Гост сверло по металлу – ГОСТ 10902-77
alexxlab | 04.03.2017 | 0 | Вопросы и ответы
ГОСТ 10902-77
ГОСТ 10902-77
Группа Г23
МКС 25.100.30
ОКП 39 1213; 39 1214
Дата введения 1979-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 14.10.77 N 2443
3. Стандарт полностью соответствует СТ СЭВ 273-87
4. Стандарт полностью соответствует международному стандарту ИСО 235-1-75
5. ВЗАМЕН ГОСТ 10902-64, МН 5807-65
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
7. Ограничение срока действия снято Постановлением Госстандарта от 22.07.82 N 2776
8. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1982 г., апреле 1988 г. (ИУС 11-82, 7-88)
1. Настоящий стандарт распространяется на правые и левые спиральные сверла с цилиндрическим хвостовиком диаметром от 0,25 до 20 мм.
Стандарт соответствует международному стандарту ИСО 235-1-75 в части, касающейся размеров диаметров.
Стандарт полностью соответствует СТ СЭВ 273.
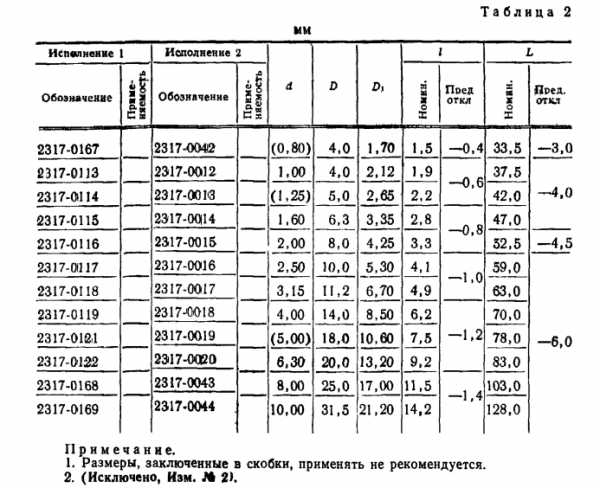
2. Основные размеры сверл должны соответствовать указанным на чертеже и в таблице.
Чертеж. Основные размеры сверл
Размеры в мм
Сверла повышенной точности класса А1 | Сверла нормальной точности классов В1 и В | |||||||||||||||||
Исполнение 1 | Исполнение 2 | Исполнение 1 | Исполнение 2 | |||||||||||||||
Правые | Левые | Правые | Левые | Правые | Левые | Правые | Левые | |||||||||||
Обозна- чение | Приме- няе- мость | Обозна- чение | При- меня- емость | Обозна- чение | Приме- няе- мость | Обозна- чение | При- меня- емость | Обозна- чение | При- меня- емость | Обозна- чение | При- меня- емость | Обозна- чение | При- меня- емость | Обозна- чение | При- меня- емость | |||
2300-8169 | – | – | – | 2300-8171 | – | – | – | 0,25 | 19 | 3 | ||||||||
2300-8001 | – | – | – | 2300-0112 | – | – | – | 0,30 | ||||||||||
2300-8003 | – | – | – | 2300-5038 | – | – | – | 0,32 | 4 | |||||||||
2300-8005 | – | – | – | 2300-0113 | – | – | – | 0,35 | ||||||||||
2300-8007 | – | – | – | 2300-5039 | – | – | – | 0,38 | ||||||||||
2300-8011 | – | – | – | 2300-0114 | – | – | – | 0,40 | 20 | 5 | ||||||||
2300-8013 | – | – | – | 2300-5041 | – | – | – | 0,42 | ||||||||||
2300-8015 | – | – | – | 2300-0115 | – | – | – | 0,45 | ||||||||||
2300-8017 | – | – | – | 2300-5042 | – | – | – | 0,48 | ||||||||||
2300-8021 | – | – | – | 2300-0116 | – | – | – | 0,50 | 22 | 6 | ||||||||
2300-8023 | – | – | – | 2300-5043 | – | – | – | 0,52 | ||||||||||
2300-8025 | – | – | – | 2300-0117 | – | – | – | 0,55 | 24 | 7 | ||||||||
2300-8027 | – | – | – | 2300-5044 | – | – | – | 0,58 | ||||||||||
2300-8031 | – | – | – | 2300-0118 | – | – | – | 0,60 | ||||||||||
2300-8033 | – | – | – | 2300-5045 | – | – | – | 0,62 | 26 | 8 | ||||||||
2300-8035 | – | – | – | 2300-0119 | – | – | – | 0,65 | ||||||||||
2300-8037 | – | – | – | 2300-5046 | – | – | – | 0,68 | 28 | 9 | ||||||||
2300-8041 | – | – | – | 2300-0120 | – | – | – | 0,70 | ||||||||||
2300-8043 | – | – | – | 2300-5047 | – | – | – | 0,72 | ||||||||||
2300-8045 | – | – | – | 2300-0121 | – | – | – | 0,75 | ||||||||||
2300-8047 | – | – | – | 2300-5048 | – | – | – | 0,78 | 30 | 10 | ||||||||
2300-8051 | – | – | – | 2300-0122 | – | – | – | 0,80 | ||||||||||
2300-8053 | – | – | – | 2300-0287 | – | – | – | 0,82 | ||||||||||
2300-8055 | – | – | – | 2300-0123 | – | – | – | 0,85 | ||||||||||
2300-8057 | – | – | – | 2300-5049 | – | – | – | 0,88 | 32 | 11 | ||||||||
2300-8061 | – | – | – | 2300-0124 | – | – | – | 0,90 | ||||||||||
2300-8063 | – | – | – | 2300-0288 | – | – | – | 0,92 | ||||||||||
2300-8065 | – | – | – | 2300-0125 | – | – | – | 0,95 | ||||||||||
2300-8067 | – | – | – | 2300-5051 | – | – | – | 0,98 | 34 | 12 | ||||||||
2300-8071 | 2300-8072 | – | – | 2300-0126 | 2300-0542 | – | – | 1,00 | ||||||||||
2300-8073 | 2300-8074 | – | – | 2300-0289 | 2300-0543 | – | – | 1,05 | ||||||||||
2300-8075 | 2300-8075* | – | – | 2300-0127 | 2300-0401 | – | – | 1,10 | 36 | 14 | ||||||||
2300-8077 | 2300-8078 | – | – | 2300-0290 | 2300-0544 | – | – | 1,15 | ||||||||||
2300-8081 | 2300-8082 | – | – | 2300-0128 | 2300-0402 | – | – | 1,20 | 38 | 16 | ||||||||
2300-8083 | 2300-8084 | – | – | 2300-0129 | 2300-0403 | – | – | 1,25 | ||||||||||
2300-8085 | 2300-8086 | – | – | 2300-0130 | 2300-0404 | – | – | 1,30 | ||||||||||
2300-8087 | 2300-8088 | – | – | 2300-0131 | 2300-0405 | – | – | 1,35 | 40 | 18 | ||||||||
2300-8091 | 2300-8092 | – | – | 2300-0132 | 2300-0406 | – | – | 1,40 | ||||||||||
2300-8093 | 2300-8094 | – | – | 2300-0133 | 2300-0407 | – | – | 1,45 | ||||||||||
2300-8095 | 2300-8096 | – | – | 2300-0134 | 2300-0408 | – | – | 1,50 | ||||||||||
2300-8097 | 2300-8098 | – | – | 2300-0291 | 2300-0545 | – | – | 1,55 | 43 | 20 | ||||||||
2300-8101 | 2300-8102 | – | – | 2300-0135 | 2300-0409 | – | – | 1,60 | ||||||||||
2300-8103 | 2300-8104 | – | – | 2300-0292 | 2300-0546 | – | – | 1,65 | ||||||||||
2300-8105 | 2300-8106 | – | – | 2300-0136 | 2300-0410 | – | – | 1,70 | ||||||||||
2300-8107 | 2300-8108 | – | – | 2300-0137 | 2300-0411 | – | – | 1,75 | 46 | 22 | ||||||||
2300-8111 | 2300-8112 | – | – | 2300-0138 | 2300-0412 | – | – | 1,80 | ||||||||||
2300-8113 | 2300-8114 | – | – | 2300-0293 | 2300-0547 | – | – | 1,85 | ||||||||||
2300-8115 | 2300-8116 | – | – | 2300-0139 | 2300-0413 | – | – | 1,90 | ||||||||||
2300-8117 | 2300-8118 | |||||||||||||||||
docs.cntd.ru
ГОСТы. Инструмент режущий. Сверла | Сверло ГОСТ
ГОСТ 885-77* Сверла спиральные. Диаметры
ГОСТ 886-77* Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры
ГОСТ 2034-80 Сверла спиральные. Технические условия
ГОСТ 2092-77* Сверла спиральные удлиненные с коническим хвостовиком. Основные размеры
ГОСТ 4010-77* Сверла спиральные с цилиндрическим хвостовиком. Короткая серия. Основные размеры
ГОСТ 5756-81 Сверла спиральные с твердосплавными пластинами. Технические условия
ГОСТ 8034-76 Сверла спиральные малоразмерные диаметром от 0,1 до 1,5мм с утолщенным цилиндрическим хвостовиком. Техническое условия
ГОСТ 10902-77* Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры
ГОСТ 10903-77* Сверла спиральные с коническим хвостовиком. Основные размеры
ГОСТ 12121-77* Сверла спиральные длинные с коническим хвостовиком
