Как пользоваться поворотным столом – Использование поворотного стола Видео! – www.fassen.net-Видео сёрфинг
alexxlab | 01.06.2017 | 0 | Вопросы и ответы
Стол поворотный – виды, конструкция, применение, особенности и ГОСТы.
Стол поворотный – это часть оснастки сверлильного и фрезерного станка предназначенная для расширения функциональных возможностей оборудования. С помощью поворотного стола можно без переустановки производить обработку деталей расположенных по окружности, вращать заготовку в различных координатах и выполнять другие операции.
Сфера применения и преимущества
Поворотные столы широко применяются на станках различного назначения – как на автоматических линиях при серийном производстве деталей, так и на отдельных установках. Это фрезерные, вертикально-сверлильные станки, ковочные молоты, прессы и другое оборудование, где необходимо обеспечить быстрое перемещение обрабатываемой заготовки относительно рабочего органа. Применяются поворотные столы и при сварочных операциях для выполнения рельефной и точечной сварки.

Главным преимуществом поворотного стола является возможность обработки деталей в различных плоскостях. Так, для фрезерных станков помимо перемещения заготовки в трех основных направлениях (продольное, поперечное и вертикальное), поворотный стол может обеспечить вращение детали в вертикальной и горизонтальной плоскостях. Стол обеспечивает перемещение заготовки в различных координатах, фиксировать её под требуемым углом наклона и производить высокоточную обработку.
Применение поворотного стола позволяется значительно уменьшить затраты времени на обработку, повысить производительность труда. При выполнении сварочных операций данный вид оснастки позволяет устанавливать деталь вне зоны работы, тем самым не прерывая производственный цикл. Значительно повышаются и функциональные возможности оборудования.
Виды поворотных столов
Поворотные столы для металлорежущих станков и другого оборудования классифицируются в зависимости от возможного направления движения. Существует пять основных типов столов:
- Поворотно-наклоняемые. Может осуществлять поворот заготовки вокруг собственной оси и её наклон на угол от 0 до 90°.

