Изготовление мерительного инструмента – Измерительные инструменты: назначение, контроль, виды, ремонт
alexxlab | 01.08.2019 | 0 | Вопросы и ответы
Измерительные инструменты: назначение, контроль, виды, ремонт
Устройства, предназначенные для определения геометрических параметров деталей, называют измерительным инструментом. К таким устройствам относят:
Виды измерительных инструментов- штангенциркули;
- глубиномеры;
- отвесы, уровни;
- линейки и пр.
Классификация измерительных инструментов
При проведении работ, связанных с изготовлением различных деталей, ремонтных и строительных работ и пр. применяют контрольно-измерительные инструменты. Предприятия, занимающиеся производством этой продукции, выпускают множество видов измерительного инструмента – ручной, универсальный, цифровой и пр.
К ручному измерительному инструменту относят такие, как — линейки, рулетки, угольники, штангенинструмент, микрометрический и пр. Большая часть ручного инструмента относится к универсальному измерительному инструменту. Такие изделия можно применять при проведении замеров большей части деталей и узлов.

Ручные измерительные инструменты
Для выполнения точных замеров применяют инструмент с установленным на нем лазером. Такие изделия применяют в строительстве – это уровни, дальномеры, и другие изделия, предназначенные для выполнения разметки фронта работ или проведения геодезических исследований. Лазерный измерительный инструмент отличается простотой в эксплуатации, точностью снятых показаний. Большая часть такого инструмента может передать полученные данные для дальнейшей обработки в компьютер.
Строительный измерительный инструмент нашел свое применение на строительной площадке. Он отличается простотой в эксплуатации, ручной, не отличается высокой точностью. В то же время на стройплощадке применяют инструмент, использующий лазерный луч. Это позволяет выполнять замеры с точностью до долей миллиметра.
Измерительный и разметочный инструмент применяют перед началом работ. С его помощью производят разметку заготовок, обрисовывают контуры будущей детали и только после этого приступают к ее изготовлению. В плотницких и столярных работах применяют следующие инструменты – складной метр, рулетку, уровень, в том числе и гидравлический. Кроме этого, используют и такие, как рейсмус, циркули, угольники разных размеров. Существуют и такие приборы, как ерунок или малка. Для работы с металлом применяют другие приборы, например, штангенрейсмас или штангенциркуль с разметочными губками. Для работы с металлом целесообразно использовать и так называемые слесарные линейки, изготавливаемые из качественной нержавеющей стали и имеющие цену деления от 1 до 0,5 мм. Кроме этого, в производстве применяют лекала, их используют для разметки сложных дуговых линий.
Механический измерительный инструмент можно подразделить на пять классов:
- бесшкальный;
- штангенинструмент;
- головки;
- зубчато-рычажный;
- микрометрический.
К первому классу относят линейки – поверочные и лекальные. С их помощью проверяют прямолинейность поверхности. Она может быть выполнена на просвет, или для этого используют щупы.
Для контроля просвета поверочную линейку укладывают на контролируемую поверхность, например, на станочные направляющие. К мерительным устройствам этого класса относят поверочные плиты, концевые меры длины и многие другие.
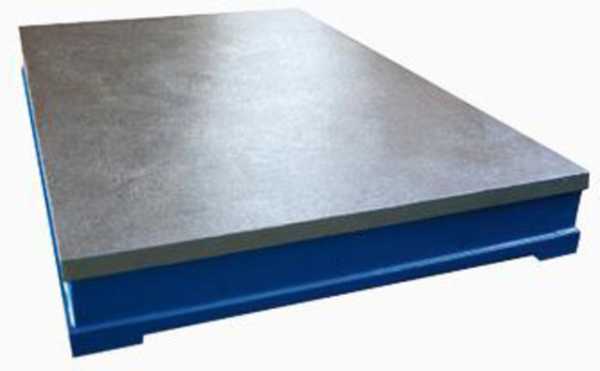
Поверочная плита
Штангенинструмент состоит из двух контрольных поверхностей, между которыми и выставляют размер. Одна поверхность является частью штанги, на второй подвижной или закреплена контрольная линейка, на которую нанесены размерные риски. Они могут иметь разную цену деления в зависимости от точности инструмента.
Инструмент этого класса применяют для замера внешних и внутренних размеров – штангенциркули, для выполнения замеров глубины паза. С помощью инструмента этого типа контролируют размеры зуба в шестерне.
Измерительными головками называют устройства, которые преобразуют перемещения мерительного наконечника в движение стрелки на круговой размеченной шкале. Эти устройства применяют, например, для выполнения замеров биения детали, зажатой в патрон токарного станка. Для удобства работы с такой головкой, на заводском сленге ее называют «часы», применяют стойки или штативы. Измерительные головки разделяют на:
- пружинные;
- рычажно – зубчатые;
- рычажные.

Измерительные головки
У микрометрического инструмента главным элементов является шпиндель, на поверхность которого нанесена особо точная резьба. Этот инструмент способен проводить замеры с точностью до 0,01 мм. Микрометрический инструмент устанавливают в скобы,приспособления и пр. представители этого класса инструмента — микрометры, микрометрические нутро- и глубиномеры пр.
Устройство и технические характеристики
Большая часть мерительного инструмента нормируется требованиями ГОСТ. В системе стандартов, принятых в нашей стране их можно насчитать не менее сотни. На основании ГОСТ, предприятия – изготовители имеют право выпускать собственные технические условия (ТУ) на выпуск той или иной продукции. Надо понимать, что инструмент, производимый на основании ТУ никоим образом, не уступает тому, который отвечает требованиям ГОСТ. Но исторически сложилось так, что если на паспорте, который доложен сопровождать любую инструментальную продукцию, указан, к примеру, ГОСТ 20162-90, то такая продукция вызывает большее доверие со стороны потребителей.

Технические характеристики нутрометра
Между тем устройство измерительных инструментов и приборов ничем не отличается от тех, которые произведены на основании ТУ. Это не касается той инструментальной продукции, которая изготовлена кустарным образом, и их показаниям доверять нельзя по определению.
Требования к измерительным приборам и инструментам, как уже отмечалось выше, определены в ГОСТ. В качестве примера того, какие требования предъявляются к мерительному инструменту, можно рассмотреть линейку измерительную, ГОСТ 427.
В нем определено, какие виды, и формы металлических линеек производят. Определено, какие виды шкал могут быть нанесены, на поверхность инструмента. В этом же документе регламентированы допуски на габаритные размеры, указаны предельные отклонения, которые касаются разметки металлической линейки.
Определен материал, из которого допустимо изготавливать этот класс инструмента, и описаны покрытия, которые наносят на поверхность изделия.
ГОСТ очень серьезно подходит к порядку приемки готовой продукции. Кроме того, не менее тщательно определены порядок хранения, упаковки и транспортировки груза.
Эксплуатация измерительного инструмента
В нашей стране действует Государственная система обеспечения единства измерений (ГСИ). Среди множества задач, которые она призвана решать можно выделить следующие:
- Государственный метрологический контроль, включающий в себя поверку средств измерений; утверждение типов средств измерения; выдача лицензий на производство и ремонт средств измерений.
- Метрологический контроль над производством использованием средств измерения, эталонов величин измерения, методиками проведения измерений и другими вопросами, относящимися к средствам и методам измерений.
Структурно ГСИ входит в ФА Росстандарт и соответственно все вопросы с поверкой и аттестацией измерительных приборов необходимо обращаться в региональные отделения федерального агентства.
Для обеспечения качества продукции, выпускаемой продукции необходим постоянный контроль над размерами, допусками, посадками. Для проведения этой работы на предприятии должен эксплуатироваться только качественный инструмент. Практически все измерительные приборы должны проходить процедуру поверки. Поверка (не путать с проверкой) мерительного инструмента представляет собой набор определенных мероприятий, проводимых для подтверждения соответствия измерительных приборов требованиям метрологии. Поверка инструмента должна проводиться в специально аттестованных лабораториях.
Процедура поверки штангенциркуля
ГОСТ 8.113-85 определяет методику поверки штангенциркулей. Она включает в себя следующие операции:
- Осмотр внешнего вида.
- Апробирование.
- Определение метрологических параметров.
- Определение размера выходы губок.
Всего предусмотрено 14 типов осмотра и диагностики состояния штангенциркуля. Для проведения поверки, в лаборатории должны быть использованы определенные приборы и технологические приспособления. Например, для определения шероховатости поверхности губок используют профилограф по ГОСТ 19299-73 или профилометр по ГОСТ 19300-73, кроме этих приборов должны быть использованы образцы шероховатости.
Инструмент, прошедший поверку соответствующим образом, маркируется и может быть использован в производстве. Те приборы, которые не отвечают требованиям метрологии должны быть немедленно списаны. В соответствии с требованиями СМК (система менеджмента качества) на рабочих местах не должно быть неповеренного инструмента.
Кстати, при запуске в производство новых изделий и его оснащения необходимо учитывать то, что не каждый инструмент, неважно, рулетка, линейка или другие, лаборатории принимают на поверку. Существует предприятия, чью продукцию, метрологические лаборатории не принимают к поверке. Это не относится к серийным инструментальным заводам, например, Кировскому или Челябинскому. Поэтому перед закупкой мерительного инструмента имеет смысл уточнить инструмент, какой фирмы можно закупать без опасений.
Технические условия на ремонт измерительного инструмента
Неаккуратно хранение и применение рано или поздно приводит измерительные приборы к выходу из строя или даже выходу из строя. Но, надо отметить, что даже при полном соблюдении правил эксплуатации инструмент все равно будет изнашиваться.
Для определения годности инструмента к эксплуатации проводят соответствующие испытания в результате которых становится понятно, можно его использовать или нет. Если после проведения ремонта и повторных испытаний инструмент не показывает требования по точности, определенные в нормативной документации и паспорте, то допустимо его перевести в более низкий класс. Но при этом необходимо внести изменения в паспорт или в формуляр.
Для выявления основных неполадок необходимо применять высокоточные инструменты. К их числу относят концевые меры длины, линейки, штангенинструмент повышенной точности. Для выполнения ремонта инструмента необходимо привлекать специалистов высшей квалификации, например, слесарь-инструментальщик шестого разряда, который владеет всеми способами слесарной обработки материала, в том числе и с применением средств механизации. На больших предприятиях существуют отдельные инструментальные производства, которые задействуют на выполнении ремонта и восстановления измерительных устройств.