ГОСТ 12122-77* Сверла спиральные с коротким цилиндрическим хвостовиком. Длинная серия. Основные размеры
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
ГОСТ 17273-71* Сверла спиральные цельные твердосплавные укороченные. Конструкция и размеры
ГОСТ 17275-71* Сверла спиральные цельные твердосплавные. Средняя серия. Конструкция и размеры
ГОСТ 17276-71* Сверла спиральные цельные твердосплавные с коническим хвостовиком. Конструкция и размеры
ГОСТ 17277-71* Сверла спиральные цельные твердосплавные. Технические устройства
ГОСТ 19543-74 Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Средняя серия. Конструкция
ГОСТ 19544-74 Сверла спиральные с цилиндрическим хвостовиком для обработки легких сплавов. Длинная серия. Конструкция
ГОСТ 19545-74 Сверла спиральные левые с цилиндрическим хвостовиком для обработки легких сплавов. Конструкция
ГОСТ 19546-74 Сверла спиральные с коническим хвостовиком для обработки легких сплавов. Конструкция
* справочная информация:
Сверло́ — режущий инструмент с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения не сквозных углублений.
Классификация свёрл
По конструкции рабочей части бывают:
Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов. Конструкции Жирова — на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ0=70°; 2φ0’=55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
Свёрла Форстнера — усовершенствованная версия перового, с дополнительными резцами-фрезами.
Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла. Конструкции Юдовина и Масарновского — отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность.
Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла). Пушечные — представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D.
Ружейные — применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости.
Кольцевые — пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Центровочные — применяют для сверления центровых отверстий в деталях.
По конструкции хвостовой части бывают:
— Цилиндрические
— Конические
— Четырёхгранные
— Шестигранные
— Трёхгранные
— SDS
По способу изготовления бывают:
Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15 диаметром до 8 мм, либо из твёрдого сплава диаметром до 6 мм.
Оснащённые твёрдосплавными пластинками — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
Со сменными твердосплавными пластинами — так же называются корпусными (оправку, к которой крепятся пласты, называют корпусом). В основном, используются для сверления отверстий от 12 мм и более.
Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По назначению
По форме обрабатываемых отверстий бывают:
— Цилиндрические
— Конические
По обрабатываемому материалу бывают:
— Универсальные
— Для обработки металлов и сплавов
— Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
— Для обработки стекла, керамики
— Для обработки дерева
Информация взята из Википедии.
tu-passport.ru
Свёрла. Длинная серия
Свёрла. Длинная серия
Размеры (мм) и обозначение спиральных свёрл с цилиндрическим хвостовиком Длинная серия (общего назначения) ГОСТ 886-88
| Обозначение свёрл исполнения | d | L | l | Обозначение свёрл исполнения | d | L | l | ||
| 2 | 1 | 2 | |||||||
| 2300-2151 | – | 1,95 | 85 | 56 | 2300-6974 | 2300-7174 | 6,2 | 148 | 97 |
| 2300-0001 | – | 2,00 | 85 | 56 | 2300-6976 | 2300-7176 | 6,4 | 148 | 97 |
| 2300-0005 | – | 2,20 | 90 | 59 | 2300-6977 | 2300-7177 | 6,5 | 148 | 97 |
| 2300-0008 | – | 2,50 | 95 | 62 | 2300-6979 | 2300-7179 | 6,7 | 148 | 97 |
| 2300-0012 | – | 2,70 | 100 | 66 | 2300-6981 | 2300-7181 | 6,8 | 156 | 102 |
| 2300-0015 | 2300-2222 | 3,00 | 66 | 2300-6983 | 2300-7183 | 7,0 | 156 | 102 | |
| 2300-0018 | 2300-2225 | 3,20 | 105 | 69 | 2300-6985 | 2300-7185 | 7,2 | 156 | 102 |
| 2300-0022 | 2300-2229 | 3,50 | 112 | 73 | 2300-6988 | 2300-7188 | 7,5 | 156 | 102 |
| 2300-0024 | 2300-2231 | 3,70 | 112 | 73 | 2300-6991 | 2300-7191 | 7,7 | 165 | 109 |
| 2300-0026 | 2300-2233 | 3,90 | 119 | 78 | 2300-6992 | 2300-7192 | 7,8 | 165 | 109 |
| 2300-0027 | 2300-2234 | 4,0 | J19 | 78 | 2300-6994 | 2300-7194 | 8,0 | 165 | 109 |
| 2300-0029 | 2300-2236 | 4,2 | 119 | 78 | 2300-6997 | 2300-7197 | 8,3 | 165 | 109 |
| 2300-0031 | 2300-2240 | 4,5 | 126 | 82 | 2300-6998 | 2300-7198 | 8,4 | 165 | 109 |
| 2300-2160 | 2300-2242 | 4,7 | 126 | 82 | 2300-6999 | 2300-7199 | 8,5 | 165 | 109 |
| 2300-0033 | 2300-2243 | 4,8 | 132 | 87 | 2300-7001 | 2300-7201 | 8,6 | 175 | 115 |
| 2300-0061 | 2300-2244 | 4,9 | 132 | 87 | 2300-7002 | 2300-7202 | 8,7 | 175 | 115 |
| 2300-0034 | 2300-2245 | 5,0 | 132 | 87 | 2300-7003 | 2300-7203 | 8,8 | 175 | 115 |
| 2300-6963 | 2300-7163 | 5,2 | 132 | 87 | 2300-7005 | 2300-7205 | 9,0 | 175 | 115 |
| 2300-6966 | 2300-7166 | 5,5 | 139 | 91 | 2300-7007 | 2300-7207 | 9,2 | 175 | 115 |
| 2300-6968 | 2300-7168 | 5,7 | 139 | 91 | 2300-7009 | 2300-7209 | 9,4 | 175 | 115 |
| 2300-6969 | 2300-7169 | 5,8 | 139 | 91 | 2300-7011 | 2300-7211 | 9,5 | 175 | 115 |
| 2300-6971 | 2300-7171 | 5,9 | 139 | 91 | 2300-7013 | 2300-7213 | 9,7 | 184 | 121 |
| 2300-6972 | 2300-7172 | 6,0 | 139 | 91 | 2300-7014 | 2300-7214 | 9,8 | 184 | 121 |
| – | – | – | – | – | 2300-7016 | 2300-7216 | 10,0 | 184 | 121 |
Примечания:
1. Свёрла диаметром более d=10 мм целесообразно применять с коническим хвостовиком по ГОСТ 12121-88.
2. Пример условного обозначения сверла общего назначения d=9,0 мм исполнения1:
Сверло 2300-7005 ГОСТ 886-88
3. Центровые отверстия по ГОСТ 14034-84
4.Допускается изготовление свёрл без центровых отверстий.
5.Технические требования по ГОСТ 2034-82
6. Конструктивные элементы и геометрические параметры режущих элементов свёрл по ГОСТ 4010-88.
Размеры (мм) и обозначение спиральных свёрл с коротким цилиндрическим хвостовиком.
Длинная серия – ГОСТ 12122-77
| Обозначение свёрл | d | L | l | Обозначение свёрл | d | L | l | ||
| точного исполнения | общего назначения | точного исполнения | общего назначения | ||||||
| 2300-5122 | 2300-7322 | 1,95 | 65 | 40 | 2300-5173 | 2300-7373 | 5,2 | 105 | 70 |
| 2300-5123 | 2300-7323 | 2,00 | 65 | 40 | 2300-5176 | 2300-7376 | 5,5 | 115 | 80 |