- Поворотный с продольным перемещением. Применяется при фрезеровании отверстий внутри плоских стальных изделий. Есть модели оснащенные делительным диском для разделения рабочей зоны на функциональные части.
- Поворотные горизонтально-вертикальные столы. Обеспечивают возможность эффективной обработки заготовок в вертикальном и горизонтальном положениях. Данная конструкция, в частности, широко применяется при круговом фрезеровании и нарезании винтовых канавок.
- Горизонтальный поворотный стол. Используется для кругового фрезерования, сверления отверстий по окружности и других операций. Наиболее простой и универсальный вариант конструкции.
- Поворотный стол с поперечно-продольным перемещением
Поворотные столы выпускаются по стандартным размерам. Основные диаметры: 320, 400, 500 и 630 мм.
Конструкция поворотных столов
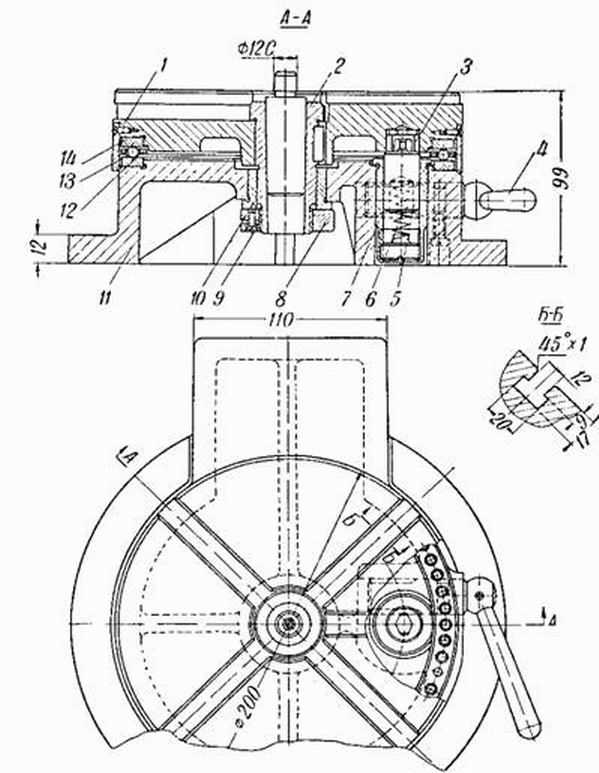
На рисунке выше представлен наиболее простой вариант конструкции поворотного стола. В корпус стола (11) запрессована втулка (10). В ней вращается шпиндель (2). На шпинделе установлена планшайба стола (1). Также в корпус запрессована и втулка (7). В неё направлен фиксатор реечного типа (5) который входит под действием пружины (6) во втулку (3).
Для управления фиксатора предусмотрена рукоятка (4). Поворот планшайбы осуществляется с помощью подшипника качения состоящего из обоймы (12), колец (14) и шариков (13). Для регулировки осевого зазора применяется гайка (8) и стопорный винт (9).
ГОСТы
Общие технические условия столов поворотных с ручным и механизированным приводом регулирует ГОСТ 16935-93.
mekkain.ru
Фрезерование с применением круглого поворотного стола
Фасонные поверхности фрезеруют на круглом поворотном столе, являющемся принадлежностью вертикально-фрезерного станка.Круглые поворотные столы выпускают с ручным приводом, с ручным и механическим приводом от станка, с приводом от индивидуального электродвигателя. Поворотные столы с ручным приводом нормализованы, имеют общую конструкцию. Диаметры стола 160, 200, 250 и 320 мм. На рис. 139 показан общий вид стола.
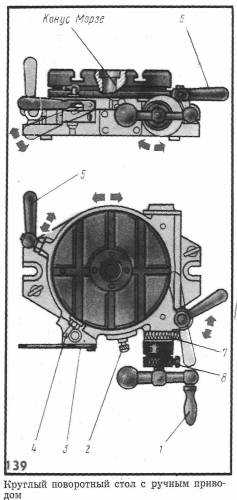
Каждый стол состоит из основания (плиты) и поворотной части (планшайбы). Плиту поворотного стола крепят к столу станка с помощью болтов, вставляемых в Т-образные пазы стола. При вращении рукоятки 1 через червячную пару (передаточное отношение червячной пары 1:90) поворачивается поворотная часть стола. После поворота планшайбу жестко закрепляют на плите рукояткой 5. Центральное коническое отверстие с конусом Морзе № 3 или 4 на планшайбе служит для центрирования поворотного стола, а Т-образные пазы — для закрепления приспособлений или заготовок. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Винт 2 служит для фиксации рискоуказателя на круговой шкале стола, а винт 8 — для фиксации лимба на рукоятке 1. Эксцентриковая гильза 7 предназначена для регулировки зазора червячной пары, а также для вывода ее из зацепления в случае, когда нужно быстро повернуть стол на требуемый угол. Стопорят гильзу 7 рукояткой 6. Ограничение угла поворота стола производится передвижным регулируемым ограничителем 4 поворота стола, а освобождают ограничитель поворота стола рукояткой 3.
Поворотные столы с ручным и механическим приводом выпускают с диаметрами стола 320, 400, 500 и 630 мм (рис. 140). Эти столы имеют два червяка: один для ручного, другой для механического поворота планшайбы от привода станка. Вручную стол можно вращать маховичком 6.
Для привода круглых столов на фрезерных станках моделей 6Н11, 6М12 и 6М13 в механизме подач стола имеется специальный валик. На других моделях консольно-фрезерных станков передача вращательного движения столу осуществляется от ходового винта продольной подачи стола. В обоих случаях вращение планшайбы производится через вал, расположенный под рабочим столом станка параллельно ходовому винту продольной подачи, зубчатую передачу, заключенную в специальном кронштейне, через шарнир 3 и телескопический вал 4.
Включение вращения от привода производится рукояткой 5. Каждый стол снабжен кулачками 2, ограничивающими участки круговой обработки, передвигаемыми и закрепляемыми в круговом пазу 1, и реверсивным механизмом для изменения направления вращения планшайбы. Эти столы, как и столы с ручным управлением, имеют стопорное устройство, позволяющее жестко закреплять планшайбу в требуемом положении с помощью рукоятки 7.
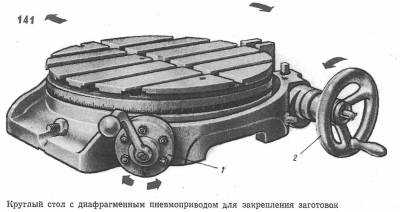
На поворотном столе обрабатываемые заготовки закрепляют вручную. Для сокращения вспомогательного времени на крепление заготовок применяют поворотные столы со встроенным пневматическим или гидравлическим приводом. На рис. 141 показан общий вид поворотного стола с диафрагменным пневмоприводом для закрепления обрабатываемых заготовок. Крепление заготовок происходит следующим образом. В столе имеется шток с резьбовым отверстием, в которое ввинчивают сменные тяги. С помощью этих тяг производят закрепление обрабатываемых заготовок или освобождениеих поворотом рукоятки распределительного крана 1. Маховиком 2 осуществляется вращение стола.
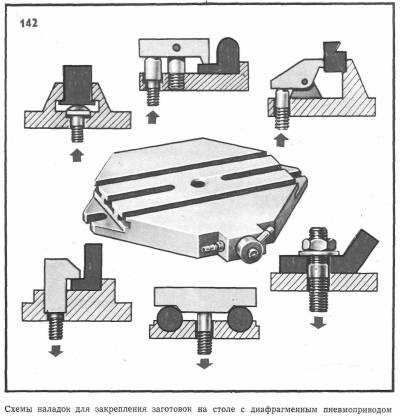
На рис. 1.42 показаны схемы наладок для закрепления заготовок на столе с диафрагменным пневмоприводом. На таких столах заготовки крепят через сменные тяги различных конструкций, ввинчиваемые в резьбовые 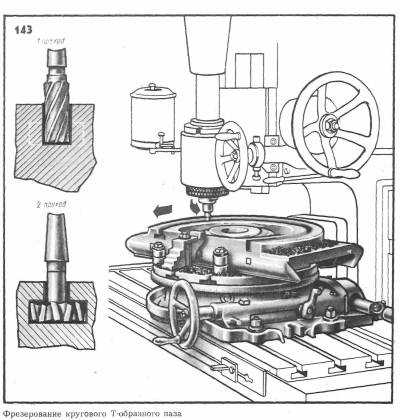
отверстия штока стола.
Столы с индивидуальным электроприводом. Вращение стола от привода станка связано с большой затратой времени на наладку станка (установка кронштейна с зубчатыми колесами, установка промежуточного валика с шарнирами и др.). Поэтому целесообразно применять переносный накладной стол с индивидуальным приводом. Его можно установить на любом вертикально-фрезерном станке. Такие столы имеют необходимый комплект сменных зубчатых колес, позволяющих получить требуемую окружную скорость (круговую подачу) планшайбы.
Рассмотрим наладку и настройку стайка на фрезерование кругового Т-образного паза (рис. 143). Материал заготовки — серый чугун (НВ = = 180 кГ/мм2). Размеры Т-образного паза примем такими же, как и в ранее рассмотренном примере обработки прямолинейных Т-образных пазов (см. рис. 128). Как и в предыдущем случае, обработку кругового паза производят за два прохода: сначала фрезеруют прямоугольный паз концевой фрезой, а затем фрезой для Т-образных пазов.
Установка круглого поворотного стола. Перед установкой стола необходимо тщательно протереть основание поворотного стола и поверхность станка, на которой его устанавливают. Ввести в соответствующие пазы стола станка с двух сторон прижимные болты с гайками и шайбами и закрепить поворотный стол. Вставить в центральное коническое отверстие круглого поворотного стола центрирующий штифт. Заготовку устанавливают и закрепляют с помощью центрирующего штифта, прихватов или сменных тяг в случае применения стола с пневмоприводом для закрепления заготовок.
При фрезеровании круговых пазов необходимо совместить центр окружности кругового паза с центром поворотного стола. При вращении кругового поворотного стола вокруг вертикальной оси каждая точка заготовки будет перемещаться по окружности радиусом, равным расстоянию этой точки от центра стола.
Кроме совмещения центра оси стола с центром окружности кругового контура необходимо также совместить ось концевой фрезы с осью симметрии паза, иначе говоря, расстояние между центром поворотного стола и центром концевой фрезы должно быть равно радиусу окружности оси паза.
Таким образом, при обработке круговых пазов очень важно правильно установить заготовку. Правильность установки можно проверить путем легкого касания заготовки вращающейся: фрезой в двух диаметрально противоположных положениях, т. е. при повороте стола на 180°.
Автор – nastia19071991
mgplm.org
Поворотный стол для фрезерного станка – подробное описание + Видео
Поворотный, координатный или любой другой стол для фрезерного агрегата с ЧПУ либо без программного управления является важнейшим элементом металлообрабатывающей установки.
1 Какой должна быть рабочая поверхность фрезерного станка?
Стол оборудования для фрезерования вносит свой собственный вклад в конструкционную жесткость агрегата, что очень важно. При этом основная функция рабочей поверхности любого станка (с ЧПУ, работающего под ручным управлением) заключается в удобном для обработки расположении фрезеруемых изделий. Ключевыми показателями столов, исходя из этого, считают площадь, которая выделяется на них под заготовку, и их общие геометрические (линейные) размеры.

