Инструмент для пайки меди – выбор инструментов для больших и малых деталей, использование различных припоев и флюсов
alexxlab | 19.08.2020 | 0 | Вопросы и ответы
Электрический паяльник для пайки медных труб – технически характеристики

Пайка медных трубопроводов — задача, требующая определенных навыков. Для ее выполнения нужно строго соблюдать технологию. Чтобы решить задачу правильно специалисты рекомендуют использовать качественное паяльное оборудование.
Лучше всего использовать электрический паяльник. Этот инструмент позволяет паять медные трубы в труднодоступных местах. Он также незаменим в ситуациях, когда недопустимо использовать открытое пламя.

Кроме того, работать им более комфортно и менее опасно чем газовой горелкой.
Особенности инструмента

Электрический паяльник для медных труб предназначен преимущественно для низкотемпературной пайки. Большинство моделей создает температуру четыреста пятьдесят градусов. Для такой пайки используют мягкий припой: оловянно-свинцовый или оловянно-медный.
В продаже есть различные виды инструмента. Существуют модели, питающиеся от стандартной электросети 220 В. Есть паяльники, для работы которых нужно применять понижающие устройства. Первый вариант более легкий, чем второй.
Выбирая инструмент нужно обращать внимание на некоторые его характеристики:
- мощность;
- температура разогрева;
- масса.

От мощности устройства зависит скорость нагрева и максимальные диаметр труб, которые можно спаивать. Чем она выше, тем быстрее осуществляется пайка меди. Масса инструмента свидетельствует о степени мобильности прибора. Если нужно постоянно перемещаться между несколькими объектами, выбирать следует устройство с небольшим весом.
Температура нагрева также является важным параметром. Современные модели электропаяльников можно использовать как для низкотемпературной, так и высокотемпературной пайки. Существуют приборы, у которых этот показатель равен девятистам градусам.
Обращаем ваше внимание, что рассматриваемый тип устройств не подходит для пайки медных проводов небольшого сечения. Для этой цели правильнее использовать самый обычный электропаяльник мощностью до ста ватт.
Электрический паяльник Rothenberger
Компаний, производящих электрооборудование для спайки медных изделий достаточно много. Особой популярностью пользуется продукция немецкой фирмы Rothenberger. Приборы этого производителя считаются надежными и практичными.

Модель электропаяльника Rotherm 2000 — самая популярная. Аппарат используется для пайки медных труб диаметром от шести до пятидесяти четырех миллиметров. Идеально подходит для эксплуатации на стройке.
Инструмент имеет следующие характеристики:
- мощность — 2000 ватт;
- напряжение сети — 230 вольт;
- частота — 50/60 герц;
- масса — 10.5 килограмм;
- длина кабеля — 4 метра.

Высокая мощность устройства позволяет применять паяльник даже для высокотемпературной спайки. Прибор легко заменяет газовую горелку. Его можно использовать вблизи предметов, рядом с которыми нельзя применять открытое пламя.
Оборудование обладает автоматической системой отключения. Перегрев рукояток не допускается за счет охлаждающих ребер из нержавейки на рычагах клещей. Процедура замены электродных держателей и электродов — простая. Благодаря гибкому и достаточно длинному кабелю работать с применением этого аппарата можно даже в самых труднодоступных местах. Для высокомощного электропаяльника у этого прибора небольшой вес, что обеспечивает хорошую мобильность его применения.
В комплектацию оборудования входит:
- паяльная паста и припой;
- ершики для очистки труб изнутри;
- чистящие губки.

Цена прибора Rotherm 2000 достаточно большая. Но лучше купить эту модель, чем использовать инструмент китайского производства, который нестабильно работает и быстро ломается.
Если речь идет о разовой пайки медных изделий, аппарат можно взять в аренду. Существует довольно много компаний, которые помогут вам в этом. Такая услуга серьезно выручает. Нет смысла покупать технику для разового применения, если можно взять прибор в аренду, и оперативно решить необходимую задачу.
Можно ли создать инструмент своими руками?
Если задаться целью, то любой инструмент можно сделать самостоятельно. Электрический паяльник для медных труб — не исключение. Но для решения этой задачи придется серьезно попотеть. Каждому элементу конструкции паяльной станции нужно уделить достаточно внимания.