| 2300-5125 | 2300-7325 | 2,10 | 65 | 40 | 2300-5179 | 2300-7379 | 5,8 | 115 | 80 |
| >2300-5127 | 2300-7327 | 2,20 | 70 | 45 | 2300-5182 | 2300-7382 | 6,0 | 115 | 80 |
| 2300-5127 | 2300-7327 | 2,20 | 70 | 45 | 2300-5182 | 2300-7382 | 6,0 | 115 | 80 |
| 2300-5129 | 2300-7329 | 2,30 | 70 | 45 | 2300-5184 | 2300-7384 | 6,2 | 125 | 85 |
| 2300-5132 | 2300-7332 | 2,40 | 70 | 45 | 2300-5186 | 2300-7386 | 6,4 | 125 | 85 |
| 2300-5134 | 2300-7334 | 2,50 | 70 | 45 | 2300-5187 | 2300-7387 | 6,5 | 125 | 85 |
| 2300-5136 | 2300-7336 | 2,60 | 70 | 45 | 2300-5189 | 2300-7389 | 6,7 | 125 | 85 |
| 2300-5138 | 2300-7338 | 2,70 | 75 | 48 | 2300-5191 | 2300-7391 | 6,8 | 130 | 90 |
| 2300-5141 | 2300-7341 | 2,80 | 75 | 48 | 2300-5193 | 2300-7393 | 7,0 | 130 | 90 |
| 2300-5143 | 2300-7343 | 2,90 | 75 | 48 | 2300-5195 | 2300-7395 | 7,2 | 130 | 90 |
| 2300-5144 | 2300-7344 | 2,95 | 75 | 48 | 2300-5198 | 2300-7398 | 7,5 | 130 | 90 |
| 2300-5145 | 2300-7345 | 3,00 | 75 | 48 | 2300-5202 | 2300-7402 | 7,8 | 140 | 100 |
| 2300-5148 | 2300-7348 | 3,20 | 80 | 50 | 2300-5204 | 2300-7404 | 8,0 | 140 | 100 |
| 2300-5153 | 2300-7353 | 3,50 | 85 | 55 | 2300-5207 | 2300-7407 | 8,3 | 140 | 100 |
| 2300-5155 | 2300-7355 | 3,70 | 85 | 55 | 2300-5209 | 2300-7409 | 8,5 | 140 | 100 |
| 2300-5157 | 2300-7357 | 3,90 | 90 | 60 | 2300-5212 | 2300-7412 | 8,7 | 155 | 110 |
| 2300-5158 | 2300-7358 | 4,00 | 90 | 60 | 2300-5213 | 2300-7413 | 8,8 | 155 | 110 |
| 2300-5161 | 2300-7361 | 4,20 | 90 | 60 | 2300-5215 | 2300-7415 | 9,0 | 155 | 110 |
| 2300-5165 | 2300-7365 | 4,50 | 100 | 65 | 2300-5217 | 2300-7417 | 9,2 | 155 | 110 |
| 2300-5167 | 2300-7367 | 4,70 | 100 | 65 | 2300-5219 | 2300-7419 | 9,4 | 155 | 110 |
| 2300-5168 | 2300-7368 | 4,80 | 105 | 70 | 2300-5221 | 2300-7421 | 9,5 | 155 | 110 |
| 2300-5171 | 2300-7371 | 5,0 | 105 | 70 | – | – | – | – | – |
Примечания:
1. Свёрла спиральные с коротким цилиндрическим хвостовиком до d=9,5 мм предназначен для сверления через кондукторные втулки.
2. Пример условного обозначения сверла общего назначения d=9 мм:
Сверло 2300-7415 ГОСТ12122-88.
3. Центровые отверстия по ГОСТ 14034-84
4. Допускается изготовление свёрл без центровых отверстий.
5. Технические требования по ГОСТ 2034-82
6. Конструктивные элементы и геометрические параметры режущих элементов свёрл по ГОСТ 4010-88.
Размеры (мм) и обозначение длинных спиральных свёрл с коническим хвостовиком ГОСТ 12121- 77
| Обозначение свёрл исполнения | d | L | l | конус Mopзe | Обозначение свёрл исполнения | d | L | l | Конус Mopзe | ||
| точного | общего | точного | общего | ||||||||
| 2301-3151 | 2301-3351 | 6,0 | 160 | 80 | 1 | 2301-3226 | 2301-3426 | 12,8 | 220 | 140 | 1 |
| 2301-3153 | 2301-3353 | 6,2 | 165 | 85 | 1 | 2301-3228 | 2301-3428 | 13,0 | 220 | 140 | 1 |
| 2301-3155 | 2301-3355 | 6,4 | 165 | 85 | I | 2301-3234 | 2301-3434 | 13,5 | 230 | 150 | 1 |
| 2301-3156 | 2301-3356 | 6,5 | 165 | 85 | 1 | 2301-3237 | 2301-3437 | 13,8 | 230 | 150 | 1 |
| 2301-3158 | 2301-3358 | 6,7 | 165 | 85 | 1 | 2301-3239 | 2301-3439 | 14,0 | 230 | 150 | 1 |
| 2301-3159 | 2301-3359 | 6,8 | 170 | 90 | 1 | 2301-3242 | 2301-3442 | 14,5 | 255 | 155 | 2 |
| 2301-3162 | 2301-3362 | 7,0 | 170 | 90 | 1 | 2301-3243 | 2301-3443 | 14,75 | 255 | 155 | 2 |
| 2301-3164 | 2301-3364 | 7,2 | 170 | 90 | 1 | 2301-3244 | 2301-3444 | 15,0 | 255 | 155 | 2 |
| 2301-3167 | 2301-3367 | 7,5 | 170 | 90 | 1 | 2301-3247 | 2301-3447 | 15,5 | 260 | 160 | 2 |
| 2301-3171 | 2301-3371 | 7,8 | 180 | 100 | 1 | 2301-3249 | 2301-3449 | 16,0 | 260 | 160 | 2 |
| 2301-3173 | 2301-3373 | 8,0 | 180 | 100 | 1 | 2301-3252 | 2301-3452 | 16,5 | 265 | 165 | 2 |
| 2301-3176 | 2301-3376 | 8,3 | 180 | 100 | 1 | 2301-3254 | 2301-3454 | 17,0 | 265 | 165 | 2 |
| 2301-3178 | 2301-3378 | 8,5 | 180 | 100 | 1 | 2301-3259 | 2301-3459 | 18,0 | 270 | 170 | 2 |
| 2301-3181 | 2301-3381 | 8,7 | 190 | 110 | 1 | 2301-3262 | 2301-3462 | 18,5 | 275 | 175 | 2 |
| 2301-3182 | 2301-3382 | 8,8 | 190 | 110 | 1 | 2301-3264 | 2301-3464 | 19,0 | 275 | 175 | 2 |
| 2301-3184 | 2301-3384 | 9,0 | 190 | 110 | I | 2301-3264 | 2301-3467 | 19,5 | 280 | 180 | 2 |
| 2301-3186 | 2301-3386 | 9,2 | 190 | 110 | 1 | 2301-3267 | 2301-3469 | 20,0 | 280 | 180 | 2 |
| 2301-3189 | 2301-3389 | 9,5 | 190 | 110 | 1 | 2301-3269 | 2301-3475 | 21,0 | 285 | 185 | 2 |
| 2301-3193 | 2301-3393 | 9,8 | 200 | 120 | 1 | 2301-3275 | 2301-3479 | 22,0 | 290 | 190 | 2 |
| 2301-3195 | 2301-3395 | 10,0 | 20,0 | 120 | 1 | 2301-3279 | 2301-3484 | 23,0 | 295 | 195 | 2 |
| 2301-3197 | 2301-3397 | 10,2 | 200 | 120 | I | 2301-3284 | 2301-3489 | 24,0 | 325 | 203 | 3 |
| 2301-3201 | 2301-3401 | 10,5 | 200 | 120 | 1 | 2301-3289 | 2301-3494 | 25,0 | 325 | 203 | 3 |
| 2301-3203 | 2301-3403 | 10,8 | 210 | 130 | 1 | 2301-3294 | 2301-3498 | 26,0 | 335 | 215 | 3 |
| 2301-3206 | 2301-3406 | 11,0 | 210 | 130 | 1 | 2301-3298 | 2301-3503 | 27,0 | 345 | 225 | 3 |
| 2301-3212 | 2301-3412 | 11,5 | 210 | 130 | 1 | 2301-3303 | 2301-3507 | 28,0 | 345 | 225 | 3 |
| 2301-3215 | 2301-3415 | 11,8 | 210 | 130 | 1 | 2301-3307 | 2301-3512 | 29,0 | 350 | 230 | 3 |
| 2301-3216 | 2301-3416 | 12,0 | 220 | 140 | 1 | 2301-3312 | 2301-3516 | 30,0 | 350 | 230 | 3 |
| 2301-3223 | 2301-3423 | 12,5 | 220 | 140 | 1 | – | – | – | – | – | – |
Примечания:
1. Пример условного обозначения сверла общего назначения d=10мм.
Сверло 2301-3395 ГОСТ 12121-88
2. Размеры конусов Морзе по ГОСТ 25557-82
3. Технические требования по ГОСТ 2034-82
4. Конструктивные элементы и геометрические параметры режущих элементов свёрл по ГОСТ 4010-88.
osntm.ru
Виды сверл по металлу – классификация, маркировка, диаметры
Сверление металлических изделий – операция, отлично знакомая домашним мастерам. Однако этот процесс лишь с первого взгляда отличается простотой. Для успешной работы необходимо понимать, какими сверлами лучше пользоваться и как выбирать качественную продукцию. Как подобрать сверло по металлу, чтобы оно не затупилось и не сломалось? Множество вопросов, которые необходимо учитывать перед покупкой. Далее разберем виды сверл по металлу, их классификацию, маркировку, обозначения, а также приведем фото сверл по металлу каждого типа.