Стол оборудования для фрезерования
Рекомендуем ознакомиться
Чем большей площадью рабочей поверхности обладает станок, тем более универсальным он является. Логика здесь проста – небольшое по размерам изделие без труда поместится на большом столе, а вот “всунуть” крупную деталь на маленький стол для фрезерного агрегата (СФА) уже не получится. Кроме того, на установках с большими рабочими поверхностями нередко можно выполнять качественный раскрой заготовок, увеличивая тем самым технологичность станка (нет потребности в монтаже специальных раскроечных аппаратов).
Поверхность СФА всегда покрывается специальным защитным слоем, например, пластиковым. Причем сама конструкция стола обязана быть максимально прочной и жесткой, чтобы обеспечивать отсутствие вибраций при обработке деталей и прогибов при помещении на нее тяжелых заготовок.

Поверхность с защитным пластиковым слоем
Многие установки для фрезерования в наши дни снабжаются добавочной бакелитовой либо пластиковой панелью, которую крепят на основном СФА.
Такую панельку называют “жертвенной”. Она предохраняет инструмент от поломки при незапланированном его контакте с рабочей поверхностью фрезерного станка, а также защищает последнюю от чрезмерного износа. “Жертвенный” стол агрегата легко меняется на новый по мере необходимости.
2 Поворотный стол – весьма удобное приспособление
Стандартные рабочие поверхности дают возможность производить движение (возвратно-поступательное) фрезеруемой детали в трех направлениях – вертикально, поперечно и продольно. Если требуется выполнить многогранную обработку заготовки, указанных “способностей” оборудования мало. Решить проблему расширения возможностей фрезерного станка с ЧПУ или с ручным управлением позволяет поворотный стол. Его монтаж существенно повышает функциональность оборудования за счет того, что фрезеруемые изделия можно вращать вокруг горизонтальной или вертикальной оси.

Поворотный стол
Поворотный СФА позволяет задавать нужный угол наклона заготовки за счет того, что он может перемещаться в разных плоскостях. На агрегатах с ЧПУ такая поверхность обеспечивает возможность обработки изделий круглой и спиральной конфигурации. При ручном управлении поворотный стол позволяет тщательно выполнять переходы, закругления заготовок, фрезеровать криволинейные поверхности.

Фрезерование криволинейной поверхности
Диаметр, который может иметь поворотный стол, бывает разным. Чаще всего изготавливаются поверхности с величиной диаметра 32–63 мм. При подсоединении описываемых приспособлений к станку с ЧПУ используется отдельный вал. Автоматика в данном случае контролирует без участия человека все перемещения рабочей поверхности.
Поворотный стол может быть наклоняемым, с вертикально-горизонтальным, продольно-поперечным и только горизонтальным перемещением. Ниже более подробно рассказано о каждом из указанных его видов.
3 Разновидности поворотных СФА – выбирайте самый эффективный
Горизонтально-вертикальная поворотная рабочая поверхность гарантирует эффективную обработку изделий по горизонтали и вертикали. Задняя бабка станка в данном случае улучшает крепление обрабатываемой заготовки. А планшайба на подобных столах крепится при помощи обычного кривошипного приспособления. Вертикально-горизонтальный поворотный стол идеален для кругового фрезерования и при выполнении винтовых канавок. Также его применяют при работе с составляющими конструкций из стали и металла, которые по отношению друг к другу размещены на некоторой угловой дистанции.
Поворотный наклоняемый СФА используется при фрезеровании поверхностей стальных конструкций, смонтированных под углом в 0–90°. Его эксплуатируют тогда, когда нет необходимости постоянно устанавливать и демонтировать обрабатываемую деталь, так как конструкция данной рабочей поверхности затрудняет эти процедуры.

Поворотный наклоняемый СФА
Наклоняемые приспособления нередко снабжаются специальным диском, дающим возможность разделять стол на несколько рабочих зон. Фиксирующий механизм на таких столах выполняется в форме разъединяющего кривошипного устройства. Причем в нем предусмотрено наличие защелкивающихся элементов.
Наиболее технологичным принято считать поперечно-продольный стол для станков с ЧПУ. Его конструктивные достоинства значительно расширяют функциональность и производительность фрезерного оборудования. Такой стол обязательно нужен для станка без механизма перемещения (продольно-поперечного) фрезеруемых заготовок. Уникально высокая эффективность обработки деталей на описываемых рабочих поверхностях обусловлена тем, что они способны проворачиваться по своему основанию полностью.

