Как паять с флюсом – ПАЙКА ФЛЮСОМ
alexxlab | 25.07.2019 | 0 | Вопросы и ответы
Пайка для начинающих / Habr
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень
плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
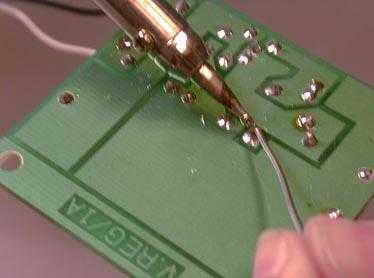
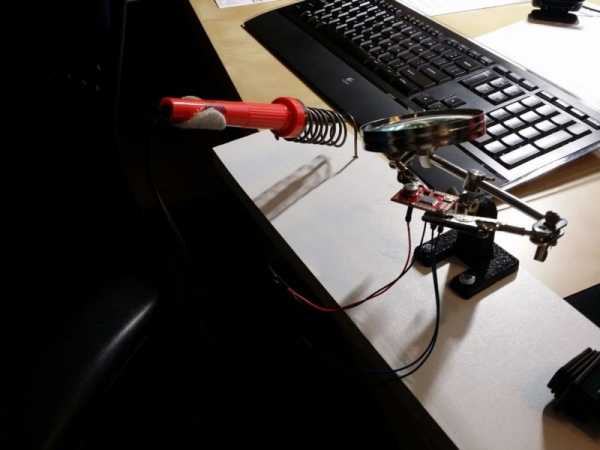
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
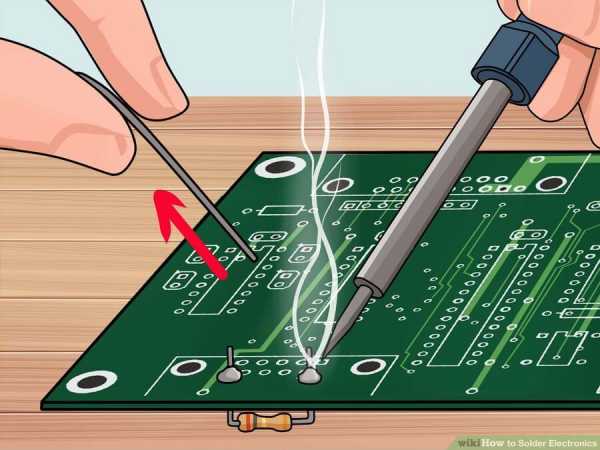
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
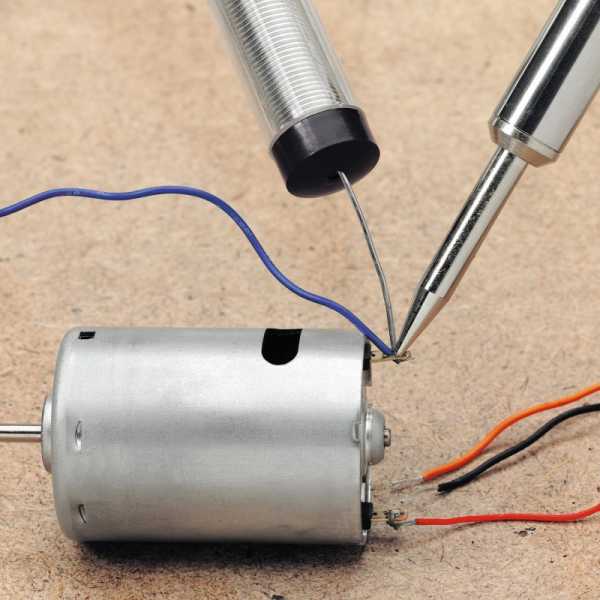
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
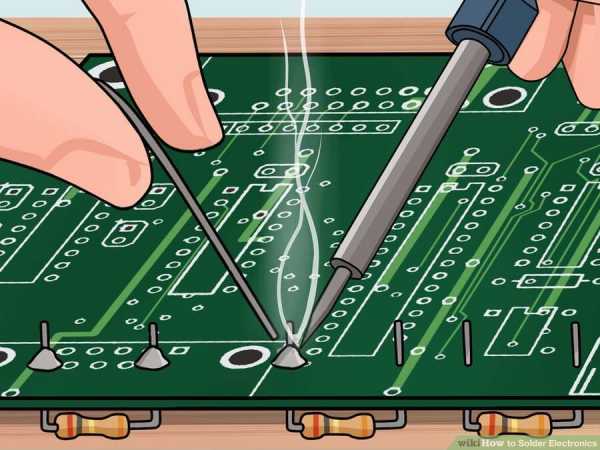
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
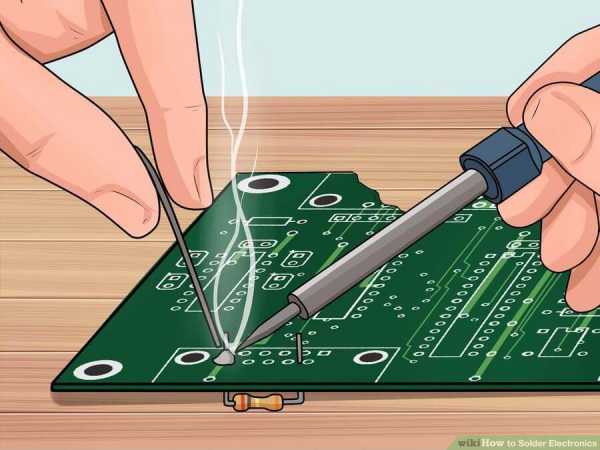
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
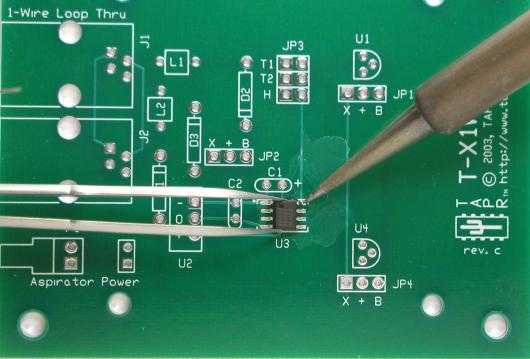
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
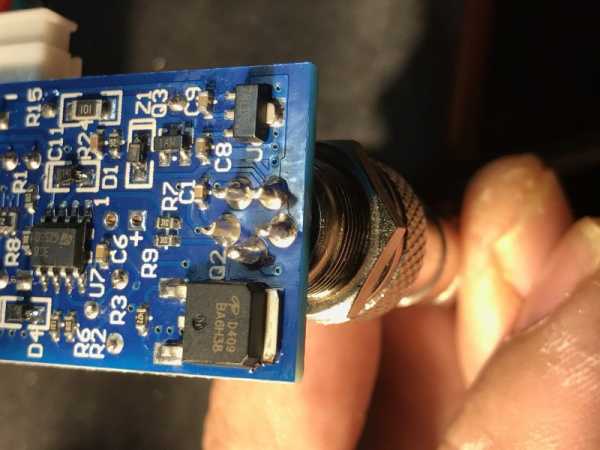
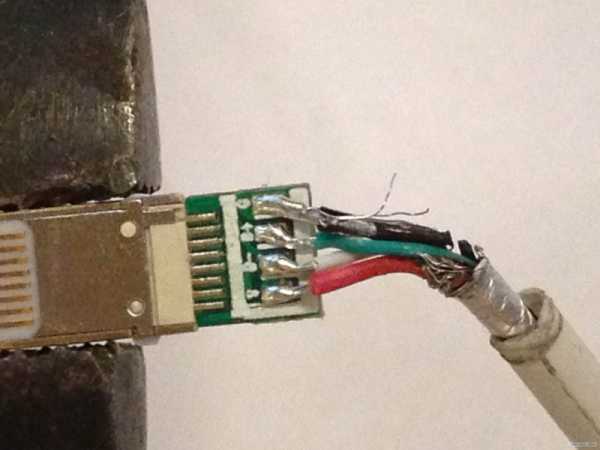
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
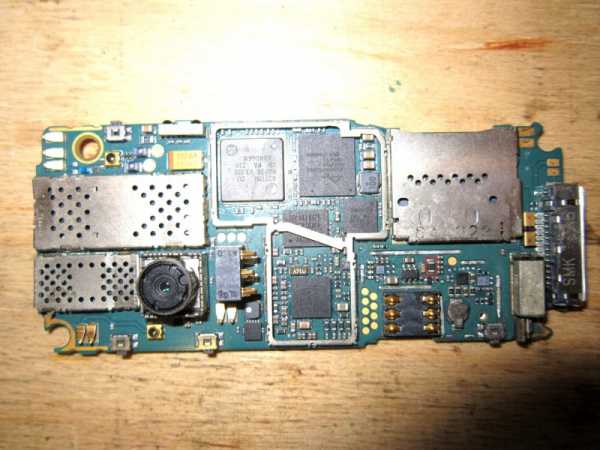
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
habr.com
90 фото инструкций, рекомендаций и советов для новичков
В современном мире, насыщенном электроникой и электрическими приборами нужно уметь пользоваться паяльником. Это умение сэкономит много времени и денег на ремонт сломанных приборов. Несмотря на кажущуюся сложность этого процесса, на самом деле научиться, как правильно паять паяльником очень легко.

