Инверторный сварочный полуавтомат своими руками – Как сделать полуавтомат из инвертора своими руками: алгоритм переделки, схема подключения
alexxlab | 26.01.2020 | 0 | Вопросы и ответы
преимущества техники, схема изготовления полуавтоматического инвертора
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Содержание материала
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
 Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Также рекомендуем прочитать:
 Простота и надежность техники.
Простота и надежность техники.- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
 Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.

Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
 Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
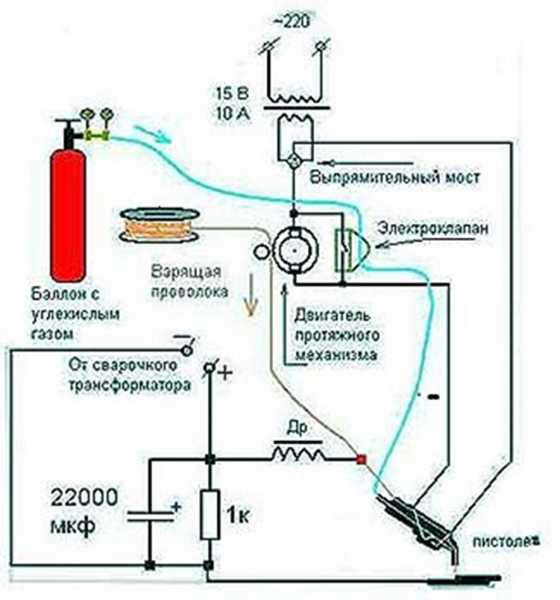
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
 В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
pochini.guru
Самодельный полуавтомат из инвертора своими руками
Главная > Ремонт > Как изготовить полуавтомат из инвертора своими рукамиУ хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.

Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
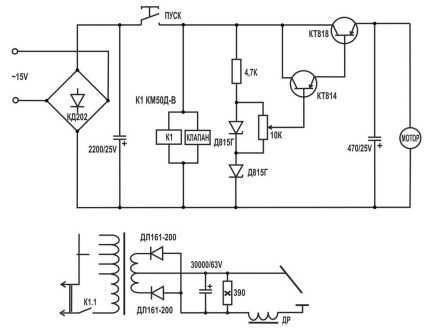
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.

Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.

Протяжной механизм в сборе
Горелка
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
elquanta.ru
Как переделать сварочный инвертор в полуавтомат своими руками?
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.
Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
electrod.biz
Переделать сварочный инвертор в полуавтомат своими руками
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу».
К тому же сопротивление дуги — величина непостоянная, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.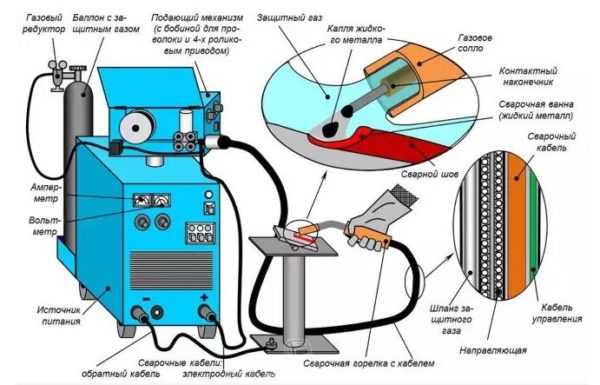
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — фабричный сварочный инвертор с выходными параметрами тока не менее 150А. Некоторые «кулибины» рекомендуют внести изменения в модуль управления инвертором, поскольку штатно вольтамперная характеристика падающая, а для полуавтомата необходим иной график ВАХ.
Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
- механизм подачи сварочной проволоки
- основной инструмент — горелка (пистолет)
- устойчивый к истиранию шланг (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи в зону сварки инертного газа
- бобина (катушка) со сварочной проволокой
- блок управления вашим полуавтоматом.
Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга.
Роликовый механизм подачи разрабатывается исходя из имеющегося двигателя. Неплохим донором является моторчик от стеклоочистителя со штатным редуктором.
Под него и проектируем раму механизма. Макет рисуется на картоне, для примерки в реальном масштабе.
Разъем и шланг с горелкой можно изготовить самому, но для безопасности лучше приобрести готовый комплект. Механизм подачи сварочной проволоки компонуется с предполагаемым размещением разъема.
Все компоненты должны располагаться ровно, напротив друг друга, для равномерной подачи проволоки. Поэтому ролики тщательно центруются относительно входного штуцера разъема. В качестве направляющих механизма подачи используем обычные шариковые подшипники.
Выполняем предварительную сборку механизма подачи в металле. Производим тонкую регулировку и подгонку взаимного расположения.
Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.

Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Можно использовать текстолит, прочную пластмассу или просто лист фанеры толщиной не менее 6 мм. Закрепляем конструкцию на корпусе, проверяем отсутствие взаимного касания металлических частей.
Первичная направляющая изготавливается из обычного болта, в котором сверлится продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной.
Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом.
Консоль для подвеса бобины с проволокой изготавливаем из пластиковой трубы (система водоотведения) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.

Примеряем катушку, производим заправку проволоки в механизм подачи. На этом этапе окончательно регулируем зазоры, взаимное расположение элементов, свободный ход проволоки.

После тонкой доводки необходимо обеспечить законтривание гаек. Есть много способов – краска, контргайки, герметик для металла.

Схема управления механикой полуавтомата
Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва.
Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора. Контактные группы должны срабатывать от нажатия кнопки на горелке.
Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока.
Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава.
Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно.
Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24.
Финальная сборка
Компонуем все органы управления на передней панели, собираем корпус.
ШИМ регулятор скорости подачи можно оснастить цифровым индикатором. Задавая скорость, вы можете откалибровать показания, или просто запомнить цифры для тех или иных условий работы. В любом случае, это добавит комфорта при использовании.
Сварочный инвертор полуавтомат готов. Однако падающая вольтамперная характеристика делает работу неудобной. Нет той хваленой плавности сварки, характерной именно для полуавтомата.
Задача – сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально.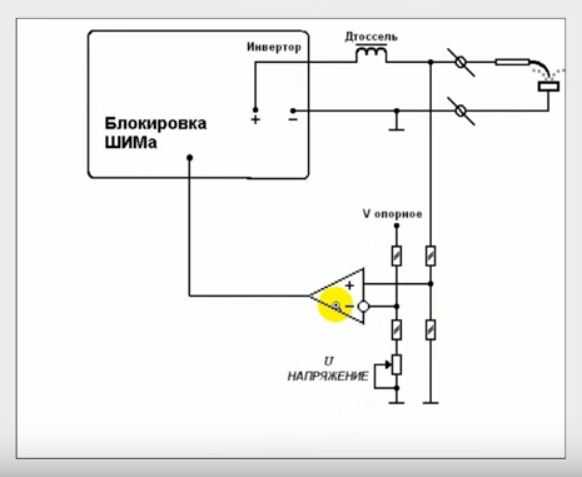
Еще одна проблема – срабатывание на инверторе термодатчика защиты от перегрева. Это решается установкой оптронной пары. Термодатчик теперь используется в качестве контроллера для доработанной схемы.
Итог:
Полуавтоматический сварочный инвертор обойдется вам в сумму, втрое меньшую фабричного экземпляра. Главное – изучить схему вашего штатного сварочника, и не бояться выполнить работу своими руками.
Как переделать сварочный полуавтомат из инвертора своими руками — видео инструкция
obinstrumente.ru
Инверторный сварочный полуавтомат своими руками схемы
Главная » Статьи » Инверторный сварочный полуавтомат своими руками схемыКак сделать инверторный сварочный полуавтомат своими руками
- Дата: 18-08-2015
- Просмотров: 598
- Рейтинг: 14
- Составные элементы
- Настройка устройства
Сварочный инвертор был изобретен ученым и конструктором Юрием Негуляевым. Выполнять качественную сварку без дополнительных финансовых затрат на оборудование можно, если сделать сварочный полуавтомат своими руками.