Расшифровка маркировки
Прежде чем разобрать, какие бывают сверла по моделям, следует обратить внимание на маркировку. На обозначение в первую очередь оказывает влияние диаметр. Для тонких изделий маркировка обычно не предусмотрена, обозначатся начинают изделия от 3 мм. При увеличении толщины возрастает количество информации – классы точности, производители и т.п.
Цифро-буквенное обозначение расшифровывается просто. По традиции отечественные изделия начинают обозначаться с буквы P, то есть быстрорежущая сталь. Следующая цифра обозначает процентное соотношение вольфрама. В последующих цифрах и буквах заключены дополнительные компоненты и их количество. Так, K – это кобальт, M – молибден. Чем большее количество включено элементов, тем лучшие характеристики (температурная, механическая нагрузка) имеет сверло.

Содержание углерода, хрома не наносится, т.к. с первым содержание пропорционально количество ванадия, а второго всегда 4 процента. При внедрении ванадия больше 3%, то появляется буква Ф и его количество.
Импортные изделия маркируются так – DIN и HSS.
DIN обозначаются многоцелевые инструменты, подходящие для обычного и глубокого сверления. Обладают различными покрытиями, с легкостью распознаваемое по цветам.
HSS имеют различия в буквах, идущих после аббревиатуры. G – говорит о наличии инструмента, способного справляться с углеродистой, легированной сталью, обработает чугун, алюминий, медный сплав. E – инструмент, справится с легированными/углеродистыми сталями, а также кислотостойким и нержавеющим металлом.

