Изготовление гнутого швеллера – Гнутый швеллер – что, где, когда? + Видео
alexxlab | 03.06.2017 | 0 | Вопросы и ответы
Гнутый швеллер – изготовление и особенности производства
Одними из наиболее важных требований в современном строительстве являются надежность и прочность конструкций, а также экономия ресурсов.
Именно поэтому, конструкторы все чаще применяют в работе гнутый швеллер – универсальное изделие из сортовой и прочной стали.

Фото
Данная конструкция внешне имеет сходство с гнутым П-образным профилем и обладает высокой прочностью, значительной устойчивостью к резким перепадам температур, а также различным видам нагрузки.
Она обладает легким весом и характеризуется более экономичным расходом металла в своем производстве.
Гнутый швеллер изготавливается по стандартам, в соответствии с которыми он должен иметь одинаковую толщину стенок и полок, а также скругленный вид.
Его принадлежность к сортовому прокату, в сочетании со всеми вышеперечисленными преимуществами, делает его одним из самых востребованных материалов в данной отрасли.
Купить гнутый швеллер можно в специализированных фирмах, которые подберут необходимый вариант для заказчика в зависимости от эксплуатационных качеств.
Производство
Изготовление гнутого швеллера базируется на применении холоднокатаной, горячекатаной и низколегированной стали.
Горячекатаный метод производства зарекомендовал себя в области изготовления швеллеров, балок и других несложных форм.
Стальной гнутый швеллер изготавливается из холодного проката, это позволяет создать изделия, которые будут иметь повышенную устойчивость к изменению формы.
Изделия из низколегированной стали являются наиболее дорогими, но и наиболее надежными.
Этот вид стали имеет в своем составе примеси, которые повышают эксплуатационные свойства металла.
Для того, чтобы они соответствовали стандартам качества, их производством должен заниматься высококвалифицированный персонал.
Перед тем, как начать производство, сталь осматривают на наличие повреждений и загрязнений.
Торцы и кромки заготовок должны быть без зазубрин, затянутой кромки или расслоений.
Видео:
Согласно ГОСТ, исходный материал может иметь некоторые недостатки, например отпечатки, вкатанные пузыри или риски, которые не вызовут ухудшение качества выпускаемой продукции.Производиться может как равнополочный гнутый швеллер по ГОСТ 8278, так и неравнополочный по ГОСТ 8281 – это зависит от потребностей в производстве.
Профили производят на специальном оборудовании, и от момента поступления сырья до получения готовой продукции проходят несколько этапов.
Технология работы, которая будет проводиться, зависит от профилирования.
Во время непрерывного производства, нарезка производится станом после завершения формовки отрезка, а в поштучном профилировании нарезка происходит заранее.
- серповидность;
- волнистость;
- винтообразность;
- искажение формы.
Сортамент гнутого швеллера разнообразен и применение того или иного сорта варьируется в зависимости от эксплуатационных качеств.
Цифры (номер) – обозначают его высоту, к примеру — швеллер 12 подходит для монтажа конструкции, а 16 необходим для армирования зданий, так как обладает высокой прочностью. В зависимости от типа варьируется и цена гнутого швеллера.
Варианты исполнения
Наиболее известным видом является — стальной гнутый швеллер. Его основная цель – это придать конструкции необходимую устойчивость.
Он не только выдерживает всю нагрузку, а еще и перераспределяет ее.
По форме и размерам он изготавливается в нескольких вариациях:
- с параллельными гранями полок;
- с уклоном граней полок;
- специальные швеллера.
По способу изготовления, как уже было сказано, их делят на равнополочные и неравнополочные.
Стальной гнутый равнополочный швеллер изготавливается на трубных станах из углеродистой качественной конструкционной стали и рулонной стали обыкновенного качества, а стальной гнутый неравнополочный швеллер производится с помощью профилегибочных станов из рулонной горячекатаной и холоднокатаной стали обыкновенного качества, низколегированной стали и углеродистой качественной конструкционной стали.
Оцинкованный гнутый швеллер благодаря своей высокой прочности и удельному весу находит свое применение не только на разнообразных строительных площадках, но и в машиностроении, в автомобильной отрасли, станкостроении и вагоностроении, а также во многих других отраслях.
Производство таких изделий состоит из двух этапов: производится изделие из заготовки, а затем оно покрывается оцинкованным покрытием, которое служит дополнительной защитой от коррозии.
Нержавеющий гнутый швеллер может быть как горячекатаным, так и гнутым, подобно изделию, не покрытому цинком.
В качестве вывода стоит сказать, что гнутый швеллер – это неотъемлемая деталь в строительстве, а также в других отраслях.