Схема устройства сварочного инвертора.
{reklama1}
Составные элементы
Конструировать оборудование необходимо по схеме. Рекомендуется изготавливать инверторный полуавтомат своими руками по проекту Негуляева. Провод будущего агрегата не требует обмотки термоизолирующим материалом. Все проводники и провода, отдающие тепло, необходимо присоединить к дюралюминиевой плите 6 мм. Радиаторы и резонансный дроссель будут обдуваться вентилятором высокой мощности.
Функциональная схема источника питания инверторного сварочного аппарата.
Дроссель необходимо прижать к основанию с помощью прокладочного уплотнителя «NOMOCOM». Самодельное оборудование не будет функционировать без дроссельного аппарата. Его изготавливают из сердечников от трансформаторов, работающих по строчному типу. Потребуется 6 сердечников.
К основанию инверторной схемы прижимаются диоды, а к ним присоединяются стабилизаторы напряжения и уплотнители, которые обеспечивают изоляцию. Для изготовления устройства применяют нестандартный трансформатор с сечением медного провода 2 мм без изоляции.
В противном случае между изоляциями должен оставаться зазор, способствующий охлаждению трансформатора тока. Чтобы предотвратить сбои в работе самодельного сварочного полуавтомата, проводники разводят в стороны. Провод необходимо обмотать 2-3-мя слоями обычных ниток, чтобы защитить проводник от повреждений в процессе пайки или сваривания деталей.
Крепление выполняется с помощью пяточек.
Для повышения работоспособности сварочного полуавтомата рекомендуется перенести нагрузку с транзисторов на пяточки.
Инструменты для изготовления сварочного инвентора.
Импульсный инвертор высокой мощности можно изготовить самостоятельно. Обмотка наматывается на всю ширину каркаса (для повышения устойчивости трансформатора к внешним влияниям). Для самостоятельного изготовления рассматриваемого агрегата потребуется изолента, трансформаторный преобразователь и уплотнитель.
С помощью инструкции можно изготовить аналог «бармалея» и «topy». Вторичная обмотка в подобных устройствах наматывается в несколько слоев. Кольца крепятся к обмоткам через трансформатор.
Сварочный полуавтомат будет охлаждать компьютерный радиатор, который подходит по уровню потребления энергии и мощности. Импульсный трансформатор высокого качества необходимо обмотать медной лентой для защиты алюминиевых проводов от перепадов переменного тока.
{reklama2}
Настройка устройства
Схема дросселя сварочного инвертора.
Стоимость изготовления самодельного инвертора для сварки ниже стоимости готового агрегата на рынке. При самостоятельной настройке аппарата потребуется выполнить следующие шаги:
- Подключить устройство к сети. Блок будет издавать громкие звуки, передавая ток. На емкостный вентилятор будет передаваться электричество, нагрев прибора уменьшится, он начнет работать тише.
- Подключить после зарядки конденсаторов реле, чтобы резистор замкнулся. Скачки напряжения при включении агрегата в сеть 220 В снизятся.
- Отсутствие резисторной детали при подсоединении трансформатора может спровоцировать взрыв. Пропускная способность обоих инверторов от 100 А. Чтобы определить этот показатель, понадобится мультиметр.
- Сварку требуется проверить на оптроне и усилителе. Они проводят сигнал к блоку. Среднее значение амплитуды для маломощного оборудования — 15 В. Правильность сборки моста проверяется подачей на простой сварочный аппарат напряжения 16 В.
http://moyasvarka.ru/youtu.be/LvIyLUOzS64