Титановые свела имеют обозначение HSS-G TiN и HSS-G TiAlN. Для них любой приведенный выше металл будет не помехой.
Сверла для бытового применения
Все типы сверл по металлу можно разделить на сферы применения. Так, можно выделить бытовое и промышленное использование. Второе направление предполагает использование в специализированном оборудовании – станках. Обычные также могут быть задействованы в станочном оборудовании, но наибольшее распространение получили в переносном электроинструменте.
Спиральное цилиндрическое. Сверло по металлу, каким все привыкли его видеть. В основном изготавливается из быстрорежущей стали НSS, Р6М5. Иногда можно найти наиболее качественные из стали марки P18. Сейчас эту сталь практически не применяют, но если оно вам попалось, то это качественный вариант.

Маркировка сверл по металлу этого типа предполагает наличия следующих модификаций: P9, P18, P9K15. Буква P обозначает изготовление из быстрорежущей стали. Цифры определяют процентное соотношение вольфрама в составе инструмента. Последующие буквы и цифры определяют наличие и количество легирующих веществ. К примеру, K6 означает, что сплав содержит 6 частей кобальта, способствующего теплостойкости. M4 – наличие 4 частей молибдена.
С коническим хвостовиком. Чаще всего предназначаются для сверлильного станка. Хвостовик выполняется в форме конуса, так называемого Конуса Морзе, который обжимается в патроне. Существуют модели дрелей, которые поддерживают подобные разновидности инструмента. В этом случае они просто вставляются в дрель без использования патронов. Подобные модели дрелей являются тихоходными. Если необходимо провести сверление отверстий большого диаметра (от 23 мм), то их просверливают подобными моделями.

Маркировка схожа с обычными спиральными. Цифро-буквенное обозначение формирует наличие компонентов и их соотношение.
Корончатого типа. Классификация сверл по металлу предполагает и эту разновидность. Они предназначены для создания отверстия большого диаметра. Обладают схожестью с коронками для работ по бетону, но без твердосплавных элементов на зубцах. Производятся из стали НSS. Обладает частыми зубьями. Отлично подойдут для создания отверстий более 30 мм в диаметре. Но подходит лишь для тонкого металла.

Корончатые модели, имеющие диаметр меньше 2 мм, не имеют маркировки, свыше 3 мм указывается марка и толщина. При больших размерах указывается информация о производителе, составе стали и иных характеристиках. Все данные можно найти на упаковке.
Ступенчатого типа (конические). Этот вариант подробно рассматривали в этой статье. Широкое распространение получили относительно недавно. Диаметры отверстий также могут получаться значительные. Однако можно создавать и небольшие. Инструмент имеет универсальные характеристики и возможность сверления от 6 до 30 мм.

Отличительной чертой является то, что возможно использовать лишь с листовым металлом толщиной до 2 миллиметров.
Центровочные. Подробно также рассматривали в соответствующей статье. Необходимы для центрирования точек создания отверстий заготовок перед началом сверления. Разобраться с обозначениями поможет нижеприведенная таблица.
Твердосплавные модификации. Используются для обработки прочного металла, в том числе прошедшего закалку. В этом случае помочь сможет только этот вариант. Наконечник обладает твердосплавной пластиной – сплав BK8 (победит). Подобные инструменты получили широкую известность при сверлении бетона. Однако в отличие от бетонного аналога для металла имеет угол заточки острый односторонний. Это обеспечивает возможность эффективно обрабатывать металл.

Имеет место только одна проблема – редко встречаются в продаже.
Левосторонние. Существует и такая, нечасто встречающаяся в продаже, модификация сверл. Применяются для высверливания сломавшихся болтов, винтов, которые невозможно удалить обыкновенной моделью.

С повышенной точностью. Используются в работах с повышенными требованиями к точности. Маркировка сверла такого типа содержит обозначение А1, В1. Это обозначения класса точности.
Кобальтовые. Подробно рассматривали в статье про кобальтовые сверла. В последнее время получили широкое распространение и продаются повсеместно. Имеют повышенную стойкость, позволяют обрабатывать особо твердые детали. Чем же отличаются кобальтовые сверла от обычных? Чаще всего маркировкой. Например, наличие надписи P6M5К5 свидетельствует о наличии кобальта в составе, об усиленной структуре. Стоимость в несколько раз больше, чем у обычных.
С титановым покрытием. Определить легко по желтому цвету. Это как раз напыление нитрида титана. Часто возникают споры по поводу прочности кобальтовых и титановых сверл. Однозначно можно сказать, что кобальтовые значительно прочнее. Наличие титанового покрытия обеспечивает режущие кромки защитой больше от ржавчины, чем от процесса стирания.

