Из чего состоит полуавтомат сварочный – Устройство сварочного полуавтомата, принцип работы
alexxlab | 13.05.2017 | 0 | Вопросы и ответы
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
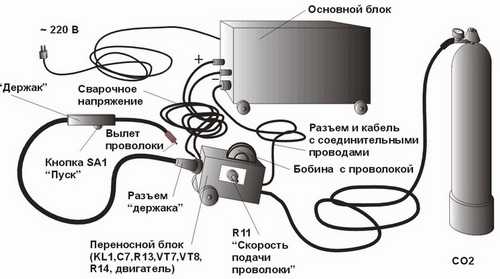
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа

Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
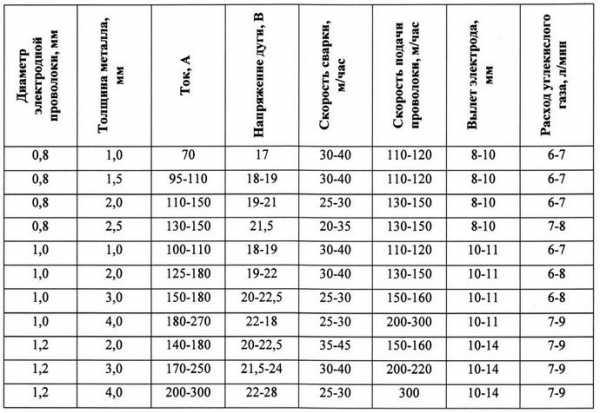
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
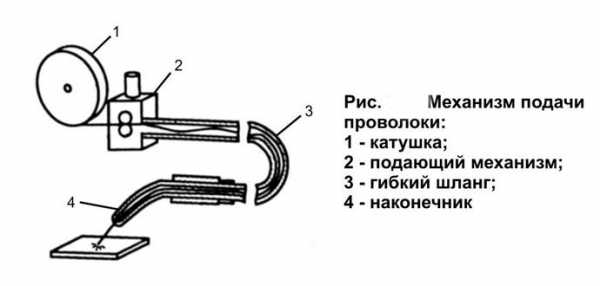
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
svarkagid.ru
Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки полуавтоматом
Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл.
Что такое сварка и основные принципы работы сварочного полуавтомата
Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование.
Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой.

Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа.
Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов.
Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот.
Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса.
Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо.

Из чего состоит сварочный полуавтомат
Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся:
- источник питания;
- устройство для подачи проволоки;
- система управления;
- сварочная горелка;
- кабеля и шланги.
Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов.
Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается.
Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов:
- циклический – характерен для сварки элетродными проволоками;
- режим сварки оптимизированной короткой дугой;
- режим импульсивной сварки;
- режим переноса металла струйного;
- режим ротационного переноса.
Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода.
Методы сварки полуавтоматом
Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям.
Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста.
Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности.
И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно.
В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки.
С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе.