На холостом ходу преобразуется не более 100 мА. Этот показатель необходимо учитывать, чтобы замеры были правильными. Исходящие от обмоток импульсы должны быть одинаковыми. Контроль сварочного трансформатора под управлением силовых конденсаторов выполняется с помощью увеличения пропускного уровня до 200 Вт. Необходимо подключить осциллограф и следить за формой исходящего от коллектора эмиттера сигнала.
moyasvarka.ru
Не торопясь, собираем сварочный полуавтомат своими руками. Часть 2 – основная схема аппарата
В основу силовой части нашего самодельного сварочного полуавтомата инверторного типа взята схема асимметричного моста, или как его еще называют, “косой мост”. Это однотактный прямоходовый преобразователь. Преимущества такой схемы – простота, надежность, минимальное количество деталей, высокая помехоустойчивость. До сих пор многие производители выпускают свои изделия по схеме “косого моста”. Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Блок-схема прямоходового преобразователя “косой мост”
Блок схема такого аппарата показана на рисунке:
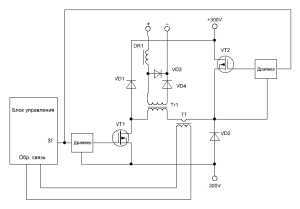
Транзисторы силовые VT1 и VT2 работают в одной фазе, т.е.одновременно открываются и закрываются, поэтому по сравнению с полным мостом ток через них в два раза больше. Трансформатор TT обеспечивает обратную связь по току. Узнать больше о всех типах инверторных преобразователей для сварочных аппаратов можно из книги самодельные сварочные аппараты полуавтоматы схемы.
Описание схемы инвертора
Полуавтомат сварочный инверторный, работающий в режимах ММА (дуговая сварка) и MAG (сварка специальной проволокой в газовой среде).
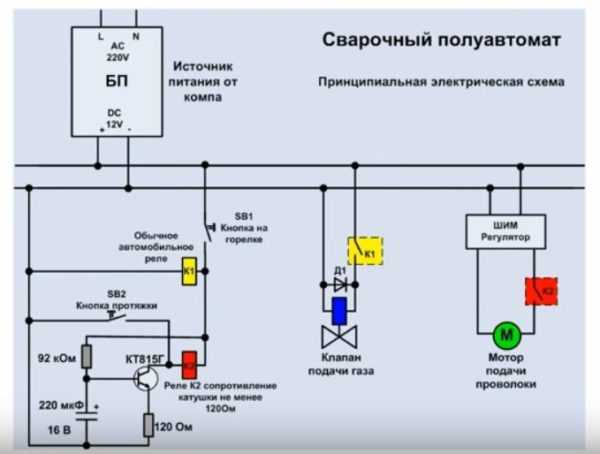
Схема сварочного полуавтомата запитывается от двух источников – силового +300V и маломощного +16V.
Плата управления
На плате управления установлены следующие узлы инвертора: задающий генератор с трансформатором гальванической развязки, блоки обратной связи по току и напряжению, узел управления реле, блок термозащиты, блок “антистик”.
Печатная плата блока управления в формате .lay
Задающий генератор
 Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Узел регулировки тока (для режима MMA) и задающий генератор (ЗГ) собраны на микросхемах LM358N и UC2845. В качестве ЗГ выбрана UC2845, а не более распространенная UC3845 ввиду более стабильных параметров первой.
Частота генерации зависит от элементов С10 и К19, и рассчитывается по формуле: f = (1800/(R*C))/2, где R и С в килоомах и нанофарадах, частота в килогерцах. В данной схеме частота составляет 49КГц.
Еще один важный параметр – коэффициент заполнения, рассчитываемый по формуле Кзап = t/T. Он не может быть более 50%, и на практике составляет 44-48%. Зависит он от соотношения номиналов С10 и R19. Если конденсатор брать как можно меньше, а резистор – как можно больше, то Кзап будет близок к 50%.
Сформированные ЗГ импульсы подаются на ключ VT5, работающий на трансформатор гальванической развязки T1 (ТГР), намотанный на сердечник EE25, применяемый в электронных блоках запуска люминесцентных ламп (электронных балластах). Все обмотки удаляются и наматываются новые согласно схеме. Вместо транзистора IRF520 можно использовать любой из этой серии – IRF530, 540, 630 и др.
Datasheet BS170 Datasheet IRF520 Datasheet LM358N Datasheet UC2845 Документация на малогабаритные сердечники EE, EI и другие
Обратная связь по току