Поперечно-продольный стол
Самым простым СФА считается горизонтальная поверхность для проведения фрезерных операций. На такой стол допускается установка станка с ЧПУ и стандартного агрегата. Как правило, он применяется на универсальных мелкогабаритных установках для фрезерования с целью обработки на высоком уровне качества угловых элементов заготовок, уступов и пазов.
4 Вакуумный стол – верный помощник фрезеровщика
Для фрезерного агрегата с ЧПУ вакуумный механизм является настоящей находкой. Он дает возможность фиксировать изделия на столе посредством силы специального насоса без применения не всегда надежных механических прижимов. На таком СФА крепление детали осуществляется за счет атмосферного (внешнего) давления после того, как вакуумный спецмеханизм откачивает воздух в промежутках между рабочей поверхностью и изделием, подготовленным для фрезерования. В результате формируется “эффект присоски”, который и держит деталь.

Вакуумный механизм для станков с ЧПУ
Вакуумный стол может изготавливаться в разных вариантах. Существуют следующие его виды:
- Шлицевые. Они годятся для фиксации изделий с большим количеством отверстий на своей поверхности и для маленьких деталей, у которых контактная площадь является незначительной.
- VAC-MAT. Вакуумный стол с жесткой конструкцией. Изготавливается из специальных полимеров, характеризуется наличием большого числа изолированных отделений между уплотняющим материалом и фрезеруемым изделием. Из указанных отделений происходит одновременная откачка воздуха. Это обеспечивает надежную фиксацию деталей при сквозной их обработке.
- Решетчатые. Они располагают матрицей, которая охватывает по периметру все фрезеруемое изделие. Затем из получающегося замкнутого контура производится откачка воздуха, и вакуумный механизм на агрегате с ЧПУ “намертво” прижимает деталь.
- FLIP-POD. Вакуумный стол с множеством “присосок”-клапанов, используемый тогда, когда требуется качественно зафиксировать крупные изделия. FLIP-POD позволяет выполнять фрезерование торцевых поверхностей, благодаря тому, что уплотнительный материал не охватывает весь периметр детали.
- Стол с пористыми платами. Он имеет блочную конструкцию, состоящую из нескольких плат, применяется для фиксирования заготовок небольшой толщины. Такой вакуумный механизм способен полностью охватывать деталь по ее периметру. При этом площадь формируемой “подложки” определяет уровень прижима изделия к рабочей поверхности.

Блочная конструкция из пористых плат
Почти на любой современный станок с программным управлением можно установить вакуумный стол. Его монтаж не сопровождается необходимостью переналадки фрезерного оборудования, достаточно лишь подключить специальный насос либо внешний компрессор.
5 Координатные рабочие поверхности – полная автоматизация процесса фрезерования
Координатный стол представляет собой особое приспособление, которое обеспечивает максимально точное передвижение фрезеруемой заготовки либо станочного механизма. Такой СФА оснащается программным управлением и включает в себя:
- механизм и приводы назначения;
- систему электронного контроля за процессом;
- несущую опору.
Координатное устройство для точного передвижения заготовки
Под опорой понимают станину или раму фрезерной установки. В качестве привода, который отвечает за функционирование исполнительного механизма и механические перемещения элементов рабочей поверхности, используются:
- шарико-винтовая пара;
- пара “рейка-шестерня”;
- прямая передача;
- ременная передача.
Координатный стол хорошо показывает себя при эксплуатации только в том случае, если оператор станка грамотно выбирает вид привода. Именно от него зависит плавность функционирования агрегата, точность обработки, рабочая нагрузка на оборудование и скорость выполнения фрезерных операций.