При эксплуатации необходимо пристально следить за его качеством, так как он участвует создании металлических конструкций и от его надежности зависит качество и безопасность всего объекта.
rezhemmetall.ru
Изготовление гнутого швеллера. Расчет в Excel размеров.
Опубликовано 20 Июл 2013
Рубрика: Механика | 2 комментария
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства…
…гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
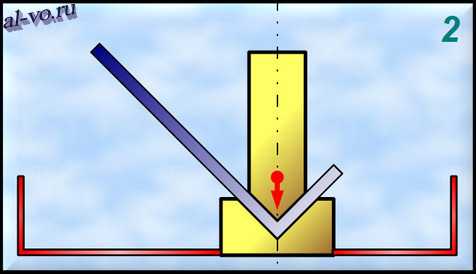
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1. Установим заготовку, прижав ее к рабочей поверхности упора №1.

2. Нажмем на педаль листогиба – выполним первый сгиб.
3. Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
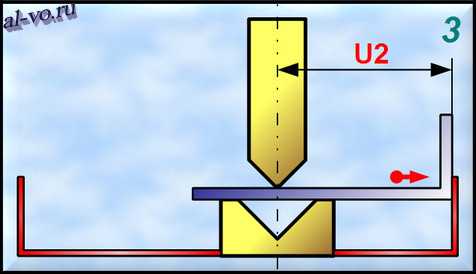
4. Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Для выполнения вышеперечисленных операций необходимо выполнить расчет в Excel нескольких технологических размеров.
Исходные данные: нам нужен гнутый из листа толщиной
Алгоритм действий:
1. Определим размеры заготовки — рассчитаем длину развертки профиля — L.
2. Определим расстояние от края заготовки до оси линии сгиба — a.
3. Вычислим координаты установки упора №1 – U1.
4. Вычислим координаты установки упора №2 – U2.
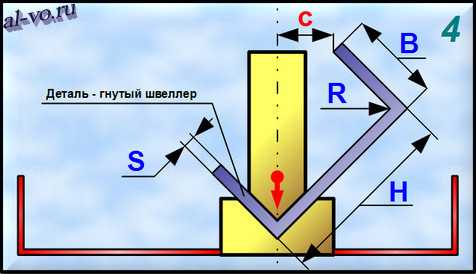
5. Для определения технологической возможности изготовления гнутого швеллера с заданными размерами рассчитаем размер от края свободной полки швеллера до оси матрицы – c и проверим – не упирается ли швеллер в конце хода пуансона в его боковую поверхность.
При отсутствии на вашем компьютере программы MS Excel можно выполнить расчет в программе Calc из бесплатного пакета Open Office.
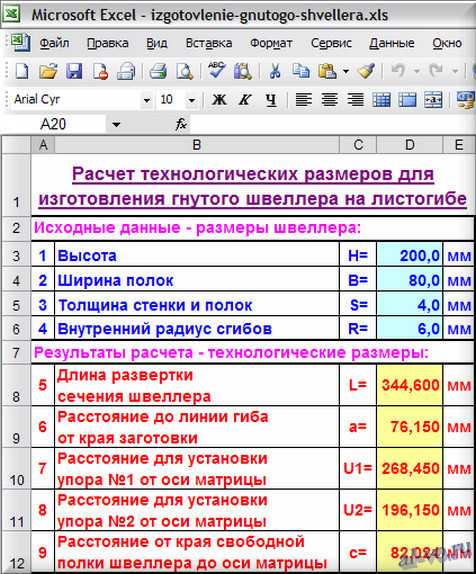
Исходные данные — в ячейках со светло-бирюзовой заливкой, результаты расчетов — в ячейках со светло-желтой заливкой.
Заполняем ячейки исходными данными:
1. Высоту швеллера H в миллиметрах заносим
в ячейку D3: 200
2. Ширину полок швеллера В в миллиметрах пишем
в ячейку D4: 80
3. Толщину стенки и полок S в миллиметрах пишем
в ячейку D5: 4
4. Внутренний радиус сгибов R в миллиметрах записываем
в ячейку D6: 6
Последующий расчет Excel выполнит на основе этих данных и выдаст пять необходимых технологических размеров.
Расчет в Excel выполняем по формулам:
5. Длину развертки сечения швеллера L
в ячейке D8: =2*(D4-D5-D6)+D3-2*(D5+D6)+ПИ()*(D5/LN (1+D5/ D6))=344,600
L=2*(B— R— S)+H-2*(R+S)+3.14*(S/ln (1+S/R))
6. Расстояние до линии сгиба от края заготовки a в миллиметрах считаем
в ячейке D9: =D4-D6-D5+ПИ()/4*(D5/LN (1+D5/D6))=76.150
a=B— R— S+3.14/4*(S/ln (1+S/R))
7.