Технология пайки заключается в том, чтобы с помощью металла, имеющего более низкую температуру плавления, соединить более тугоплавкие металлы.

Краткое содержимое статьи:
Паяльники
Паяльники имеют несколько видов, отличающихся друг от друга способом нагрева. По такому критерию они делятся на электрические, термовоздушные, индукционные, молотковые. Самыми популярными в быту являются электрические паяльники со спиральным или керамическим нагревателем.

Для каждого вида работ нужно использовать паяльник определенной мощности. Например, для пайки электроники, понадобится маломощный паяльник до 40 Вт, а для деталей со стенками до 1 мм понадобится уже более мощный прибор до 100 Вт.

Чтобы спаять между собой детали толщиной более 2 мм уже понадобится молотковый электрический паяльник с мощностью 200-550 Вт. Такой прибор непригоден в быту, так как предназначен для крупных работ и имеет огромную цену.

Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.

Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.

Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.

Необходимо знать, что припои с разным составом подходят для разных видов металлов. Для стали лучше подойдет ПОС-41, для меди же подойдет практически любой припой, а для нержавейки – оловянный припой с кадмием.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Флюс
Флюсом называется вспомогательное вещество, которое используется для освобождения деталей во время пайки от продуктов окисления. Также флюсы способствуют растеканию металла при пайке.

В продаже имеется огромное количество флюсов для пайки. Имеются как нейтральные, так и в разной степени активные в отношение металлов флюсы.

Самой популярной основой для флюса является канифоль. Она легкоплавка и начинает кипеть уже при нагреве до 250 ˚С.

Чтобы научиться как паять паяльником с канифолью, нужно обязательно знать, что после пайки следует полностью удалить остатки канифоли с металла, в противном случае на этом месте произойдет окисление металла.

Также благодаря своим гидролизующим свойствам, канифоль увеличивает проводимость на месте пайки, чем нарушает работу электронных устройств.

Также лучше всего подбирать флюс под тип металла, с которым намечается работа – это обеспечит высокое качество работы.