Контрольно — измерительные и разметочные
Среди штангенциркулей самыми часто встречающимися поломками считают выработку размерных поверхностей губок или их острых концов. Кроме того, со временем происходит истирание поверхностей штанги и рамки по ней передвигающейся. Нередко, происходит смещение нониуса в рамке, а в микрометрическом инструменте происходит изнашивание винтовой пары.
Выявление дефектов
Для выявления перекоса губок выполняют путем замера концевой меры в разных пространственных плоскостях. При обнаружении различных результатов замеров можно судить о параллельности рабочих поверхностей. При их излишнем изнашивании проявляется несовпадение основной и нониусных шкал.
Для получения данных о дефектах штанги применяют поверочную линейку или плиты с применением краски.
Для устранения непаралелльности рабочих поверхностей необходимо выполнить следующие операции. Инструмент заживают в тисы и с применением притирного приспособления устраняют обнаруженный недостаток. При выполнении это операции нельзя прикладывать большие усилия. После того как губки притерты устанавливают нониус в новое положение.
В том случае если выявлено искривление штанги инструмента, то ее необходимо рихтовать. Для этого ее фиксируют в слесарных тисах. Затем с использованием притирочной плиты ее необходимо довести до ровного состояния. Для устранения мелких выбоин применяют бархатный напильник.
В более сложных случаях поломок штангенциркуля применяют и термическую обработку, и станочное оборудование. Все это довольно трудоемкие процессы и могут их выполнять только профессионалы высокого уровня.
Поэтому перед принятием решение о замене или ремонте мерительного инструмента необходимо просчитать экономическую целесообразность.
Особенности ремонта микрометрического инструмента
Микрометрический инструмент может быть отправлен в ремонт в следующих случаях:
При обнаружении износа измерительных поверхностей. Если обнаруженный износ у микрометров с небольшим диапазоном измерения его устраняют с помощью мерных притиров. Если выбран способ раздельной притирки, то для этого используют ремонтную оснастку различающуюся конструкцией. Она в процессе работы сохраняет строгое вертикальное положение обрабатываемого изделия относительно плоскости притира.
Это приспособление включает в свой состав плиту, цангу и прижимного кольца. Нижняя плита ориентирована перпендикулярно оси отверстия. Винт, устанавливают в цангу и фиксируют его таким образом, чтобы его кончик выступал над поверхностью плиты на высоту 0,03 – 0,04 мм. Приспособление, применяемое для восстановления пятки, имеет аналогичную конструкцию.
В случае если нулевая отметка на барабане не совпадает с соответствующим делением шкалы на стрежне. Головку устройства необходимо отвернуть на 1 – 2 оборота. После этого необходимо снять барабан, потянув его по направлению к скобе. После этого его необходимо установить в необходимое положение. Головка должна быть возвращена в исходное положение и после этого ее фиксируют винте.
Бесспорно, мерительные устройства после проведения ремонтно – восстановительных работ, чаще всего не соответствуют требованиям нормативов. Для таких случаев предусмотрены технические условия, в которых указывают допускаемые отклонения от стандарта.
В частности, допустимо наличие несложных повреждений – царапины, выбоины. Но, главное, они не должны составлять помех замеров и не превышать более 20% от общей поверхности инструмента.
Если при ремонтно – восстановительных работах инструмента выполнялась рихтовка поверхности, то необходимо ее следы устранить. Для этого применяют шлифовку или наносят декоративное покрытие.
Для штангенинструмента также имеются дополнительные условия, например, у штангенциркуля с ценой деления от 0,02 до 0,05 мм, расстояние между несущей штангой и нониусом не должно превышать 0,05 мм. Длина измерительной поверхности на губках не должна быть менее 7 мм. Диаметр, описывающей тупые губки окружности не должен быть менее 7 мм.
Отвес
Отвес – это, наверное, самый простой инструмент, известный с древних времен. И как пять тысяч лет назад его применяют для проверки вертикальности стен, перегородок и других деталей строительных сооружений и металлоконструкций.

Отвес
Конструкция этого инструмента предельно проста, он состоит из шнурка и груза, закрепленного на его конце. Отвес всегда направлен строго перпендикулярно по отношению к поверхности, и именно это свойство позволяет его использовать для проверки вертикальности конструкций. Отвес можно купить, а можно сделать и самому, для этого надо подобрать, например, гайку и привязать его к шнурку. На серийно выпускаемые отвесы наносят покрытие для его защиты от коррозии.
Щупы
Для замера зазора между деталями, например, в подшипнике скольжения применяют такой инструмент, как щуп. Щуп представляет собой набор пластин выполненных из прочной стали. В один набор входят полосы разной толщины. На поверхности, как правило, нанесена маркировка с указанием ее толщины. Для выполнения замера можно воспользоваться одной полоской, а можно и несколькими.

Щупы
Щупы применяют в различных отраслях — машиностроении, строительстве, ремонте двигательных установок и пр. Щупы применяют для настройки клапанов, подшипников, при центровке валов и пр.
Отечественные и импортные производители выпускают щупы четырех наборов, в каждом из них может быть от 9 до 17 пластин. Длина одной пластины от 75 до 100 мм. Толщина пластин колеблется от 0,02 до 1 мм. В своей деятельности они должны руководствоваться ГОСТ 882-75 или техническими условиями, выполненных на его основании.
Угольник
Этот инструмент существует на свете уже не одну тысячу лет и его применяют для разметки и проверки перпендикулярности сторон в машиностроении и строительстве.
В соответствии с ГОСТ 3749-77 предприятия – производители выпускают несколько типов подобной продукции — УЛ – лекальные; УЛП — лекальные плоские; УЛЦ — лекальные цилиндрические; УП — слесарные плоские; УШ — слесарные с широким основанием. В ГОСТ определены их геометрические размеры, предельные отклонения и прочая информация необходимая для их производства.
Кроме, этих измерительных приборов выпускают уголки, применяемые в строительстве. Но надо сразу отметить, что для их производства применяют цветные металлы, в частности, опора может быть выполнена из силумина. Использование измерительных приборов такого типа в машиностроении нежелательно.
Угольник
Зачем на точных измерительных инструментах указывается температура?
Ответ на этот вопрос лежит на поверхности. Металлические части деталей измерительных приборов зависят от температуры. То есть, при колебании температуры, могут возникнуть погрешности в результатах измерений. Температура, которая показана на инструменте, обычно это 20 градусов, говорит о том, что наиболее точные показатели будут получены именно при ней.
Контрольно — измерительные и разметочные инструменты
Для получения качественной продукции и выполнения работ в быту применяют различные измерительные приборы и устройства. Их применяют для получения точных линейных и угловых размеров, показаний напряжения, силы тока и пр.
Для облегчения жизни потребителям можно все средства измерения и инструментального контроля можно условно разделить на базовые группы:
- инструмент;
- меры;
- приборы.