Координатный СФА с системой ЧПУ
Координатный СФА управляется системой ЧПУ, которая может быть аналоговой, импульсной либо цифровой. Чаще всего на отечественных станках используется аналоговое программное управление. Но оно, к сожалению, не может применяться на агрегатах, работающих на высоких скоростях. Импульсные комплексы имеют малую стоимость. Они не эксплуатируются на оборудовании для выполнения высокоточных фрезерных работ. Самыми универсальными и качественными являются цифровые ЧПУ. Они работают по распространенным протоколам Sercos, CAN и другим.
Координатные рабочие поверхности бывают портальными и крестовыми. Первые рекомендовано использовать для фрезерной обработки плоских заготовок. А вот крестовый стол незаменим при выполнении многоосного фрезерования.
Добавим, что на координатные столы допускается установка 2–3 исполнительных механизмов одновременно. За счет этого можно работать сразу с несколькими заготовками, увеличивая тем самым производительность станка.
tutmet.ru
Использование – поворотный стол – Большая Энциклопедия Нефти и Газа, статья, страница 1
Использование – поворотный стол
Cтраница 1
Использование поворотных столов на радиальносверлильных станках, за которыми закреплена обработка строго определенных деталей, практически позволило свести наладочное время к нулю. Кроме того, созданы благоприятные условия для упорядочения рабочих мест сверловщиков, и отпала необходимость в особых местах и стеллажах для хранения приспособлений. [1]
Использование поворотных столов на радиально-сверлильных станках, за которыми закреплена обработка строго определенных деталей, практически позволило свести наладочное время к нулю. Кроме того, созданы благоприятные условия для упорядочения рабочих мест сверловщиков и отпала необходимость в особых местах и стеллажах для хранения приспособлений. [2]
Схемы использования поворотных столов совместно с многошпиндельными головками. [3]
При использовании поворотного стола или барабана установка заготовки и съем деталей также осуществляются на одной позиции. [4]
При использовании поворотного стола подобного типа обычно стол может поворачиваться только после отвода транспортера детали предыдущего участка. [6]
Компоновка агрегатных станков с использованием делительных поворотных столов ( рис. 6.45, е) позволяет реализовать многоинструментальные параллельно-последовательные схемы обработки поверхностей. Заготовки обрабатывают с двух сторон – сверху и с горизонтально расположенных вокруг стола 1 агрегатных силовых головок 2 с инструментами. [7]
Иные условия создаются при использовании поворотных столов. Применение их освобождает от необходимости перестановок, повторных выверок и повторных закреплений деталей. [8]
На рис. VII.43 изображены схемы использования поворотных столов в сочетании с многошпиндельными головками для позиционной обработки одновременно нескольких деталей. [10]
В некоторых случаях при серийной вырезке деталей малых размеров повышение производительности достигается использованием поворотного стола с двумя или более позициями при одном и том же копире. [11]
В некоторых случаях, например при серийной вырезке деталей малых размеров, повышение производительности достигается использованием поворотного стола с двумя или более позициями и с одним и тем же копиром. [12]
В частном случае при применении поворотных устройств не нужно делить один конвейер на два, например, при использовании поворотного стола с приводом от конвейера ( см. гл. [13]
Компоновки АС для обработки отверстий выполняются по трем группам. Область применения АС значительно расширяется при использовании многопозиционных делительных поворотных столов. В типаже предусмотрены ДПС с числом позиций от 2 до 12 ( кроме семи и одиннадцатипозицион-ных) диаметром от 800 мм до 2000 мм. В компоновках наиболее распространены ДПС диаметрами 1000 мм и 1250 мм, четырех и шести-позиционные. [14]
Как правило, приспособления устанавливающиеся на столе, снабжаются пневматическими автоматизированными зажимами, при помощи которых зажимается и освобождается деталь без участия рабочего. Рабочий только устанавливает заготовку и снимает готовую деталь без остановки станка. Вспомогательное время при использовании поворотных столов практически сводится к нулю. [15]
Страницы: 1 2
www.ngpedia.ru
Фрезерование с применением круглого поворотного стола
Криволинейные контуры, имеющие форму дуги окружности в сочетании с отрезками прямых или без них, обрабатывают на круглом поворотном вращающемся столе, который является нормальной принадлежностью вертикально-фрезерного станка.Поворотный круглый стол с ручной подачей. На рис. 160 показан круглый поворотный стол для работы с ручной подачей. Плита1поворотного стола крепится к столу станка при помощи болтов, вставляемых в пазы стола. При вращении маховичка4, насаженного на валик3, вращается поворотная часть стола2. На боковой поверхности стола нанесены градусные деления для отсчета поворота стола на требуемый угол. Заготовки для обработки закрепляют на поворотном столе любым способом: в тисках, непосредственно при помощи прихватов, в специальных приспособлениях.
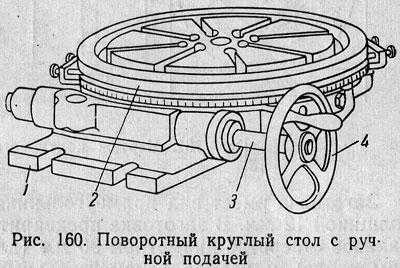
При вращении маховичка4заготовка, установленная и закрепленная на круглом поворотном столе, будет поворачиваться вокруг вертикальной оси стола. При этом каждая точка поверхности заготовки будет перемещаться по окружности радиуса, равного расстоянию этой точки от оси стола. Чем дальше расположена точка поверхности от оси стола, тем большую окружность опишет она при вращении стола.Если подвести заготовку любой точкой к вращающейся фрезе и продолжать поворачивать стол, то фреза обработает на ней дугу окружности радиусом, равным расстоянию от центра до этой точки заготовки.Таким образом, при обработке на круглом поворотном столе контур дуги образуется без комбинирования двух подач в результате круговой подачи поворотного стола, и точность контура здесь зависит не от умения комбинировать две подачи, а от правильной установки заготовки на столе.При помощи круглого поворотного стола можно фрезеровать как наружные контуры, так и внутренние пазы.Обработка контурного шаблона. Рассмотрим пример изготовления детали фрезерованием, где сочетается обработка наружного контура с обработкой внутренних круговых пазов.Пусть требуется обработать контурный шаблон, показанный на рис. 161.
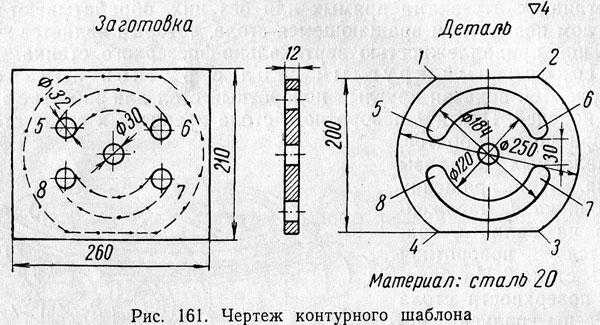
Заготовка имеет вид прямоугольника размером 210×260мм, толщиной 12мм. В заготовке предварительно просверлено центральное отверстие диаметром 30мм(для крепления ее на круглом столе) и четыре вспомогательных отверстия диаметром 32мм(для фрезерования). Заготовка предварительно размечена.Фрезерование будем вести на вертикально-фрезерном станке.Так как обработке подлежат наружный и внутренний контуры, то фрезерование необходимо производить вдве установки.1. Закрепив заготовку на круглом столе болтами, пропущенными через любые два отверстия в ней, фрезеруем наружный контур по разметке, используя вращателыное движение круглого стола (рис. 162, а).
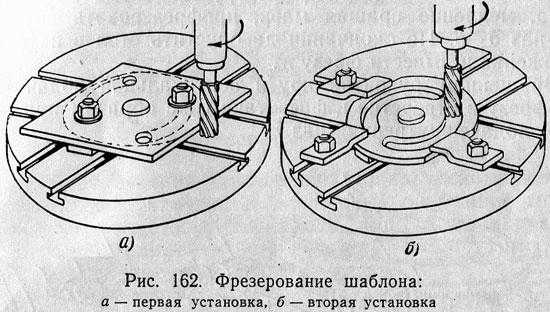
2. Закрепив заготовку на круглом столе прихватами, фрезеруем внутренние круговые пазы по разметке, используя вращательное движение круглого стола (рис. 162, б).Выбор фрезы. Так как обработку наружного контура и внутренних пазов желательно производить без смены фрезы, то выбираем концевую фрезу из быстрорежущей стали Р18 (по ГОСТ 8237—57) диаметром 32мм(соответственно ширине кругового паза) с нормальным зубом (z = 5) и коническим хвостовиком.Установка круглого поворотного стола. Для установки круглого стола необходимо:1 Поставить круглый стол на ребро, протереть основание и установить на стол станка. При установке ввести в пазы стола станка с обеих сторон прижимные болты с гайками и шайбами и закрепить круглый стол болтами.2 Вставить в центральное отверстие круглого стола центрирующий штифт диаметром 30мм.Для закрепления заготовки воспользуемся центрирующим штифтом и болтами для первой установки (рис. 162, а) и центрирующим штифтом и прихватами для второй установки (рис. 162,6).Настройка станка на режим фрезерования. Для данной операции задана скорость резания υ = 31,5м/мин, что при диаметре фрезыD= 32ммпо лучевой диаграмме (см. рис. 54) соответствует 315об/мин. Подача фрезы задана 0,08мм/зуб, что приn= 315об/мини числе зубьев фрезы z = 5 дает минутную подачу 0,08X5x315= 126мм/мин.Устанавливаем лимб коробки скоростей на 315об/мини лимб коробки подач на 125мм/мин.Фрезерование наружного контура. Закрепление заготовки ясно из рис. 162, а.Закрепив в шпиндель станка концевую фрезу, включают станок и подводят заготовку к фрезе в том месте, где имеется наименьший припуск (рис. 162, а).Вращающуюся фрезу врезают ручной подачей в заготовку до линии разметки и, включив механическую продольную подачу, фрезеруют прямолинейный участок1—2(рис. 161). При ручном вращении круглого стола фрезеруют криволинейный участок2—3. После этого фрезеруют при механической продольной подаче прямолинейный участок3—4и, наконец, опять при ручном вращении круглого стола фрезеруют криволинейный участок4—1.Фрезерование круговых пазов. Заготовку для фрезерования круговых пазов устанавливают так, как показано на рис. 162, б.Вращением рукоятки вертикальной, продольной и поперечной подач подводят фрезу (см. рис. 162, б) и вставляют в отверстие5(см. рис. 161). Затем надо поднять стол, застопорить консоль стола и плавно при ручной круговой подаче круглого стола, медленно вращая маховичок, профрезеровать внутренний паз5—6. По окончании прохода опустить стол в исходное положение и вывести фрезу из паза.Вращением рукояток круговой и вертикальной подач вводят фрезу в отверстие и фрезеруют таким же образом при круговой подаче внутренний паз7—5.Круглый поворотный стол с механической подачей. На рис. 163 дана более совершенная конструкция круглого стола, круговое движение которого производится механически от привода станка. Если на квадратный конец валика6надеть маховичок, то можно вращать стол вручную, как у показанного на рис. 160 стола с ручной подачей. Механическое вращение стола получается при соединении ходового винта продольной подачи стола станка через систему шестерен с шарнирным валиком3—4, связанным с червячной передачей, находящейся в корпусе круглого станка. Включение механической подачи стола производится рукояткой 5. Автоматическое выключение механической подачи производится кулачком2, который для установки можно передвигать по пазу1круглого стола и закреплять в нужном положении двумя болтами.
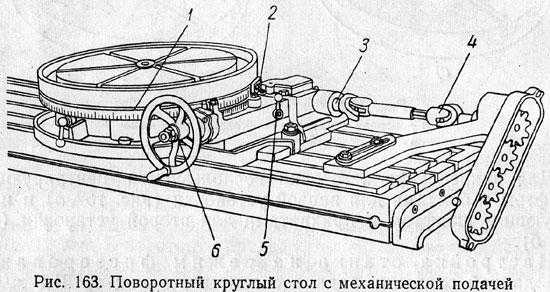
Работа на круглом столе с механической подачей производится подобно разобранному примеру обработки на круглом столе с ручной подачей, но фрезеровщик избавлен от необходимости вручную вращать маховичок. Круговая механическая подача выражается также вмм/мин. Ее определяют, исходя из развернутой длины окружности обработки и числа оборотов круглого стола в минуту.
Пример 7. Определить круговую подачу при обработке по наружному контуру заготовки, показанной на рис. 161, на поворотном столе с механической подачей, если известно, что стол делает 0,25об/мин.Наружный контур детали по рис. 161 очерчен дугами окружностиD= 250мм, следовательно, длина пути фрезы по этой окружности равна πD= 3,14 X 250 = 785,4мм. При одном обороте стола в минуту скорость круговой подачи равна 785,4мм/мин, а при 0,25об/мин, как задано условиями обработки, скорость круговой подачи составит: 785,4-0,25= 197,35мм/мин.
studfiles.net
Как пользоваться поворотным столом в майнкрафт ic2 — GamesVideo
Комментарии пользователей wW Ww 21.07.2018 – 06:03Top видосы)
Макс Юсупов 23.07.2018 – 13:13спасибки очень сильно помог лайк поставил )
Sibnet 24.07.2018 – 19:54Спасибо друган.)
Итан 26.07.2018 – 10:22Хаха голос угарный. Кстати, помог, спасибо! С меня лайк
Sibnet 27.07.2018 – 15:21Спасибо за лайк.)
Страж Тьмы 27.07.2018 – 11:36Создатель. Норм, гайды желательно кратко без отвлекания и желательно с обьяснением того или иного механизма при его помощи в крафте вещей.
Mr Miras 30.07.2018 – 08:16Аахааха а чё ты Сказал что Надо скрафтит такую фигню?
Sibnet 01.08.2018 – 23:55Не знаю.))
Сергей Андрюхин 02.08.2018 – 06:28блюююювотина
IIIKOJIbHuk TV 03.08.2018 – 16:15где сылка на серв? есть токо на твой!
Sibnet 06.08.2018 – 00:26Мой сервер точно такой же. А на этом сервере, я уже давно не играю и ссылки на него больше нет.
Bigon 05.08.2018 – 08:09А для чего нужен энергоуровень, и как его увеличить?
Bigon 07.08.2018 – 06:13Ну на электропиле или буре есть Энергоуровень(можно его увидеть если навести мышкой)Так вот, зачем он и как его поднять?
Sibnet 09.08.2018 – 01:11Не совсем понял, о чем речь?
Руслан Слипченко 08.08.2018 – 03:11Слишком много текста не по теме, какая веранда, какое дерево? Ты про что делаешь видео? Информация должна быть короткой и понятной.
Руслан Слипченко 10.08.2018 – 13:18Спасибо
Sibnet 12.08.2018 – 01:20Хорошо я приму к сведению, насчет коротеньких гайдов.
Руслан Слипченко 14.08.2018 – 10:20+Sibnet Тогда подписывай правильно видео, лично я попал на него что получить информацию. И спасибо большое, я ее получил, но из всей записи реально полезными были секунд 20-30. Делай гайды отдельно и покороче, если ты пишешь выживание
Sibnet 16.08.2018 – 01:30Это не гайд, а выживание. И поэтому там рассказывается про все, что было сделано.
Руслан Ткаченко 10.08.2018 – 21:16Бухой? xD
ивангай и ниндзя 12.08.2018 – 13:53скаш на каком ты сервере играеш имя
MASTER MasterbravooYT 15.08.2018 – 13:17спс ты мне очень помог сменя лайк!
TyDusGG 17.08.2018 – 05:25А как сделать инструмент для обрешётки?
TyDusGG 19.08.2018 – 18:14+GeometryDash Rimon На тот момент не знал, потом загуглил
Fare 21.08.2018 – 02:42+TheTyDusShow Зачем ты спрашиваешь, если ты и так знаешь? -_-
Sibnet 22.08.2018 – 23:37+TheTyDusShow Ой извини неправильно сказал. Да ты прав, нужно закаленное железо, (вернее пластина закаленного железа) и 2 железные оболочки.
TyDusGG 24.08.2018 – 08:08Уже не железо, а стальная пластина
Sibnet 26.08.2018 – 20:52+TheTyDusShow Ну в крафтах посмотри, там легко. 1 железо и 2 пластины
Xarley Qvinn 19.08.2018 – 22:40уух, помог! СПС! я мучился как сука) спрашивал у модератора как это сделать, он помогал, но я ничего не понимал! с меня лайк и подписка!
Xarley Qvinn 22.08.2018 – 21:53Хуйня
Sibnet 24.08.2018 – 09:04Я очень рад, что помог.
Mr Fox 26.08.2018 – 21:01вообщето ты и мне помог
Sibnet 28.08.2018 – 11:54+Толя Леонов Рад что хоть кому то, мое видео было полезно)
The Jangel 21.08.2018 – 10:39крос што снял лайк и подпизка
Кlays 22.08.2018 – 14:26Пасиба очень помог я жопой даже думал что делать
Sibnet 25.08.2018 – 13:57+Tizer Show Очень рад, что кому то хоть помогло мое видео)
MrFaiker Channel 24.08.2018 – 08:10Чувак тебя приятно смотреть и всё понятно лайк + подписка)))
TheNeYRoN 26.08.2018 – 13:51+MrFaiker Channel полностью с вами согласен
Sibnet 28.08.2018 – 18:10+MrFaiker Channel Спасибо!
серёга калугин 27.08.2018 – 02:27аааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааааоооооооооооооооооооооооооооооооооооооооооууууууууууууууууууууууууууууууууууууууууууууууууууыыыыыыыыыыыыыыыыыыыыыыыыыыыыыыыы.\-===================================================================== олю
Максим Пилявський 29.08.2018 – 23:27Нано труси!))))
Lizard 31.08.2018 – 17:38Спасибо помог)Лайк подписка)мне иногда казалось что ты пьяный)
Sibnet 02.09.2018 – 16:48+_Lizard_ Все может быть)
long-auto.ru
Вакуумный, поворотный стол для фрезерного станка
СодержаниеВ данной статье будут рассмотрены поворотные фрезерные столы – устройства, которые значительно увеличивают эффективность любого фрезерного ручного и ЧПУ агрегата.
Поворотный фрезерный стол с ручным управлением
Вы узнаете, какое функциональное назначение у таких столов, какие виды поворотных столов существуют, и чем они отличаются между собой. Также будет приведена технология, по которой можно сделать простейший рабочий фрезерный стол своими руками.
Особенности поворотных столов
Фрезерный станок – это установка, предназначенная для ручной, либо автоматической, в зависимости от системы управления, обработки стальных деталей. Основным функциональным элементом таких станков является фреза, которая совершает вращательное движение. Обрабатываемая деталь закрепляется не в самом фрезерном станке, а на рабочем столе.
Обычные столы под фрезерные столы позволяют выполнять возвратно-поступательное движение обрабатываемой заготовки по трем направлениям – продольному, поперечному, и вертикальному, чего недостаточно для полноценной работы с деталями, которые требуют многогранной обработки.
Комплектация фрезерного станка поворотным рабочим столом, который к трем вышеперечисленным направлениям движения заготовки, добавляет ещё возможность вращения детали вокруг вертикальной, либо горизонтальной оси, значительно увеличивает функциональные возможности как фрезерных станков с ручным управлением, так и с автоматикой ЧПУ.