Как упоминалось ранее, для дуговой сварки важно стабильный ток на выходе, для полуавтоматической – неизменное напряжение. На трансформаторе тока TT организована обратная связь по току, он представляет собой ферритовое кольцо типоразмера К 20 х 12 х 5, одетое на нижний (по схеме) вывод первичной обмотки силового трансформатора. В зависимости от тока первичной обмотки T2 ширина импульсов задающего генератора уменьшается или увеличивается, поддерживая выходной ток неизменным.
Обратная связь по напряжению
Сварочный полуавтомат инверторного типа требует ОС по напряжению, для этого в режиме MAG переключателем S1.1 напряжение с выхода устройства подается на узел регулировки выходного напряжения, собранного на элементах R55, D18, U2. Мощный резистор К50 задает начальный ток. А контактами S1.2 ключ на транзисторе VT1 закорачивает на максимум тока регулятор R2, и ключ VT3 отключает режим “антистик” (отключение ЗГ при залипании электрода). Документация на управляемый стабилитрон KA431 Документация на оптрон EL817
Блок термозащиты
Самодельный сварочный полуавтомат имеет в составе схему защиты от перегрева: это обеспечивает узел на транзисторах VT6, VT7. Датчики температуры на 75 град.С ( их два, нормально замкнутые, соединены последовательно) установлены на радиатор выходных диодов и на один из радиаторов силовых транзисторов. При превышении температуры транзистор VT6 закорачивает на землю вывод 1 UC2845 и срывает генерацию импульсов.
Узел управления реле
Данный блок собран на микросхеме DD1 CD4069UB (аналог 561ЛН2) и транзисторе VT14 BC640. Эти элементы обеспечивают следующий режим работы: при нажатии на кнопку сразу включается реле клапана газа, примерно через секунду транзистор VT17 позволяет запуститься генератору и одновременно включается реле протяжного механизма.
Непосредственно реле, управляющие “протяжкой” и клапаном газа, а также вентиляторы питаются от стабилизатора на МС7812, смонтированном на плате управления.
Силовой блок на транзисторах HGTG30N60A4
C выхода ТГР импульсы, предварительно сформированные драйверами на транзисторах VT9 VT10, подаются на силовые ключи VT11, МЕ12. Параллельно выводам коллектор-эмиттер этих транзисторов подключены “снабберы” – цепочки из элементов С24, D47, R57 и C26, D44, R59, служащие для удержания мощных транзисторов в области допустимых значений. В непосредственной близости от ключей установлен конденсатор С28, собранный из 4-ёх емкостей 1мк х 630v. Стабилитроны Z7, Z8 необходимы для ограничения напряжения на затворах ключей на уровне 16 вольт. Каждый транзистор установлен на радиатор от компьютерного процессора с вентилятором. Документация на транзисторы HGTG30N60A4 Печатная плата силового блока в формате .lay
Силовой трансформатор и выпрямительные диоды
Основной элемент схемы сварочного полуавтомата – мощный выходной трансформатор T2. Он собран на двух сердечниках E70, материал N87 фирмы EPCOS.
Расчет сварочного трансформатора
Витки первичной обмотки рассчитаны по формуле: N = (Uпит * tимп)/(Bдоп * Sсеч), где Uпит = 320B – максимальное напряжение питания; tимп = ((1000/f)/2)*К – длительность импульса, К = (Кзап*2)/100 = (0,45*2)/100 = 0,9 tимп = ((1000/49)/2)*0,9 = 9,2; Вдоп = 0,25 – допустимая индукция для материала сердечника; Sсеч = 1400 – сечение сердечника. N = (320 * 9.2)/(0,25 * 1400) = 8.4, округляем до 9 витков.
Отношение витков вторички к первичке должно быть примерно 1/3, т.е. мотаем 3 витка вторичной обмотки.
proelectrika.com
Сварочный полуавтомат своими руками из инвертора

Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;

- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.

Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор

Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
svarkagid.com
Полуавтомат из “инвертора”, своими руками, возможно ли это? | Сайт для тех, кто любит автомобили и не боится гаечных ключей
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.

Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
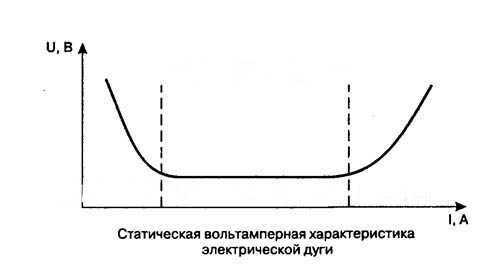
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,

на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.
avtomastersam.ru
www.samsvar.ru
Сварочный полуавтомат из инвертора своими руками: схема (фото и видео)
27 октября 2015
Просмотров: 5284
Полуавтомат из инвертора своими руками можно изготовить без особых трудностей при наличии соответствующих технических знаний. Чтобы изготовить полуавтомат своими руками, потребуется подготовить определенный перечень механизмов, устройств, инструментов и материалов, которые входят в состав агрегата.

Полуавтомат из инвертора включает в себя инвертор и сварочную горелку.
Подготовка к изготовлению и особенности конструкции
Домашними умельцами разработаны различные схемы конструирования полуавтоматов из инвертора.
Наиболее распространенная схема устройства предполагает необходимый перечень инструментов и материалов:
- сварочный инвертор, который имеет возможность выдавать рабочий ток силой около 150 А;
- подающий механизм, обеспечивающий подачу электродной проволоки в зону сваривания;
- горелка;
- гибкий шланг;
- рабочая бобина с электродной проволокой, имеющая изменения в устройстве;
- блок управления устройством.
Инвертор должен быть мощностью около 150 А.
Особое внимание следует уделить подающему механизму. При помощи использования этого элемента конструкции происходит подача электродной проволоки к горелке по гибкому шлангу. Идеальная скорость подачи проволоки соответствует скорости ее плавления. Показатель скорости подачи проволоки, которую обеспечивает подающий механизм, оказывает существенное влияние на процесс проведения работ и качество выполнения сварочного шва при помощи сварочного полуавтомата.
При конструировании полуавтомата следует предусмотреть возможность изменения скорости подачи электродной проволоки в зону сваривания. Возможность изменять скорость подачи электродного материала позволяет работать с расходниками различного диаметра и из разных материалов. Чаще всего при работе сварочных полуавтоматов применяется проволока с размерами 0,8 мм, 1 мм, 1,2 мм и 1,6 мм. Проволоку наматывают на специальные катушки, устанавливаемые в сварочном устройстве.
Если подача проволоки проводится полностью в автоматическом режиме, то это значительно уменьшает время, требуемое для проведения работ по свариванию заготовок.
Блок управления полуавтоматом оснащается каналом регулировки и стабилизирования рабочей силы тока. Параметры рабочего тока контролируются микроконтроллером в широтно-импульсном режиме. От широтно-импульсного параметра тока во многом зависит напряжение на конденсаторе. Напряжение на последнем непосредственно оказывает влияние на силу рабочего сварного тока.
Выбор трансформатора для инвертора и сборка агрегата
Перед самостоятельным конструированием полуавтомата требуется определиться с типом и мощностью сварочного трансформатора, который планируется установить в полуавтомате. Следует помнить, что при использовании для процесса сваривания проволоки минимального размера 0,8 мм рабочий сварочный ток должен быть 160 А. Мощность сварочного трансформатора для получения такого тока должна составлять 3 кВт. При выборе трансформатора следует обратить внимание на то, что трансформатор на тороидальном сердечнике имеет меньший вес по сравнению с другими типами устройств.
Схема обмотки трансформатора.
При изготовлении трансформатора нужно учитывать несколько тонкостей. Трансформатор требуется обмотать медной полосой с размерами (40 мм — ширина и 30 мм — толщина). Перед использованием медной полосы ее сначала обматывают термобумагой. Использовать для намотки обычный медный провод нельзя, так как происходит его сильный нагрев.
Вторичную обмотку трансформатора делают из трех слоев жести. Слои жести изолируются между собой при помощи фторопластовой ленты. На выходе концы спаиваются между собой для повышения проводимости. В корпусе, где устанавливается трансформатор, монтируется вентилятор для осуществления обдува с целью повышения охлаждения компонентов системы в процессе работы устройства.