Применение измерительного инструмента
К первой категории относят простые приборы для проведения замеров – линейки, штангенинструмент и пр. Эти устройства используют при выполнении замеров в самых различных отраслях, начиная от космоса и заканчивая ремонтом квартиры.
К мерам относят изделия, которые могут хранить и воспроизвести физические величины и их свойства, например, концевые меры длин, калибры и пр.
Измерительные приборы обладают более сложной конфигурацией и предполагают то, что может быть использован измерительный инструмент. К этой группе относят нутромеры и пр.
Измерение и контроль
Измерение – это процедура определения размера при помощи технических средств измерения. То есть сравнение физических характеристик с некоей условной единицей.
К единицам измерения относят миллиметр, фут, и другие. На практике под понятием измерение понимают выявление размеров деталей и заготовок, их отклонений, размера шероховатости и чистоты поверхности и многих других. Применяемый для проведения подобных замеров инструмент называют шкальным. Так как на нем установлены измерительные шкалы.
Контроль – это выявление соответствия детали предъявляемыми стандартами, рабочей документацией и пр. Инструмент этого класса относят к бесшкальным. С его помощью нельзя узнать абсолютный размер, но можно уточнить соответствие формы детали. Такой инструмент применяют и в процессе производства, и при осуществлении контроля и приемки изделия.

Контрольно-измерительные средства
Контрольно-измерительные средства можно классифицировать следующим образом:
- одно- и многомерные;
- ручные, механизированные, автоматизированные.
Мерительные устройства и приборы можно разделить на следующие группы:
- механический и микрометрический;
- рычажно-механический;
- зубчатый;
- оптический и пр.
На инструментальном рынке большим и устойчивым спросом пользуется измерительные устройства, действующие с использованием лазера: дальномеры, нивелиры, угломеры и т.д.
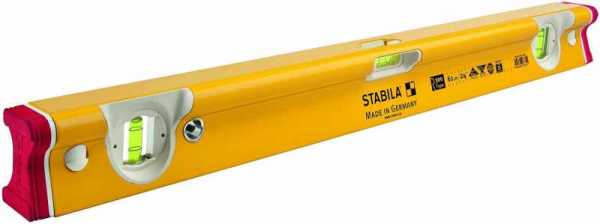
Уровень
Измерительный инструмент в виде параллелограмма, который может быть изготовлен из полимера или металла и с установленными в него колбами, заполненными водой называют уровнем или ватерпасом. Его основное назначение – оценка соответствия рабочих поверхностей вертикали или горизонтали. Существует несколько исполнений этого прибора.
Уровень
К самым современным относят – лазерный. Чаще всего его применяют при выполнении строительных работ на объектах различного назначения. Кроме того, их используют при выполнении работ по отделке. При помощи этого инструмента можно выполнять следующие работы:
- контроль разметки, предназначенной для монтажа промышленного и бытового оборудования;
- укладка инженерных коммуникаций;
- выравнивание настенных и напольных покрытий.
Еще один тип уровней – гидравлический. Он представляет собой прозрачную трубку, заполненную водой.
Штангенциркуль
Универсальный измерительный инструмент, предназначенный для выполнения измерения размеров – внешних и внутренних называют штангенциркулем. Некоторые модели оснащены глубиномером, встроенным в несущую штангу. Этот измерительный прибор, пожалуй, самый распространенный. Его можно встретить и в цехе машиностроительного предприятия и в гаражной мастерской.
Штангенциркуль
Штангенциркуль представляет собой линейку с двумя губками. Одна является составной частью, несущей линейки, вторая губка перемещается по ней. Для проведения измерений толщины или наружного диаметра используют губки, резцы которых смотрят внутрь. Для измерения внутренних размеров, например, ширины шпоночного паза используют губки, которые смотрят резцами вверх.
Рулетка
Для измерения больших линейных размеров применяют рулетку. Она представляет собой ленту, на которую нанесены деления. В зависимости от типа с ее помощью можно измерить расстояния от одного до пятидесяти метров.

Рулетка
Лента может быть изготовлена из стальной полосы или полимерной ленты. Ее наматывают на корпус и помещают в корпус, в котором установлена обратная пружина, она позволяет сматывать ленту после выполнения замера. Ее применять для разметки заготовок, земельного участка и многих других видов работ. Для более точного измерения применяют лазерную рулетку.
Складной метр
Так, называют измерительный инструмент, собранный в единую конструкцию из металлических, деревянных или пластиковых отрезков. В развернутом виде он достигает длины в один метр. Длина одного звена составляет, как правило, 10 см.
Складной метр
Инструмент этого типа применяют и на промышленном производстве, строительстве. Чаще всего складной метр можно увидеть в столярной мастерской.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Мерительный инструмент – виды и классификация приборов
Все автомобили, станки, приборы и инструменты состоят из множества деталей. Каждая из них имеет определенную форму и размеры. Расчет параметров деталей требует высокой точности, которую возможно соблюсти только при использовании измерительных инструментов или измерительных станков.
Классификация измерительных инструментов
Существует несколько видов измерительных приборов, различаемых по определенным параметрам.
По видам работ.
Виды измерительного инструмента
Различают следующие виды инструмента:
- строительный;
- слесарный;
- столярный.
Большая часть инструмента, применяющегося при проведении измерительных операций, является универсальной. Поэтому данная классификация весьма условна.
По материалу изготовления. Измерительные приборы могут изготавливаться из следующих материалов:

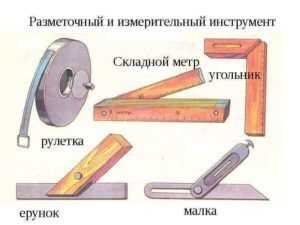
Разметочный и измерительный инструменты
- металла;
- дерева;
- пластика.
Любой инструмент может быть комбинированным, то есть изготавливаться из нескольких материалов, например, металла и дерева.
По способу использования. По данному параметру выделяют ручной инструмент, механический и автоматический.
По конструктивным особенностям. Конструкция инструмента, применяемого для измерительных работ, может быть простой или сложной.
Данная классификация помогает обеспечить инструменту правильную эксплуатацию и хранение.
Применение измерительных станков
Классификация аналоговых измерительных приборов
Для произведения точных замеров могут применяться не только ручные измерительные приборы, но и специальные станки, называющиеся координатно-измерительным оборудованием. Особенность данного оборудования заключается в возможности произведения замеров в трех координатах, что обеспечивает максимальную точность расчетов.
Конструкция станков напоминает стол, на котором установлены рабочие головки, снабженные датчиками. Чтобы произвести контрольный замер, заготовку устанавливают на стол, и датчики производят считывание параметров детали.
Станки могут снимать данные двумя способами:
- контактным, предусматривающим использование датчика-щупа;
- бесконтактным, при котором считывание происходит путем направления на поверхность детали светового сигнала.
Ручной строительный инструмент
Рулетка. Главным инструментом, без которого не может обойтись ни один строитель – это рулетка. Рулетка – подобие линейки, выполненное в виде металлической ленты с делениями, равными 1 мм. Лента сматывается в корпус, который может изготавливаться либо из пластика, либо из металла. Лента может иметь различную ширину и длину.
Безусловно, рулетка является универсальной, требующейся для произведения измерительных работ в любых сферах деятельности.
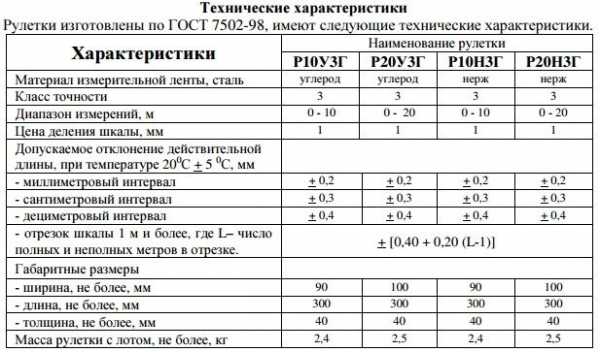
Технические характеристики рулетки
Ватерпас (уровень). С помощью этого устройства определяют ровность горизонтальной и вертикальной поверхностей. Длина уровня может варьироваться от 0,3 м до 2,5 м. Корпус уровня изготавливается из любого легкого материала, например, пластика, и снабжается несколькими окошками.
Через окошки видна стеклянная трубка, частично заполненная специальной жидкостью. Именно эта жидкость и позволяет определять ровность и уровень уклона поверхности.
Отвес. Это самый простой, но незаменимый измерительный инструмент, которым пользуется каждый строитель. Отвес представляет веревку (шпагат), на конце которого привязан металлический конусообразный груз. Его используют в тех случаях, когда необходимо контролировать вертикальность выполнения работ, например, при кирпичной кладке.