Расстояние для установки упора №1 от оси матрицы U1 в миллиметрах рассчитываемв ячейке D10: =D8-D9=268.450
U1=L-a
8. Расстояние для установки упора №2 от оси матрицы U2 в миллиметрах рассчитываем
в ячейке D11: =D3-D5-D6+ПИ()/4*(D5/LN (1+D5/D6))=196,150
U2=H— S-R+3.14/4*(S/ln (1+S/R))
9. Расстояние от края свободной полки швеллера до оси матрицы с в миллиметрах считаем
в ячейке D12: =(D3-D4-D5)*(2^0,5)/2=82.024
c=(H— B— S)*(2^0.5)/2
Боковая поверхность пуансона не должна отстоять от оси матрицы на расстоянии больше, чем c. Иначе в процессе гибки швеллер упрется в пуансон! В нашем примере это не грозит произойти, так как значение с весьма велико – 82,024 мм! Вряд ли пуансон будет зачем-либо изготовлен общей толщиной порядка 160 мм (два размера с)!
Рекомендую посмотреть близкие затронутой теме статьи «Расчет усилия листогиба», «Расчет длины развертки», «Всё о гнутом швеллере» и «Всё о гнутом уголке».
Уважаемые читатели, для получения анонсов статей моего блога прошу оформить подписку в окне «Подпишитесь на новости», расположенном вверху страницы. Введите адрес своей электронной почты и нажмите на кнопку «Получать анонсы статей». Изредка к вам на почтовый ящик будет приходить небольшое уведомление о появлении на моем блоге новой статьи, ее название и краткое описание. Если вам что-то не понравится или просто надоест автор или тема, вы прямо в почте всегда можете отказаться от подписки.
Жду ваших комментариев!
Ссылка на скачивание файла: izgotovlenie-gnutogo-shvellera (xls 31,5KB).
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
al-vo.ru
изготовление швеллера в Москве по выгодным ценам
Стальной гнутый швеллер – это один из наиболее востребованных в строительстве видов металлопроката. Он используется при создании стропильных систем, ограждений, быстровозводимых конструкций, в машиностроении. Швеллер изготавливается из стального листа на гибочных станках и имеет п-образное сечение. Основное отличие изделия от горячекатаного проката – наличие наружных углов закругления.
Компания «Рушар» предлагает купить гнутый швеллер собственного производства по выгодным ценам. Прокат изготавливается на высокоточных станках в полном соответствии с действующими стандартами. В качестве заготовок используются листы углеродистой кипящей, спокойной, полуспокойной и низколегированной сталей.
Классификация изделий
В зависимости от размера граней швеллер гнутый делится на два типа:
- равнополочный,
- неравнополочный.
По точности профилирования швеллеры бывают нескольких категорий:
- А – высокой точности;
- Б – повышенной точности;
- В – обычной точности.
Продукция изготавливается длиной до 3 м.
Также существует классификация швеллеров по размерам.
Качественные швеллеры всех видов не должны скручиваться по продольной оси, иметь большую кривизну и волнистость.
Преимущества сотрудничества с компанией «Рушар»
Широкий ассортимент металлоизделий. В нашей компании Вы можете заказать не только гнутый швеллер, но и различные виды крепежа и комплектующие для качественного монтажа. При необходимости наши специалисты помогут Вам сформировать партию на поставку.
Индивидуальный подход. Возможно изготовление стального гнутого швеллера по шаблону заказчика. Это позволяет реализовывать различные авторские проекты.
Высокая точность изготовления. Производство гнутого швеллера осуществляется на современных станках с автоматическим управлением. Наша продукция характеризуется высокой стабильностью параметров.
Доступная стоимость. Невысокая цена за метр продукции в нашей компании обеспечивается наличием собственного производства. Реализация проката от изготовителя гарантирует отсутствие переплат многочисленным посредникам.
Мы принимаем заказы на производство швеллера в любом количестве. Вы можете обсудить условия сотрудничества с нашими специалистами по телефону или через форму обратной связи. Все контактные данные представлены на сайте.
Если у Вас остались вопросы, заполните форму и мы свяжемся с Вами в ближайшее время
www.rushar.ru
Особенности производства гнутого швеллера – Металл Групп
Нормы, которые применяются в современном строительстве, регламентируют довольно жесткие требования к качеству, надежности, прочности и долговечности используемых металлических конструкций. Важным фактором также является экономия ресурсов. В связи с этим конструкторы в своей работе начали использовать гнутый швеллер, который представляет собой универсальное изделие, изготавливаемое из прочной сортовой стали.
Характеристики гнутого швеллера
Конструкция гнутого швеллера визуально напоминает П-образный профиль, особенности технологии производства обеспечивают изделию высокую прочность, устойчивость к механическим и ударным нагрузкам, а также температурным колебаниям. В отличие от другого металлопроката данный вид продукции отличается незначительным весом и является экономически выгодным при производстве.