Пасты
Паяльные пасты или тиноль – это смесь припоя и флюса. Паста применяется для пайки в сложных, труднодоступных местах. Также тиноль удобно применять новичкам без опыта работы с паяльником.

Подготовка инструмента
Не стоит бояться, если при первом же включении новый паяльник начал дымить. Это происходит по причине выгорания масла, которым консервируется инструмент при долгом хранении.

Перед использованием паяльника следует подготовить его рабочую часть – наконечник. Его можно как немного отковать, так и заточить до необходимой формы. Если рабочая часть паяльника покрыта никелем, то такая подготовка строго запрещена.
В магазинах имеется широкий ассортимент наконечников или жал для паяльников, отличающихся по заточке. Для крупных деталей подойдет круглое жало с угловой заточкой, а для небольших — острое коническое.
Если паяльник имеет жало, изготовленное из меди, то перед работой нужно провести его лужение при первом же нагреве. Можно произвести лужение путем растирания деревянным бруском расплавленного припоя по нагретому наконечнику или любым другим способом.

Главное, чтобы при первом же использовании рабочая часть паяльника была покрыта тонким слоем припоя. В противном случае качество пайки будет низким, а рабочая часть инструмента будет испорчена.

Подготовка деталей
Подготовка деталей не зависит от металла, из которых они сделаны или способа их пайки. Подготовка всегда происходит по одной схеме – сначала деталь очищается от загрязнений и обезжиривается.

Для этой цели используют бензин, ацетон или другие растворители. Также обязательно удаляется механическим способом ржавчина.

Температура
Температурный режим паяльника – главный параметр при работе с ним. При работе с недостаточно разогретым инструментом припой не плавится, а ложится комком.
Чтобы определить, при какой температуре следует паять, нужно знать температуру плавления металла детали и припоя. Температура паяемых деталей должна быть больше температуры плавления припоя на 40-80 С˚, а температура наконечника инструмента – на 20-40 С˚ больше температуры пайки.

Если у паяльника нет функции регулировки температуры, то этот параметр можно оценить при помощи канифоли. При прикосновении паяльника она должна кипеть, без моментального сгорания. О перегреве будет свидетельствовать появление на припое, после прикосновения паяльником, темной пленки, состоящей из продуктов окисления.

Техника пайки
В основном пайка происходит двумя методами: подачей припоя на детали с помощью паяльника или подача припоя непосредственно на детали.

При использовании любого из способов нужно сначала очистить и обезжирить детали, закрепить их, разогреть инструмент и обработать место пайки флюсом.

Если применяется подача припоя при помощи паяльника, то на его кончике нужно расплавить небольшое количество припоя и перенести его на площадку для пайки. Далее следует двигаться по стыку деталей.
Если припой подается непосредственно на спай, то сначала паяльником разогреваются детали, а позже туда подается припой.

Если планируется провести пайку схем, то лучше найти качественные фото-инструкции как паять электронные схемы.

Чтобы оценить качество работы, нужно оценить цвет и блеск спая. Качественно выполненный спай имеет ярко выраженный блеск, если припой пережжен, то он имеет матовый цвет и хрупкую структуру. О браке говорит губчатая структура припоя.
Для первых проб лучше всего использовать простые и недорогие материалы. Проще всего будет понять как правильно паять оловом и канифолью.
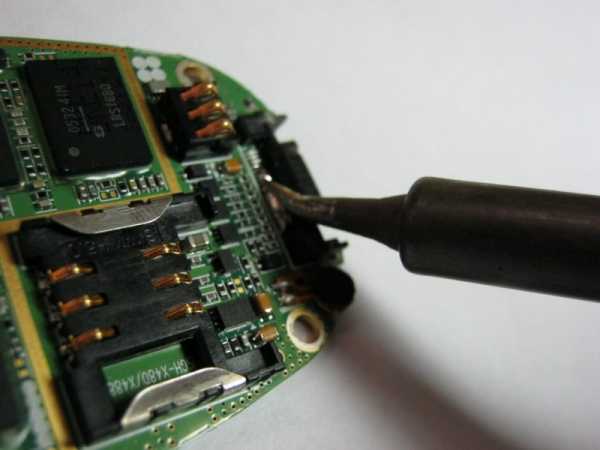
Фото рекомендации как паять






























Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru
Как паять паяльником по wikiHow
Всем здоровья! Как и обещал, продолжаю публиковать материал по процессам пайки. Заинтересовался иностранными обучающими материалами по пайке и наткнулся на инструкцию как паять от американской энциклопедии wikiHow. Попробую адаптировать в вольном переводе их статью для простого русского народа – для тех людей, которые хотят сами в домашних условиях научиться как паять.
Сегодня мы узнаем, какое оборудование необходимо для пайки и как паять на самом деле правильно простые выводные радиоэлементы.
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, регулировкой температуры жала и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
Используйте припой в катушках нужного состава
 Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают безсвинцовые припои, у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.
Используйте припой с флюсом внутри
 Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.
— безотмывочный флюс обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является активным на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет, чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет, чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Как паять радиоэлектронные детали
Подготовьте электронные компоненты для пайки
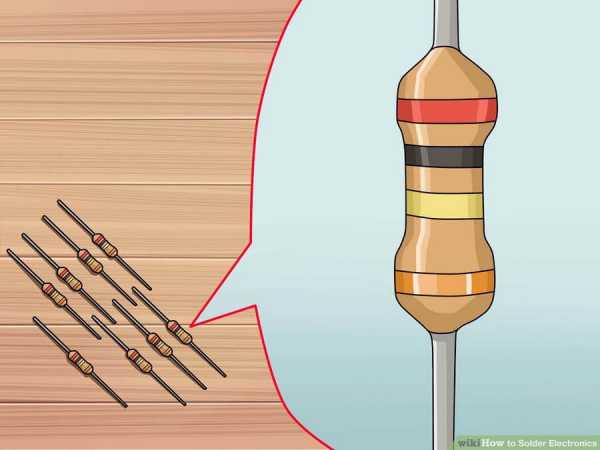 Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов. Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов. Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
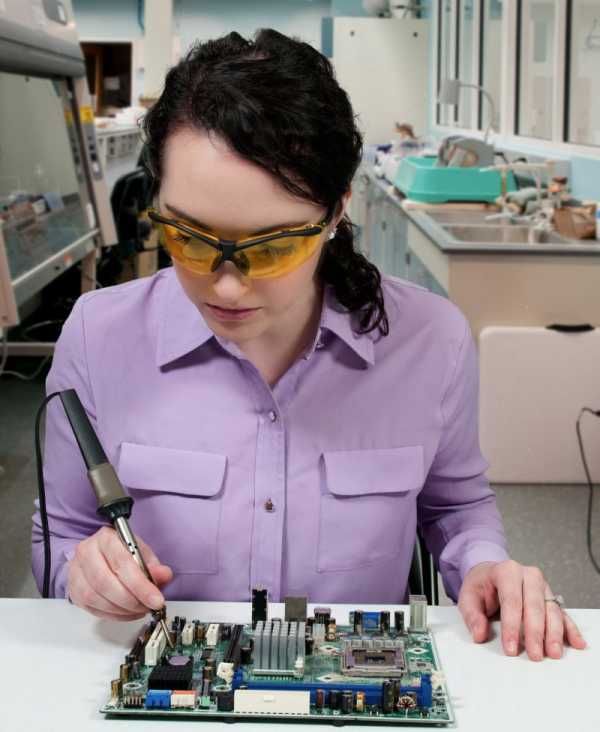
Соблюдайте технику безопасности при пайке
 Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник, когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник, когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Правильное расстояние от лица до паяльника должно быть не меньше 7-12 дюймов (18 — 30 см). При этом брызги кипящего флюса или капли припоя Вам не повредили.
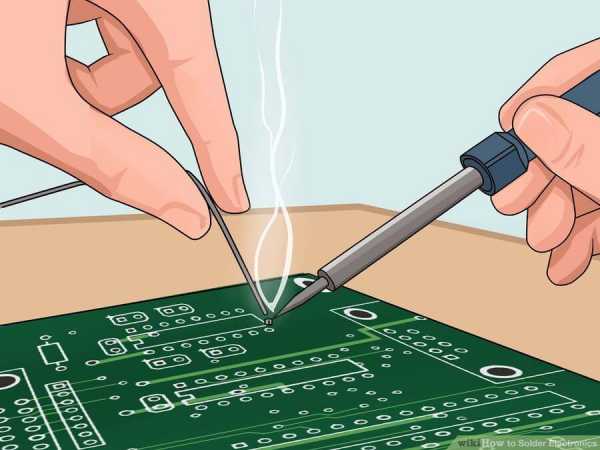
Перед пайкой залудите жало
 Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Аккуратно поднесите жало с каплей припоя на конце к месту соединения деталей с печатной платой. Жало должно прежде всего коснуться вывода радиодетали, а затем уже контактной площадки платы.
Разогретое жало не должно касаться диэлектрической подложки печатной платы, чтобы не повредить ее высокой температурой.
Дайте перетечь припою с жала на паяемые контакты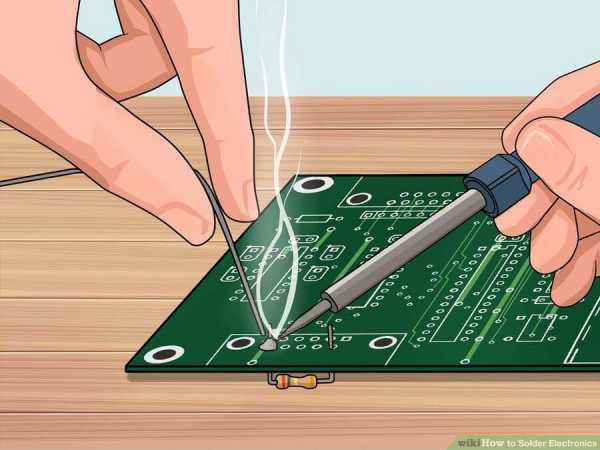
Флюс для пайки при нагревании жалом испаряется буквально за секунду. За это время нужно успеть залудить контакты паяемых поверхностей и дать перетечь припою на них. При пайке контакты должны успеть правильно прогреться, чтобы припой на них лег качественно. Расплавленный припой должен хорошо прилипать к паяемым контактам за счет поверхностного натяжения. Такой свойство называется хорошей смачиваемостью поверхностей.
Если припой не плавится и не липнет к поверхности металлов, то значит они не прогрелись или не были хорошо очищены от окислов и жиров с помощью флюса.
Уберите паяльник при заполнении припоем области пайки
 Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
— на платах с поверхностным монтажом достаточное количество припоя определяется наличием однородной вогнутой поверхности вокруг паяных контактов;
— на платах с отверстиями хватит подавать припой, если увидите равномерную плоскость шва между контактами;
— чрезмерное количество припоя при пайке изделия будет видно по выпуклой форме шва;
— малое количество припоя образует рваный и сильно вогнутый шов.
Секреты хорошей пайки
Двигайтесь энергично
К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов.
При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать флюс и чуть дольше греть припой.
Отводите тепло от термочувствительных компонентов
 Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Научитесь распознавать достаточное количество припоя
 Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест.
Держите жало в чистоте
 Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа.
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа.
Убедитесь в полном остывании припоя
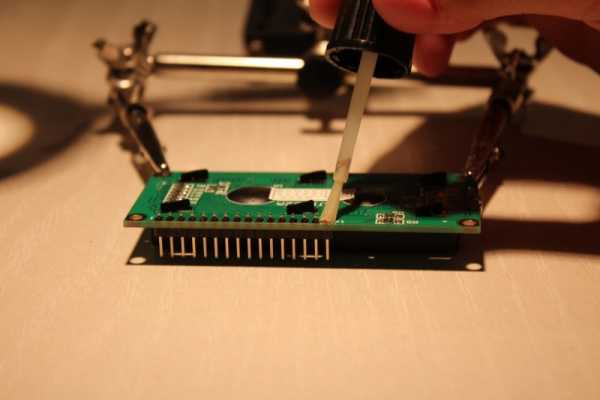
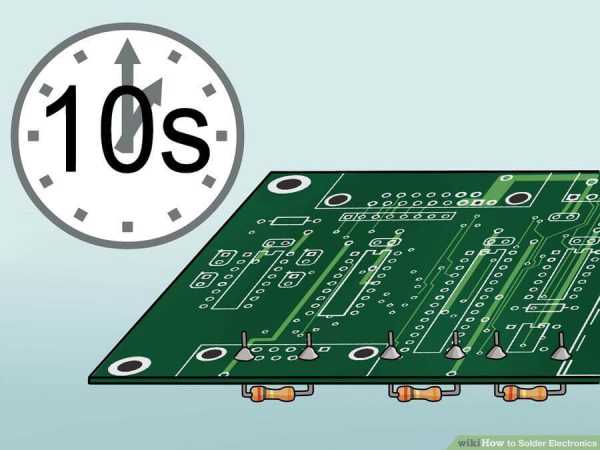 Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы, пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы, пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Потренируйтесь на кошках
 В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
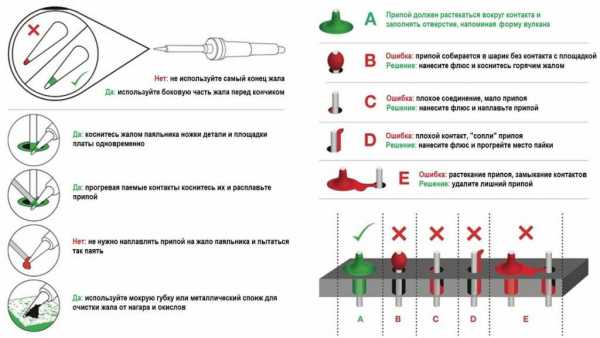
В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье.
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.
Тут старался Мастер Пайки.
masterpaiki.ru
Зачем нужен паяльный флюс и как его использывать?
Смысл флюса при пайке такой же, как смысл мыла при мойке жирной посуды -разрушать поверхностную пленку (при пайке оксидную, при мытье -жировую), и обеспечивать смачивание (при пайке – припоем паяемых деталей, при мытье – водой посуды). Если флюс не применять пайка получится не качественная – может не обеспечивать электрический контакт и может даже со временем отвалиться (хорошо помыть жирную посуду без мыла тоже тяжело). В качестве флюсов обычно используют ортофосфорную кислоту (при пайке аллюминия) или канифоль (сосновая смола после отгонки скипидара) – при пайке меди и серебра. Как использовать? Смочить все паяемые поверхности. С ортофосфорной кислотой – это просто, т.к. это жидкость. С канифолью сложнее – ее нужно либо сначала расплавить (тем же паяльником) или лучше растворить в спирте или водке.<br>p.s. Выпускаются специальные проволоки припоя с канифолью внутри (на срезе напоминают “трубу” с канифолью), но смачивание повехности (обычной кисточкой очень удобно) обепечивает лучше качество пайки.
Вместо канифоли тока жидкий. Облудить провод например- макаеш и лудиш. Оч удобно поять платы когда много элемнтов впаивать
Нейтрализует образующуюся при нагревании металла и припоя окисную плёнку, позволяет припою прочно пристать к спаиваемым поверхностям. Использовать путём нанесения на металл перед пайкой.
Флюс нужен,чтобы снять окислы с поверхности металла,который хочешь паять.Берешь канифоль или что утебя там и смачиваешь повехность,которую паять будешь и т.д.
флюс отвечает за смачиваемость при многократном паянии одного “места” из припоя весь флюс выпаривается и пайка получается корявой и некрасивой. флюс позволяет припою растекаться по всей площадке. его надо использовать только при повторном запаивании так как припой содержит в себе флюс
История: раньше были чисто медные жала и советские паяльники им хватало для сцепления канифоли, после пошли паяльники с медью внутри а покрытием из стали (или тупо стальные жала), канифоль не цепляет сталь с припоем, вот тут и пришли на помощ паяльная кислота (онаже флюс), флюс легко цепляет сталь/серебро с припоем, более того увеличивает нагрев при взаимодействии, [крч медные жала только для канифоли / стальные жала и более тугоплавкие для флюса]. Медные жала выгорают быстрее от флюса так как кислота и более ядовиты для мягких тканей человека, ещё флюс частично разрушают структуру припоя (для результата без жертв никак увы)
touch.otvet.mail.ru
какие материалы и приспособления необходимы, как правильно паять провода
 Если рассматривать способы пайки, то работа, произведённая паяльником, является самым распространённым и удобным. Несмотря на это, паяние паяльником имеет два важных ограничения, которые стоит учесть при выборе способа. Паять паяльником следует только низкоплавкими припоями и затруднительно производить нужные манипуляции, если детали, которые необходимо спаять, уж слишком массивные.
Если рассматривать способы пайки, то работа, произведённая паяльником, является самым распространённым и удобным. Несмотря на это, паяние паяльником имеет два важных ограничения, которые стоит учесть при выборе способа. Паять паяльником следует только низкоплавкими припоями и затруднительно производить нужные манипуляции, если детали, которые необходимо спаять, уж слишком массивные.
Последнее затруднение можно преодолеть, если воспользоваться дополнительными источниками тепла, такими как газовая или электрическая плита, газовая горелка. С помощью этих источников можно добиться нужного результата, прогрев паяемую деталь, хоть это и усложнит весь процесс.
Чтобы начать процесс пайки, необходимо подготовить нужный инструмент и специальные материалы. В первую очередь, конечно, необходим сам паяльник и понятно дело, что не обойтись без флюса и припоя.
Виды паяльников
Специалисты различают такие виды паяльных инструментов:
-
 Электрические паяльники, которые имеют керамический или спиральный нагреватель.
Электрические паяльники, которые имеют керамический или спиральный нагреватель. - Газовые паяльники, оснащённые газовой горелкой.
- Термовоздушные паяльники, в которых тепло проводится в нужное место воздушным потоком.
- Молотковые паяльники (которые работают с помощью открытого пламени или электрические).
- Индукционные паяльники.
Самыми распространёнными приборами для пайки считаются электрические паяльники, так как ими легко пользоваться и нетрудно приобрести. Нужный паяльный инструмент выбирают в зависимости от его мощности, которая показывает уровень теплового потока, направленного на паяемые детали.
Производить пайку электронных компонентов будет правильно прибором, мощность которого не будет превышать 40 Вт. Если у деталей, которые следует спаять стенки или провод, не превышают один миллиметр, то уместно будет выбрать инструмент в диапазоне 80–100 Вт. Если стенка детали от двух миллиметров и больше, то мощность нужна больше 100 Вт. Как раз к таким мощным инструментам относятся молотковые, работающие от электричества паяльники, которые бівают мощностью в 250 Вт., а также выше. Такие мощные устройства необходимы, как правило, для промышленности, где нужно паять большие детали. Цена на такие небытовые приборы соответственно высокая.
Теплопроводность паяемого материала тоже необходимо учитывать при выборе мощности паяльника. Например, при пайке изделий из стали он должен находиться в менее нагретом состоянии, чем при работе с медной конструкцией.
Припои
Для паяния электрическим инструментом используется чистое олово, оловянно-свинцовые, оловянно-серебряные и другие варианты припоев.
Свинцово содержащие припои отличаются своей вредностью, но в то же время качество работы при их использовании значительно выше других припоев.
Если необходимо подвергнуть пайке посуду, применяемую для приготовления пищи, то правильно будет использовать лишь чистое олово.
Флюсы
Как утверждают специалисты, хорошо паяются такие материалы, как бронза, серебро, нейзильбер, медь, олово, золото, латунь, свинец. Вполне приемлемо можно паять никель, низколегированные и углеродистые стали, цинк. К материалам, с которыми сложно работать, можно отнести алюминий, нержавеющие, а также хром, высоколегированные стали, алюминиевую бронзу, чугун, магний, титан. На практике же можно отметить, что только неподготовленная деталь или провод, неправильно подобранный флюс и неверно выбранная температура обработки ведёт к плохой пайке.
Так что правильно подобранный флюс залог идеально выполненной работы с минимальными временными и физическими затратами. Именно флюс отвечает за то, будет ли паяться нужный металл, какой будет прочность соединения, насколько будет трудно проходить весь процесс. Вся задача флюса заключается в том, чтобы разрушить окисную плёнку паяемого металла.
Флюс «Паяльную кислоту», которая относится к кислым активным флюсам, запрещается применять, когда производится паяние электронных деталей. Своей агрессивностью такой флюс может вызвать коррозию. Но именно это его свойство позволит идеально соединить металлические детали. Таким образом, чем металл химически стоек, то активнее должен быть применяемый флюс. Но нельзя забывать, что то, что осталось от активных флюсов, нужно удалить после завершения процесса.
Для пайки стальных конструкций эффективными флюсами считаются водный раствор хлористого цинка и паяльные кислоты, произведённые на этой основе. На данный момент производители представили широкий ассортимент сильных флюсов, которые тоже можно использовать при пайке.
При работе с нержавеющей сталью в отличие от низколегированной и углеродистой стали, нужно применять более активные флюсы, которые позволят разрушить слой стойких окислов, покрывающий, поверхность нержавеющей стали.
Выясняя, как паять паяльником изделия из чугуна, то очевидно, что для этих целей электрический паяльник будет непригоден, так как не сможет выполнить поставленную перед ним задачу. Паять чугун нужно выполнимо лишь высокотемпературной пайкой.
Чтобы выполнить качественно работы с нержавейкой, необходимо применить ортофосфорную кислоту (Ф-38). Так как она лучше всего одолевает окисную стойкую плёнку, покрывающую этот материал.
Железо оцинкованное с лёгкостью позволит спаять флюс, который включает хлористый цинк, этиловый спирт, хлористый аммоний, канифоль (ЛК-2).
Приспособления и материалы
 Далеко не все приспособления и материалы необходимы при проведении паяльных работ. Но все они упрощают и делают работу с паяльником более удобной и комфортной.
Далеко не все приспособления и материалы необходимы при проведении паяльных работ. Но все они упрощают и делают работу с паяльником более удобной и комфортной.
Подставка для паяльного инструмента нужна не только для удобства, но и для безопасности. Чтобы нагревающийся наконечник устройства не касался посторонних предметов, которые могут быть повреждены от такого соприкосновения.
Возможны три варианта получения такого нужного приспособления:
- Подставка продаётся в наборе с паяльным инструментом.
- Приобретается.
- Производится самостоятельно из листа тонкой жести.
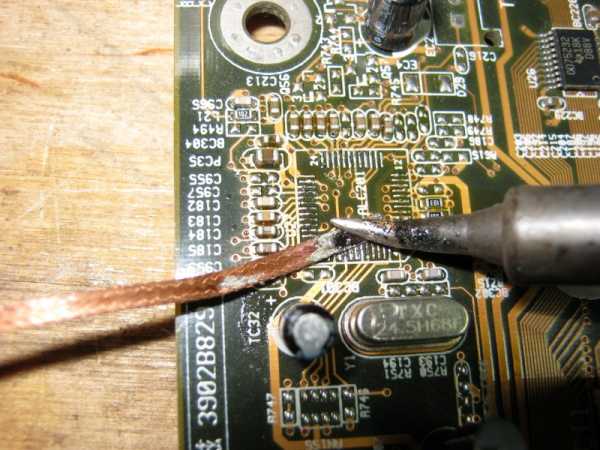
Для удаления от излишков припоя существует специальная оплётка, которая производится из офлюсованных тонких медных проводков. Размотанный её конец прикладывается к припою, а затем сверху прижимается паяльником. Впоследствии весь лишний припой с помощью капиллярных сил, есть возможность собрать в ней, как в промокашке. Использованный кончик оплётки, который уже пропитан припоем, обрезается и выбрасывается.
При паяльных работах будет очень уместно иметь приспособление, которое именуется «третья рука». Данное устройство своими зажимами решает вопрос с катастрофической нехваткой рук при процессе паяния, где в одной руке держится паяльник, а в другой припой. К тому же это устройство может быть оснащено ещё и увеличительным стеклом, которое поможет лучше рассмотреть паяемые мелкие изделия или тонкий провод.
И конечно же, нельзя обойтись при проведении паяльных процедур без пинцетов, зажимов, плоскогубцев. Ведь детали могут сильно разогреться, и руками их держать будет невозможно.
Техника работы паяльником
Распространены несколько способов работы с паяльником:
- Доставка припоя с кончика инструмента сразу на нужные детали.
- Подача припоя непосредственно на площадку паяемой детали.
Но прежде чем начать паять, необходимо произвести подготовительные манипуляции с деталями. Подготовка заключается в закреплении деталей, разогреве паяльника и смачивании флюсом места пайки.
Если паяют первым способом, на паяльнике плавят маленькое количество припоя и придавливает его жало к необходимым местам на паяемых деталях. Уверенное движение наконечника паяльника вдоль предполагаемого шва способствует идеальному распределению припоя по паяемой поверхности.
При втором варианте пайки нужно сначала разогреть паяльником нужные детали до необходимой температуры пайки, а потом подают припой встык между нужными деталями или на подвергаемую пайке поверхность. Припой, расплавившись, заполнит расстояние между деталями, что обеспечит нужный результат.
Лужение проводов
 Проведение лужения — это процесс покрытия верхнего слоя металла припоем. Такую операцию проводят как приготовительную перед пайкой, так и как самостоятельную операцию.
Проведение лужения — это процесс покрытия верхнего слоя металла припоем. Такую операцию проводят как приготовительную перед пайкой, так и как самостоятельную операцию.
Самым распространённым направлением, где применяется лужение, это лужение концов электрических проводов. Как правильно паять паяльником провода и производить лужение, чтобы получить нужный эффект, рассмотрим в подробностях.
В зависимости из чего произведены провода и их состояния, в котором они находятся на момент работ, различается и обработка, которой их нужно подвергать.
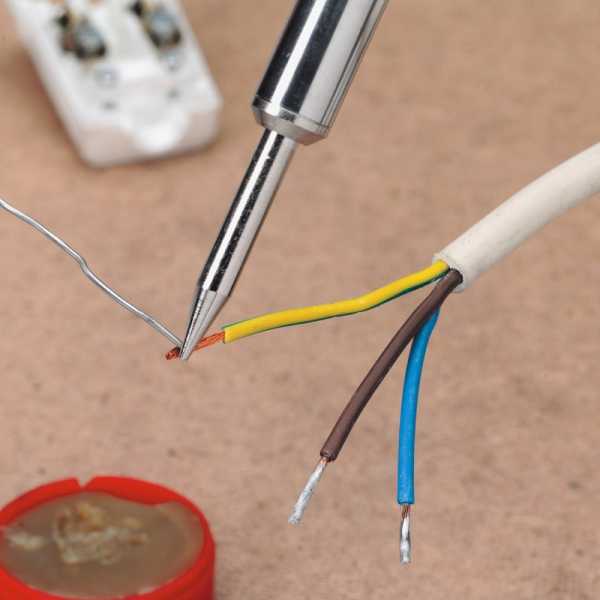
Провод медный одножильный лучше всего подходит для лужения. Новый провод не защищён окислами, поэтому с ним не нужно проводить манипуляции по зачищению. Процесс заключается в нанесении на кончик провода флюса, на горячий конец паяльника наносится припой, а проводится по проводу паяльником, при этом стараясь проворачивать провод.
В некоторых случаях, когда проводник не намерен лудиться может помочь простая таблетка. Такое может случиться в том случае, если провод покрыт лаком или эмалью. В таком случае необходимо таблетку аспирина разместить на дощечки и плотно прижав к её поверхности проводник, разогреть паяльником в течение нескольких секунд. При таких действиях таблетка плавится, чем вызывает разрушение лака. После этого можно проводить лужение провода без проблем.
Пары от расплавленной таблетки аспирина вредны для здоровья, поэтому можно воспользоваться специальным флюсом, который удаляет лак с поверхности проводов.
Если провода старые, то они, как правило, покрыты окислами, которые будут препятствовать процессу лужения. Решить проблему можно с помощью уже упомянутого аспирина. Для этого необходимо расплести проводник, его положить на таблетку и несколько секунд греть паяльником, продвигая проводник из стороны в сторону.
 Чтобы провести лужение провода из алюминия, необходимо приобрести специальный флюс, например, идеально подойдёт «Флюс для пайки алюминия». Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия.
Чтобы провести лужение провода из алюминия, необходимо приобрести специальный флюс, например, идеально подойдёт «Флюс для пайки алюминия». Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия.
Чтобы убрать образовавшийся при лужении остаток припоя, можно провод разместить вертикально и к месту избытка прижать горячий паяльник. Все излишки стекут на паяльник с провода.
Используя все знания и нужные материалы, можно добиваться идеально выполненных работ при использовании паяльника.
Оцените статью: Поделитесь с друзьями!elektro.guru
Как пользоваться паяльной кислотой:как правильно паять и залудить
Среди всех флюсов паяльная кислота выделяется в особую категорию, так как эта разновидность обладает рядом отличительных свойств, которые выделяют его среди остальных. В первую очередь, данная разновидность распространяется только в жидком состоянии. Даже концентрированные марки кислоты являются жидкими, а при необходимости, их всегда можно разбавить, чтобы снизить интенсивность их свойств. Сразу возникает вопрос, как пользоваться паяльной кислотой?