Угольник и малка. Угольник изготавливают из дерева или металла и используют для выведения прямых углов. Малка изготавливается из тех же материалов. Ее конструкция состоит из обоймы и линейки, скрепленных между собой шарниром. Если угольник может применяться в любой сфере строительства, малку чаще всего используют при монтаже стропил.
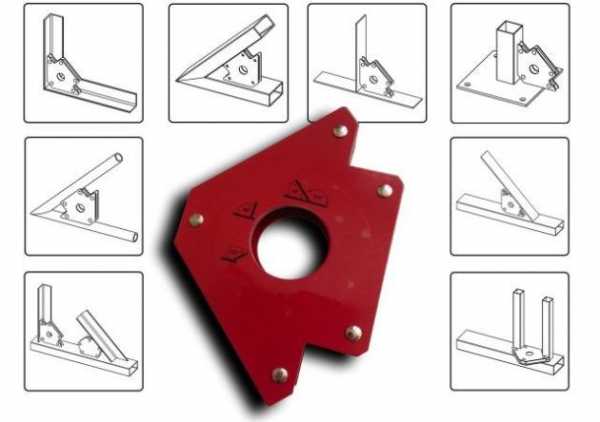
Магнитный угольник
Ручной слесарный инструмент
Слесарный инструмент чаще всего применяется в сфере металлообработки и машиностроения и считается наиболее точным. С его помощью удается высчитать максимальные и минимальные размеры с точностью от 0,1 мм до 0,005 мм.
Кроме универсальной линейки и рулетки, слесарю приходится использовать следующие устройства:
- штангенциркуль;
- штангенрейсмасс;
- микрометр.
Штангенциркуль. Этот ручной инструмент состоит из штанги с делениями и двигающейся рамки. Штангенциркуль также снабжен верхними и нижними губками. Верхние губки позволяют производить замеры внутренних частей заготовок, а нижние – внешних.
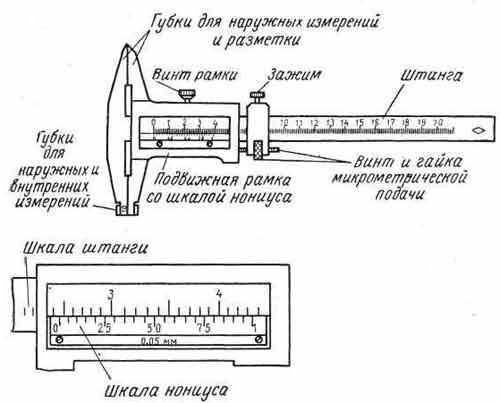
Схема штангенциркуля
Штангенрейсмасс. От штангенциркуля это устройство отличается наличием опоры. Штангенрейсмасс позволяет наносить на детали разметку высоты и глубины отверстий, а также расположения других элементов.

Штангенрейсмасс
Микрометр. Конструкция данного прибора состоит из трубки со шкалой, гильзы и наконечника. Применяют микрометр в том случае, если требуется рассчитать величину с точностью до 0,01 мм. Глубина отверстий в деталях измеряется микрометрическим глубиномером – разновидностью микрометра.

Устройство трубного микрометра
Ручной столярный инструмент
Помимо универсальных приборов, в столярных мастерских применяют специализированный столярный измерительный инструмент. Каждый столяр использует следующее:
Столярный инструмент
- складной метр;
- треугольник с углами 90, 60, 30° или 2 по 45°;
- кронциркуль, позволяющий производить разметку на деревянных элементах конструкции;
- нутромер – устройство для выполнения разметки и измерения параметров пазов и отверстий;
- угломер – прибор, состоящий из шкалы и дуги, установленных на пластине;
- рейсмус с нониусом или без него помогает наносить на поверхности параллельные линии.
Условия эксплуатации оборудования
Сохранить функциональность приборов позволяет периодическое проведение профилактических работ и проверок их состояния. Наиболее подвержены поломкам измерительные инструменты, имеющие сложные конструктивные особенности.
 К каждому прибору прилагается инструкция по эксплуатации, с которой необходимо ознакомиться до начала использования. В инструкции изложены все правила работы, актуальные именно для данной модели.
К каждому прибору прилагается инструкция по эксплуатации, с которой необходимо ознакомиться до начала использования. В инструкции изложены все правила работы, актуальные именно для данной модели.
Автоматические и электронные модели измерительных станков чувствительны к показателям температуры и влажности воздуха. Особо остро на них реагирует оборудование, на котором применяется бесконтактный метод измерений.
Не менее важно обеспечить инструменту достойные условия хранения. Инструменты, изготовленные из дерева и металла, чувствительны к воздействию влаги. А пластик способен деформироваться под прямыми лучами солнца и при воздействии высоких температур. Поэтому все инструменты должны храниться в чехлах или коробах в сухом помещении.
Соблюдение этих правил обеспечит качество и точность измерений, а также поможет продлить срок службы инструментов.
Видео по теме: Измерительный инструмент
promzn.ru
Производство – измерительный инструмент – Большая Энциклопедия Нефти и Газа, статья, страница 1
Производство – измерительный инструмент
Cтраница 1
Производство измерительных инструментов требует высокой точности и культуры производства. [1]
Технология производства измерительных инструментов и приборов наряду с обеспечением высокой производительности труда, механизацией и автоматизацией трудоемких процессов должна предусматривать высокую точность изготовления, применение для ответственных деталей материалов, обладающих высокой износостойкостью, применение химико-термической обработки и поверхностного легирования, противокоррозионных покрытий и других мероприятий, обеспечивающих требуемое качество изделий. [2]
В производстве измерительных инструментов и деталей приборов широко применяют изготовление заготовок и деталей на токарных автоматах. Причем при несложной наладке, зависящей от типа автомата и формы изготовляемой детали, обработка на автоматах экономически выгодна не только в крупносерийном, но и в серийном производстве. [3]
В производстве измерительных инструментов и контрольно-измерительных приборов одной из основных операций, определяющих точность работы, является нанесение шкал и рисок. [4]
В производстве измерительных инструментов и приборов изготовляют преимущественно прямозубые зубчатые колеса с эволь-вентным профилем. [5]
В производстве измерительных инструментов преимущественно применяют плоскошлифовальные станки с прямоугольным столом. В процессе шлифования стол с деталями движется возвратно-поступательно в направлении, перпендикулярном к оси шлифовального круга ( фиг. Поперечная подача осуществляется за счет поперечного перемещения или шлифовальной бабки или же стола с деталями за каждый ход стола. [6]
При производстве измерительных инструментов и приборов еще имеют место недостатки в планировании. Это затрудняет организацию крупносерийного и массового производства калибров и многих измерительных приборов. В результате технологические процессы этих изделий еще недостаточно совершенны. Например, основным качеством измерительных инструментов является их износостойкость, в то же время широко известна эффективность хромирования калибров, но хромирование применяется мало. [7]
При производстве измерительных инструментов особенно важным является технологичность конструкции с точки зрения возможностей обеспечения максимальной точности изготовле / щя. Конструкция отдельных деталей должна быть продумана в части возможности их измерения и базирования при изготовлении. Чтобы обеспечить максимальную точность изготовления, детали должны быть возможно более просты, иметь достаточную жесткость и удобные базы для обработки и измерений. [8]
В производстве измерительных инструментов и приборов изготовляют преимущественно прямозубые зубчатые колеса с эволь-вентным профилем. [9]
В производстве измерительных инструментов применяют преимущественно плоскошлифовальные станки с прямоугольным столом. [10]
В производстве измерительных инструментов пасты для доводочных работ применяют ограниченно, так как зерна окиси хрома, имея низкую твердость, быстро сминаются, замедляя процесс. Поэтому пасты используют в основном только при ручной доводке, предусматривающей получение зеркального блеска на поверхности детали при помощи притиров из твердых материалов и чаще всего из стекла. [12]
Некоторые виды производства измерительных инструментов требуют особых температурных условий. К этим производствам относятся: производство плоскопараллельных концевых мер, оптических измерительных приборов и плоских стеклянных пластин, нанесение делений на деталях измерительных инструментов и некоторые другие. Особых температурных условий требует также выполнение линейных измерений перечисленных изделий, а также контроль калибров и измерительных приборов. [13]Некоторые виды производства измерительных инструментов требуют особых температурных условий. К ним относятся: производство плоскопараллельных концевых мер, оптических измерительных приборов и плоских стеклянных пластин, нанесение делений на деталях измерительных инструментов и некоторые другие. Особых температурных условий требует также выполнение линейных измерений перечисленных изделий, а также контроль калибров и измерительных приборов. [14]
Наиболее распространенным в производстве измерительных инструментов и приборов является блестящее ( твердое) хромирование. Блестящие осадки хрома обладают высокой твердостью ( HV 700 – 900) и стойкостью против механических воздействий, но такое покрытие вследствие его пористости не обеспечивает надежную антикоррозионную защиту деталей, работающих в тяжелых атмосферных условиях. [15]
Страницы: 1 2 3
www.ngpedia.ru
Инструментальное производство
Инструментальный цех
С самого основания завода , а это более семидесяти лет, на предприятии существует вспомогательное инструментальное производство. Основной функцией инструментального производства является обеспечение предприятия инструментом и оснасткой ,такой как, штампы, пресс-формы, режущий и мерительный инструмент. Развитие основного производства завода потребовало развития и инструментального производства. На сегодняшний день инструментальный цех имеет все необходимое оборудование для решения самых сложных задач в изготовлении инструмента и технологической оснастки. В приоритетных задачах завода является дальнейшее развитие инструментального производства.