В основе производства гнутого швеллера лежит строгое соблюдение стандартов, которые предполагают создание полок и стенок конструкции одинаковой толщины. К тому же стандарты диктуют наличие скругленного профиля изделия. Эти и другие преимущества обеспечили представленной продукции высокий и стабильный спрос.
Процесс производства гнутого швеллера основывается на применении следующих видов стали:
- Горячекатаная – метод изготовления, зарекомендовавший себя как высокоэффективный способ создания балок, швеллеров и прочих изделий несложной формы.
- Холоднокатаная – изготавливается путем холодного проката стали. С помощью этого метода обработки металла появляется возможность создавать продукцию, которая характеризуется высокой устойчивостью к изменению формы.
- Низколегированная – сталь, производство которой является наиболее дорогостоящим и затратным, но при этом – самым надежным. Повышенные эксплуатационные параметры низколегированной стали обусловлены содержанием в ее составе дополнительных примесей и добавок.
Независимо от того, какой метод применяется в процессе производства, изготовлением продукции должны заниматься исключительно опытные профессиональные мастера, имеющие определенный уровень квалификации. Перед началом работ материал осматривается на предмет выявления дефектов. Также уделяется внимание кромкам изделий, на которых не должно быть расслоений или зазубрин.
На исходных заготовках могут присутствовать мелкие недостатки, что регламентируется соответствующим ГОСТ. В частности на материале могут быть риски, вкатанные пузырьки или отпечатки – дефекты, которые не отражаются на качестве готовых изделий. Изготовление гнутого равнополочного швеллера осуществляется по ГОСТ 8278, неравнополочного – по ГОСТ 8281.
Производство профиля предполагает использование специального высокотехнологичного оборудования. Технология производства изделий напрямую зависит от типа профилирования. Например, в процессе поштучного производства изделий профилированная нарезка заготовок осуществляется предварительно, тогда как при непрерывном производстве – по окончанию формовки каждого отрезка.
Поскольку профили изготавливаются на специализированных станках, нарушение калибровки валков может стать причиной значительного снижения качества готовой продукции. Самыми распространенными дефектами принято считать следующие:
- Излишняя волнистость,
- Серповидность,
- Искажение формы,
- Винтообразность.
Сортамент представленной продукции довольно широк. Каждый класс швеллера имеет определенное обозначение и маркировку. К примеру, цифры в номере обозначают высоту изделия (швеллер 12 предназначен для монтажных работ, а швеллер 16 – используется при армировании строений, что обусловлено его повышенной прочностью). Тип металлопроката определяет и стоимость продукции.
В зависимости от размера и формы гнутый швеллер может быть представлен в следующих вариантах исполнения:
- С уклоном граней полок,
- С гранями полок, расположенными параллельно относительно друг друга,
- Специальные швеллера.
По технологии производства швеллер может быть равнополочным и неравнополочным. Гнутые равнополочные конструкции производятся на трубных станках из конструкционной углеродистой стали высокого качества или рулонной стали обычного качества. В свою очередь гнутые стальные неравнополочные изделия изготавливаются на профилегибочном оборудовании из рулонной холоднокатаной и горячекатаной стали обычного качества, а также из углеродистой и низколегированной конструкционной стали высокого качества.
Гнутый оцинкованный швеллер обладает оптимальной удельной массой и высокой прочностью. Благодаря этому он нашел свое применение не только в сфере строительства, но также в автомобилестроении, вагоностроении, станкостроении и других отраслях. Процесс производства этих изделий включает прохождение двух основных этапов: из заготовки изготавливается продукция, на поверхность которой впоследствии наносится оцинкованное покрытие. Это покрытие обеспечивает изделию дополнительную защиту от коррозии.
Гнутый нержавеющий швеллер также может быть горячекатаным по аналогии с изделиями, которые в процессе изготовления не покрываются цинком. Стоит отметить, что в процессе эксплуатации особое внимание следует уделять качеству используемого материала, а также надежности и безопасности применения металлических конструкций – от этого также зависит безопасность самого строительного объекта.
mg-msk.ru
нагрузка, ГОСТ 8278 83, вес и нормы производства
 Гнутый швеллер
Гнутый швеллерКлассический швеллер представляет собой П-образный профиль, который позволяет выдерживать достаточно большие нагрузки и при этом имеет невысокий вес. Его конструкционные характеристики выше, чем у обычного прямоугольного профиля, да и другие преимущества достаточно очевидны. Гнутый швеллер – это разновидность классического варианта, которая тоже используется для создания металлических конструкций. Главное отличие этого изделия от горячекатаного заключается в том, что имеется скругленный внешний угол.