Задача по созданию высокомощных электропаяльников сложная. Одно дело самостоятельно сделать прибор для работы с проводами. В интернете можно найти массу вариантов создания такого инструмента. Но конструировать самостоятельно прибор мощностью две тысячи ватт не рационально.
Любая допущенная ошибка может вылиться в серьезные неприятности. Это особенно касается безопасности применения электроинструмента. В крайнем случае, используйте для спайки труб специальные фены или газовую горелку. Если применять этот инструментарий нельзя, лучше возьмите в аренду нормальный заводской электропаяльник.
Смотреть видео:
trubtraid.ru
Пайка медных труб припоем своими руками: видео, инструменты,технология
Смысл этой процедуры заключается в том, что для того, чтобы получить соединенные отрезки в хорошем и неприглядном виде с помощью припайки деталей горячим раскаленным материалом, нужно приложить немало усилий, они в свою очередь требуют особой аккуратности и тщательной подготовки.
Большинство заграничных государств предпочитают трубы из медного сплава для таких систем, как: отопление, газовые трубы, водоотведение и водоснабжение. А, если медные трубы используются в устройствах кондиционирования, то здесь нужно спаивать детали без видимых швов.

Преимущества медных труб:
- Устойчивость;
- Служба на большие сроки;
- Простота в обработке;
- Выдержка к большому давлению;
- Не реагирую на УФ-излучения и т. д.
Одна лишь отрицательная чёрта — это дорогой материал. Но, если один раз потратиться для его приобретения, то не пожалеете так, как они очень долгосрочны и не требуют постоянного ухода в течение 50 лет и более.

Технологии припаивания:
- Воздействие большого градуса – применяется для труб с высокой нагрузкой. Температура во время припайки составляет 500-950 градусов.
- Воздействие низких температур. Все зависит от выбранного припоя, для более мягкого, температура составляет 460 градусов, но уже больше этой температуры применяется для твердого припоя.
Механизмы во время спаивания:
- Резьба для трубопроводов;
- Инструмент для расправления и удаления неровностей;
- Расширитель для трубопроводов;
- Щетки и ершики;
- Рефлектор для разогрева трубопровода;
- Горелка с газовым снабжением;
- Горелка ацетилено-кислородная.

Для легкого спаивания деталей можно разогревать детали феном с терморегуляцией, который подключается в розетку и обеспечивает поток горячего воздуха в пределах 660 градусов.
Самым главным преимуществом этого устройства — это возможность управлять температурой. Прилежащие к нему детали помогут вам обеспечить воздействие большого градуса в определенном месте.

Ресурсы для спаивания
Как мы выяснили, припой бывает твердый и мягкий:
- Припой в твердом виде производится в форме стержней. Работа этим методом осуществляется с помощью градуса не выше 900 градусов. На протяжении долгого времени соединение не будет портиться и способно выдержать большой градус и давление. Применяется во всех системах вашего дома.

- Припой мягкого типа производится в форме проволоки, размер, который достигает диаметр в 2-3 миллиметра и применяется в системах водоснабжения.

Паста для спаивания такого вида труб должна выбираться правильно для хорошего результата работ.Пасты могут быть двух видов – это с применением низкого градуса (не более 450) и с применением высокого градуса (более 450).
 Оборудование для пайки медных труб
Оборудование для пайки медных трубОни нужны для:
- Очищения наружной плоскости труб от окисления;
- Защищает место спаивания от наружной атмосферы;
- Улучшает расползание припайки;
- Улучшает прикрепление деталей.
Припайка в горячем состоянии расползается по детали и обволакивает базовый металл. Перед этими работами нужно тщательно очистить обрабатываемую поверхность. Теперь мы наносим специальную пасту для спаивания труб из медного сплава специальной кисточкой, слой должен быть нетолстым и равномерным. По окончании спаивания лишнюю пасту мы удаляем для того, чтобы не образовалась ржавчина и утечки.
Детали для труб из меди под спаивание — материалы для угла и отведения трубы в другую сторону.
Детали должны быть строго одного размера, то есть диаметр должен быть одинаковым и точным.
Такие механизмы, как фитинги очень дорого стоят. Но бывают случаи, когда они могут и не понадобиться и вместо них используют для обработки спайки расширители для трубопроводов.
Ход работ во время спаивания
Рассмотрим работы в следующей последовательности:
- Для начала обрежем трубопровод с помощью специальной резьбы;
- Края разреза обрабатываем фаскоснимателем;
- Обрабатываем разрез другой трубы расширителем для труб;
- Проводим проверку на зазоры и пролеты;
- Теперь наносим на деталь небольшое количество пасты.
- Нагреваем место соединения так, чтобы тепло распределилось равномерно и приблизилось к норме, которая вам необходима. Для этого нужно использовать специальную горелку для спаивания труб из медного сплава;
- Припаиваем соединение в местах зазоров. Припой должен плавиться и растекаться только от горячей трубы, но никак от открытого огня;
- Лишнюю пасту на соединении мы удаляем с помощью протирания влажной тряпкой либо водой.