Регулировку тока в приспособлении можно осуществлять двумя способами: по первичной и вторичной обмоткам. Осуществление регулировки первым способом требует использования тиристорной схемы регулировки. Этот способ регулирования имеет определенные недостатки, которые устраняются при помощи включения в цепь реле и некоторых коммутирующих элементов.
При применении регулировки тока по вторичной обмотке возникает высокая пульсация, для снижения которой применяют тиристорную схему. Применение коммутирующих схем приводит к повышению веса конструкции и стоимости установки. По этой причине использование регулировки тока по первичной обмотке считается более приемлемым.
Для сглаживания пульсаций в цепи вторичной обмотки встраиваются сглаживающий дроссель и конденсатор, имеющий емкость около 50000 МкФ. Такая конфигурация устройства позволяет сглаживать пульсации напряжения при выборе любой схемы регулирования тока.
В качестве редуктора для подачи проволоки можно использовать редуктор от стеклоочистителя ВАЗ.
Настройка инвертора-полуавтомата
Устройство сварочного инвертора-полуавтомата.
При сборке инвертора-полуавтомата своими руками требуется для силовых ключей, входного и выходного выпрямителей обеспечить хорошее охлаждение при помощи использования радиаторов. В корпусе также требуется монтировать термодатчик. После проведения монтажа силовой части приспособления проводится подключение ее к блоку управления устройством.
Готовое устройство можно включать в сеть. После того как загорелся индикатор, к устройству подключают осциллограф и проверяют правильность работы. Двуполярные импульсы должны иметь частоту 40-50 Гц, а время между ними корректируется за счет изменения напряжения на входе. Нормальный промежуток времени между импульсами должен составлять 1,5 мкс.
Импульсы, которые регистрирует осциллограф, должны иметь прямоугольные фронты длительностью не более 500 нс.
После проверки инвертора он подключается к бытовой электрической сети. При подключении аппарата индикатор должен показывать 120 А. В случае если этот показатель не достигнут, требуется проверить правильность сборки устройства.
По окончании тестирования аппарата на холостом ходу проводится тестирование устройства под нагрузкой. Для этой цели требуется в цепь сварочных проводов включить нагрузку в виде реостата 0,5 Ом, который способен выдерживать ток больше 60 А. При этой нагрузке контролируется ток при помощи вольтметра.
http:
После сборки агрегата проверяется его работоспособность. Для этого следует нажать на кнопку запуска. Сразу после этого начинает поступать углекислый газ, через несколько секунд включается ток, начинается подача электродной проволоки. При выключении устройства сначала прекращается подача рабочего тока и электродной проволоки и только спустя несколько секунд перекрывается электроклапан, обеспечивающий подачу углекислого газа в зону проведения сварочных работ. В качества клапана для обеспечения подачи углекислого газа можно использовать клапан подачи воды на заднее стекло автомобиля ВАЗ.
Правила использования сварочного инвертора и применение агрегата
После запуска инвертора при помощи контроллера выставляется требуемый для работы ток. В случае правильной настройки на выходе устройства величина электрического тока составляет 120 А. При помощи блока управления при необходимости силу тока можно изменять в интервале от 20 до 160 А. При использовании агрегата следует контролировать температуру его нагрева. Температура нагрева не должна превышать 75º С. Для ее контроля в устройстве следует установить термодатчик. При увеличении температуры выше установленного максимума устройство следует отключить и дать ему время на остывание. Для улучшения охлаждения в агрегате предусмотрена установка нескольких вентиляторов.
http:
Полуавтомат сварочный, изготовленный на основе инвертора, применяют для проведения процедуры точного сваривания изделий из различных типов стали. Помимо этого устройство используется для сваривания тонких металлических заготовок. Использование полуавтомата распространено при проведении автомобильных ремонтных работ кузова.
После изготовления полуавтоматической сварки из инвертора для дома этот агрегат становится незаменимым устройством, используемым в домашнем хозяйстве для выполнения большого количества различных сварочных работ.
Похожие статьи
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…Похожие статьи
masterinstrumenta.ru
Сварочный полуавтомат своими руками из инвертора