Сверла, используемые в станках
Помимо всем известных модификаций существуют варианты, которые известны лишь в узком кругу специалистов, связанных с профессиональной металлообработкой.
Сверла с напаянными пластинами. Позволяют обеспечить увеличенные характеристики износостойкости во время обработки особо прочных металлов. К тому же экономически целесообразны во время обрабатывания больших отверстий, т.к. цена существенно ниже твердосплавного аналога или со сменными пластинами.

Со сменными пластинами. Используются для обработки деталей в массовом/серийном производстве. Отличаются быстрым процессом смены пластин, что существенно упрощает работу операторов, т.к. сверла не требуется перетачивать и снова устанавливать. Применяются при обработке глухих отверстий, имеющих плоское дно, а также при невысоком требовании к точности обработки.

Для глубокого сверления. При обработке отверстия до 100 мм могут использоваться следующие модификации.
- Эжекторные. Предпочтительны во время сверления на станке, имеющего горизонтальную компоновку шпинделя (токарный станок, обрабатывающих центр). Использование подобных сверл – передовая технология создания глухого отверстия.

- Пушечные. Относится к устаревшим методам создания глухих отверстий. Точность обработки может достигать девятого класса, а чистота поверхности от 0,1 до 3,2 Ra микрон.

Это основные типы сверл, которые используются в быту и промышленности. Имеются также универсальные варианты, которыми можно обрабатывать любые поверхности. С существующими разновидностями сверл по другим материалам можно ознакомиться в статье «Виды сверл».
Скачать ГОСТ
ГОСТ 885-77 Сверла спиральные. Диаметры
ГОСТ 10902-77 Сверла спиральные с цилиндрическим хвостовиком. Средняя серия. Основные размеры
ГОСТ 10903-77 Сверла спиральные с коническим хвостовиком. Основные размеры
ГОСТ 14952-75 Сверла центровочные комбинированные. Технические условия
ГОСТ Р 52966-2008 Сверла спиральные ступенчатые для отверстий под метрическую резьбу. Основные размеры
ГОСТ 17274-71 Сверла спиральные цельные твердосплавные. Короткая серия. Конструкция и размеры
oxmetall.ru
Спиральное сверло – конструкция и геометрия по ГОСТу + Видео
Сверление – один из распространенных способов изготовления отверстий. Исходя из того, каких размеров они должны получаться и в каком материале их делают, выбирают инструмент. Спиральное сверло – самое универсальное и востребованное.
1 Спиральные сверла – конструкция и основные характеристики
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.
Рекомендуем ознакомиться
Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Значения этих параметров зависят от типа, вида и назначения сверла.

Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.
2 Сверла с цилиндрическим хвостовиком
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.
ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80. Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и инструментальных сталях, конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.
Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
3 Сверла с коническим хвостовиком по ГОСТ 10903 и другие
Сверло спиральное с коническим хвостовиком выпускается разных типов и, соответственно, по различным стандартам. Это позволяет оптимально подобрать именно тот инструмент, который лучше всего подойдет для того или иного вида работ. Существуют следующие ГОСТы:
- 10903-77 – для сверл нормальной длины;
- 12121-77 – длинных;
- 2092-77 – удлиненных;
- 22736-77 – с твердосплавными пластинами.
Весь этот инструмент согласно своим стандартам может изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 10903 распространяется на сверла нормальной длины диаметром 5–80 мм, которые выпускаются в двух исполнениях: с нормальным и усиленным хвостовиком. Согласно ГОСТ 10903, в зависимости от диаметра выпускаемого сверла с нормальным хвостовиком длина составляет (мм):
- общая всего инструмента – 133–514;
- рабочей части – 52–260.

С усиленным хвостовиком сверла ГОСТ 10903 выпускаются диаметрами 12–76 мм. Длина их рабочей части такая же, как и у с нормальным хвостовиком. Длины следующие (мм):
- общая – 199–514;
- рабочей части – 101–260.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 6.
ГОСТ 12121 распространяется на длинные сверла диаметром 5–50 мм, которые предназначены для выполнения сверления через специальные кондукторные втулки. Длина составляет (мм):
- общая всего инструмента – 155–470;
- рабочей части – 74–321.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4. У инструмента этих двух стандартов направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
ГОСТ 2092 распространяется на удлиненные сверла диаметром 6–30 мм. Длина составляет (мм):
- общая всего инструмента – 225–395;
- рабочей части – 145–275.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 3.
4 Сверла с коническим хвостовиком ГОСТ 22736
ГОСТ 22736 распространяется на сверла диаметром 10–30 мм, оснащенные твердосплавными пластинами. Инструмент производится в укороченном и нормальном исполнении. Длина составляет (мм):
- общая всего инструмента в укороченном исполнении – 140–275, нормальном – 168–324;
- рабочей части в укороченном исполнении – 60–125, нормальном – 87–175.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4.
Для этого инструмента технические требования к изготовлению регламентируются ГОСТ 5756-81. В соответствии с ним данные сверла предназначены для сверления различных деталей из чугуна. Должны изготавливаться классов:
- повышенной точности – А;
- нормальной – В.
В качестве режущей оснастки должны применяться твердосплавные пластины типа ВК. Корпуса изделий выполняются из быстрорежущей стали или сплава 9ХС. Допускается производство корпусов из иных марок с содержанием вольфрама в пределах до 6 %. Недопустимо использовать стальные сплавы, содержащие кобальт.