Промышленный горизонтально наклоняемый поворотный стол
Поворотный координатный стол для горизонтального фрезерного станка позволяет выполнять обработку многогранных поверхностей, так как вращение стола в разных плоскостях дает возможность задать требуемый угол наклона.
Вращение поворотного стола своими руками позволяет обрабатывать фрезером криволинейные поверхности, вытачивать закругления деталей, и прорабатывать переходы между соединенными поверхностями. С помощью поворотного рабочего стола можно посредством фрезера ЧПУ создавать детали спиральной и круглой формы.
Как правило, поворотный столы производятся в диаметрах 630, 500, 400 и 320 миллиметров. Промышленно произведенные столы оборудованы специальным валом для соединения со станками оборудованы системой управления ЧПУ. При соединении стола и фрезера ЧПУ автоматика принимает на себя управления движениями поворотного стола.
к меню ↑
Виды поворотных столов
Классификация поворотных столов для фрезерных станков выполняется в зависимости от амплитуды ихнего движения. Основными типами поворотных столов являются столы с горизонтальным, продольно-поперечным и горизонтально-вертикальным перемещением, а также поворотные наклоняемые столы. Рассмотрим каждый из этих видов подробнее.
к меню ↑
Поворотный наклоняемый стол для установки фрезерного станка
Данный вид столов является дополнительной оснасткой, использующейся как для комплектации фрезерных, так и для среднегабаритных сверлильных установок. Поворотный наклоняемый стол является оптимальным вариантом для обработки металлических поверхностей, расположенным под наклоном от 0 до 90 градусов.