Полуавтомат для сваривания является функциональным устройством, благодаря которому можно осуществлять сваривание различных видов металла. Такое устройство можно купить готовым, а можно изготовить из инвертора самостоятельно. Что бы изготовить полуавтоматический аппарат из инвертора, потребуется много усилий и соответственных знаний, но при стремлении можно осуществить задуманное. Для тех, кто решил попробовать совершить сборку данного устройства, потребуется исследовать схему, по которой работает полуавтомат, просмотрев различные видеоролики с фотографиями, а также раздобыть требуемые детали и приспособления.
Что понадобится для перестройки инвертора в полуавтомат
Для переделки инвертора в функциональный полуавтомат для сваривания, потребуется необходимые приспособления и комплектующие:
- Инвертор, который способен образовать ток для сваривания силой в 150А;
- Отвечающий механизм за подачу присадочного материала, проволоки;
- Горелка, которая является важным приспособлением для сваривания;
- Шланг, по которому осуществляется подача присадочного материала;
- Шланг, по которому поступает защитный газ в место соединения металлов для более качественного формирования шва;
- Катушка для присадочного материала, которую потребуется переделать для будущего оборудования.
- Электронный блок, который в итоге будет управлять процессом самодельного полуавтомата.

Важным моментом является перестройка устройства, для подачи в зону соединения присадочного материала, который проходит через гибкий шланг. Для того чтобы процесс проходил нормально без всяких затруднений, потребуется правильно осуществить скорость движения присадочного материала, для более красивого формирования шва, в соответствии с плавлением проволоки.
Необходимо отдать должное внимание регулировке, потому что при работе с полуавтоматом может использоваться проволока различного материала и толщины. Данное устройство было придумано именно из-за такой функции, поэтому механизму подачи полуавтомата необходимо выполнять ее на требуемом уровне.
Проволоки для полуавтоматов применяются разных диаметров, но самыми основными и распространенными считаются 0,8; 1; 1,2 и 1,6 мм. Перед осуществлением процесса сваривания, проволоку требуется подготовить, намотав ее на необходимую катушку, являющуюся приставкой полуавтомата, которая крепится на нем, благодаря нетрудным конструктивным приспособлениям. Во время процесса сваривания, происходит подача присадочного материала автоматически, что очень эффективно по времени, которое может быть затрачено при работе на других видах аппаратов гораздо больше, благодаря этому, технологическая операция считается гораздо востребованной и упрощенной.
Главной деталью электрической схемы блока управления полуавтомата считается микроконтроллер, функция которого заключается в регулировке и стабилизации тока для сваривания. Как раз такая деталь электрической схемы полуавтомата для сваривания производит необходимые параметры тока для работы, и осуществляет возможную регулировку.
Как перестроить инвертор

Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Как применять инвертор для сваривания
Когда произойдет запускание полуавтомата, изготовленного собственноручно, на экране инвертора появится значение силы тока, составляющее 120 А. В случае выполнения правильных шагов по изготовлению устройства, то такое значение и будет присутствовать, однако, на экране все равно может показывать восьмерки. Данная причина может объясняться тем, что напряжение сварочных проводов не соответствующее. Причину подобных нюансов рекомендуется устранять немедленно.
Если все будет верно сделано, индикатор будет корректно показывать силу тока, которую можно регулировать благодаря кнопкам. Ток для работы можно регулировать в пределах 20-160А, который обеспечивает инвертор для сваривания.
Контроль правильной работы устройства
Для того, что бы ваш полуавтомат для сваривания прослужил вам долгое время на требуемом уровне, рекомендуется вести постоянный контроль температурного режима работы инвертора. Для подобного контроля, потребуется в один момент зажать 2 кнопки, благодаря чему температура наиболее нагретого радиатора инвертора будет показываться на экране. Нормальная температура для работы та, значение которой не больше 75 градусов Цельсия. При превышении подобного значения, кроме информации, которая показывается на экране, инвертор будет шуметь, издавая прерываемые звуковые сигналы, необходимо немедленно принять меры на подобные звуки. В данной ситуации, и в ситуации повреждения или замыкания термодатчика, электрическая схема устройства на автоматике произведет снижение тока для работы до 20А, а звуковые сигналы будут осуществляться на протяжении всего времени, пока устройство не будет нормализовано. Также, если ваше устройство, изготовленное собственноручно, станет не исправно или будет повреждено, на экране инвертора будет высвечиваться ошибка (Err).
Когда применяется полуавтомат для сваривания
Полуавтомат рекомендуется применять в ситуациях, когда необходимо достигнуть четкий осторожных свариваний различных деталей, сделанных из стали. Благодаря данному оборудованию, которое было изготовлено собственными руками, можно осуществлять сваривание различных тонких металлов, что весьма востребовано в работах с автотранспортными средствами. Сам по себе процесс сваривания несложен, и не потребует длительного обучения, но взять несколько уроков у востребованных сварщиков все же потребуется.
svarkagid.com