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
его устройство, включая механизм подачи проволоки и горелку
Полуавтоматический сварочный аппарат позволяет существенно повысить скорость сварки. Принцип работы сварочного полуавтомата предполагает наличие защитной среды, обеспечивающей формирование качественного и ровного шва.
Важность понимания процесса
Одного понимания принципа действия сварочного полуавтомата обычно недостаточно для полного овладения всеми приёмами работы с ним. Для грамотной эксплуатации оборудования, помимо всего прочего, следует знать устройство сварочного полуавтомата.
Имея необходимую информацию и опыт работы, отдельные сварщики отказываются от покупки готового фирменного изделия и отдают предпочтение самодельным устройствам, используемым обычно в бытовых целях.
Самым простым решением поставленной задачи считается подход, при котором за основу берётся уже готовый, но устаревший (бывший в употреблении) сварочный агрегат.
Для сборки работоспособного полуавтомата на базе инверторного устройства дополнительно потребуется знание основ электроники, что заметно облегчит понимание того, как работает схема сварочного полуавтомата.
Задача состоит в том, чтобы организовать подачу в зону сварки защитного газа и присадочной проволоки.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.
Подающий механизм
 Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Известно несколько вариантов доставки проволоки в зону сварки. Каждый из них работает довольно просто. Первый, так называемый «толкающий» метод, заключается в том, что механизм подачи проволоки проталкивает ее к горелке через отверстие в основании полуавтомата.
Второй способ, называемый тянущим, обеспечивает подачу присадочного изделия по каналу, оборудованному в ручке (держателе) горелки. И, наконец, комбинированный вариант предполагает комплексное использование обоих методов.
При этом специальный блок подачи обеспечивает согласованное перемещение присадочного материала. Комбинированный метод чаще всего применяется при подающих каналах значительной длины.
Диаметр заправляемой в сварочный полуавтомат проволоки обычно колеблется в пределах от 0,6 до 2,0 мм. Сама она располагается на вращающихся бобинах, заметно облегчающих её подачу в зону сварки.
При использовании специальной порошковой проволоки с внутренней полостью для флюса необходимость в дополнительной защите отпадает, поскольку газовая оболочка образуется за счёт сгорания флюсового наполнителя.
Известно несколько разновидностей электродного присадочного материала, используемого при эксплуатации сварочных полуавтоматов (стальная, «омеднённая» и алюминиевая проволоки).
Каждое из наименований применяется в различных условиях сплавления заготовок, при которых обычно протекает сварочный процесс.
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.
 Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
Большинство пользователей предпочитает вариант переделанного под автомат бывшего в употреблении инверторного агрегата, имеющего малые габариты и вес, работа которого обеспечивает высокое качество сварки.
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Порядок подключения к сети и запуск в работу
Для качественной сварки металлических заготовок самодельным полуавтоматом необходимо соблюдать заданный технологией порядок рабочих операций. При этом важно грамотно выбирать подходящую для данного вида сварных работ полярность тока. Так, при использовании флюсовой проволоки необходимо прямое включение, а при обработке изделий в аргоновой среде – обратное.
 Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
Прямая полярность означает подсоединение «плюса» питающего напряжения непосредственно к земляному зажиму, в то время как «минус» от инвертора подключается к держателю с горелкой. Обратное подключение осуществляется в строго противоположном порядке (менять полярность допускается перекидыванием контактов на самом инверторе).
После фиксации на рабочем месте проволочной катушки можно переходить к подсоединению элементов подачи защитного газа. С этой целью сначала на газовом баллоне закрепляется редуктор, после чего его штуцер соединяется со сварочным аппаратом посредством специального отводящего шланга.
Перед началом сварных работ обязательно нужно произвести следующие регулировки:
- настройка механизмов натяжения проволоки и её прижатия;
- регулировка потока защитного газа, осуществляемая посредством специального редуктора;
- установка величины сварочного тока, проводимая в процессе сварки.
Работать на сварочном инверторе в режиме полуавтомата допускается только при наличии защитного щитка с застеклённым окошком. Такая предусмотрительность позволяет контролировать весь рабочий процесс и защитить глаза и лицо от опасного излучения. Для работы также потребуются перчатки и костюм из плотной хлопчатобумажной ткани, обеспечивающей защиту кожи тела и рук.
svaring.com
Сварка полуавтоматом без газа (инстркция) также приведены плюсы и минусы
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.

Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
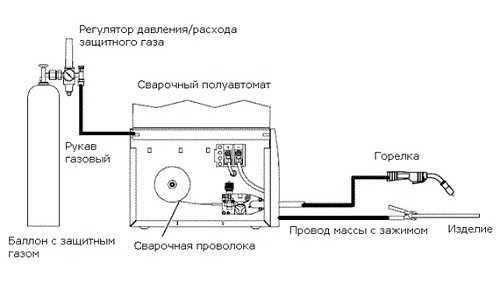
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.

Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;

полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.

Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.

Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
postroyka-dom.com
что нужно для полуавтоматической сварки
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
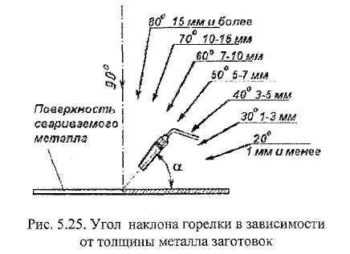
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
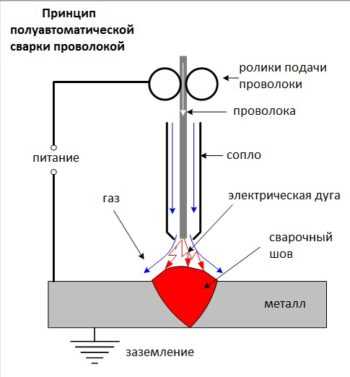
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
tutsvarka.ru
Как работать сварочным полуавтоматом: виды, режимы, применение

Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.
Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.
Сварка полуавтоматом осуществляется при помощи углекислого газа либо аргона. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Принцип работы сварочного полуавтомата

Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Углекислый или инертный газ должен поступать из газового редуктора (баллона для сварки полуавтоматом) во время работы бесперебойно, его количество дозируется автоматически или вручную.
Сопротивление электрода намного ниже сопротивления дуги, выделение тепловой энергии оплавляет поверхности, с которыми и проводится работа – металл и непосредственно электрод. Жидкая металлическая масса как бы «склеивает» две части, отчего получается крепкий шов, один из самых надежных.
Если рассказывать все о сварке полуавтоматом, то стоит упомянуть профессиональную классификацию, которая делит этот вид оборудования по трем основным принципам:
По материалу, используемой проволоки:
- Стальная сплошная.
- Алюминиевая сплошная.
- Универсальная, применяется при всех видах сварки.
По принципам защиты сварного шва:
- В среде защитных газов.
- В самозащитной среде, создаваемой порошковой проволокой.
Регулярно работаете с металлом в домашних условиях? Узнайте, какой лучше выбрать сварочный аппарат для дома, чтоб он был компактным и надёжным.
А если нужно просто соединить несколько мелких деталей, будет достаточно холодной сварки. Узнайте по ссылке, как работает холодная сварка.
По размерам и возможности перемещения:
- Стационарные. Это большие по габаритам и мощные сварочные полуавтоматы, используемые в работе промышленных предприятий и на заводах.
- Передвижные. Достаточно немаленькое сварочное оборудование, которое мобильно может быть перемещено из одного цеха в другой.
- Переносные. К этой категории относятся, в основном, те полуавтоматы, которые изготавливают для бытового использования.
Режимы сварки

Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.
Работа с металлом более 5 миллиметров должна делаться, как минимум, в два этапа. Каждый из слоев нужно стараться накладывать строго друг на друга, тогда шов будет более качественным.
Минимальный расход газа при работе с самыми тонкими металлическими частями составляет от 5 до 7 литров в минуту. При работе таким оборудованием, железо, практически, не деформируется.
Это достигается за счет того, что зона теплового влияния необычайно узка, а скорость сварки полуавтоматом, напротив, очень высокая, что выгодно отличает данную технологию от плазменной или точечной сварки.
Как работать сварочным полуавтоматом

Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.
Стыковая. Очень актуальна при ремонтных работах автомобилей, когда какая-либо деталь меняется частично. Важно, чтобы при соединении зазоры между деталями отсутствовали.
В таком случае, как работать сваркой полуавтоматом? Ответ – сварка встык – это соединение точечным сплошным швом. Применяется этот метод при ремонте наружных частей кузовов и требует достаточно высокой квалификации от работника.
Внахлест. Этот способ самый простой. На подготовленную поверхность кладется кусок металла. Его заваривают, скорее всего, методом точечной сварки. Допустимо работать и методом, при котором получается сплошной шов.
По готовым отверстиям. Готовую заплатку с просверленными дырками приваривают к нужной части поверхности. Соединение происходит по подготовленным отверстиям.
В любом случае, что нужно для сварки полуавтоматом? Сам полуавтомат. Защитная маска и перчатки, немного терпения и масса желания. Особенно все это пригодится, когда проводится сварка полуавтоматом вертикальных швов.
При выполнении таких работ, горячий металл стремится скатиться вниз, поэтому нужно выставлять более короткую дугу. Тогда благодаря силе натяжения, металлические капли будут быстрее переходить из электрода в шов. Важно отводить электрод от шва, давая капле застыть.
Работа с полуавтоматическим оборудованием

Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Технология сварки полуавтоматом при помощи газа можно представить так:
- Созданное после включения полуавтомата напряжение проволоки (у нее стабильно одинаковая длина во время всего процесса) дает ей возможность пройти через газовое сопло.
- Происходит ее расплавление под действием электрической дуги.
- После чего осуществляется автоматическая подача тепловой энергии.
В отличие от классических трансформаторных аппаратов сварочный инвертор очень компактен, легок, и может подключаться к комнатной розетке. Читайте детальнее о преимуществах и использовании сварочных инверторов.
Сварка легкосплавных металлов, таких как алюминий, возможна не всеми аппаратами. Читайте подробнее тут, об особенностях сварки алюминия и других цветных металлов.
Для того чтоб защитить глаза во время сварки, рекомендуем использовать щиток сварщика хамелеон, детальнее по адресу.
Настройка работы аппарата

Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.
Большинство профессионалов умеют проводить настройку полуавтомата для сварки на слух.
- Газ должен шипеть, но негромко, а однородно.
- При это газ должен обдувать, а не дуть.
- Чтобы дуга не обрывалась, нужно выставлять проволоку вперед.
- Металл шва не должен закипать.
Если настройка проведена правильно, то дуга горит ровно, а процесс проходит почти без брызг.
Техника сварки полуавтоматом без газа несколько отличается от описанной выше. И главное отличие в том, что во время работы необходимо применять порошковую проволоку.
Проволока изготавливается с добавлением марганца или кремния. Ее предназначение – самозащита оборудования. Именно этот металл при нагревании сгорает и образует защитную среду, в которой и происходит создание нужного шва.
Полуавтомат для автомобильной сварки

Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Кузовная сварка должна проводиться как можно точнее и с меньшими потерями для общей плоскости всего металла. Поэтому заваривать металл при помощи полуавтоматов – дело наиболее благодарное из всех возможных принципов починки кузова.
Углекислый газ, который защищает завариваемую поверхность от кислорода и азота, имеет еще возможность и окислять металл. Дабы минимизировать этот процесс при кузовных работах, используют проволоку, которая содержит медь, а также кремний или марганец.
При сварке кузова, чтобы положительный результат после процесса держался как можно дольше, лучше всего использовать точечный метод проведения работ.
Современные полипропиленовые трубы для водопровода, можно проложить даже самостоятельно. Узнайте, как использовать сварочный аппарат для полипропилена, для соединения труб своими руками.
Во время проведения сварочных работ важно правильно подобрать подходящие расходные материалы. В этой странице описано как происходит сварка сварочной проволокой.
Хотите приобрести сварочный аппарат для работы с разными видами металлов? Тут размещена информация обо всех видах аппаратов для сварки металла.
Специалисты утверждают, что таким образом можно намного продлить жизнь металлу. Заваривание заплатками может происходить разными способами.
Вот один из них, при котором не сложно осуществить сварку полуавтоматом даже для начинающих:
- Очень тщательно зачистить ржавчину, можно даже до настоящих дыр.
- Обработать поверхность преобразователем ржавчины, желательно, чтобы он не содержал кислоты.
- Затем нанести антикоррозийный спрей или грунт.
- Сделать выкройку завариваемой дырки из плотного картона. Важно, чтобы она была с каждой стороны на несколько сантиметров больше завариваемой дырки.
- Вырезать из подходящего металла, кусок по выкройке.
- По периметру готовой металлической заплатки, отступив от края по 1 сантиметру, сделать отверстия, расстояния между ними должны быть в пределах полутора 0 двух сантиметров.
- Наложить заплатку поверх дыры в металле и работать полуавтоматом по дыркам.
Теоретически не нужно даже зачищать готовый шов, а после его остывания можно уже приступать и к покраске «зашитой» части.
Сварочный полуавтомат отнюдь недешевая, но чрезвычайно нужная и доступная в освоении вещь. Полуавтоматом можно заварить, практически, любой вид металла, в том числе и цинк, причем без повреждения поверхности. Он обладает свойствами хорошей, качественной работы даже на загрязненных частях.
Этот вид оборудования снабжен устройством для дуговой сварки, которая дает возможность качественного выполнения всех видов сварочных работ.
Защитная газовая среда даже при нагревании до больших температур электродов и непосредственно металлических частей защищает их от агрессивной внешней среды, что в разы повышает качество шва.
metallmaster.org
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.

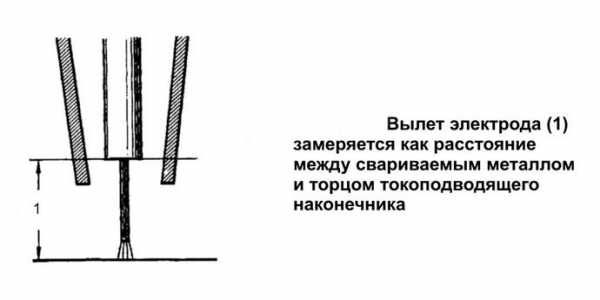
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.

Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Загрузка…plavitmetall.ru