Поворотный стол с продольным перемещением
Такая конструкция значительно упрощает работу с отверстиями внутри плоских металлических деталей, также он подходит для любых других видов фрезеровальных работ с деталями, которые не нуждаются в многократной переустановке, поскольку монтаж и демонтаж заготовки на таком столе несколько затруднен ввиду его конструкционных особенностей.
Фиксирующих элемент на поворотных фрезерных поверхностях изготовлен в виде кривошипного разъединяющего механизма, оборудованного специальными защелкивающимися ручками.
Зачастую такие столы комплектуются делительным диском, который позволяет делить рабочую поверхность на функциональные части.
к меню ↑
Поворотный горизонтально-вертикальный стол
Конструкционные особенности таких столов дают возможность эффективно работать на них как в горизонтальном, так и в вертикальном положении. За улучшения фиксации обрабатываемой детали отвечает дополнительная задняя бабка.
Горизонтально-вертикальные поворотные конструкции являются оптимальным вариантом рабочей поверхности для обработки деталей с целью изготовления винтовых канавок, и кругового фрезерования.
Также данный вид поворотных поверхностей хорошо подходит для работы с элементами металлических конструкций, расположенных друг к другу на угловом расстоянии. Планшайба станка на таких столах фиксируется посредством кривошипного механизма.
к меню ↑
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Поворотный горизонтальный стол
Данный поворотный стол обладает наиболее простой конструкцией, которую можно изготовить своими руками. Горизонтальный стол является стандартным вариантом для всех мелкогабаритных универсальных фрезерных станков, на него может быть установлен как координатный, так и ЧПУ станок.