Область применения гнутого швеллера
В строительстве такие изделия используются часто, поскольку дают существенный выигрыш в стоимость постройки. В среднем применение таких металлоконструкций обеспечивает до 20% экономии металла. Нужно также сказать, что масса будущего сооружения будет ниже, чем при использовании других конструкционных элементов, а надежность останется такой же высокой.
Вес гнутого швеллера зависит от его размеров. Обычно используется теоретическое значение, которое рассчитывается с определенной погрешностью. Например, масса одного метра составляет около 1 кг (1.03) для изделия, имеющего h:b:s 32:20:2, а при соотношении 120:70:4 – более 8 кг (8.32).
Основные области, где используется гнутый швеллер, – это каркас облицовки для внутренних или наружных стен. Он также подходит для создания каких-либо перегородок, полок или других складских конструкций.
Изготовление гнутого швеллера
Швеллер такого типа изготавливается в соответствии с ГОСТ. Он может быть равнополочным, производство которого регламентируется ГОСТ 8278, и неравнополочным — ГОСТ 8281. В общем случае изготовление профилей гнутых стальных должно производиться с учетом ГОСТ 11475. Данный стандарт распространяет свое действие на гнутые профили из стали различной формы, которые производятся на специальных станках с использованием заготовок:
- Горячекатаных. Технология горячего проката предполагает изменение кристаллической решетки стали. Данный метод производства отлично зарекомендовал себя для изготовления балок, швеллеров и других простых форм.
- Холоднокатаных. Швеллер гнутый стальной получают и из холодного проката. Подобный способ производства позволяет создать изделия, которые имеют повышенную (на 20%) устойчивость к деформации. Такая технология требует выполнения работ при сравнительно низкой температуре, поэтому кристаллическая решетка стали не меняется.
- Низколегированных. Эти стали имеет специальные легирующие добавки, которые повышают их эксплуатационные характеристики. Очевидно, что стоимость подобных изделий будет выше, чем в первых двух случаях, однако и надежность увеличится.
Нужно сказать, что подобные профили вне зависимости от типа сырья могут монтироваться двумя способами. Первый вариант предполагает использование болтового соединения, а второй – сварной шов.
 Производство гнутого швеллера
Производство гнутого швеллераПрофили производятся на специальных агрегатах, поэтому от того момента как сырье поступило в цех, до получения готовой продукции проходит несколько этапов. Технология проведения работ зависит от выбранного способа профилирования. Если оно осуществляется непрерывно, то нарезка производится уже самим агрегатом после того, как отформован отрезок определенной длины. Альтернативой данному варианту является поштучное профилирование. Оно предполагает предварительную нарезку заготовки, после чего они отправляются в агрегат, который и изготавливает гнутый швеллер.
Профили производятся на станке, поэтому снижение качества изделий возможно лишь в том случае, если калибровка валков была выполнена неправильно. Основные дефекты готового изделия – это серповидность, представляющая собой искривление в горизонтальной плоскости, винтообразность, волнистость, изгиб и искажение формы.
Технические требования к производству
При производстве гнутых профилей допускается использовать только стали определенных марок. На поверхности изделий не должно быть трещин, раковин, вкатанной окалины, различных загрязнений и вздутий. Согласно стандарту 11474 допускаются отдельные забоины, риски, отпечатки или вкатанные пузыри, которые не будут препятствовать выявлению дефектов.
Фактически гнутый швеллер имеет не так много отличий от стандартного, но даже неспециалист сможет различить два типа этих изделий.
Кромки и торцы заготовок не должны иметь зазубрин, расслоений или затянутой кромки. В небольшом количестве забоины и вмятины допустимы, если они не выводят размеры изделия за номинальные. Наличие трещин недопустимо для первой группы по качеству, однако для второй они могут иметь протяженность до 10 мм в месте изгиба для профиля толщиной 2 мм. Если данный параметр находится в пределах 2..5 мм, то протяженность может быть уже 15 мм, а для толщины более 5 мм – 20 мм и выше.
Швеллер гнутый ГОСТ 8278 83
Данный стандарт регламентирует изготовление равнополочных стальных гнутых. Он распространяется на все изделия такого типа, получаемые с помощью профилегибочных станов с использованием заготовок из рулонной горячекатаной или холоднокатаной стали, а также низкоуглеродистой или низколегированной. В процессе производства должны соблюдаться определенные требования, например, предельные отклонения.
Согласно стандарту 8278 они выбираются с учетом двух параметров: точности профилирования изделия и высоты его стенки. Когда стенка профиля менее 50 мм, для высокого класса точности допускается отклонение 0.75 мм. Для повышенной точности — 1 мм и для обычной 1 мм. В пределах 50..100 мм отклонения выглядят: 1.25, 1.3, 1.5 для трех классов точности соответственно. В диапазоне от 100 до 150 мм при высокой (и повышенной) точности профилирования и толщине стенки более 2.5 мм возможно отклонение в 1.5 мм, а для обычной — 2 мм.
Здесь мы приводим только часть требований, опуская большую часть статистической информации, которая содержится в таблицах, приведенных в ГОСТ. Для того, чтобы изучить её вы можете обратиться к первоисточнику, однако в большинстве случаев в ней нуждаются только узкие специалисты.
Отклонения от угла 90 градусов должны быть не более 1 градуса 30 минут для ширины полки менее 10 см, и 1 градуса для больших размеров. В противном случае швеллер, нагрузка на который будет достаточно высока, может не справиться с ней и станет причиной повреждения или обрушения сооружений.
Согласно стандарту 8287 длина гнутого профиля может выбираться в пределах от 3 до 11.8 м. Если используются немерные длины, то они могут составлять не более 7% массы партии. Допускается также выпускать длины, кратные мерным. Величина предельных отклонений длины выбирается в зависимости от длины. Для 6-метровых изделий точность порезки может составлять +40 мм, а для длин более 7 м: 40 мм+(5мм*количество_метров).
Швеллер гнутый ГОСТ 8281 80
 ГОСТ 8281 — 80
ГОСТ 8281 — 80Стандарт регламентирует параметры неравнополочного профиля. Согласно данному документу швеллер может производиться из кипящей углеродистой или полуспокойной стали имеющей временное сопротивление разрыву более 460 единиц. Допускается также производство из углеродистых спокойных и низколегированных, имеющих ту же величину сопротивления разрыву.
Отклонение по толщине не распространяется на место изгиба, а предельные отклонения от 90 градусов выбираются в зависимости от ширины полки и бывают трех категорий: до 100 мм, выше 100 мм, повышенной точности. Гнутый швеллер неравнополочный может быть от 4 до 11.8 м. Основные правила в данном случае те же, что для равнополочных профилей.
Подводя итоги, отметим, что выше мы рассмотрели основные виды гнутых швеллеров, рассказали об их использовании, производстве и стандартах, действие которых распространяется на эти изделия.
Оцените статью:roof-tops.ru
Изготовление гнутого швеллера
ООО ПКФ “Легион” имеет возможность произвести замену швеллера 40, 36,33
на гнутый по размерам г/к длиной 6,8 и 12 метров:
– 400 х 115 х 8(10,12) длина 6,8,12 метров
– 360 х 110 х 8(10,12) длина 6,8,12 метров
– 330 х 105 х 8(10,12) длина 6,8,12 метров
Так же можем произвести любой размер швеллера гнутого по Вашему запросу с толщиной стенки от 3-12мм.
| Наименование | h | b | s | Цена |
| Швеллер гнутый 50х40х3 | 50 | 40 | 3 | Звоните! |
| Швеллер гнутый 80х40х3 | 80 | 40 | 3 | Звоните! |
| Швеллер гнутый 80х40х4 | 80 | 40 | 4 | Звоните! |
| Швеллер гнутый 80х40х5 | 80 | 40 | 5 | Звоните! |
| Швеллер гнутый 80х50х4 | 80 | 50 | 4 | Звоните! |
| Швеллер гнутый 80х50х5 | 80 | 50 | 5 | Звоните! |
| Швеллер гнутый 80х60х3 | 80 | 60 | 3 | Звоните! |
| Швеллер гнутый 80х60х4 | 80 | 60 | 4 | Звоните! |
| Швеллер гнутый 80х60х5 | 80 | 60 | 5 | Звоните! |
| Швеллер гнутый 100х50х3 | 100 | 50 | 3 | Звоните! |
| Швеллер гнутый 100х50х4 | 100 | 50 | 4 | Звоните! |
| Швеллер гнутый 100х50х5 | 100 | 50 | 5 | Звоните! |
| Швеллер гнутый 100х50х6 | 100 | 50 | 6 | Звоните! |
| Швеллер гнутый 100х60х4 | 100 | 60 | 4 | Звоните! |
| Швеллер гнутый 100х60х5 | 100 | 60 | 5 | Звоните! |
| Швеллер гнутый 100х60х6 | 100 | 60 | 6 | Звоните! |
| Швеллер гнутый 120х50х3 | 120 | 50 | 3 | Звоните! |
| Швеллер гнутый 120х50х4 | 120 | 50 | 4 | Звоните! |
| Швеллер гнутый 120х50х5 | 120 | 50 | 5 | Звоните! |
| Швеллер гнутый 120х50х6 | 120 | 50 | 6 | Звоните! |
| Швеллер гнутый 120х60х3 | 120 | 60 | 3 | Звоните! |
| Швеллер гнутый 120х60х4 | 120 | 60 | 4 | Звоните! |
| Швеллер гнутый 120х60х5 | 120 | 60 | 5 | Звоните! |
| Швеллер гнутый 120х60х6 | 120 | 60 | 6 | Звоните! |
| Швеллер гнутый 120х80х4 | 120 | 80 | 4 | Звоните! |
| Швеллер гнутый 120х80х5 | 120 | 80 | 5 | Звоните! |
| Швеллер гнутый 120х80х6 | 120 | 80 | 6 | Звоните! |
| Швеллер гнутый 140х50х4 | 140 | 50 | 4 | Звоните! |
| Швеллер гнутый 140х50х5 | 140 | 50 | 5 | Звоните! |
| Швеллер гнутый 140х50х6 | 140 | 50 | 6 | Звоните! |
| Швеллер гнутый 140х80х4 | 140 | 80 | 4 | Звоните! |
| Швеллер гнутый 140х80х5 | 140 | 80 | 5 | Звоните! |
| Швеллер гнутый 140х80х6 | 140 | 80 | 6 | Звоните! |
| Швеллер гнутый 160х50х4 | 160 | 50 | 4 | Звоните! |
| Швеллер гнутый 160х50х5 | 160 | 50 | 5 | Звоните! |
| Швеллер гнутый 160х50х6 | 160 | 50 | 6 | Звоните! |
| Швеллер гнутый 160х80х4 | 160 | 80 | 4 | Звоните! |
| Швеллер гнутый 160х80х5 | 160 | 80 | 5 | Звоните! |
| Швеллер гнутый 160х100х4 | 160 | 100 | 4 | Звоните! |
| Швеллер гнутый 160х100х5 | 160 | 100 | 5 | Звоните! |
| Швеллер гнутый 160х100х6 | 160 | 100 | 6 | Звоните! |
| Швеллер гнутый 160х120х4 | 160 | 120 | 4 | Звоните! |
| Швеллер гнутый 160х120х5 | 160 | 120 | 5 | Звоните! |
| Швеллер гнутый 160х120х6 | 160 | 120 | 6 | Звоните! |
| Швеллер гнутый 160х160х4 | 160 | 160 | 4 | Звоните! |
| Швеллер гнутый 160х160х5 | 160 | 160 | 5 | Звоните! |
| Швеллер гнутый 160х160х6 | 160 | 160 | 6 | Звоните! |
| Швеллер гнутый 180х50х4 | 180 | 50 | 4 | Звоните! |
| Швеллер гнутый 180х50х5 | 180 | 50 | 5 | Звоните! |
| Швеллер гнутый 180х50х6 | 180 | 50 | 6 | Звоните! |
| Швеллер гнутый 180х60х4 | 180 | 60 | 4 | Звоните! |
| Швеллер гнутый 180х60х5 | 180 | 60 | 5 | Звоните! |
| Швеллер гнутый 180х60х6 | 180 | 60 | 6 | Звоните! |
| Швеллер гнутый 180х80х4 | 180 | 80 | 4 | Звоните! |
| Швеллер гнутый 180х80х5 | 180 | 80 | 5 | Звоните! |
| Швеллер гнутый 180х80х6 | 180 | 80 | 6 | Звоните! |
| Швеллер гнутый 180х100х4 | 180 | 100 | 4 | Звоните! |
| Швеллер гнутый 180х100х5 | 180 | 100 | 5 | Звоните! |
| Швеллер гнутый 180х100х6 | 180 | 100 | 6 | Звоните! |
| Швеллер гнутый 180х120х5 | 180 | 120 | 5 | Звоните! |
| Швеллер гнутый 180х120х6 | 180 | 120 | 6 | Звоните! |
| Швеллер гнутый 200х100х4 | 200 | 100 | 4 |
Звоните! |
Изготовим гнутый швеллер по Вашим чертежам и размерам!!!
Производственные мощности швеллера до 400тн. в месяц.
Отдел продаж 8-495-649-68-59
Современное оборудование по типу листогибочного устройства с гидравлическим приводом осуществляет скоростную гибку металла высокого качества с точной повторяемостью последовательных гибов заданной конфигурации при изготовлении сложных пространственных деталей из профиля листового металла.
Гибка листового металла – это определенный процесс, в результате которого из листовых заготовок, пропущенных через листогибочную машину, выходит изделие определенной формы и нужных размеров.
MURGESI AD-S 3250 – листогибочное оборудование в виде пресса на основе гидравлического привода, выполняет сверхточную гибку металлического листа.
Технологическая характеристика MURGESI AD-S 3250 :
– листовая толщина металлического заготовительного сырья – от 0,5 и до 16 мм;
– металлический угол сгиба – до 90 градусов;
– максимальная длина сгиба – до 12000 мм;
– возможная относительная погрешность при сгибе металлического листа – 1 мм и 1 градус.
Высококвалифицированная производственно-коммерческая фирма Легион производит гибку металла в толстых листах при больших масштабах с помощью листогибочных прессов с числовым программным управлением (ЧПУ).
Технические характеристики
– Гидравлический пресс в 300 тонн производит гибку металлического листа до 16 мм на заданной конфигурации толщин. Обработка металла при потребности листа по длине в 3 метра выполняется сгибом до 10 мм, т. е. осуществление гибки на такой толщине в большой мере понижает металлическую емкость структуры нужного строения и уменьшает численность сварочного процесса, что является преимуществом в экономическом плане.
– Выполнение сложных, углубленных и индивидуальных гибов происходит при применении новейших инструментальных систем WILA.
– Конструкционная технологичность проверяется сразу же при программировании станка. Нужная методичность и инструмент для выполнения работы определяется и предлагается самим оборудованием. Будущий сгиб и технологические отверстия учитываются при программировании лазерного разрезания, что позволят значительно сократить число брака и примерных образцов, а это очень весомо, когда проводишь гибку дорогих металлов таких, как нержавеющая сталь и цветные сплавы.
Этапы в процессе металлической гибки
1. Проходит технологический процесс расстилания металлического листа на установке для резки плоского металлопроката под гильотиной или плазменным аппаратом.
2. Заготовительному металлическому листу придают нужную форму и конструкцию под действием гидравлического листогибочного пресса. Проверка правильности гибки металлического листа проходит в ручном режиме работы.
3. После произведения первых конструкций детали проверяют на точность формы и размера по чертежам. При наличии брака в получаемых сооружениях настройки установки перепрограммируют.
4. После окончания перепрограммирования из металлических листов производят всю партию нужных деталей. При наличии отклонений в готовых деталях они исключаются из партии данной продукции.
Преимущества работы с производственно-коммерческой фирмой Легион
– Предельная точность. Гиб металлических листов выполняется на оборудовании, которое программируется ударением на ось ускорения и редукции формировки металлических изделий. Устройство гарантирует идентичную форму деталей, произведенных из металлического листа, которое необходимо для будущей отделки.
– Нестандартность деталей. Покупатель имеет возможность заказать S-образную изометрическую деформацию заготовок из металлического листа. Также осуществляется изготовление прилагающих элементов и изогнутых металлических строений.
– Детальное обсуждение с покупателем формы изделия. Гибка металла происходит по чертежам, которые передал заказчик. Согласование длины, ширины и угла изгиба металлических элементов для каждого заказа обсуждаются индивидуально.
pkfl.ru
Изготовление гнутых швеллеров |
 Удовлетворяя условия надежного и прочного применения строительных конструкций, инженеры-проектировщики закладывают в проекты гнутые швеллера, которые являются универсальными в строительстве. Производятся такие швеллера из прочной стали определенного сорта. На завод поступают большие бухты листовой стали необходимой толщины.
Удовлетворяя условия надежного и прочного применения строительных конструкций, инженеры-проектировщики закладывают в проекты гнутые швеллера, которые являются универсальными в строительстве. Производятся такие швеллера из прочной стали определенного сорта. На завод поступают большие бухты листовой стали необходимой толщины.
В зависимости от калибровки валиков оборудования подготавливается поставка исходного сырья. Залогом успешного изготовления гнутого швеллера является точная выверка всех исходных размеров материала. Согласно нормативным документам, на выходе должен получиться швеллер необходимого размера по длине, с точным соблюдением всех геометрических параметров согласно сортаменту.
Важным требованием гнутого швеллера является абсолютно одинаковая толщина стенок металлического изделия. Для этого необходимо использовать исходный материал надлежащего качества, чтобы в процессе холодного загиба не увеличилась текучесть материала. Метод холодного проката делает гнутый швеллер стойким к высоким перепадам температур, что особенно ценится в строительстве.
Использование холоднокатаного метода изготовления швеллера позволяет придать продукции повышенную стойкость к изменениям формы. В отличие от горячекатаного метода, прокат швеллера в холодном состоянии повышает эксплуатационные свойства. Добавляемые в металл примеси не разрушаются под действием горячей температуры и позволяют изделию воспринимать значительные нагрузки.
Перед изготовлением гнутых швеллеров, работники, занятые на производстве, проходят специальное обучение. Технология достаточно сложная и требует скрупулезного отношения. Малейшая халатность может привести не только к бракованной продукции, но и к травмам среди обслуживающего персонала.
Перед началом запуска оборудования, исходный материал тщательно осматривается на наличие дефектов. Точный контроль сырья позволяет на выходе получать изделия без зазубрин, затянутых кромок или расслоений. Качество сырья, согласно ГОСТ, может иметь небольшие недостатки, но только те, которые не повлияют на прочность и качество изготавливаемых металлических изделий.
stellastroy.ru