81.

Проверка качества арматурных стержней
В обязательном порядке измеряют диаметр стержня и овальность. Только делают замеры не с самого края, а на расстоянии минимум 15 см от конца профиля. Если арматура в мотках, то отступают минимум 1,5 м и 3 м при весе менее либо более 250 кг соответственно. В ГОСТ 12004–81 оговорены все требования и условия, которым должны соответствовать испытания на растяжения. Для проверки ударной вязкости изготавливают образцы в соответствии с ГОСТ 9454–78 и проводят испытания, согласно требованиям, указанным в этой технической документации.
Термоупрочненная сталь подвергается дополнительным испытаниям в нитратном растворе с одновременным воздействием температуры 98–100 °С и напряжении. Результат считается положительным, если образцы выдержали не менее 100 часов в таких условиях. Кроме того, сплавы класса Ат400С, Ат500С и Ат600С могут подвергать не только испытанием на изгиб, но и на последующий разгиб, после которых ни один из образцов не должен иметь видимых дефектов (трещины, разрывы).
Испытуемое изделие сначала деформируют до достижения заданного угла (90°), затем подвергают нагреву до 100 °С, выдерживают в этом температурном режиме в течение получаса и охлаждают. И только после этого элемент разгибают до угла 20°. Оси двух опор должны быть перпендикулярны направлению действия силы. А скорость, с которой проводятся испытания, не может превышать 20 град/с. Поперечные ребра должны находиться в зоне растяжения. В случае если хотя бы по одному показателю результаты получились неудовлетворительные, проводят повторные испытания согласно вышеуказанным ГОСТам.
7 Упаковка и маркировка – как узнать товар по «одежке»?
Теперь мы перешли к завершающей стадии, после изготовления и контроля качества изделие маркируется, упаковывается и поступает на склад. Чтобы легко было определить класс стали, из которой изготовлен профиль, концы стержней окрашивают. На элементы из стали А600 наносится красная краска. Если увидите сочетание зеленого и красного цвета, то речь идет о стали А800. Для высококачественного сплава А1000 характерен синий и красный окрас. Полосы толщиной не менее 20 см наносятся по всей окружности на расстоянии 0,5 м от края.
Классы арматурной стали
Далее стержни формируют в партии весом не более 15 т и перевязывают катанкой либо проволокой. По желанию заказчика можно уменьшить вес партии до 3 т. Затем к каждой связке крепят ярлык, где указывается класс арматуры либо предел текучести материала. Ели речь идет о термически упрочненных элементах, необходимо указывать индекс свариваемости и стойкости к коррозионному растрескиванию.
При поступлении на склад изделия, которые будут подвергаться резке, сортируются в зависимости от нужной длины заготовок. Хранить металлические элементы можно только в закрытом помещении либо под навесом, при этом следует избегать контакта с земляным полом.
8 Технические требования и ГОСТ
На этот профиль возлагаются весьма серьезные функции, поэтому он должен полностью соответствовать ГОСТу 5781–82. Если изделие подвергается термомеханическому упрочнению, то оно изготавливается согласно требованиям, указанным в ГОСТ 10884–94. Любые несоответствия могут привести к весьма серьезным и даже плачевным последствиям, вплоть до катастрофы. В технической документации находятся таблицы, где указываются параметры каждого конкретного типа арматуры. В основном номер изделия соответствует его диаметру.
Например, если речь идет о профиле 12, то и диаметр стержня в этом случае составляет 12 мм. Также в таблицах указывается площадь поперечного сечения, теоретическая масса 1 м стержневого элемента и ее предельные отклонения. Масса погонного метра определяется расчетным путем. В этом случае учитываются размеры элемента и плотность материала. А вот чтобы ознакомиться с предельными отклонениями по диаметру, следует заглянуть в ГОСТ 2590–88. Все размеры и их предельные отклонения оговорены в технической документации, не нормируются лишь относительные смещения винтовых выступов.
Горячекатаные профили диаметром 12
Если речь идет о стержневых элементах, то длина одного изделия находится в пределах от 6 до 12 м. Кривизна не может превышать 0,6 % от длины. Для сталей класса А300 и А400 допускается снижение предельно допустимого временного сопротивления до значения 426 Мпа и 560 Мпа соответственно. При этом относительное удлинение должно быть более 30 % и более 20 % для А300 и А400.
Овальностью называется разность максимального и минимального диаметра одного профиля, и к ней предъявляются довольно серьезные требования. Этот параметр не должен превышать сумму предельных отклонений по диаметру. Из сталей класса А240 и А300 изготавливают элементы диаметром до 12 мм, при производстве арматуры диаметром не более 10 мм используется сталь А400, а вот оставшиеся 3 класса отлично подойдут даже для производства элементов диаметром 6 и 8 мм. Причем последние чаще всего поставляются в мотках.
А вот у термически упрочненных элементов периодического профиля необходимо выдерживать еще и угол наклона поперечных выступов. Эта величина должна находиться в пределах от 30 до 45°. Угол между продольной осью и поперечными выступами составляет 45°, но в некоторых случаях допускается его увеличение до 70°. Стержневые элементы изготавливаются мерной длины 5,3–13,5 м, но по требованию клиента допускается производство прутьев длиной и 26 м.
tutmet.ru
ГОСТ 5781-82 Сталь горячекатаная для армирования…
Действующий
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. 2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл.5. Марку стали указывает потребитель в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380, низколегированной стали – нормам, приведенным в табл.6.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей – по ГОСТ 380, из низколегированных сталей при соблюдении норм механических свойств – по табл.7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР – кремния) не ограничивают.
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) – с низкотемпературным отпуском, класса А-VI (А1000) – с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл.8.
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств – приложению 1 и табл.9.
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
dokipedia.ru