Структура инструментального производства
 Инструментальное производство нашего предприятия разбито на три основных участка;
Инструментальное производство нашего предприятия разбито на три основных участка;
- Заготовительный участок( обеспечение производства заготовками и черновая обработка).
- Участок режущего и мерительного инструмента( изготовление нестандартного режущего инструмента, калибров, шаблонов, кондукторов).
- Участок штампов и пресс-форм (изготовление штампов и пресс-форм).
Технологический отдел
 Основными задачами технологического отдела инструментального производства являются:
Основными задачами технологического отдела инструментального производства являются:
- Разработка технологических процессов изготовления продукции.
- Подготовка управляющих программ для станков с ЧПУ.
- Планирование производства.
 Станки с ЧПУ
Станки с ЧПУ
- Трехкоординатные фрезерные станки OKUMA (Япония) и YCM(Тайвань)
- Электроэрозионный станок AGIE Charmilles
- Токарный Super Jobber 500 CNC
Предприятие принимает следующие заказы:
- Изготовление специального режущего и мерительного инструмента; фрезы, развертки, протяжки, кондуктора, калибры и шаблоны разного назначения.
- Изготовление штампов средних и мелких размеров; вырубных, гибочных, формовочных, совмещенного и последовательного действия.
Срок изготовления – от 1 до 4 месяцев. - Предприятие готово к заключению договоров, как на полное или частичное инструментальное обеспечение предприятий, так и на разовые заказы по изготовлению инструмента или оснастки.
- Изготовление нестандартных приспособлений.
- Любые виды механической обработки на имеющемся оборудовании.
Контактная информация: тел. 8(383)266-15-13,
e-mail:
Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript
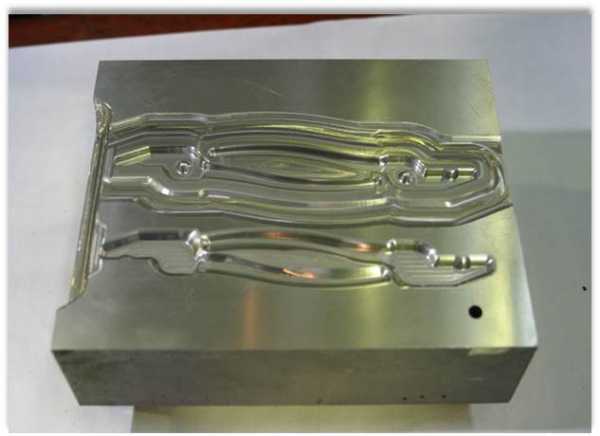
Примеры обрабатываемых деталей на станках