Инструмент с рабочей частью диаметром от 6 мм и больше, корпус которого выполнен из быстрорежущего сплава, должен изготавливаться сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
tutmet.ru
по ГОСТу, характеристики и сферы применения
Под сверлом подразумевают режущий инструмент для производства отверстий. Сверление происходит за счет вращательного движения инструмента при осевой подаче. В зависимости от назначения и конструкционных особенностей различают несколько видов изделия.
Описание цилиндрического сверла
 Этот инструмент относится к типу спиральных или винтовых. Представляет собой цилиндрический стержень, на рабочей части которого находятся две винтовые спиральные бороздки. Они образуют собой режущий элемент, а также служат для отвода получаемой при сверлении стружки. Состоит сверло из рабочей части и хвостовика.
Этот инструмент относится к типу спиральных или винтовых. Представляет собой цилиндрический стержень, на рабочей части которого находятся две винтовые спиральные бороздки. Они образуют собой режущий элемент, а также служат для отвода получаемой при сверлении стружки. Состоит сверло из рабочей части и хвостовика.
В рабочей части выделяют:
- режущую – образуется при пересечении передней поверхности винтовых канавок с задними. Так получают две главные режущие кромки и поперечную, образованную задними поверхностями;
- направляющую часть, которая формируется пересечением передних поверхностей с ленточкой – полоской вдоль винтовой бороздки. Ленточка обеспечивает направление сверла, а также снижает боковое трение при сверлении. В направляющей части есть две вспомогательные режущие кромки.
Хвостовик – часть сверла, служащая для закрепления его в шпиндельной бабке или на ручном инструменте. В нем выделяют:
- поводок – служит для передачи крутящего момента, сегодня используется редко;
- шейка – углубление над рабочей частью, служит для выхода круга при шлифовании.
Изготавливается инструмент из быстрорежущих сталей P9, P18 и 9XC. Для сверления в разных материалах сталь легируется. Например, кобальт вводится в качестве присадки для увеличения теплостойкости инструмента. Другой метод придать изделию дополнительные качества – напыление, например, нитрида титана.
[Хвостовик винтового сверла может быть цилиндрическим или коническим. Первый вариант разработан для установки в трехкулачковом патроне. Второй закрепляется непосредственно в шпинделе.
Технические характеристики
К важнейшим техническим характеристикам инструмента относятся углы заточки всех кромок – 2 главных, 2 вспомогательных и поперечной. Их величина определяет сферу применения инструмента.
- Угол при вершине – это угол между двумя главными кромками. Чем он меньше, тем длиннее режущая кромка, что обеспечивает хороший теплоотвод. С другой стороны, тот же параметр уменьшает прочность сверла. Для оргстекла угол при вершине должен быть в районе от 60 до 90 градусов, причем 90 – для листа с толщиной более 20 мм. Для стали, например, угол при вершине рекомендуется не менее 116 градусов.
Оргстекло – материал мягкий и деформируется при высокой температуре, а при сверлении именно это и происходит. Малый угол заточки лучше отводит тепло. Однако увлекаться этим параметров не стоит, так как слишком хорошо заточенное сверло «втягивается» в массу материала.
- Угол наклона канавки – угол между касательной к ленточке и осью сверла. Чем он больше, тем лучше отводится стружка. Но тем менее прочным будет инструмент, так как объем канавки при этом возрастает. Величину угла определяет обрабатываемый материал – для оргстекла этот показатель может быть максимальным, и диаметр инструмента – чем он меньше, тем меньше угол.
- Передний угол – оценивается в плоскости, перпендикулярной режущей кромке. Его величина изменяется: максимум у наружной поверхности и минимум у поперечной кромки.
- Задний угол – оценивается в плоскости, параллельной оси инструмента. Максимум его приходится на край поперечной кромки, минимум – у наружной поверхности. В сверла для оргстекла этот параметр должен быть максимальным: в этом случае задняя поверхность не режет, а скоблит материал, что позволяет получить более ровные стенки отверстия.
- Угол наклона поперечной кромки – определяется как угол между проекциями главной режущей и поперечной кромок. Обычно это 50–55 градусов.
Винтовые сверла изготавливаются с диаметром от 0,1 до 80 мм. Длина рабочей части может достигать 275 мм. При этом максимальный диаметр инструмента с цилиндрическим хвостовиком достигает 30 мм, а с коническим – от 6 до 60 мм.
Сфера применения
Сверла используются для получения сквозных и несквозных отверстий, а также для рассверливания – увеличения или калибровки уже сформированных отверстий.
На фото изображен процесс сверления оргстекла цилиндрическим сверлом