Горизонтальный поворотный стол
Поворотный горизонтальный стол позволяет эффективно сделать круговое фрезерование деталей, обработать любые пазы и уступы, и любые угловые элементы деталей. Система фиксации представлена кривошипным механизмом разъединения, с помощью которого рабочую поверхность можно надежно закрепить под любым требуемым углом.
к меню ↑
Поворотный стол поперечно-продольного перемещения
Самая технологичная в плане функциональных возможностей конструкция, которая на порядок увеличивает эффективность и возможности работы любого фрезерного станка ЧПУ. Особенно хорошо он подходит для станков, которые не оборудованы системой поперечно-продольного перемещения обрабатываемых деталей.
Производительность работы на такой поверхности увеличивается за счет того, что он может полностью проворачиваться по основанию, благодаря чему упрощается обработка заготовок, элементы которых расположены под разными углами друг к другу.
к меню ↑
Вакуумный фрезерный стол
В отдельную категорию можно вынести вакуумный фрезерный стол или вакуумный станок, который, в отличии от классических поворотных столов, использующих для крепления заготовок пазовую систему, фиксирует детали посредством вакуумного насоса.
Такой координатный стол гораздо более дорогостоящий, чем обычные поворотные поверхности, и сделать своими руками их не получится ввиду необходимости в специальных деталях, однако они намного увеличивают удобство работы на любом ЧПУ фрезере.

Крупногабаритный вакуумный стол для станка ЧПУ
Вакуумный фрезерный стол позволяет эффективно работать даже с самыми мелкими заготовками, которые проблематично зафиксировать болтами в обычных конструкциях. Сама вакуумная система фиксации дает возможность производить монтаж и демонтаж детали одним нажатием кнопки, что значительно ускоряет работу.
Вакуумный насос, в отличии от шурупов, не оставляет на поверхности заготовки царапин и вмятин, при этом, эффективность такого крепления не уступают пазовым фиксаторам.
к меню ↑
Технология изготовления
Одним из важнейших требований, которым должен соответствовать любой фрезерный стол – максимальная жесткость. Она необходима ввиду того, что во время работы инструмента создается достаточно сильная вибрация.
В простейших вариантах рабочей поверхности, которые мы и будем рассматривать, сам фрезер монтируется к нижней поверхности столешницы на специальную жесткую пластину из металла, либо стекловолоконного пластика.
В качестве вышеупомянутой монтажной пластины, к которой крепится фрезер, можно использовать имеющиеся в хозяйстве материалы – стальной лист, текстолит, стеклопластик, а можно приобрести промышленную заготовку, которая уже оборудован всеми необходимым отверстиями и креплениями.
Сверху поверхности (столешницу можно своими руками сделать из толстой фанеры, либо старого кухонного стола) обустраивается выемка, в которую будет уходить монтажная пластина. Пластина фиксируется саморезами, либо винтами.

Простейшая конструкция фрезерного стола
Чтобы сделать простейшую рабочую поверхность для фрезера своими руками, вам потребуются следующие инструменты:
- ручной, либо электрический лобзик;
- рубанок;
- электродрель со сверлами разного диаметра;
- шуруповерт;
- шлифовальная машинка, либо наждачная бумага.
к меню ↑
Этапы изготовления фрезерного стола своими руками
- Подготавливаем лист ДСП подходящих размеров (размеры поверхности определяйте исходя из наличия свободного пространства в мастерской, габаритов фрезера, удобства, и тому подобных факторов). Толщина ДСП должна составлять как минимум 15 миллиметров.
- Делаем монтажную пластину. Нижнюю подошву фрезера прикладываем к металлическому листу, либо куску текстолита, обводим её контур. Вырезаем пластину по контуру, и просверливаем в ней отверстия для крепления фрезера.
- В центральной точке столешницы размечаем место, где будет размещена монтажная пластина. Снимаете верхнюю часть ДСП внутри отмеченного контура.
- В углубление вставляем металлическую пластину и размечаем места, где в ДСП необходимо сделать отверстия для крепления монтажной пластины к столешнице.
- С помощью электродрели просверливаем отверстия для саморезов.
- Устанавливаем монтажную пластину на подошву фрезера с помощью винтов, после чего крепим пластину к столешнице.
- Теперь на готовой столешнице своими руками необходимо сделать упор. В качестве материала для упора можно использовать продольный лист ДСП, который фиксируется на столешнице с помощью опорной деревянной доски.
- Опорная доска и ДСП соединяются с помощью пазов так, чтобы упорная планка могла свободно двигаться.
к меню ↑
Изготовление поворотного фрезерного стола своими руками (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru