Инвертор сварочный не работает – Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
alexxlab | 20.07.2018 | 0 | Вопросы и ответы
Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
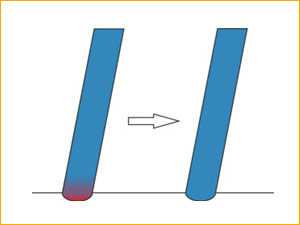
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
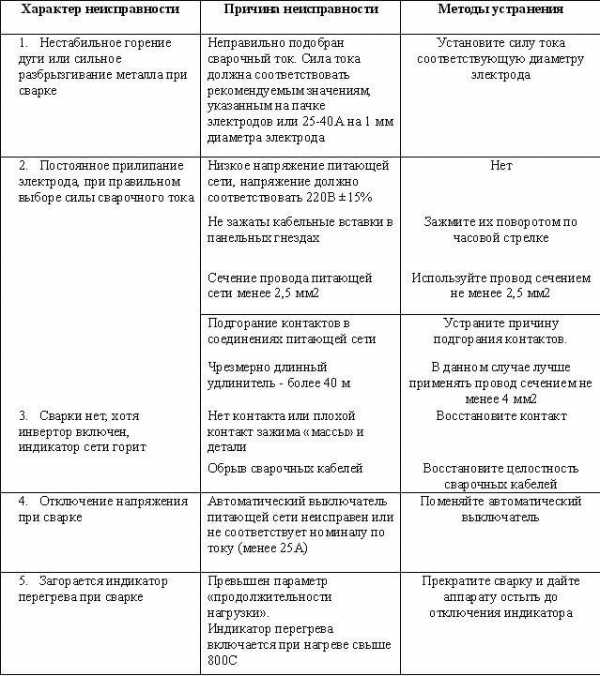
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
svaring.com
Неисправности сварочного инвертора, их диагностика и ремонт
Сварочный инвертор обеспечивает хорошее качество проведения сварочных работ, создавая сварщику максимально комфортные условия для работы. Однако эти преимущества приводят к повышению сложности его конструкции. Это может вызывать различные неисправности сварочного инвертора и понижает степень его надежности.
Схема устройства инвертора для сварки.
Особенности ремонта инвертора
В отличие от обычных сварочных аппаратов, представляющих собой электротехническое изделие, инвертор для сварки является электронным устройством. Следовательно, диагностика и ремонт инверторных сварочных аппаратов осуществляются проверкой рабочего состояния диодных мостов, транзисторных соединений, стабилитронов и других деталей, которые входят в состав электронных схем. При этом нужно обладать навыками обращения с осциллографами, вольтметрами, мультиметрами и другими измерительными приборами.
Схема устройства инвертора для сварки.
Главной отличительной чертой в проведении ремонта сварочного инвертора является сложность в определении характера поломки и обнаружения вышедшей из строя детали. Поэтому очень часто требуется проводить диагностику всех узлов электрической схемы.
На основании вышесказанного можно сделать вывод, что для ремонта сварочных аппаратов инверторного типа необходимо обладать минимальными знаниями в области электроники и уметь разбираться в конструкции электрических схем. Если таковые навыки и умения отсутствуют, то браться за самостоятельный ремонт подобного аппарата не рекомендуется, чтобы не потратить лишние силы и время.
Принцип работы инвертора
Принцип работы инверторных аппаратов заключается в последовательном (пошаговом) преобразовании входящего сигнала электрического тока:
Функциональная схема аппарата.
- процесс выпрямления входящих сетевых токов с помощью специального выпрямителя;
- процесс преобразования выпрямленных токов в переменные высокочастотные сигналы;
- процесс понижения токов с высоким напряжением до сварочного напряжения, происходящий на силовом трансформаторе;
- преобразование переменного тока с высокой частотой в постоянный ток, происходящее с помощью выходного выпрямителя.
Для выполнения подобных операций конструкция сварочного инвертора имеет несколько модулей с электронной начинкой. Основным модулем является выпрямитель входных токов. Затем идет управляющая плата, на которой находятся транзисторы (ключи), и заканчивается он выпрямителем выходных сигналов.
При этом в приборах разных производителей, имеющих разные модели, компоновка узлов агрегата может быть самой разнообразной, но установка основных компонентов всегда будет в неизменном виде.
Поэтому, зная основной принцип работы подобных агрегатов и расположение основных модулей их конструкции, можно провести диагностику возможных неисправностей и выполнить необходимый ремонт.
Виды основных неисправностей
Упрощенная схема силовой части сварочного инвертора.
При выходе из строя сварочного инвертора первым делом следует произвести проверку его транзисторов, поскольку они являются одним из наиболее слабых мест таких агрегатов. Первоначально следует провести визуальный осмотр транзисторов. Такую сломанную деталь выявить очень просто: она обладает сломанным или надтреснутым корпусом с перегоревшими выводами в местах пайки на плате. Такую деталь сразу же нужно заменить.
Новые транзисторы следует устанавливать на специальную термическую пасту. Она будет обеспечивать отведение тепла от транзистора на радиатор, выполненный из алюминия. Но очень часто визуальный осмотр не позволяет выявить неисправные элементы, тогда следует выполнить «прозвон» с помощью мультиметра.
Замена неисправных элементов выполняется по точно заданным параметрам. В некоторых случаях можно поставить аналоги деталей, при этом требуемые параметры можно определить по даташифту. Если замена перегоревших транзисторов не помогла, нужно переходить к дальнейшей диагностике.
Схема сварочного инвертора с системой мягкого поджига.
В обычном режиме работы транзисторы не могут выйти из строя просто так, скорее всего, это обусловлено неправильной работой других элементов. Чаще всего это драйвер. Его проверку выполняют омметром. При обнаружении неисправных частей необходимо их выпаять и произвести замену на аналогичные детали.
Затем проверяются выпрямители входных и выходных токов, которые состоят из диодных мостов. Они устанавливаются на радиаторе и являются надежными узлами сварочных инверторов. Но и они могут выходить из строя. Проверку их работоспособности проверяют с помощью вольтметра.
Неисправность платы управления
Проверку диодных мостов лучше всего проводить отпайкой от них проводов и последующим откреплением их от платы. Это может облегчить всю дальнейшую работу и не вызовет сомнений тогда, когда произошло короткое замыкание всей цепи инвертора.
Проверка происходит по достаточно простому алгоритму. Необходимо «прозвонить» всю группу деталей. Если при этом будет выявлен «коротыш», то следует выполнить поиск пробитого диода. После его обнаружения следует диод аккуратно выпаять и произвести замену.
Если после проведения всех вышеописанных действий сварочный аппарат все равно не работает, следует протестировать плату управления. Она осуществляет контроль работы (управления) ключей. От надежности работы подобной платы будет зависеть надежность работы всего оборудования.
Для выполнения грамотного и квалифицированного ремонта инвертора необходимо провести проверку на наличие необходимых сигналов, производящих его работу. Эти сигналы должны поступать на затворные шины ключевого модуля. Выполнить подобную проверку можно при помощи осциллографов.
Периодически может возникать высокий нагрев корпуса инвертора. Связано это может быть с нарушениями правил использования агрегатом и неправильным выбором значения используемого тока для сварки. Также это может возникать при неправильном подборе электродов или слишком длительном времени работы агрегата. Чтобы подобных затруднений при использовании инвертора не возникало, необходимо соблюдать оптимальные режимы работы, которые прописаны в техническом паспорте.
Возникающие неисправности инвертора можно устранить самостоятельно, но сделать это можно только в том случае, если имеется необходимый диагностический инструмент и опыт его использования. В противном случае лучше обратиться за помощью к специалистам.
moyasvarka.ru
Неисправности сварочного инвертора
Сварочный инвертор отличается от обычного сварочного аппарата более легким и качественным процессом сварки. Однако неисправности сварочного инвертора, в силу его более сложного устройства, могут быть более серьезными и сложными.

Схема устройства сварочного инвертора.
Для определения причины поломки аппарата нужно провести его диагностику: проверить транзисторы, резисторы, диоды, стабилизаторы, контакты и т.д. К каждому аппарату прилагается подробная инструкция с описанием наиболее распространенных неисправностей, которые можно устранить самостоятельно. Однако очень часто для проведения ремонта может потребоваться специальное оборудование: омметр, вольтметр, мультиметр, осциллограф. И ими необходимо уметь пользоваться. А в особых случаях необходимы познания в электронике, умение работать с электросхемами. Поэтому, если самостоятельная проверка и устранение простых неисправностей, описанных ниже, не привела к успеху, лучше доверить ремонт инверторного аппарата мастерам в сервисном центре.
Какие бывают неисправности инверторов
Можно выделить несколько групп поломок сварочных инверторов:
- неисправности, возникающие из-за несоблюдения указанных в инструкции норм рабочего процесса сварки;
- неисправности, возникающие в следствие неправильной работы или выхода из строя элементов аппарата;
- поломки, возникающие в результате попадания в устройство влаги, пыли и посторонних предметов.
Вернуться к оглавлению
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса. Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
- Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита. Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.
Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
Вернуться к оглавлению
Советы по самостоятельному ремонту инвертора
Если во время сварки возникает чрезмерное разбрызгивание металла электрода, то причиной может служить неправильно подобранное значение сварочного тока.
Если из корпуса аппарата появился запах гари и дым, это может говорить о серьезной поломке. В данном случае может понадобиться квалифицированный ремонт в сервисном центре.
Для выявления неисправности сначала разбирают корпус. Производят визуальный осмотр деталей на наличие повреждений, трещин, перегоревших контактов и вздутий конденсаторов. Также проверяют места пайки деталей и контактов на платах инвертора. Часто причины неисправности кроются именно в некачественной пайке, их легко устранить, перепаяв детали.
Все неисправные детали следует выпаять и произвести замену на новые, соответствующие данной модели аппарата.
Подобрать детали можно в соответствии с маркировкой, указанной на корпусе аппарата или в специальном справочнике.
Выпаивать детали нужно с помощью паяльника, имеющего отсос, который сделает работу удобной и быстрой.
Вернуться к оглавлению
Проверка транзисторов
Если сварочный инвертор вышел из строя, то первым делом проверить нужно транзисторы, так как они являются наиболее слабыми местами в аппарате.
Транзисторы — слабое место инверторов, поэтому ремонт сварочных аппаратов начинается обычно с их осмотра.
Осмотрите транзисторы на наличие трещин, поломок, перегоревших выводов в местах пайки. Такие детали подлежат замене. Новые транзисторы крепятся на термическую пасту, обеспечивающую отвод тепла от транзистора к алюминиевому радиатору.
Однако зачастую визуальный осмотр не выявляет поломки. Тогда нужно воспользоваться мультиметром и «прозвонить» детали.
Неисправные транзисторы необходимо подбирать строго в соответствии с параметрами агрегата. Иногда можно установить аналогичные детали, соответствующие маркировке. Если после замены транзисторов аппарат по-прежнему не работает, продолжайте диагностику.
Как правило, выход из строя транзисторов возникает в результате нарушения работы других деталей инвертора. В большинстве случаев причиной может быть драйвер. Проверить его можно с помощью омметра.
Неисправные детали необходимо выпаять и заменить на новые.
Вернуться к оглавлению
Устранение неисправностей платы управления
Если описанные выше манипуляции не помогли, переходите к проверке платы управления, которая контролирует работу ключей.
От того насколько надежно функционирует эта деталь, зависит работа агрегата.
Чтобы провести грамотный ремонт инверторного сварочного аппарата, нужно проверить его на наличие сигналов, которые отвечают за его функционирование. Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Далее выполняют проверку всех проводников на наличие обрывов и подгоревших участков, которые нужно удалить, после чего припаять перемычки. Важно обратить внимание на контакты всех разъемов, и при необходимости зачистить их стирательной резинкой.
Далее проводят проверку выпрямителей входного и выходного тока, состоящих из диодных мостов. Крепятся они к радиатору. Проверяют их вольтметром. Для этого лучше отпаять от них провода и отсоединить их от платы. «Прозвоните» все детали для выявления неисправности. При обнаружении «коротыша» нужно заменить пробитый диод.
В конце производят проверку платы управления ключами. Эта деталь является самой сложной, и от ее функционирования зависит работа всего агрегата.
Провести самостоятельный ремонт инвертора можно только при наличии необходимого инструмента и оборудования, а также навыков их использования. Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
www.parnikiteplicy.ru
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.

Рекомендуем ознакомиться
Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.

В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
2 Неисправности сварочных инверторов – основные виды и причины
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.

В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:

- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.
3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному “просаживанию” напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).

- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.

- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.
4 Самостоятельный ремонт инверторных сварочных аппаратов
О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.

Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов “раскачивающего” их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.

Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
tutmet.ru
Неисправности сварочного инвертора: причины и способы устранения
Появление сварочных инверторов позволило существенно упростить выполнение работ, с их помощью даже не слишком опытный сварщик вполне способен справиться со сваркой различных металлов.
Но стоит учитывать то, что установка имеет сложное электронное устройство, поэтому неисправности сварочного инвертора может устранить только специалист, разбирающийся в его устройстве.
Что может привести к выходу инвертора из строя?
Все основные неисправности сварочных инверторов происходят из-за несоблюдения условий эксплуатации и режимов работы.
К основным причинам выхода из строя электронной схемы можно отнести следующие факторы:
- Попадание влаги в устройство происходит чаще всего по вине осадков (дождь, снег).
- Пыль внутри корпуса препятствует нормальному охлаждению электронной схемы. Особенно часто попадание пыли случается при эксплуатации установки на строительных площадках. Во избежание выхода из строя инвертор должен подвергаться периодической чистке.
- Несоблюдение режима непрерывной работы так же приводят к перегреву и выходу электроники из строя.
К сожалению, при большинстве таких поломок восстановить инвертор смогут только в ремонтной специализированной мастерской. Но существует еще целый ряд ситуаций, которые неопытный сварщик может принять за серьезную поломку, а причина кроется совсем в другом. Именно такие «неисправности» рассмотрим дальше.
Основные ошибки новичков
Достаточно часто неумение выбрать правильный режим сварки приводит к мыслям о том, что инвертор неисправен.
Именно поэтому необходимо знать основные мнимые причины неисправностей сварочного инвертора:
- Неустойчивость дуги или чрезмерное разбрызгивание металла при выполнении работ свидетельствует о том, что выбрана неправильная величина сварочного тока. Данный показатель должен выбирать не только исходя из диаметра применяемого электрода, но и из скорости выполнения работ (скорость сварки). При уменьшении этого показателя необходимо соответственно уменьшить и сварочный ток.
- Если сварочный электрод залипает, это может говорить о нескольких проблемах. В первую очередь необходимо проверить напряжение питающей сети, скорее всего оно упало ниже определенного, допускаемого производителем инвертора, значения. Такая же проблема может появиться и при недостаточно качественной подготовки детали, оксидная пленка ухудшает контакт электрода с деталью. В некоторых случаях залипание можно наблюдать и при недостаточном сечении питающего кабеля.
- Аппарат подключен к сети, слышен звук его работы, но сварка не осуществляется. В этом случае необходимо проверить целостность сварочного кабеля, надежность подключения массы к свариваемым деталям.
- Аппарат не включается в сеть. Причиной этого может быть повреждение сетевого кабеля. Нередко дело может заключаться в недостаточной мощности автоматических защитных выключателях, установленных в распределительном щите. Они просто отключают нагрузку при превышении пусковым током значения, на которое рассчитан выключатель.
Именно на эти моменты стоит обращать внимание при выполнении сварочных работ инвертором, это избавит от необходимости посещения сервисного центра и оплаты несуществующего ремонта.
Но если произошла действительно серьезная поломка, о чем может свидетельствовать появление запаха дыма или гари из корпуса инвертора, не стоит пытаться ремонтировать агрегат самостоятельно без должного опыта и знаний. В большинстве случаев это приводит к невозможности восстановить работоспособность инвертора даже квалифицированными специалистами.
steelguide.ru
Сварочный инвертор не включается.Ремонт своими руками. схема
Всем привет!!! На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус — пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
«Титан — БИС — 2300»- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности «Ресанта» и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.
В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги — отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной. 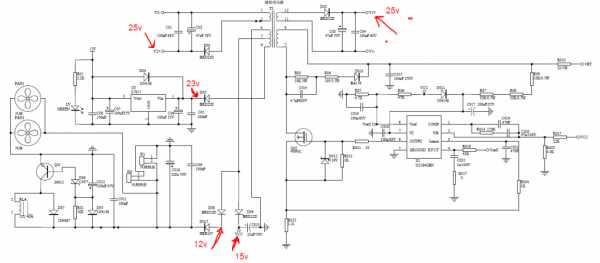
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 — 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.

В трансформаторе один из концов обмотки был оборван от вывода.

Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее — от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 — 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.
Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.
blogvp.ru
Ремонт сварочных инверторов
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.

Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.

Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей

Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.

Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.

В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
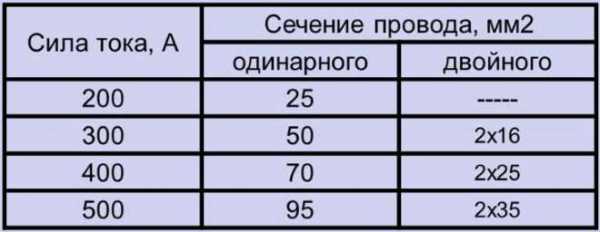
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение

Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности

Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.

Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.
bouw.ru