Виды паяльной кислоты
Естественно, что особенные свойства создают специальные условия, как пользоваться паяльной кислотой. Дело в том, что это один из немногих флюсов, которые вреден для непосредственного контакта с кожей человека. Даже если он применяется в качестве сильного разбавленного раствора, то ни в коем случае не допускается попадание на слизистые оболочки, а также открытые мелкие раны на коже. При высокой концентрации вещество может разъедать кожу и мышечные ткани. Таким образом, правила как использовать паяльную кислоту поможет не только сделать соединения более качественными и надежными, но сохранит человеку здоровье.
Основным назначение данного вещества является использование в качестве флюса во время пайки. Благодаря своей высокой агрессивности, при попадании на поверхность основного металла или припоя, кислота выедает все жировые пленки, которые образовались на ней, окислы металла, а также прочие загрязнения. Это помогает получить достаточно чистую поверхность, которая максимально приблизит условия спаивания в данной области к идеальным.

Использование кислоты паяльной во время пайки
Это не все свойства, для чего нужна паяльная кислота. Еще одной способностью материала является то, что он остается после нанесения. Когда вы нанесете флюс на металл, то он останется там еще долгое время, что предотвратит повторное образование окислов и налетов. Также во время нанесения припоя флюс обеспечит лучшую растекаемость и схватываемость материала. Он не сдерживает вязкие компоненты, позволяя им свободно растекаться по всей поверхности. Благодаря этому образуется качественное и надежное соединение. Данная продукция производится согласно ГОСТ 23178-78.
Рекомендации по использованию паяльной кислоты
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается. Ко всему прочему, паяльная кислота проводит ток. Если после спаивания не осушить плату достаточно хорошо, то ее может попросту замкнуть. Это же касается и остатков солей, которые могут образоваться на ней после использования данного флюса. Здесь не стоит рисковать даже с применением раствора.
Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
Технология пайки
Использование данного флюса мало чем отличается от остальных в плане непосредственного применения. Его отдельно нужно подготовить для того, чтобы удобно было использовать, к примеру, в какой-либо изолированной емкости. Перед тем как паять детали, их нужно залудить.

Процесс лужения металла
Способ, как залудить паяльник паяльной кислотой, практически не отличается от работы с канифолью. Здесь достаточно мокнуть жало в саму жидкость.
«Важно!
Для лужения поверхности заготовки нужно использоваться смоченный в кислоте припой, который должен растечься тонким слоем по поверхности металла.»
После того как все будет залужено, можно капнуть несколько капель кислоты на место спаивания, чтобы она покрыла всю поверхность, где будет идти соединение.

Нанесение паяльной кислоты на место пайки
После этого можно приступать к непосредственной пайке, где расплавленный припой наносится на поверхность соединения двух деталей.

Процесс пайки с использование кислоты
Обязательной процедурой является очистка от солей. Здесь образуется видимый налет, который нужно убрать механическим путем.
Вывод
Несмотря на явные недостатки, которые касаются безопасности применения, паяльная кислота была и остается одним из самых популярных флюсов для сложных случаев пайки. В частной сфере, из-за специфичного запаха и большой агрессивности, она используется не так часто, но профессионалы нередко применяют именно ее. Правильное использование обеспечит вам безопасные условия работы и высокий результат качества.
svarkaipayka.ru
Пайка алюминиевых проводов с помощью флюса
Многие считают, что пайка алюминия производится только в условиях производственного цеха. Из-за этого ложного мнения даже не берутся делать это в домашних условиях. На самом деле это всего лишь заблуждение. Данная статья призвана помочь произвести пайку алюминиевых проводов с помощью флюса.

Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
- Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
 Припои и флюсы для пайки паяльником медных проводов
Припои и флюсы для пайки паяльником медных проводовВыбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т.д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
 Припой ПОС-61 0,8 мм
Припой ПОС-61 0,8 ммВыбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
 Флюс ФДА для пайки алюминия
Флюс ФДА для пайки алюминияИнструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
Блиц-советы
- Оловянный припой легко покрывается ржавчиной, поэтому при его использовании нелишним будет нанести лакокрасочное покрытие.
- Помимо обычного припоя, температура плавления которого относительно невысока, можно использовать высокотемпературный, например, «Aluminium-13» который состоит из: алюминия — 87%, кремния — 13%. Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
orcmaster.com