Возьмите на заметку!
- При нагревании трубы процесс плавления пасты происходит за очень короткий промежуток времени, поэтому очень важно следить за местом пайки, чтобы избежать перегрева. В целом процесс нагрева должен составлять не более 5 минут.
- Если детали во время соединения находятся очень близко друг к другу, то этот участок необходимо немного охладить, применив мокрую тряпку. Если этого не сделать, то первое соединение может просто поломаться.
Просим заметить, что при плавлении труб из стального сплава отличается во многом от медных труб по устройствам обработки и также в последовательности и системе работ.
Недочеты, которые не следует допускать во время пайки:
- Не прогревайте место соединений очень слабо, потому, что плавление в таком случаем, может не произойти и в течение службы трубопроводов при малейшем давлении труба может легко обломаться;
- Если температуру плавления сделать больше нормы, то это приведет к тому, что паста сгорит и начнутся образования окисей, что в дальнейшем приведет к разрушению трубопровода в месте соединения;
Если работы проводит опытный и квалифицированный мастер, то он уж точно знает при какой температуре и в какой последовательности нужно проводить пайку труб для качественной и долгой службы.

Меры предосторожности
Стоит заметить! Перед тем как начать проводить работы данного типа следует быть аккуратными и хорошо обученными для этой процедуры. Тип этих работ всегда проводятся с взаимодействием большого градуса и различных химических соединений, которые в процессе выделяют опасный пар. Следует надевать на руки перчатки, которые защищать ваши руки от различных ожогов.
Прежде чем проверить соединение на прочность убедитесь в том, что место спаивания остыло. Имейте в виду, что детали нагреваются до очень высоких температур, следовательно, остывать они будут значительный промежуток времени.
Перед выполнением работ нужно убедиться, что помещение проветривается, если нет такой возможности, то должна быть проведена вентиляция. Также следует надевать помимо перчаток защитную спецодежду, которая защитит вас от различных опасных паров и яда. При усмотрении всех замечаний и сведений вы можете спокойно проводить работы в домашних условиях.
o-trubah.com
Как паять медь: инструменты, техника безопасности
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.

Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
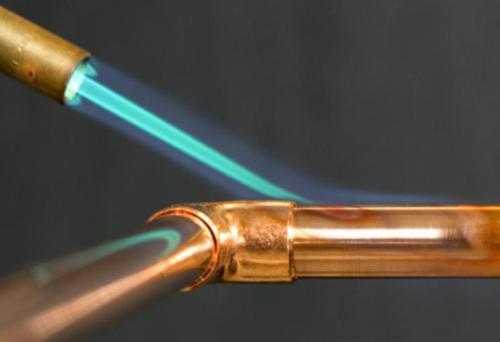
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Вернуться к оглавлению
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Вернуться к оглавлению
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Вернуться к оглавлению
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Вернуться к оглавлению
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Вернуться к оглавлению
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
moiinstrumenty.ru
Инструмент для медных труб: труборасширитель, пресс-клещи для монтажа
 Технология монтажа медных трубопроводов предполагает различные способы стыковки элементов. Наиболее популярными считаются применение компрессионных фитингов, капиллярная пайка и соединение при помощи пресс-фитингов. Каждая из этих технологий определяет то, какое оборудование и инструмент для медных труб необходим для выполнения работ по монтажу.
Технология монтажа медных трубопроводов предполагает различные способы стыковки элементов. Наиболее популярными считаются применение компрессионных фитингов, капиллярная пайка и соединение при помощи пресс-фитингов. Каждая из этих технологий определяет то, какое оборудование и инструмент для медных труб необходим для выполнения работ по монтажу.
Особенности соединения медных труб
Если такой способ, как компрессионные фитинги, применяется для соединения различных трубопроводов, например, металлопластик или медь, и не требует применения никаких специфических инструментов, за исключением ножовки по металлу, а также ключей подходящего размера, то другие технологии требуют наличия более серьезного оснащения.
Одним из основных условий успешного выполнения капиллярной пайки является стыковка двух труб таким образом, чтобы зазор между вставленными один в один элементами был минимальным.
Увеличить сечение трубы можно, применяя специальный расширитель для медных труб, который позволяет выполнять работу с максимально возможной точностью, разумеется, речь идет о качественном инструменте. Подобный расширитель также может применяться для самостоятельного изготовления простейших фитингов или муфт.
Другим необходимым инструментом является горелка, позволяющая нагреть соединяемые элементы до необходимой температуры.
Конструкций подобных устройств существует множество и, по большому счету, в качестве горелки могут применяться и другие приспособления, позволяющие выполнить необходимый разогрев трубы.
Соединение труб посредством пресс-фитингов требует применения такого специфического инструмента как пресс клещи для медных труб, позволяющих создать равномерное по всей окружности трубы давление, необходимое для образования соединения.
Именно о расширителях и пресс-клещах и поговорим ниже.
↑Расширитель для труб
Итак, что же должен представлять собой этот необходимый инструмент для пайки медных труб? Его эффективность и долговечность во многом зависят от качества применяемых материалов и надежности конструкции, которая должна быть наиболее простой. Ведь всем известно — чем сложнее механическое устройство, тем больше шансов выхода его из строя.
Необходимо знать о том, что существует инструмент, предназначенный для определенного диаметра трубы, а также универсальное приспособление с комплектом съемных головок, позволяющих работать с материалами различного сечения.
Расширительная головка должна быть выполнена из прочного металла, от этого будет зависеть период ее эксплуатации.
Количество так называемых лепестков головки определяет равномерность расширения по всему сечению трубы, чем и их больше, тем качественнее полученный результат.
Труборасширитель должен быть оснащен рукоятками достаточной длины, от этого будет зависеть прилагаемое усилие для выполнения работы. Кроме того, желательно, чтобы рукоятки были покрыты эластичным материалом — это обеспечит комфортные условия исполнителю.
↑Пресс-клещи
Способ монтажа медных трубопроводов с применением пресс-фитингов позволяет избежать процесса нагрева соединяемых элементов. Герметичность достигается путем обжатия соединительного элемента с уплотняющим кольцом, которое располагается в гребне фитинга.
Пресс-клещи, применяемые для выполнения этой операции могут быть:
- ручными,
- иметь электрогидравлический привод (работа с таким инструментом доставит профессионалу настоящее удовольствие).
Также как и труборасширитель, пресс-клещи могут выпускаться для работы только с одним видом фитингов или же это могут быть универсальные модификации со сменными обжимными муфтами.
Такой инструмент можно применять для соединения труб различного диаметра, при этом не имеет значения и производитель фитингов.
Помимо обжима гребня фитинга с уплотнительным кольцом, кромки клещей производят вдавливание металла в трубу в виде борозды по окружности элемента. Это обеспечивает дополнительную герметизацию и предотвращает возможность непроизвольной расстыковки соединения.
Основные требования к пресс-клещам стандартные и не отличаются от тех, которым должен соответствовать весь инструмент для монтажа медных труб:
- они должны быть сделаны из прочных, неподдающихся коррозии материалов,
- иметь небольшой вес,
- быть удобными в работе.
Вы, конечно, можете попытаться сэкономить, приобретая инструмент дешевого ценового сегмента, но это может быть оправдано для выполнения только разовых работ. Если же вы планируете заниматься монтажом медных труб на более профессиональном уровне, тогда позаботьтесь о приобретении качественного инструмента. Именно он станет гарантией качества и скорости монтажа.
vsetrybu.ru