Применение того или иного инструмента определяется материалом изготовления, способом получения – цельное, сварное, с твердотельными пластинками, комбинацией углов заточки, а также диаметром и глубиной сверления.
Общая классификация по сфере применения разделяет сверла на следующие группы.
- Сверла по металлу – порой их называют универсальными. Так как сверло предназначено для работы с металлами и сплавами, которые часто отличаются исключительной прочностью или твердостью, то сверлить они могут любой материал. Для оргстекла, например, используются стандартные сверла из быстрорежущей стали, но с другой заточкой.
- По бетону – применяются также при сверлении кирпича и камня. Отличаются наконечником из твердого сплава, так как рассчитаны на работу ударно-вращательным методом. Хвостовик цилиндрический – инструмент в абсолютном большинстве случаев применяют в перфораторах и дрелях.
- По стеклу и керамике – эти материалы отличаются одновременно твердостью и хрупкостью, поэтому их сверление требует аккуратности. Используют сверла корончатые или перовые (без винтовой нарезки) с карбидным или алмазным напылением.
- По дереву – это стандартные спиральные или перовые, для работы с оргстеклом используют оба вида.
Разновидности
Для сверления органического стекла и других видов пластмасс применяются как винтовые, так и перовые сверла. Первый вариант универсален, одинаково хорошо подходит для получения отверстий любого диаметра. Второй дешевле, менее чувствителен к перекашиванию, но не отводит стружку и быстрее нагревается. При работе инструмент приходится часто останавливать и остужать сверло. Для сверления с оргстеклом применяются односторонние перовые сверла.
Сверло с хвостовиком
Хвостовик – часть инструмента, которая определяет, каким именно образом можно закрепить сверло. Цилиндрический хвостовик фиксируется в трехкулачковом патроне. Именно такой механизм предусмотрен практически на всех бытовых и полупрофессиональных аппаратах.
В патроне такого прибора размещены кулачки. Цилиндрический хвостовик вставляется в патрон между ними, регулировочное кольцо проворачивается по часовой стрелке, кулачки зажимают хвостовик.
Максимальный диаметр изделия с цилиндрическим хвостовиком – 30 мм, как раз на бытовые нужды он и рассчитан.
Сверла по ГОСТу
ГОСТ регламентирует геометрические и механические параметры изделия и возможные отклонения. Сюда относятся все винтовые сверла, правые и левые, с цилиндрическим хвостовиком.
Различают три группы по длине рабочей части.
- Короткие – с диаметром от 0,1 до 20 мм и полно длиной от 20 до 131 мм. Регламентируется ГОСТ 4010-77.
- Средние – с диаметром от 0,3 до 30 мм и с длиной от 19 до 205 мм. ГОСТ 109-02-77.
- Длинные – с диаметром от 1 до 20 мм и длиной 56–254 мм. ГОСТ 886-77.
Перовое сверло
Это изделие относится к категории сборных, состоит из державки и режущей пятигранной пластины. Из быстрорежущей стали изготавливают только пластины.
Режущая часть имеет 2 рабочие кромки, угол между которыми затачивают в соответствии с материалом. Для оргстекла это 90 градусов. Поперечная кромка между двумя главными имеет угол в 55–60 градусов.
Для отведения стружки на пластине по ширине формируют стружкодробящие канавки.
Перовые сверла для дерева, металла и пластмасса регламентирует ГОСТ 25526-82. Диаметр пластины – от 25 до 130 мм.
Сверла левые
Сверла выпускаются левые и правые – по направлению вращения спирали. В промышленности такая разработка позволяет подавать материал на станок справа, а не слева. При работе с материалом сложной конфигурации такой способ позволяет снизить затраты. Устанавливается инструмент на специальные левовращательные станки.
В быту левое сверло применяют для высверливания сломанных болтов и другого крепежа.
Преимущество
 Оргстекло – материал очень легкий, но с высокой вязкостью. С одной стороны, в тех случаях когда внешний вид отверстия не имеет значении, просверлить его можно обыкновенным гвоздем, вставленным в дрель. С другой, когда требуются ровные гладкие кромки и высокая точность, нужна большая аккуратность.
Оргстекло – материал очень легкий, но с высокой вязкостью. С одной стороны, в тех случаях когда внешний вид отверстия не имеет значении, просверлить его можно обыкновенным гвоздем, вставленным в дрель. С другой, когда требуются ровные гладкие кромки и высокая точность, нужна большая аккуратность.
В отличие от конического сверла или зенкерного спиральное, как правило, работает на высокой скорости – до 10 000 оборотов/мин. При такой скорости материал нагревается и частично деформируется. Матовые кромки, например – неизбежный результат сверления. Если не соблюдать правила обращения с инструментом – охлаждение, удаление стружки, сверло можно сломать.
При сверлении оргстекла, вязкий материал наворачивается на острие и застывает, вращение блокируется. Если инструмент не выключить, с большой вероятностью сверло будет сломано. К тому же извлечь отломанный фрагмент из массы стекла, не разрезая, почти невозможно.
Однако использование правильно заточенного инструмента гарантирует получение ровных точных отверстий и не потребует рассверливания или зенкования в дальнейшем.
Заключение
Спиральные сверла наиболее распространены благодаря своей универсальности. В большинстве случаев крепеж предусматривает цилиндрическую форму отверстий, тем более сквозных, а отвод стружки с рабочего поля значительно облегчает сверление. Стружка обеспечивает дополнительный нагрев материала, что в случае оргстекла крайне нежелательно. Спиральное сверло эту проблему решает более эффективно.
Видео описания цилиндрического сверла:
proakril.com
| Наименование | Цена |
| Сверло перовое 25,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 26,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 27,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 28,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 29,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 30,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 31,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 32,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 33,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 34,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 34,0 по металлу (пластина) ГОСТ 25526-82 (переточенное) | Уточняйте |
| Сверло перовое 35,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 36,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 37,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 38,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 39,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 40,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 41,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 42,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 43,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 44,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 45,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 46,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 47,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 48,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 49,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 50,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 51,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 52,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 53,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 54,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 55,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 55,0 Р18 по металлу (пластина) ГОСТ 25526-82 КИБ | Уточняйте |
| Сверло перовое 56,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 58,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 60,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 61,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 62,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 63,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 65,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 68,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 70,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 70,0 Р9 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 70,0 Р18 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 72,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 75,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 75,0 Р18 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 78,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 78,0 по металлу (пластина) Р9 ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 80,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 80,0 по металлу (пластина) Р9 ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 85,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 90,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 90,0 Р9 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 95,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 100,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 105,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 105,0 Р9 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 110,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 115,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 120,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 120,0 по металлу (пластина) Р9 ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 125,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 130,0 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 130,0 Р9 по металлу (пластина) ГОСТ 25526-82 | Уточняйте |
| Сверло перовое 160,0 по металлу (пластина) | Уточняйте |
| Сверло перовое 24,0 по металлу (пластина+оправка) КМ3 ТУ (2 отверстия) | Уточняйте |
| Сверло перовое 26,0 по металлу (пластина+оправка) ГОСТ 25526-82 (25-31) КМ3 | Уточняйте |
| Сверло перовое 27,0 по металлу (пластина+оправка) ГОСТ 25526-82 (25-31) КМ3 | Уточняйте |
| Сверло перовое 29,0 по металлу (пластина+оправка) ГОСТ 25526-82 (25-31) КМ3 | Уточняйте |
| Сверло перовое 30,0 по металлу (пластина+оправка) ГОСТ 25526-82 (25-31) КМ3 | Уточняйте |
| Сверло перовое 31,0 по металлу (пластина+оправка) ГОСТ 25526-82 (25-31) КМ3 | Уточняйте |
| Сверло перовое 32,0 по металлу (пластина+оправка) КМ4 ТУ (2 отверстия) | Уточняйте |
| Сверло перовое 34,0 по металлу (пластина+оправка) ГОСТ 25526-82 (32-39) КМ4 | Уточняйте |
| Сверло перовое 35,0 по металлу (пластина+оправка) ГОСТ 25526-82 (32-39) КМ4 | Уточняйте |
| Сверло перовое 36,0 по металлу (пластина+оправка) ГОСТ 25526-82 (32-39) КМ4 | Уточняйте |
| Сверло перовое 43,0 по металлу (пластина+оправка) ГОСТ 25526-82 (40-50) КМ4 | Уточняйте |
| Сверло перовое 45,0 по металлу (пластина+оправка) ГОСТ 25526-82 (40-50) КМ4 | Уточняйте |
| Сверло перовое 50,0 по металлу (пластина+оправка) ГОСТ 25526-82 (40-50) КМ4 | Уточняйте |
| Сверло перовое 51,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 52,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 55,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 56,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 58,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 60,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 62,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 63,0 по металлу (пластина+оправка) ГОСТ 25526-82 (51-63) КМ5 | Уточняйте |
| Сверло перовое 65,0 по металлу (пластина+оправка) ГОСТ 25526-82 (65-80) КМ5 | Уточняйте |
| Сверло перовое 68,0 по металлу (пластина+оправка) ГОСТ 25526-82 (65-80) КМ5 | Уточняйте |
| Сверло перовое 70,0 по металлу (пластина+оправка) ГОСТ 25526-82 (65-80) КМ5 | Уточняйте |
| Сверло перовое 72,0 по металлу (пластина+оправка) ГОСТ 25526-82 (65-80) КМ5 | Уточняйте |
| Сверло перовое 75,0 по металлу (пластина+оправка) ГОСТ 25526-82 (65-80) КМ5 | Уточняйте |
| Сверло перовое 80,0 по металлу (пластина+оправка) ГОСТ 25526-82 (65-80) КМ5 | Уточняйте |
tehprom-n.ru