Индукционная печь для плавки металла – Самодельная индукционная печь для плавки металла своими руками: схема и видеоинструкция
alexxlab | 27.12.2020 | 0 | Вопросы и ответы
Индукционные печи для плавки металла

Древние гончары, обжигавшие керамические изделия в горнах, иногда находили на их дне блестящие твердые кусочки с необычными свойствами. С того самого момента, когда они стали задумываться, что это за чудные вещества, как они там появились, а также куда их можно применить с пользой, и родилась металлургия — ремесло и искусство обработки металлов.
А основным инструментом для извлечения из руды новых чрезвычайно полезных материалов стали термоплавильные горны. Конструкции их прошли долгий путь развития: от примитивных одноразовых куполов из глины, разогреваемых дровами до современных электропечей с автоматическим управлением процессом плавления.
Основные виды плавильных печей
В металлоплавильных агрегатах нуждаются не только гиганты черной металлургии, использующие вагранки, домны, мартены и регенераторные конвертеры с выработкой за один цикл в несколько сотен тонн.
В цветной же металлургии и во вторичной переработке — объемы значительно меньшие. А мировые обороты производства редкоземельных металлов и вообще исчисляются несколькими килограммами в год.
Но потребность в плавке металлопродукции возникает не только при ее массовом производстве. Значительный сектор рынка металлообработки занимает литейное производство, где требуются металлоплавильные агрегаты сравнительно небольшой выработки — от нескольких тонн до десятков килограммов. А для штучного ремесленного и декоративно‑прикладного производства и ювелирного дела находят применение плавильные аппараты с выработкой в несколько килограммов.
Все виды металлоплавильных устройств можно поделить по типу источника энергии для них:
- Термические. Теплоноситель — топочный газ либо сильно разогретый воздух.
- Электрические. Используют различные тепловые действия электрического тока:
- Муфельные. Разогрев помещенных в теплоизолированный корпус материалов спиральным ТЭНом.
- Сопротивления. Нагрев образца прохождением через него тока большой величины.
- Дуговые. Используют высокую температуру электрической дуги.
- Индукционные. Плавление металлического сырья внутренним теплом от действия вихревых токов.
- Потоковые. Экзотические плазменные и электронно‑лучевые аппараты.
- Поточная электронно‑лучевая плавильная печь
- Термическая мартеновская печь
- Электро-дуговая печь
При небольших объемах выработки наиболее целесообразным и экономичным оказывается использование электрических, в особенности, индукционных плавильных печей (ИПП).
Устройство индукционных электропечей
Например, именно из‑за них сердечники трансформаторов выполняются из стальных пластин или ленты: в сплошном куске металла эти токи могут достигать значительных величин, приводящим к бесполезным потерям энергии на его нагревание.
 В индукционно‑плавильной электропечи это явление применяется с пользой. По сути она и представляет собой своеобразный трансформатор, в котором роль короткозамкнутой вторичной обмотки, а в некоторых случаях и сердечника выполняет расплавляемый металлический образец. Именно металлический — нагревать в ней можно только проводящие электричество материалы, диэлектрики же будут оставаться холодными. Роль индуктора — первичной обмотки трансформатора выполняют несколько витков толстой свернутой в катушку медной трубки, по которой циркулирует охлаждающая жидкость.
В индукционно‑плавильной электропечи это явление применяется с пользой. По сути она и представляет собой своеобразный трансформатор, в котором роль короткозамкнутой вторичной обмотки, а в некоторых случаях и сердечника выполняет расплавляемый металлический образец. Именно металлический — нагревать в ней можно только проводящие электричество материалы, диэлектрики же будут оставаться холодными. Роль индуктора — первичной обмотки трансформатора выполняют несколько витков толстой свернутой в катушку медной трубки, по которой циркулирует охлаждающая жидкость.Кстати, на том же принципе действуют ставшие чрезвычайно популярными кухонные варочные поверхности с индукционным высокочастотным нагревом. Положенный на них кусок льда даже не растает, а поставленная металлическая посуда нагреется почти мгновенно.
Особенности конструкции индукционных термопечей
Существует два основных типа ИПП:
- Канальные. Роль вторичного витка высокочастотного трансформатора выполняет кольцевой короткозамкнутый канал с расплавленным металлом. Источником энергии обычно служит переменный ток промышленной частоты, либо 400‑Гц генератор.
Достоинство таких устройств в том, что плавление может выполняться непрерывно с подачей сырья и забором расплавленного материала. Недостаток — сложность начального запуска: требуется предварительное заполнение канала расплавом.Еще одним преимуществом является высокий кпд, так как передача высокочастотного поля производится через имеющий малое рассеяние энергии стальной или ферритовый сердечник.
- Тигельные. Металлическое сырье помещается в термостойкий тигель, находящийся непосредственно внутри рабочей обмотки‑индуктора.
Готовый расплав выливается из тигля, затем в него закладывается следующая порция.
Наиболее эффективным для плавления металлов в этом типе печей оказался диапазон частот от десятков до сотен кГц. Генератор таких частот и является источником энергии для тигельной ИПП.Преимущество такой конструкции — высокая скорость нагрева и плавления, т. к. потери тепла в тигле очень малы.
Для обоих видов металлоплавильных агрегатов нет принципиальных различий в типе рабочего сырья: они с успехом плавят и черные и цветные металлы. Необходимо только выбрать соответствующий рабочий режим и тип тигля.
Параметры выбора
Таким образом, основными критериями выбора того или иного вида термопечи являются объемы и непрерывность производства. Для небольшой литейной мастерской, например, в большинстве случаев подойдет тигельная электропечь, а предприятию по переработке вторсырья — канальная.
Кроме того, в числе основных параметром тигельной термопечи — объем одной плавки, исходя из которого и следует выбирать конкретную модель. Немаловажными характеристиками являются также максимальная рабочая мощность и тип тока: однофазный или трехфазный.
Выбор места для монтажа
Размещение индукционной печи в цехе или мастерской должно обеспечивать свободный подход к ней для безопасного выполнения всех технологический операций в процессе плавки:
- загрузки сырья;
- манипуляций во время рабочего цикла;
- выгрузки готового расплава.
 Место установки должно быть обеспечено необходимыми электрическими сетями с требуемым рабочим напряжением и количеством фаз, защитным заземлением с возможностью быстрого аварийного отключения агрегата. Также установку нужно обеспечить подводом воды для охлаждения.
Место установки должно быть обеспечено необходимыми электрическими сетями с требуемым рабочим напряжением и количеством фаз, защитным заземлением с возможностью быстрого аварийного отключения агрегата. Также установку нужно обеспечить подводом воды для охлаждения.
Настольные конструкции небольших габаритов должны тем не менее устанавливаться на прочные и надежные индивидуальные основания, не предназначенные для других операций. Напольным аппаратам также необходимо обеспечить прочный укрепленный фундамент.
В районе выгрузки расплава запрещено располагать пожаро‑ и взрывоопасные материалы. Рядом с местом размещения печи необходимо повесить пожарный щит со средствами тушения.
Инструкция по монтажу
Промышленные термоплавильные агрегаты — устройства с большим энергопотреблением. Их установка и электромонтаж должны проводиться квалифицированными специалистами. Подключение небольших агрегатов с загрузкой до 150 кг может быть выполнено квалифицированным электриком с соблюдением обычных правил монтажа электроустановок.
Например, печь ИПП‑35, мощностью 35 кВт с объемом выработки черных металлов 12 кг, а цветных — до 40 имеет массу 140 кг. Соответственно, установка ее будет заключаться в следующих шагах:
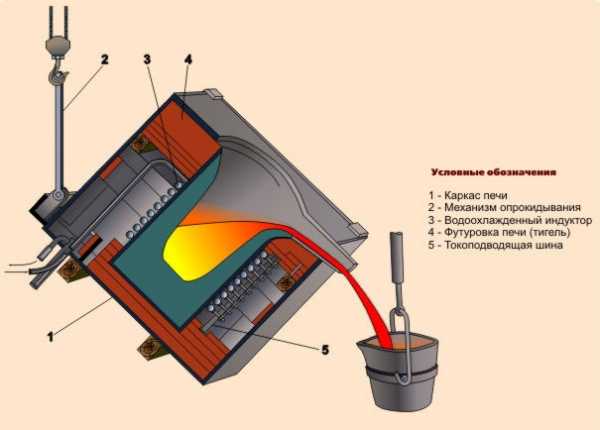
- Выбор подходящего места размещения с прочным основанием для термоплавильного узла и высоковольтного индукционного блока с водяным охлаждением и конденсаторной батареей. Расположение агрегата должно соответствовать всем эксплуатационным требованиям и правилам электро‑ и пожарной безопасности.
- Обеспечение установки линией водоохлаждения. Описываемая электроплавильная печь в комплекте поставки не имеет средств охлаждения, которые нужно приобрести дополнительно. Лучшим решением для нее будет двухконтурная градирня с замкнутым циклом.
- Подключение защитного заземления.
Функционирование любых электроплавильных печей без заземления категорически запрещена.
- Подведению отдельной электрической линии с кабелем, сечение которого обеспечивает соответствующую нагрузку. Силовой щит также должен обеспечивать требуемую нагрузку с запасом по мощности
Для маленьких мастерских и домашнего применения выпускаются мини‑печи, например, УПИ‑60‑2, мощностью 2 кВт с объемом тигля 60 см³ для плавления цветных металлов: меди, латуни, бронзы ~ 0,6 кг, серебра ~ 0,9 кг, золота ~ 1,2 кг. Вес самой установки — 11 кг, габариты — 40х25х25 см. Ее монтаж заключается в размещении на металлическом верстаке, подведении проточного водяного охлаждения и включении в розетку.
Технология использования
Перед началом работы с тигельной электропечью следует обязательно проверить состояние тиглей и футеровки — внутренней защитной теплоизоляции. Если она рассчитана на применение двух видов тиглей: керамических и графитовых, необходимо выбрать по инструкции соответствующий загружаемому материалу.
Обычно керамические тигли используются для черных металлов, графитовые — для цветных.
Порядок работы:
- Тигель вставить внутрь индуктора и, загрузив рабочим материалом, накрыть теплоизоляционной крышкой.
- Включить водяное охлаждение. Многие модели электроплавильных агрегатов не запустятся, если нет необходимого давления воды.
- Процесс плавки в тигельной ИПП начинается с ее включения и выхода на рабочий режим. Если есть регулятор мощности, перед включением установить его в минимальное положение.
- Плавно поднять мощность до рабочей, соответствующей загруженному материалу.
- После расплавления металла мощность снизить до четверти от рабочей для поддержания материала в расплавленном состоянии.
- Перед разливом убрать регулятор до минимума.
- По окончании плавки — обесточить установку. Водяное охлаждение отключить после ее остывания.
Все время плавки агрегат должен находиться под наблюдением. Любые манипуляции с тиглями нужно производить с помощью щипцов и в защитных рукавицах. В случае возгорания установку следует немедленно обесточить и сбить пламя брезентом либо затушить любым огнетушителем, кроме кислотного. Заливать же водой категорически запрещено.
Преимущества индукционных печей
- Высокая чистота получаемого расплава. В других типах металлоплавильных термопечей обычно имеется прямой контакт теплоносителя с материалом, и, как следствие, — загрязнение последнего. В ИПП нагрев производится поглощением внутренней структурой проводящих материалов электромагнитного поля индуктора. Поэтому такие печи идеальны для ювелирных производств.
Для термических печей главной проблемой является уменьшение содержания в расплавах черных металлов фосфора и серы, ухудшающих их качество.
- Высокий кпд индукционно‑плавильных устройств, доходящий до 98%.
- Большая скорость плавки благодаря нагреву образца изнутри и, как следствие высокая производительность ИПП, особенно для маленьких рабочих объемов до 200 кг.
Разогревание муфельной электропечи с загрузкой 5 кг происходит в течение нескольких часов, ИПП — не более часа.
- Аппараты с загрузкой до 200 кг просты в размещении, монтаже и эксплуатации.
Главный недостаток электроплавильных устройств, и индукционные не являются исключением, — относительная дороговизна электроэнергии как теплоносителя. Но несмотря на это высокий кпд и хорошая производительность ИПП, в значительной мере окупают их в процессе эксплуатации.
В видео представлена индукционная печь во время работы.
www.m-deer.ru
Индукционная печь для плавки металла своими руками

Для плавки металла в малых масштабах бывает необходимо какое то приспособление. Особенно это остро ощущается в мастерской или при малом производстве. Максимально эффективным на сегодняшний момент является печь для плавки металла с электрическим нагревателем, а именно индукционная. Ввиду особенности ее строения, она может эффективно использоваться в кузнечном деле и стать не заменимым инструментом в кузнице.
Устройство индукционной печи
Печь состоит из 3 элементов:
- 1. Электронно-электрическая часть.
- 2. Индуктор и тигель.
- 3. система охаждения индуктора.
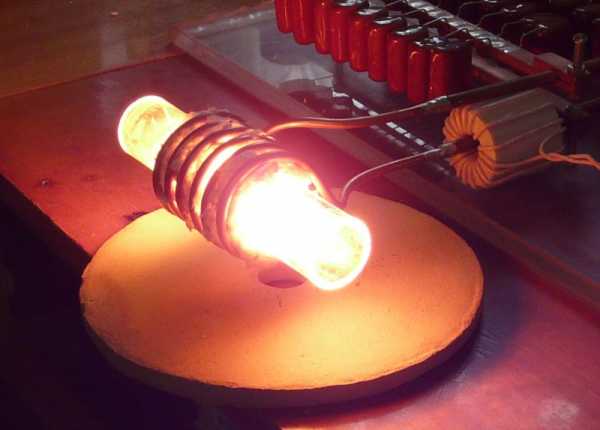
Для того чтобы собрать действующую печь для плавки металла достаточно собрать рабочую электрическую схему и систему охлаждения индуктора. Самый простой вариант плавки металла приведен в видео ниже. Плавка производится во встречном электромагнитном поле индуктора, которое взаимодействует с наводимыми электро-вихревыми токами в металле, что удерживает кусочек алюминия в пространстве индуктора.
Для того чтобы эффективно плавить металл, необходимы токи большой величины и высокой частоты порядка 400-600 Гц. Напряжение из обычной домашней розетки 220В обладает достаточными данными для плавления металлов. Необходимо только 50 Гц превратить в 400-600 Гц.
Для этого подойдет любая схема для создания катушки Тесла. Мне наиболее приглянулись 2 следующих схем на лампе ГУ 80, ГУ 81(М). И запитывание лампы трансформатором МОТ от микроволновки.
Данные схемы предназначены для катушки тесла, но индукционная печь из них получается отменная, достаточно заместо вторичной катушки L2 поместить во внутреннее пространство первичной обмотки L1 кусочек железа.
Первичная катушка L1 или индуктор состоит из свернутой в 5-6 витков медной трубки, на торцах которой нарезается резьба, для подсоединения системы охлаждения. Для левитационной плавки последний виток следует сделать в обратном направлении.
Конденсатор С2 на первой схеме и идентичный ему на второй задаёт частоту генератора. При значении в 1000 пикоФарад частота составляет около 400 кГц. Этот конденсатор обязательно должен быть высокочастотным керамическим и расчитанным под высокое напряжение порядка 10 кВ (КВИ-2, КВИ-3, К15У-1), другие типы не подходят! Лучше ставить К15У. Можно подсоединять конденсаторы параллельно. Также стоит учитывать мощность на которую расчитаны конденсаторы (это у них на писано на корпусе), берите с запасом. другие два конденсатора КВИ-3 и КВИ-2 греются при длительной работе. Все остальные конденсаторы берутся тоже из серии КВИ-2, КВИ-3, К15У-1, изменяются в характеристиках конденсаторов только емкость.
Вот в итоге схематично, что должно получиться. В рамки обвел 3 блока.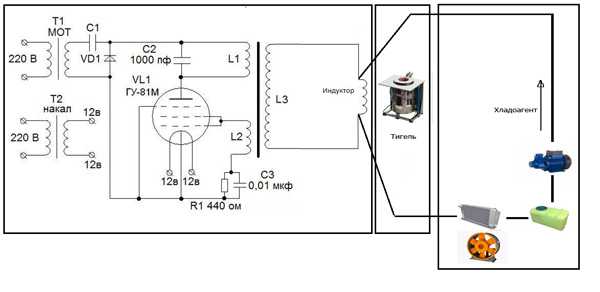
Система охлаждения выполнена из насоса с подачей 60л/мин, радиатор от любой вазовской машины, и вентилятор охлождения я поставил напротив радиатора обычный домашний.
www.m-deer.ru
схема, свойства, принцип работы сталеплавильного оборудования
 Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.
Конструкция и принцип действия
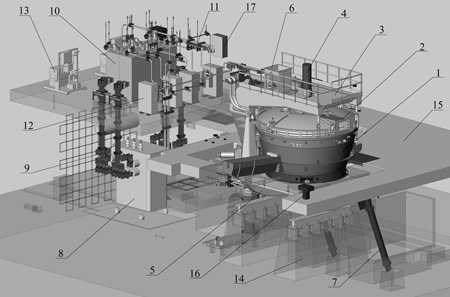
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
 Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта. В печах второго типа магнитотрон находится снаружи установки.
Особенности индукционных приборов
Промышленные и бытовые агрегаты производятся в нескольких видах, каждый из которых обладает индивидуальными характеристиками и свойствами. Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Наиболее распространенной формой устройства является цилиндр, для изготовления которого используется огнестойкий материал. В конструкции отсутствует сердечник, индуктор тигельных ИП состоит из 8−10 витков медной трубки, тигель расположен в его полости. Установка работает от переменной сети. Для безопасности эксплуатации ИП оснащается системой звукового и светового оповещения, термометрами, датчиками давления, электронной панелью управления.
Достоинства тигельной установки
 К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
При разогреве материала не требуется большого количества энергии, прерванный процесс плавки металла не влияет на качество конечного продукта. Оборудование просто в управлении и эксплуатации, выравнивание температуры в камере происходит по всему объему. Основным достоинством установки является экологическая безопасность для персонала и окружающей среды, электромагнитные волны не распространяются за пределы корпуса прибора.
Недостатки тигельной ИП
К отрицательным факторам устройства относится недостаточная температура шлака, применяемого при обработке зеркала расплава, невысокая стойкость футеровки при изменении температурного режима.
Несмотря на отрицательные качества, тигельные печи нашли применение в быту, а также разных областях производства и промышленности.
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете. Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.

От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
 Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство
 Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.

Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
Оцените статью: Поделитесь с друзьями!chebo.pro
схема, свойства, принцип работы сталеплавильного оборудования
Нагревание тел с помощью электромагнитного поля, возникающего от воздействия индуцированным током, называется индукционным нагревом. Электротермическое оборудование, или индукционная печь, имеет разные модели, предназначенные для выполнения задач разного назначения.

Конструкция и принцип действия
По техническим характеристикам устройство является частью установки, используемой в металлургической промышленности. Принцип работы индукционной печи зависит от переменного тока, мощность установки формируется назначением прибора, в конструкцию которого входит:
- индуктор;
- каркас;
- плавильная камера;
- вакуумная система;
- механизмы перемещения объекта нагревания и другие приспособления.
 Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Современный потребительский рынок располагает большим количеством моделей приборов, работающих по схеме образования вихревых токов. Принцип работы и конструкционные особенности промышленной индукционной печи позволяет выполнять ряд специфических операций, связанных с плавкой цветного металла, термической обработкой изделий из металла, спекания синтетических материалов, очисткой драгоценных и полудрагоценных камней. Бытовые приборы используются для дезинфекции предметов быта и обогрева помещений.
Работа ИП (индукционной печи) заключается в нагревании помещенных в камеру предметов вихревыми токами, излучаемыми индуктором, представляющим собой катушку индуктивности, выполненную в форме спирали, восьмерки или трилистника с обмоткой проводом большого поперечного сечения. Работающий от переменного тока индуктор создает импульсное магнитное поле, мощность которого изменяется в соответствии с частотой тока. Предмет, помещенный в магнитное поле, нагревается до точки закипания (жидкости) или плавления (металл).
Установки, работающие с помощью магнитного поля, производятся в двух типах: с магнитным проводником и без магнитопровода. Первый тип приборов имеет в конструкции индуктор, заключенный в металлический корпус, обеспечивающий быстрое повышение температуры внутри обрабатываемого объекта. В печах второго типа магнитотрон находится снаружи установки.
Особенности индукционных приборов
Промышленные и бытовые агрегаты производятся в нескольких видах, каждый из которых обладает индивидуальными характеристиками и свойствами. Одним из видов приборов для термической обработки материалов являются индукционные тигельные печи, основными рабочими компонентами которых служат индукторы и генераторы.
Наиболее распространенной формой устройства является цилиндр, для изготовления которого используется огнестойкий материал. В конструкции отсутствует сердечник, индуктор тигельных ИП состоит из 8−10 витков медной трубки, тигель расположен в его полости. Установка работает от переменной сети. Для безопасности эксплуатации ИП оснащается системой звукового и светового оповещения, термометрами, датчиками давления, электронной панелью управления.
Достоинства тигельной установки
 К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
К положительным свойствам тигельной печи индукционного типа относится выделение тепловой энергии непосредственно при загрузке материала, однородность сплава при нагревании компонентов, возможность создания реакции окисления и восстановления без регулировки величины давления. Производительность прибора формируется удельной мощностью установки вне зависимости от частоты электромагнитного импульса.
При разогреве материала не требуется большого количества энергии, прерванный процесс плавки металла не влияет на качество конечного продукта. Оборудование просто в управлении и эксплуатации, выравнивание температуры в камере происходит по всему объему. Основным достоинством установки является экологическая безопасность для персонала и окружающей среды, электромагнитные волны не распространяются за пределы корпуса прибора.
Недостатки тигельной ИП
К отрицательным факторам устройства относится недостаточная температура шлака, применяемого при обработке зеркала расплава, невысокая стойкость футеровки при изменении температурного режима.
Несмотря на отрицательные качества, тигельные печи нашли применение в быту, а также разных областях производства и промышленности.
Самодельная индукционная печь
Для мастера, умеющего читать проектную документацию и собрать индукционную плавильную печь своими руками, схема доступна в интернете. Прибор может стать как помощником, так и опасным соседом, если в процессе сборки были допущены ошибки в выборе комплектующих деталей или расходных материалов. Основным условием создания функционального аппарата является знание основ физических свойств индукционного оборудования и меди для трубки.

От мастера также требуются навыки конструирования и монтажа электроприборов. Безопасность устройства индивидуальной сборки заключается в ряде особенностей:
- емкости оборудования;
- рабочей частоты импульса;
- мощности генератора;
- вихревых потерь;
- гистерезисных потерь;
- интенсивности тепловой отдачи;
- способа футеровки.
 Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Обеспечить стабильную работу плавильного агрегата поможет профессиональная отделка или футеровка индукционной печи с целью возможных повреждений химическими средствами, термическими, механическими или физическими воздействиями. Для выполнения футеровки выбираются материалы с высокими огнеупорными свойствами с учетом метода нанесения облицовки.
Защитный слой обеспечивает качество плавильного процесса и химическую чистоту конечного продукта. Плавка стали в индукционных печах должна проводиться в безопасном для обслуживающего персонала режиме, иметь экономические показатели, мало потреблять электрической энергии, работать с недефицитными рабочими материалами, выделять минимальные отходы в производственном процессе.
Вакуумная плавильная установка
Для производства плавки и литья подходит вакуумный прибор индукционного типа, состоящий из камеры, индукционной печи и литейной формы. К положительным качествам устройства относится возможность получения высококачественной продукции при минимальных затратах на производство. Принцип действия вакуумной печи основан на усовершенствованной технологии плавки металлов с повышенной дегазацией, возможностью дозаргузки установки, регулировки температурного режима, изменения химического состава и раскисления материала в рабочем процессе.
Технологический процесс позволяет получать сплавы высокой чистоты, сокращать время нагрева и плавки, использовать любую форму сырья. Приборы вакуумного типа могут работать от переменной сети, конечным продуктом является сплав с пониженным процентом водорода и азота, чистота материала получается за счет откачки воздуха из плавильной камеры и очистки металла от летучих компонентов, присутствующих в шихте.
Канальное плавильное устройство
 Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.
Канальный тип индукционной сталеплавильной печи имеет в конструкции электромагнитный сердечник. Принцип действия прибора заключается в движении переменного магнитного потока через магнитопровод. В кольце с жидким металлом происходит возбуждение электрического тока, разогревает шихту до заданной температуры. Технология применяется в литейном производстве, миксерах, пищевых раздаточных столах. Для увеличения магнитного потока используется магнитный проводник замкнутого вида из трансформаторной стали.

Свое название канальные печи получили за наличие в пространстве агрегата двух отверстий с каналом, образующим замкнутый контур. По конструкционным особенностям прибор не может работать без контура, благодаря которому жидкий алюминий находится в непрерывном движении. При несоблюдении рекомендаций завода изготовителя оборудование самопроизвольно отключается, прерывая процесс плавки.
По расположению каналов индукционные плавильные агрегаты бывают вертикальными и горизонтальными с барабанной или цилиндрической формой камеры. Барабанная печь, в которой можно плавить чугун, выполнена из листовой стали. Поворотный механизм оснащен приводными роликами, электродвигателем на две скорости и цепной передачей.
Жидкая бронза заливается через сифон, расположенный на торцевой стенке, присадки и шлаки загружаются и удаляются через специальные отверстия. Выдача готовой продукции осуществляется через V -образный сливной канал, сделанный в футеровке по шаблону, который расплавляется в рабочем процессе. Охлаждение обмотки и сердечника осуществляется воздушной массой, температура корпуса регулируется при помощи воды.
obrabotkametalla.info
Индукционная печь своими руками: схема, как собрать?
Домашняя индукционная печь справляется с плавкой относительно небольших порций металла. Однако такой горн не нуждается ни в дымоходе, ни в мехах, подкачивающих воздух в зону плавки. А всю конструкцию подобной печи можно разместить на письменном столе. Поэтому разогрев с помощью электрической индукции является оптимальным способом плавки металлов в домашних условиях. И в этой статье мы рассмотрим конструкции и схемы сборки подобных печей.
1
Как устроена индукционная печь – генератор, индуктор и тигель
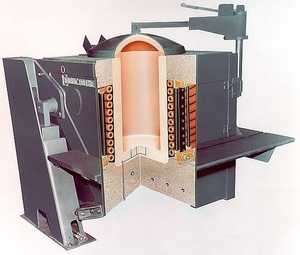
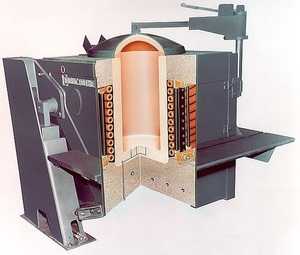
В заводских цехах можно встретить канальные индукционные печи для плавки цветных и черных металлов. У этих установок очень высокая мощность, задаваемая внутренним магнитопроводом, который повышает плотность электромагнитного поля и температуру в тигле печи.

В промышленных масштабах производятся канальные индукционные печи для плавки цветных и черных металлов
Однако канальные конструкции расходуют большие порции энергии и занимают много места, поэтому в домашних условиях и небольших мастерских применяется установка без магнитопровода – тигельная печь для плавки цветного/черного металла. Такую конструкцию можно собрать даже своими руками, ведь тигельная установка состоит из трех основных узлов:
- Генератора, выдающего переменный ток с высокими частотами, которые необходимы для повышения плотности электромагнитного поля в тигле. Причем, если диаметр тигля можно будет сопоставить с длинной волны частоты переменного тока, то такая конструкция позволит трансформировать в тепловую энергию до 75 процентов электричества, потребляемого установкой.
- Индуктора – медной спирали, созданной на основе точного просчета не только диаметра и количества витков, но и геометрии проволоки, используемой в этом процессе. Контур индуктора должен быть настроен на усиление мощности в результате возникновения резонанса с генератором, а точнее с частотой питающего тока.
- Тигля – тугоплавкого контейнера, в котором и происходит вся плавильная работа, инициируемая за счет возникновения в структуре металла вихревых токов. При этом диаметр тигля и прочие габариты этого контейнера определяются строго по характеристикам генератора и индуктора.
Такую печь может собрать любой радиолюбитель. Для этого ему нужно найти правильную схему и запастить материалами и деталями. Перечень всего этого вы сможете найти ниже по тексту.
2
Из чего собирают печи – подбираем материалы и детали
В основе конструкции самодельной тигельной печи лежит простейший лабораторный инвертор Кухтецкого. Схема этой установки на транзисторах имеет следующий вид:
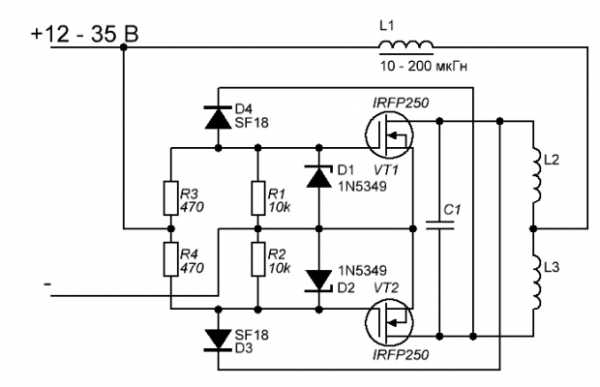
Схема установки на транзисторах
На основе этого рисунка-схемы вы сможете собрать индукционную печь, используя следующие компоненты:
- два транзистора – желательно полевого типа и марки IRFZ44V;
- медный провод диаметром 2 миллиметра;
- два диода марки UF4001, еще лучше – UF4007;
- два дроссельных кольца – их можно извлечь из старого блока питания от десктопа;
- три конденсатора емкостью по 1 мкФ каждый;
- четыре конденсатора емкостью по 220нФ каждый;
- один конденсатор с емкостью 470 нФ;
- один конденсатор с емкостью 330 нФ;
- один резистор на 1 ватт (или 2 резистора по 0,5 ватта каждый), рассчитанный на сопротивление 470 Ом;
- медный провод диаметром 1,2 миллиметра.
Кроме того, вам понадобится пара радиаторов – их можно снять со старых материнских плат или кулеров для процессоров, и аккумуляторная батарея емкостью не менее 7200 мАч от старого источника бесперебойного питания на 12 В. Ну а емкость-тигель в данном случае фактически не нужна – в печи будет плавиться прутковый металл, который можно удерживать за холодный торец.
3
Пошаговая инструкция для сборки – несложные операции
Распечатайте и повесьте над рабочим столом чертеж лабораторного инвертора Кухтецкого. После этого разложите все радиодетали по сортам и маркам и разогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы будете работать с печью дольше 10-15 минут подряд, закрепите на радиаторах кулеры от компьютера, подключив их к рабочему блоку питания. Схема распиновки транзисторов из серии IRFZ44V выглядит следующим образом:
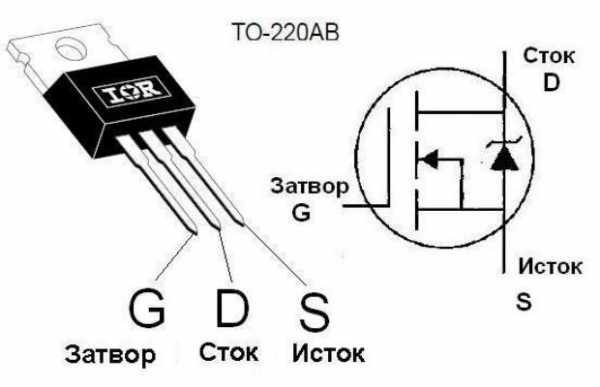
Схема распиновки транзисторов
Возьмите медную проволоку на 1,2 миллиметра и намотайте на ее на ферритовые кольца, сделав по 9-10 витков. В итоге у вас получатся дроссели. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе все можно сделать “на глаз”, варьируя число витков в пределах от 7 до 15 оборотов. Соберите батарею из конденсаторов, соединяя все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь сделайте индуктор из медной 2-миллиметровой проволоки. Диаметр витков в этом случае может равняться диаметру фарфорового тигля или 8-10 сантиметрам. Число витков не должно превышать 7-8 штук. Если в процессе испытаний мощность печи покажется вам недостаточной – переделайте конструкцию индуктора, меняя диаметр и число витков. Поэтому на первых парах контакты индуктора лучше сделать не паянными, а разъемными. Далее соберите все элементы на плате из текстолита, опираясь на чертеж лабораторного инвертора Кухтецкого. И подключите к контактам питания аккумулятор на 7200 мАч. Вот и все.
Теперь вы можете проводить испытания печи, подбирая правильные параметры индуктора для каждой разновидности металла или тигля. Однако во время испытаний или плавки нужно помнить о мерах безопасности при работе с электропечами.
4
Меры безопасности при плавке металла
Индукционная установка генерирует очень высокую температуру, достаточную для расплавления металла массой до 10-20 грамм. Поэтому при работе с тиглем нужно использовать фартук из плотного материала и такие же рукавицы. Они уберегут вас от ожогов при случайном пролитии металла из емкости.
Собранную конструкцию печи лучше упрятать в изолированный корпус, оставив за его стенами только индуктор. Это убережет и пользователя, и хрупкие радиодетали. А для вентиляции в корпусе необходимо нарезать или насверлить несколько отверстий, обеспечив приток и отток воздуха.
Остаточное магнитное поле может нагреть металлические детали на одежде пользователя, которые обожгут кожу. Поэтому к тиглю лучше подходить в простой одежде, без молний или металлических пуговиц. Кроме того, все электроприборы лучше удалить от индуктора, как минимум, на метровое расстояние.
obustroen.ru
Индукционная плавильная печь своими руками: схема изготовления
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.
 Индукционная плавильная печь
Индукционная плавильная печьПринцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Индукционный нагрев
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.

Устройство индукционной плавильной печи
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла. За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
- Устройство индукционной тигельной печи
- Индукционная тигельная печь в разрезе
Установки на транзисторах получили довольно большое распространение, так как их можно изготовить своими руками при минимальных временных и денежных затратах.
Изготовление своими руками
При желании рассматриваемое устройство можно собрать в домашних условиях. Простая схема состоит из нижеприведенных элементов:
- полевые транзисторы;
- резисторы на 470 Ом;
- два диода;
- конденсаторы пленочного типа;
- обмоточный провод из меди;
- два кольца от дросселя, которые снимаются с компьютерного блока питания.
Приведенный выше список элементов определяет то, что создать индукционную печь можно при минимальных затратах. Процесс сборки устройства можно охарактеризовать следующим образом:
- Для начала проводится установка полевых транзисторов на радиаторы. Стоит учитывать, что подобная печь при работе сильно греется. Поэтому следует использовать радиаторы большого размера. Есть возможность провести установку транзисторов и на один радиатор, но придется выполнить их изоляцию.
- Далее потребуются два дросселя, которые также изготавливаются своими руками. Для этого проводится наматывание медной проволоки на кольца блока питания персонального компьютера. Почему именно эти кольца? Причина довольно проста – при их изготовлении применяется ферромагнитное железо. Следует намотать около 10 витков, а также выдерживать одинаковое расстояние между ними.
- Важным элементом конструкции можно назвать конденсаторную батарею. При соединении отдельных конденсаторов можно получить батарею емкостью 4,7 мкФ. Соединение отдельных элементов проводится параллельно.
- Для образования магнитного поля нужно создать обмотку, которая изготавливается из медной проволоки толщиной 2 миллиметра. Достаточно создать около 7-8 витков. Образующееся пространство внутри должно быть таким, чтобы поместилась заготовка, которая будет плавиться. Обмотка должна иметь два длинных конца, которые будут подключаться к источнику тока.
- В рассматриваемом случае источником питания может стать обычный аккумулятор на 12 В. Ток, который подается на катушку, имеет силу около 10А. Емкости подобного источника тока хватает примерно на 40 минут, после чего приходится проводить зарядку устройства.

Самодельная индукционная печь
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Самодельная индукционная печь для плавки металла
Плавка металла методом индукции широко применяется в различных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
принцип действия
Нагрев и плавка металлов в индукционных печах происходит за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через нее высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение. Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора – катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны. Поэтому индукционные печи бывают двух типов:
• канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
• тигельные, в них используется специальная емкость – тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Ее используют при выплавке чугуна, алюминия и других цветных металлов. Тигельная печь достаточно компактная, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
устройство
Самодельная печь для плавки металлов имеет достаточно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
• генератор переменного тока высокой частоты;
• индуктор – спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
• тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с изменяемым вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектора и проходят по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигеле, при этом нагревая его до температуры плавления.
Индукционная печь и ее преимущества:
• быстрый и равномерный нагрев металла сразу после включения установки;
• направленность нагрева – греется только металл, а не вся установка;
• высокая скорость плавления и однородность расплава;
• отсутствует испарение легирующих компонентов металла;
• установка экологически чистая и безопасная.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора. Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков – от 7 до 12 в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызвать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой. Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкания вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы. При работе от сварочного инвертора его корпус нужно обязательно заземлить! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками.
Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
• два полевых транзистора типа IRFZ44V;
• два диода UF4007 (можно также использовать UF4001)
• резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт)
• пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки – 220 нФ; 1 штука – 470 нФ; 1 штука – 330 нФ;
• медные обмоточные провода в эмалевой изоляции Ø1,2 мм;
• медные обмоточные провода в эмалевой изоляции Ø2 мм;
• два кольца от дросселей, снятых с компьютерного блока питания.
* Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиаторы должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика.
* Необходимо изготовить два дросселя. Для их изготовления нужна медная проволока диаметром 1,2 мм, ее наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят из порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков провода, пытаясь выдерживать расстояние между витками.
* Собирают вышеперечисленные конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов – параллельное.
* Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
* Соединяют элементы на плате согласно схеме. В качестве источника питания используют аккумулятор на 12 В, 7,2 A / h. Ток в режиме работы – около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут. При необходимости производят корпус печи из термостойкого материала, например, текстолита. Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При длительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционная печь на лампах
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. Как индуктор используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулирования мощности. Представляется частота – 27,12 МГц.
Для составления схемы необходимы:
• 4 электронные лампы – тетрода, можно использовать 6L6, 6П3 или Г807;
• 4 дросселя на 100 … 1000 мкГн;
• 4 конденсатора на 0,01 мкФ;
• неоновая лампа-индикатор;
• подстроечный конденсатор.
Сборка устройства своими руками:
1. Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков – 8-15 см, расстояние между витками не менее 5 мм. Концы лудят. Диаметр индуктора должен быть больше диаметра размещающегося внутри тигля на 10 мм.
2. Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
3. Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
4. Подключают неоновую лампу-индикатор – она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
5. В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.
Индукционная печь – охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения водой или антифризом. Выполнение водяного охлаждения в домашних условиях потребует дополнительных расходов, сопоставимых по цене со стоимостью самой установки для плавки металла. Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки. Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматриваются теплоотводящие радиаторы.
Меры безопасности при работе
• Основная опасность при работе с самодельной установкой – опасность получения ожогов от нагревательных элементов установки и расплавленного металла.
• Ламповая схема включает элементы с высоким напряжением, поэтому ее нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
• Электромагнитное поле способно влиять на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Не рекомендуется использовать установку людям с вживленными кардиостимуляторами!
Индукционная печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формировании. Характеристики работы представленных установок можно подогнать под конкретную задачу, изменяя параметры индуктора и выходной сигнал генераторных установок – так можно добиться их максимальной эффективности.
www.mislife.ru