www.niz.ru
Контрольно-измерительный инструмент
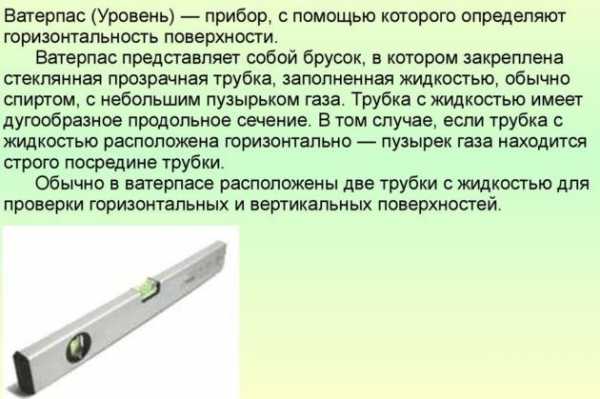
Ватерпас (Уровень) — прибор, с помощью которого определяют горизонтальность поверхности.
Ватерпас представляет собой брусок, в котором закреплена стеклянная прозрачная трубка, заполненная жидкостью, обычно спиртом, с небольшим пузырьком газа. Трубка с жидкостью имеет дугообразное продольное сечение. В том случае, если трубка с жидкостью расположена горизонтально — пузырек газа находится строго посредине трубки.
Кронциркуль — инструмент, с помощью которого определяют наружные размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм.
Кронциркуль состоит из двух изогнутых шарнирно соединенных ножек.
Курвиметр — прибор, с помощью которого производят измерение извилистых криволинейных отрезков, главным образом на топографических картах.
Производя измерения зубчатое колесико курвиметра прокатывают по извилистой линии на карте. Отсчет пройденного расстояния производят по циферблату. Обычно механический курвиметр снабжен двумя циферблатами, один из которых проградуирован в сантиметрах, а другой в люймах.
Линейка измерительная — инструмент, с помощью которого измеряют линейные размеры.
По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п.
Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.
Линейка проверочная — инструмент, с помощью которого производят проверку прямолинейности поверхностей.
Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку.
При производстве слесарных разметочных работ применяют металлическую малку.
Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм.
В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки.
Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм.
Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие.
В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
На приведенном рисунке торец барабана отошел на 16 делений от нуля по основной шкале и еще на деление по вспомогательной шкале. С продольной риской основной шкалы совместилось 37-е деление круговой шкалы барабана. Таким образом, размер, отложенный на микрометре, составляет: 16 + 0,5 + 0,37 = 16,87мм.
Нутромер — инструмент, с помощью которого определяют внутренние размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм.
Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.
Отвес — приспособление, с помощью которого проверяют вертикальность конструкций, таких как столбы, опоры, кирпичная кладка и т. п.
Отвес состоит из тонкой нити с грузиком, закрепленным на ее конце. Грузику обычно придают вид цилиндра, заточенного на конус.
Плита разметочная — основное разметочное приспособление.
От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке.
Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты.
Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.
Призмы проверочные и размёточные — приспособления, с помощью которых делают проверку и разметку валов и цилиндрических деталей.
Призмы изготавливаются в комплектах попарно, что позволяет применять их как опоры при контроле и разметке длинных цилиндрических деталей.
Резьбомер — измерительный инструмент, представляющий собой набор различных резьбовых шаблонов. Резьбомер служит для измерения шага метрической резьбы, либо для дюймовой резьбы числа витков на один дюйм.
Резьбовой шаблон это зубчатая пластина с определенным шагом зубьев. На каждом метрическом шаблоне указан шаг резьба в миллиметрах, а на каждом дюймовом шаблоне – число витков на один дюйм резьбы.
Набор шаблонов помещен в оправу из двух накладок, скрепленных винтами. На метрическом резьбомере стоит клеймо: «М60°», а на дюймовом резьбомере – «Д55°».
Рейсмус слесарный — разметочный инструмент, которым производят пространственную разметку деталей.
На основании рейсмуса в требуемом положении с помощью гайки закрепляется стойка. Наклон стойки под небольшим углом обеспечивается установочным винтом. Чертилка устанавливается на стойку и закрепляется в нужном положении гайкой.
Рейсмус и деталь помещают на разметочной плите. Устанавливают стойку и чертилку в необходимое положение. Перемещают рейсмус вокруг детали. Чертилкой делают риски на детали на равном расстоянии от поверхности разметочной плиты.
Угольник слесарный — инструмент, которым проводят проверку и разметку прямых углов.
Угольником также удобно наносить прямые параллельные линии. Угольником проверяют перпендикулярность деталей в процессе сборки оборудования.
Различают плоские угольники, угольники с «пяткой», аншлажные угольники.
Угольник-центроискатель — угольник, с помощью которого находят центр цилиндрической детали.
Центроискатель состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника.
Для определения центра окружности накладывают угольник на торец детали так, чтобы обе его грани касались боковых поверхностей детали. Чертилкой по линейке наносят на деталь риску. Поворачивают угольник на некоторый угол и повторяют операцию. Место перекрещивания двух рисок и есть центр окружности.
Циркуль разметочный — инструмент, с помощью которого на обрабатываемых материалах наносится разметка в виде дуг или окружностей. Циркулем также переносят размеры с линейки на деталь.
У плотно сжатого циркуля концы ножек должны сходиться без зазора. Остро заточенные концы ножек закаливают. Требуемое расстояние между ножками циркуля фиксируют с помощью дуги и винта.
Перед тем, как нанести на материал окружность либо дугу, необходимо кернером обозначить их центр.
Чертилка — инструмент, которым наносят разметку в виде рисок на обрабатываемых материалах.
Изготавливают чертилку из инструментальной стали. Острие закаливают. Для удобства работы среднюю утолщенную часть чертилки накатывают. Иногда, для проведения рисок в труднодоступных местах, один конец чертилки сгибают под прямым углом.
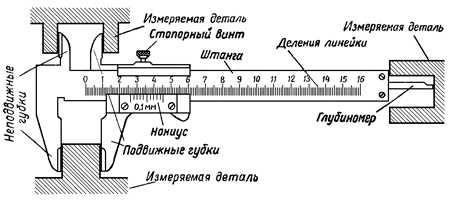
Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину.
Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки.
Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта.
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое – 0,4мм, пятое находится посредине между девятым и десятым.
Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На иллюстрации приведены примеры размеров 0,1мм, 0,3мм и 88,4мм.
Существуют конструкции штангенциркулей способных производить измерения, погрешность которых не превышает 0,05мм и 0,02мм.
Скажите “спасибо” автору.
politexno.ru
Измерительный инструмен для разных работ: назначение, виды
Измерительный инструмент — это широкое понятие, обозначающее класс устройств, позволяющих устанавливать количественные соотношения каких-либо параметров в сравнении с эталоном. В научной деятельности измерения связаны с определением числовых характеристик самых разных величин: массовых, индукционных, спектральных.
В производстве измерительные инструменты и приборы применяются с целью сравнения преимущественно геометрических характеристик изготавливаемого изделия с заданным образцом.
Точность и погрешность
Основной характеристикой измерительных инструментов и приборов является точность. Под этим понятием подразумевают ту величину отклонений от истинных значений, которая возникает в результате погрешности измерений. В различных отраслях промышленности требования к точности отличаются. В деревообработке и производстве строительных металлоконструкций допускается погрешность в 1 мм, при слесарных операциях — 0,1-0,05 мм, в точном машиностроении величина отклонений может составлять 0 мкм.
На точность измерений влияет физическое состояние инструмента. Для определения износа выполняется поверка измерительного инструмента — операция по выявлению степени несоответствия мерителей заданным характеристикам. Основные методы поверки, которые используют для оценки работоспособности механического инструмента, — методы непосредственного сличения и прямых измерений. В этих случаях для поверки применяют контрольно измерительные инструменты для разметки. Это приборы, аналогичные по конструкции, параметры которых выверены.
Основное требование к точности заключается в том, чтобы с помощью измерений придать сопрягаемым деталям ту форму, которая нужна для их конструктивного взаимодействия. Точность измерения гладкости обойм и шариков в подшипниках должна быть на таком уровне, чтобы обеспечить высокую скорость вращения. При сборке рамы, деревянные детали которой не должны двигаться относительно друг друга, достаточно добиться их плотного прилегания.
Вернуться к оглавлениюБольшое значение для точности имеют физические свойства обрабатываемых материалов, их способность менять параметры в зависимости от климатических условий. Отсюда вывод: столярный инструмент, измерительные приспособления токаря, слесаря и плотника имеют разную точность.
Классы, виды, типы измерительного инструмента
В первую очередь все измерители классифицируют по характеру использования. Наиболее обширный класс — это универсальный инструмент. Сюда относят все приборы общего пользования — те, что применяются во всех отраслях и сферах деятельности.
Измерители общего назначения отличаются взаимозаменяемостью, их выдача осуществляется без ограничений. Приборы часто находятся в личном пользовании мастеров. Специальный инструмент — принадлежность отдельных производств и технологических комплексов. К этому классу относятся приборы, применяющиеся для измерения специфических параметров: гладкости поверхности, ее твердости. Могут использоваться для определения параметров отдельных изделий, например шестерен. Характер пользования и хранения таких средств, как правило, носит режимный характер. Например, в ракетостроении мерительные приборы ежедневно перед выдачей поверяются метрологами.
Кроме того выделяют:
- инструменты для измерения и разметки;
- ручной и механический инструмент;
- металлический, пластиковый и деревянный.
Различают виды измерительных инструментов по технологическому признаку, например слесарный инструмент. К этому виду относятся такие типы: штангенциркуль, микрометр, щупы, линейки поверочные и разметочные. Еще один вид — столярный инструмент.
Вернуться к оглавлениюНаиболее популярные типы здесь представлены угольником, малкой, рейсмусом, кронциркулем. Строительные инструменты — это рулетки, спиртовые уровни, складные метры. Многие приборы являются универсальными: ими пользуются мастера всех инженерных профессий.
Измерители, применяемые в металлообработке
Наиболее распространенный универсальный измерительный прибор — линейка. Разметочной линейкой пользуются все специалисты, независимо от профиля. К более специфическому множеству мерных устройств относятся поверочные линейки. Их используют для выявления отклонений изделий по плоскости. Величину отклонений определяют с помощью калиброванных щупов — металлических пластин, толщина которых колеблется от 0,01 мм до нескольких мм. С помощью специальных линеек модельщики определяют усадочный размер горячих слитков.
В сфере металлообработки для измерения линейных характеристик используются два основных вида приборов:
- штриховой прибор с нониусом;
- микрометрический инструмент винтового типа.
Штриховые приборы с нониусными шкалами
Наиболее популярным представителем этого класса является штангенциркуль. Конструктивно прибор представляет собой штангу из твердого сплава, которая с одного конца заканчивается губкой. На поверхности штанги нанесена метрическая шкала с ценой деления 1 мм. По желобу штанги перемещается каретка: один ее конец заканчивается губкой. На каретке нанесена штриховая шкала. В промышленности применяется несколько видов нониусов:
- на 9 или 19 делений — с точностью 0,1 мм;
- на 39 делений — с точностью 0,05 мм.
Разновидностью штангенинструментов являются мерители со стрелочным индикатором и приборы с цифровыми электронными датчиками. В первом случае поступательное движение во вращательное преобразуется системой шестерен с ползуном. Точность такого штангенциркуля повышается до 0,02 мм. Электронные устройства обеспечивают измерения с точностью 0,01 мм. Штангельрейсмасс — подвид штангенциркуля, выполненный на стационарной подставке. Этот ручной прибор предназначен для измерения и нанесения разметки.
Микрометрический инструмент — это винтовая пара с мелкой резьбой, к которой присоединена скоба с прецизионной пяткой. Поступательное движение винту сообщается с помощью двух вращающихся механизмов: барабана и трещотки. Порядок измерения:
- измеряемая деталь устанавливается между винтом и пяткой;
- барабан поворачивают до тех пор, пока деталь не соприкоснется с двух сторон с винтом и пяткой;
- трещоткой доворачивают механизм до полной фиксации детали.
Вернуться к оглавлениюПоказания снимают с трех шкал. Первая расположена на стебле снизу: на ней виден примерный размер детали в миллиметрах. На шкале сверху видно, больше или меньше половины миллиметра составляет погрешность первого измерения. По шкале барабана отмечают точное значение сотых долей миллиметра. Итоговый размер детали равен сумме данных со всех шкал.
Обработка древесины
Разметочно-измерительный инструмент для деревообработки включает:
- рулетки, линейки, складные метры;
- малки, кронциркули, нутромеры, рейсмус.
Первые три типа измерительных инструмента представляют собой ленточные, пластинчатые или консольные приборы, оснащенные метрической шкалой линейных мер. Каждая пятая риска миллиметровых делений увеличена на треть, каждая десятая — в полтора раза. Различаются общей длиной: линейка достигает 70-80 мм; рулетка — от 2 до 15. Столярный разметочный инструмент кронциркуль, нутромер, рейсмус.
В плотницком деле важным параметром является отношение детали к линии горизонта. Для определения вертикалей используется отвес — шнур с гирькой. Более универсальным устройством, показывающим угол отклонения от вертикалей и горизонталей, является гидроуровень, или ватерпас: линейка со стеклянными втулками, на 9/10 заполненными спиртом. Указатель — воздушный пузырек, который перемещается в жидкости.
Разметочные инструменты — это угольники, малка, ерунок. Эту группу отличает еще одна особенность — инструмент для измерения углов. Малка применяется для определения неплотностей между угловыми сочленениями. Ерунок позволяет вычерчивать углы размером 45 и 135°. Для вычерчивания линий, параллельных заданной плоскости, применяют рейсмус — колодку-кронштейн, в которой закреплены штанги с чертилками.
Перечисленными устройствами выбор инструмента не ограничивается. В отдельный класс выделен лазерный измерительный инструмент — достижение инженерии 21 века.
moigarazh.ru
Контрольно-измерительные инструменты
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и иногда 0,25 мм. Эти деления и составляют измерительную шкалу линейки. Для удобства отсчета размеров каждое полусантиметровое деление шкалы отмечается удлиненным штрихом, а каждое сантиметровое – еще более удлиненным штрихом, над которым проставляется цифра, указывающая число сантиметров от начала шкалы. Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 0,5 мм, а при наличии опыта – и до 0,25 мм. Масштабные линейки изготовляют жесткими или упругими с длиной шкалы в 100, 150, 200, 300, 500, 750 и 1000 мм, шириной 10–25 мм и толщиной 0,3–1,5 мм из углеродистой инструментальной стали марок У7 или У8.
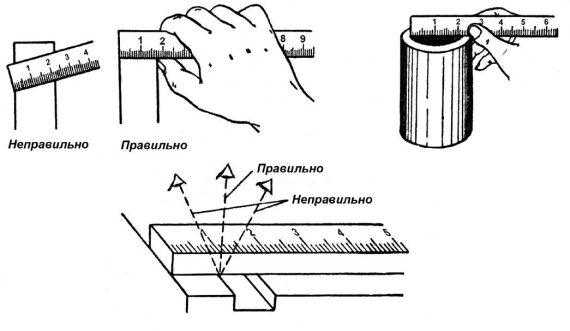
Приемы измерения масштабной линейкой показаны на рис. 9.
Рис. 9. Масштабные металлические линейки и приемы измерения ими
Рулетка представляет собой стальную ленту, на поверхности которой нанесена шкала с ценой деления 1 мм (рис. 10). Лента заключена в футляр и втягивается в него либо пружиной (самосвертывающиеся рулетки), либо вращением рукоятки (простые рулетки), либо вдвигается вручную (желобчатые рулетки). Самосвертывающиеся и желобчатые рулетки изготовляются с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30 и 50 м. Рулетки применяются для измерения линейных размеров: длины, ширины, высоты деталей и расстояний между их отдельными частями, а также длин дуг, окружностей и кривых. Измеряя окружность цилиндра, вокруг него плотно обертывают стальную ленту рулетки. При этом деление шкалы, совпадающее с нулевым делением, указывает нам длину измеряемой окружности. Такими приемами пользуются обычно при необходимости определить длину развертки или диаметр большого цилиндра, если непосредственное измерение его затруднено.
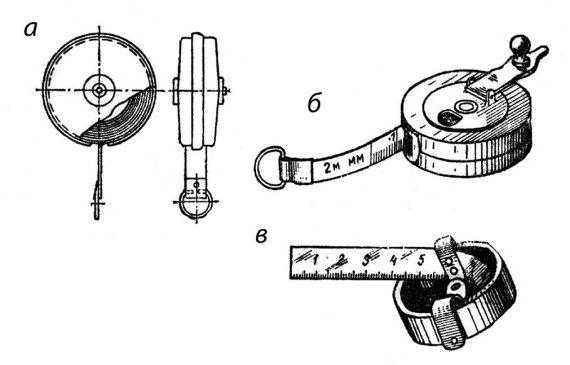
Рис. 10. Рулетки:
а – кнопочная самосвертывающаяся, б – простая, в – желобчатая, вдвигающаяся вручную
Для переноса размеров на масштабную линейку и контроля размеров деталей в процессе их изготовления пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т. п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150–200 мм, соединенных шарниром (рис. 11, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой детали и перемещались по ней с небольшим усилием. Размер детали определяют наложением ножек кронциркуля на масштабную линейку.
Более удобным является пружинный кронциркуль (рис. 11, б), ножки такого кронциркуля под давлением кольцевой пружины стремятся разойтись, но гайка 2, навернутая на стяжной винт 3, укрепленный на одной ножке и свободно проходящий сквозь другую, препятствует этому. Вращением гайки 2 по винту 3 с мелкой резьбой устанавливают ножки на размер, который не может измениться произвольно. Точность измерения кронциркулем 0,25 – 0,5 мм.
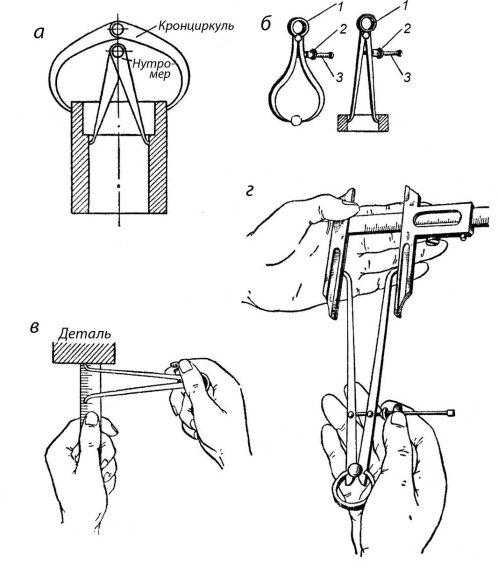
Рис. 11. Кронциркуль и нутромер. Способы измерения
Изготовляют его из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15–20 мм закаливают.
Нутромер служит для измерения внутренних размеров: диаметром отверстий, размеров пазов, выточек и т. п. На рис. 11, а, б показаны обыкновенный и пружинный нутромеры. В отличие от кронциркуля он имеет прямые ножки с отогнутыми губками. Устройство нутромера аналогично устройству кронциркуля.
При измерении диаметра отверстия ножки нутромера разводят до легкого касания со стенками детали и затем вводят в отверстие отвесно. Замеренный размер отверстия будет соответствовать действительному только в том случае, когда нутромер не будет перекошен, т. е. линия, проходящая через концы ножек, будет перпендикулярной оси отверстия. Отсчет размера производится по измерительной линейке; при этом одну ножку нутромера упирают и плоскость, к которой под прямым углом прижата торцовая грань измерительной линейки, и производят по ней отсчет размера (рис. 11, в). На рис. 11, г показано измерение развода ножек нутромера при помощи штангенциркуля. При этом обеспечивается большая точность (до ±0,1 мм), чем при отсчете по линейке.
Изготовляют нутромеры из углеродистой инструментальной стали У7 или У8 с закалкой измерительных концов на длине 15–20 мм.
Точность измерений, которую можно получить с помощью масштабной линейки, складного метра или рулетки, далеко не всегда удовлетворяет требованиям современного машиностроения. Поэтому при изготовлении ответственных деталей машин пользуются более совершенными масштабными инструментами, позволяющими определять размеры с повышенной точностью. К таким инструментам в первую очередь относится штангенциркуль.
Штангенциркуль применяется для измерений как наружных, так и внутренних размеров деталей (рис. 12, а). Он состоит из штанги 8 и двух пар губок: нижних 1 и 2 и верхних 3 и 4. Губки 1 и 4 изготовлены заодно с рамкой 6, скользящей по штанге. С помощью винта 5 рамка может быть закреплена в требуемом положении на штанге. Нижние губки служат для измерений наружных размеров, а верхние – для внутренних измерений. Глубиномер 7соединен с подвижной рамкой 6, передвигается по пазу штанги 8 и служит для измерения глубины отверстий, пазов, выточек и др. Отсчет целых миллиметров производится по шкале штанги, а отсчет долей миллиметра – по шкале нониуса 9, помещенной в вырезе рамки 6 штангенциркуля.
Шкала нониуса имеет десять равных делений на длине 9 мм; таким образом, каждое деление шкалы нониуса меньше деления масштаба (линейки) на 0,1 мм. При измерении детали штангенциркулем сначала отсчитывают по шкале целое число миллиметров на штанге, отыскивая его под первым штрихом нониуса, а затем с помощью нониуса определяют десятые доли миллиметра. При этом намечают деление нониуса, совпадающее с делением на штанге. Порядковое число этого деления показывает десятые доли миллиметра, которые прибавляют к целому числу миллиметров. На рис. 12, б изображены три положения нониуса относительно шкалы штанги, соответствующие размерам: 0,1; 0,5 и 25,6 мм.
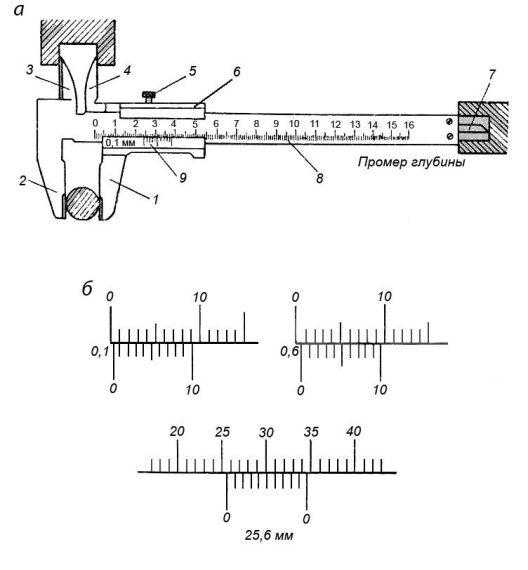
Рис. 12. Штангенциркуль с точностью измерения 0,1 мм
Зачастую приходится изготовлять детали, поверхности которых сопрягаются под различными углами. Для измерения этих углов пользуются угольниками, малками, угломерами и др. Угольники и малки являются наиболее распространенным инструментом для проверки прямых углов. Стальные угольники с углом в 90 ° бывают различных размеров, цельные или составные (рис. 13).
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Наиболее точные угольники класса 0. Точные угольники с фасками называются лекальными (рис. 13, а, б). Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (рис. 13, в), а при проверке внутреннего угла – наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (рис. 13, г). Иногда размер просвета определяют с помощью щупов. Необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (рис. 13, д). При наклонных положениях угольника (рис. 13, е, ж) возможны ошибки замеров.
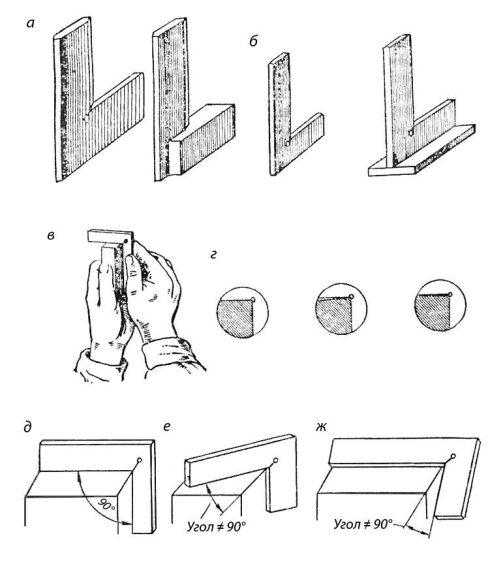
Рис. 13. Угольники с углом 90° и способы их применения
Простая малка (рис. 14, а) состоит из обоймы 1 и линейки 2, закрепленной шарнирно между двумя планками обоймы. Шарнирное крепление обоймы позволяет линейке занимать по отношению к обойме положение под любым углом. Малку устанавливают на требуемый угол по образцу детали или по угловым плиткам. Требуемый угол фиксируется винтом 3 с барашковой гайкой.
Простая малка служит для измерения (переноса) одновременно только одного угла.
Универсальная малка служит для одновременного переноса двух или трех углов.
Для измерения или разметки углов, для настройки малок или определения величины перенесенных ими углов пользуются угломерными инструментами с независимым углом. К таким инструментам относятся транспортиры и угломеры. Транспортиры обычно применяются для измерения и разметки углов на плоскости. Угломеры бывают простые и универсальные.
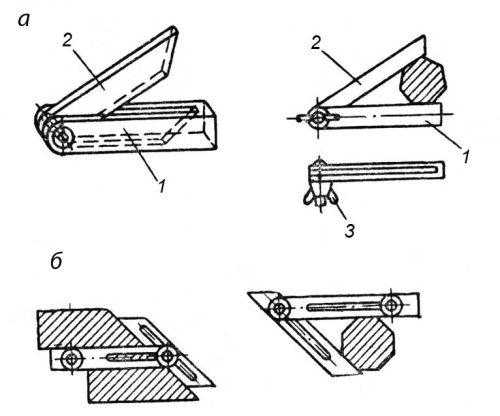
Рис. 14. Простая малка и способы ее применения
Простой угломер состоит из линейки 1 и транспортира 2 (рис. 15, а). При измерениях угломер накладывают на деталь так, чтобы линейка 1 и нижний обрез m полки транспортира 2 совпадали со сторонами измеряемой детали 3. Величину угла определяют по указателю 4, перемещающемуся по шкале транспортира вместе с линейкой. Простым угломером можно измерять величину углов с точностью 0,5–1°.
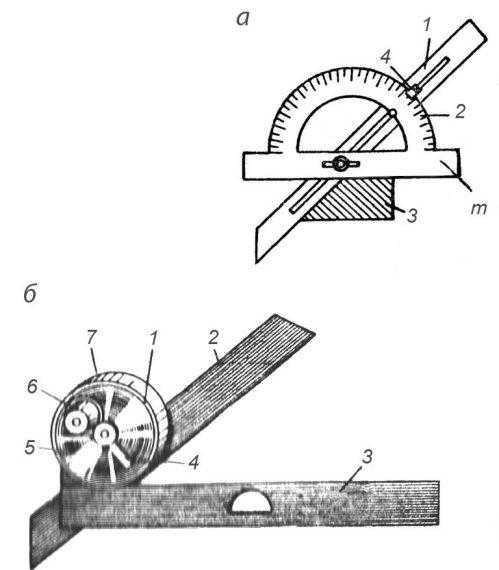
Рис. 15. Угломеры: а – простой, б – оптический
Оптический угломер состоит из корпуса 1 (рис. 15, б), в котором закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах.
Цена малых делений 10 ‘. С корпусом жестко скреплена основная (неподвижная) линейка 3. На диске 5смонтирована лупа 6, рычаг 4 и укреплена подвижная линейка 2. Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр лупы. Линейку 2 можно перемещать в продольном направлении и с помощью рычага 4 закреплять в нужном положении. Во время поворота линейки 2 в ту или другую сторону будут вращаться в том же направлении диск 5 и лупа 6. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После того, как они будут закреплены зажимным кольцом 7, наблюдая через лупу 6, производят отсчет показаний угломера.
Оптическим угломером можно измерять углы от 0 до 180 °. Допускаемые погрешности показания оптического угломера ±5 ‘.
Поверочные линейки служат для проверки плоскостей на прямолинейность. В процессе обработки плоскостей чаще всего пользуются лекальными линейками. Они подразделяются на линейки лекальные с двусторонним скосом, трехгранные и четырехгранные (рис. 16, а).
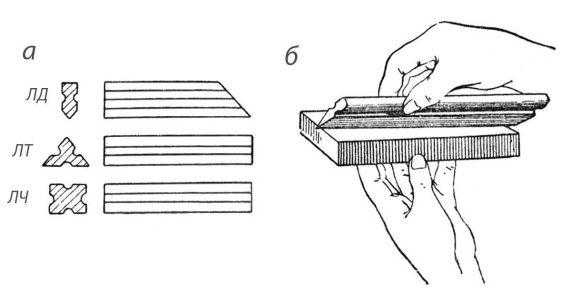
Рис. 16. Лекальные линейки: а – конструктивные формы линеек: двухсторонняя, трехгранная, четырехгранная, б – прием наложения линейки
Лекальные линейки изготовляются с высокой точностью и имеют тонкие ребра с радиусом закругления 0,1–0,2 мм, благодаря чему можно весьма точно определить отклонение от прямолинейности по способу световой щели (на просвет). Для этого линейка своим ребром устанавливается на проверяемую поверхность детали против света (рис. 16, б). Имеющиеся отклонения от прямолинейности будут при этом заметны между линейкой и поверхностью детали. При хорошем освещении можно обнаружить отклонение от прямолинейности величиной до 0,005—0,002 мм. Лекальные линейки изготовляются длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.
Хранение измерительного инструмента и уход за ним. Точность и долговечность инструмента зависят не только от качества изготовления и умелого обращения, но также от правильного хранения и ухода за ним.
Простейший измерительный инструмент хранится обычно в ящике верстака, где его располагают в определенном порядке по типам инструмента и размерам. Штангенциркули и лекальные линейки хранятся в специальных футлярах с закрывающимися крышками. Для предохранения инструментов от ржавчины их смазывают тонким слоем чистого технического вазелина, предварительно хорошо протерев сухой тряпкой. Перед употреблением инструмента смазка удаляется чистой тряпкой или промыванием в бензине. При появлении пятен ржавчины на инструменте его необходимо положить на сутки в керосин, после чего промыть бензином, насухо протереть и снова смазать.
studfiles.net