Как правильно подключить баластник к сварочному аппарату – Как правильно подключить баластник к сварочному аппарату
alexxlab | 04.08.2019 | 0 | Вопросы и ответы
реостат для сварки, как подключить аппарат и регулировка тока по вторичке
Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.
Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели сварочных аппаратов, также его можно купить отдельно.
Кроме того, баластник можно соорудить самостоятельно без особых проблем. Нужно заметить, что каждый уважающий себя мастер сварки имеет в своих запасниках такое устройство.
По принципу своего действия сварочный баластник является точкой препятствия на пути перемещения электрического тока, это «пункт» высокого сопротивления. С внешней точки зрения он похож на сложную толстую пружину.
Зачем нужен балластник?
Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
- Габариты пружины: чем она длиннее, тем длиннее путь электронов через все витки реостата, тем большее сопротивление снижает силу тока.
- Природа металла с определенными коэффициентами сопротивления.
- Толщина пружины также прямо пропорциональна силе сопротивления. Толщина связана с длиной реостата.
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А. Если подключить к этой цепи баластник, электрический поток начнет терять силу и на выходе имел бы всего 10 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент. Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника.
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302

Балластник РБ-302.
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
- Изучить, запомнить и работать только при соблюдении условий, изложенных в техническом паспорте аппарата. Не забывать учитывать климатические условия.
- Не работать с РБ в условиях густой пыли или рядом с местами, где много газа или пара, что очень быстро разрушает электроизоляцию в устройстве.
- Постоянно проверять аппарат в лаборатории по ГОСТу РД 03-614-03.
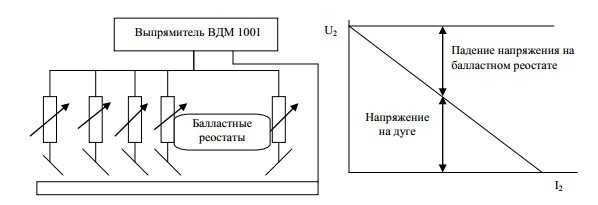
Чертеж баластника и график напряжения.
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
В работе с алюминием, к примеру, переменный ток нужно регулировать в очень небольших пределах, всего лишь до 20%. В этом случае происходит неполная компенсация постоянной составляющей тока.
Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
tutsvarka.ru
Баластник для сварочного аппарата – балластник для сварки
Баластники сварочные
Баластник для сварочного аппарата
Как известно, ток всегда идет по пути наименьшего сопротивления, так как с чем большей величиной данного параметра он сталкивается, тем больше становится потерь. Практически всегда проводники стараются делать из материалов с наименьшим сопротивлением, но иногда, для работы различных механизмов, создаются искусственные узлы, где данный параметр специально завышен. Баластник для сварочного аппарата является явным тому примером. Данная часть предназначается для того, чтобы регулировать силу тока на выходе. Среди всех имеющихся способов это самый простой и надежный. Он применяется во многих современных аппаратах.

Баластник для сварочного аппарата
Принцип действия данного устройства основан на элементарных законах электротехники. Ток проходит по цепи, пока не достигает определенного участка, где находится высокое сопротивление, далее его величина начинает значительно падать. Рассматривая, что такое баластник сварочного аппарата, следует представить толстую плотно сжатую пружину со множеством витков. Это и есть основная часть сопротивления, которая создает так называемый балласт. На нее устанавливается регулятор, который будет изменять этот параметр. Он представлен в виде передвижного контакта, который прикреплен к одной части поверхности баластника. Данный контакт перемещается вдоль поверхности сопротивления, образуя для тока более быстрый выход, чем если бы он проходил через все устройство.
На практическом примере все выглядит так. Если бы в схеме не было баластника, то ток не имел бы потерь и его сила была 200 А. При наличии баластника получаются большие потери и сила тока на выходе достигает 10 А. Благодаря наличию регулятора, можно уменьшать длину прохождения тока по баластнику, обеспечивая более быстрый выход. За счет того, что ток идет по пути наименьшего сопротивления, то он отходит на линию регулятора, который имеет значительно меньшее количество Ом, чем рассматриваемое устройство. Это помогает ставить выходную силу тока в пределах от 10 до 200 А.
Классификация баластников
Принцип действия и конструкция во всех разновидностях практически одинаковы, но есть различия в нюансах и параметрах, что зависит от того, какой диапазон сопротивлений нужно создать. Среди основных параметров классификации выделяют:
- По длине самого баластника. Чем длиннее устройство, тем больший путь следует пройти току. Но здесь есть один нюанс, который зависит от выбранного материала, так что можно создать длинный регулятор сопротивления, в котором будет тонкая регулировка параметров с высокой точностью.
- По материалу изготовления. У различных металлов свой уровень сопротивления, который определяет, насколько сильным будет общая потеря тока. Для мощных аппаратов, как правило, подбирают регуляторы из металлов с большими показателями данного параметра, а для компактных могут использоваться и более простые варианты.
- Толщина. В зависимости от толщины баластника зависит сколько будет сопротивления на каждом сантиметре изделия. Этот показатель относится к физическим параметрам и зачастую взаимосвязан с длиной.
Как сделать баластник для сварочного аппарата своими руками?
Создание собственноручно сделанного баластника является делом достаточно простым, если есть необходимые расходные материалы. Но результат может оказаться не столь точным в регулировке, как у покупных вариантов. При точном расчете можно получить достоверные данные, даже с учетом некоторых погрешностей, но это уже дополнительная работа. Вторым минусом этой идеи является низкий уровень безопасности. Балластники зачастую получаются открытыми и крепление на них не всегда надежное, что подвергает мастера опасности во время работы.
Чтобы создать балластник для начала нужно рассчитать сопротивление используемого материала, какое оно даст падение тока и можно ли будет его использовать с такими параметрами. Если предел будет превышен, то всегда можно уменьшить физические размеры устройства. Для этого дела понадобятся следующие материалы:
- Металлический прут или проволока, к примеру, из меди;
- Цилиндрическая форма;
- Зажимы;
- Материалы для создания передвижного контакта;
- Прибор для измерения сопротивления и силы тока.
Необходимо закрутить проволоку вокруг цилиндрической формы, чтобы она стала похожа на пружину. В отличие от пружины баластник не должен тянуться, так как ему необходимо сохранять форму. Один конец присоединяется к токоведущей части. К полученному сопротивлению присоединяется конец передвижного контакта, который может выступать провод от держака сварочного аппарата. Путем передвижения места контакта регулируется сварочный ток.
Схема подключения баластника сварочного аппарата является предельно простой. Он ставится на выходе трансформатора перед непосредственной подачей тока на держатель. Подключение осуществляется последовательно.
Автор: Игорь
Дата: 21.11.2016
Рейтинг статьи:
Загрузка…
svarkaipayka.ru
Как правильно подключить баластник к сварочному аппарату
Опубликовано: 7 Июл 2013 в рубрике: Оборудование
Сварочный аппарат уже многие годы успешно вписывается в жизнь строителей и обычных людей, его используют как на предприятиях, так и в домашних условиях, с его помощью многие строительные работы происходят намного быстрее и качественнее. На данный момент существует для выбора множество видов сварочных аппаратов, каждый из которых хорош по – своему и нужен для определенных работ.
Например, в последнее время огромную популярность приобрел сварочный инвертор, о котором мы уже прежде говорили. Еще раз вспомним его удобные габариты, благодаря тому, что аппарат работает на частоте от 50 до 100 кГц, вес составляет максимум до десяти килограмм, а размеры примерно составляют 300 х 190 х 130 мм. Переносить такой сварочный аппарат очень удобно еще потому, что производители предлагают к нему кейс из пластмассы. И теперь самое главное, прежде чем начать работу, необходимо правильно подключить сварочный аппарат.
Если не придерживаться определенных правил подключения сварки, то могут произойти нежелательные процессы, например аппарат, может сгореть, могут повредиться розетки и даже проводка и т. д. не говоря уже об угрозе для человека. Подключение зависит от типа сварки и розетки. Так как мы уже говорили об инверторах, то следует учитывать, что если ток на выходе составляет не более 140А, то можно спокойно подключить его в розетку 16 А.
В отличие от инверторов, у трансформаторных сварок нет множества регулировок напряжения и защиты. Чаще всего его работа проявляется при частоте в 50 Гц. Опытные электрики и сварщики, а также обычные люди знают, что при включении трансформаторной сварки происходят нежелательные броски тока, поэтому его лучше подключить к розетке в 380 В к электрощитку. В старых квартирах и домах розетки были рассчитаны на ток в 10А. плюс ко всему следует знать, что напряжение может упасть ниже 150В, а это как минимум плохо отображается на различных электрических приборах и становится опасным.
Очень плохо пользоваться, когда сварочный аппарат имеет провод не более 2,5 м. В таком случае используют удлинитель, но здесь тоже есть свои нюансы, потому что нужно просчитать сечение провода. Например, если сечение 1,5 мм 2. то ток нужен в 16 А, а если 2,5 мм 2. то можно использовать ток в 25 А, поэтому лучше, чтоб размер сечения был немного больше. Всегда во время сварки нужно помнить о заземлении.
Подготовка к работе сварочного полуавтомата
Что еще почитать
- Выбираем маску сварщика
- Сварочный инвертор
- Какой сварочный инвертор выбрать
- Как выбрать надежный сварочный аппарат для дома
- Инструменты сварщика
Как работает электросварка
Сварочный аппарат.
Сварочный аппарат для электродуговой сварки состоит, в принципе из двух частей — источник притания, принимающий напряжение от бытовой сети и непосредственно, сварочный узел — держатель электрода, электрод и нулевой провод. В момент кратковременного касания электродом места соединения возникает пробой (проскакивает искра) воздушного промежутка. В этот момент сварщику необходимо, с одной стороны, успеть отодвинуть разогретый кончик электрода от металлической детали, что бы избежать его прилипания, а с другой стороны, удержать расстояние между электродом и деталью минимальным, что бы сохранялась дуга.
Дуга представляет собой продолжительный электрический разряд между концом электрода и областью сварного шва изделия (дуговой зоной). Температура катодной области электрода превышает 3000 градусов, при относительно небольшом значении разности потенциалов — 20-25 В. При зажигании дуги сначала происходит пробой воздушного промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.
При сварке электрод плавится под действием высокой температуры. На конце электрода образуется капля расплавленного металла, которая отрывается и переносится на металл изделия. При этом переносится до 95% материала электрода, остальное же превращается в пары и брызги. Размеры капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. Электроды для покрываются оболочкой, образующей шлак, укрывающий капли металла. Поэтому они не замыкают дуговой промежуток при его прохождении.
Источник питания — сварочный трансформатор.
Трансформатор является основным элементом источника питания сварочной системы. Он необходим для понижения сетевого однофазного напряжения с 220 В до необходимого для сварки значения — 50. 80 В. Специфические условия работы трансформатора (дуговой режим) требуют максимальной отдачи мощности в момент сварки. Сварочные трансформаторы ориентированы на протекание больших токов. В бытовых конструкциях это токи до 200 А. В простейшем случае трансформатор можно использовать, напрямую подключая его к электроду. Зачастую, бытовые сварочные аппараты для удешевления и облегчения конструкции конструируются именно по такой схеме, как показано на первом рисунке.
Для улучшения характеристик сварочного аппарата используются различные дополнительные элементы цепи. В частности, распространенным способом улучшения устойчивости дуги является включение балластного сопротивления, балластника. Балластник изготавливается из проволоки с большим удельным сопротивлением (нихром). Полученное сопротивление в сотые доли Ома смягает вольт-амперную характеристику трансформатора. В результате, хотя и происходит потеря мощности в 20-30 процентов, дуга становится менее капризна к действиям сварщика, поскольку допускает меньшую точность расположения электрода относитьльно металла.
Улучшение характеристик сварочного аппарата.
Некоторой проблемой для сварки является использование переменного напряжения электрической сети. При этом дуга, условием существования которой является перенос капель металла в одном направлении (с электрода), очевидно поддерживается только в короткие промежутки времени (на пике синусоиды). Для увеличения длины этого промежутка вместо балластного сопротивления ставится дроссель. Благодаря самоиндукции катушки дросселя, синусоида размазывается , увеличивая тем самым эффективность аппарата. Такое решение достаточно дорого, и ведет к увеличению размеров и веса аппарата, поэтому используется, как правило, в промышленных стационарных устройствах для сварки.
Другим путем преодоления данного недостатка является выпрямление тока посредством одного или нескольких диодных мостов. Горение сварочной дуги при использовании постоянного тока более стабильно, швы получаются более качественными, легче поддерживаются пониженные значения сварочных токов. Существуют типы электродов, в частности электроды для сварки нержавеющей стали, которые работают только на постоянном токе. Впрочем, электроды, предназначенные для переменного тока, нормально работают и на постоянном токе. Постоянный ток в бытовых сварочных аппаратах получается путем выпрямления переменного тока с помощью полупроводниковых выпрямительных мостов. Диодный мост подключается к выходу сварочного трансформатора.
Как правильно подключить сварочный трансформатор
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
Схема подключения сварочного трансформатора к сварочному посту: 1 — сварочный пост, 2 — шланговый трехжильный кабель с заземляющей жилой, 3 — сварочный трансформатор, 4 — регулятор, 5 — заземляющие зажимы корпуса, 6 — шланговый одножильный кабель, 7 — электрододержатель, 8 — заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
Сечение провода, мм2
Наибольшая допустимая сила тока, А
Сечение провода, мм2
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Статьи и схемы
Полезное для электрика
Моя профессия электрик
Источники: http://svarnou.ru/kak-podklyuchit-svarochnyj-apparat/, http://howitworks.iknowit.ru/paper1136.html, http://electricalschool.info/electroremont/120-kak-pravilno-podkljuchit-svarochnyjj.html
Комментариев пока нет!
pravilno-sdelat.ru
Реостат балластный РБ 302 баластник рб 306 305 ЭСВА КАВИК СЕЛМА в Челябинске
В наличии , Опт / Розница Товар на сайте компании
- +7 показать номер Не смогли дозвониться?
- г. Челябинск , ш. Копейское, 50 Показать адрес
- пн-пт 8:00-17:00, без перерыва
Более 10 000 наименований оборудования для строительства и промышленности со склада в г. Челябинске. Строительное, грузоподъемное, тепловое, окрасочное оборудование, компрессоры, абразивоструйные установки, насосы, мотопомпы, электростанции, станки и др.
Сохранить поставщика
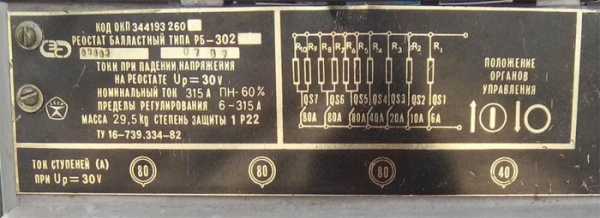
предназначен для регулирования тока в многопостовых сварочных выпрямителях типа ВДМ-6303, ВДМ-6305(ХИТ ПРОДАЖ), ВДМ-1202С, ВДМ-1205(ХИТ ПРОДАЖ), а также для обеспечения требуемой крутизны внешней вольт-амперной характеристики в любых сварочных источниках Номинальный сварочный ток 315 А (60%) Сопротивление: наименьшее, не более наибольшее, не менее 0,095 ом 5 ом Пределы регулирования сварочного тока 6-315 А Шаг регулировки 6 А Продолжительность цикла 5 мин Габаритные размеры 625х370х500 мм Масса 16 кг
Написать отзыв У этой компании пока нет отзывов. Будьте первым!
chel.pulscen.ru
stroyvolga.ru
Баластник для сварочного аппарата своими руками
Параметр наименьшего сопротивления крайне важен, поскольку ток проходит практически беспрепятственно и не теряет энергию. По этой причине почти все проводники изготавливаются из материалов, характеризующихся наименьшим сопротивлением. Но порой необходимо искусственно сымитировать ситуацию повышенного сопротивления, когда показатель тока завышен и требует регулировки. Для этих целей существует баластник для сварочного аппарата. С помощью него можно проще и быстрее провести сварочные работы.
Балластный реостат для сварки или просто баластник — это конструктивный элемент или отдельный прибор, создающий повышенное сопротивление для тока и тем самым регулирующий его силу. Этот прибор прост и надежен. Баластник есть во многих дорогих сварочных аппаратах, также его можно докупить отдельно, что не дешево. Мы предлагаем вам сделать баластник своими руками. Конструктив баластника прост и понятен, поэтому каждый сварщик сможет сделать его самостоятельно.
Содержание статьи
Принцип действия и конструкция
Итак, как работает баластник? Говоря простыми словами, ток, беспрепятственно проходящий по цепи, сталкивается с высоким сопротивлением в определенной точке, из-за чего теряет свою величину. «Виновником» высокого сопротивления как раз и является баластник, включенный в цепь.
Визуально балластник для сварочного аппарата представляет собой большую пружину со множеством толстых витков. Эта пружина и создает балластное сопротивление. К пружине подключается регулятор, с помощью которого можно изменять значение сопротивления на большее или меньшее, а значит изменять и силу тока. Регулятор представляет собой передвижной контакт, который перемещают вдоль и тем самым уменьшают или увеличивают длину прохождения тока по баластнику. Баластники — это неотъемлемые элементы арсенала любого опытного сварщика.
Классификация
Баластники почти не отличаются по своему принципу действия или кострукции, но могут иметь ряд особенностей. От них будет зависеть диапазон значений, который мы можем выбрать для установки нужного сопротивления. Итак, баластники отличаются по следующим параметрам:
- Длине пружины. Здесь все просто — чем пружина длиннее, тем нужно больше времени, чтобы ток смог пройти через все витки.
- Металлу. Баластники изготавливаются из различных металлов, каждый из которых имеют свой коэффициент сопротивления. Чем мощнее и серьезнее сварочный аппарат, тем тщательнее подбирается материал баластника.
- Толщина. Как отдельных витков, так и всей пружины в целом. От этого зависит, насколько сильным будет показатель сопротивления. Показатель толщины тесно взаимосвязан с показателем длины.
Баластник своими руками
Чтобы сделать баластник нам понадобится толстая металлическая проволока. Мы в своей работе использовали медную проволоку. Также нужна цилиндрическая форма (ее можно предварительно сварить из любого толстого металла или взять трубу небольшого диаметра), материалы для передвижного контакта (мы использовали провод от держака сварочного аппарата) и амперметр.
Вокруг предварительно изготовленной цилиндрической формы накручиваем проволоку, витки располагаем на расстоянии не больше сантиметра друг от друга. Один конец такой пружины присоединяем к токоведущей части. К этой конструкции присоединяем наш провод от держака, который будет использоваться в качестве передвижного контакта. Готово! Теперь произведите замеры с помощью амперметра, чтобы понять, как работает именно ваш баластник.
Перед тем, как сделать балластный реостат для сварки своими руками, обратите внимание, что прибор, сделанный своими руками, может работать менее точно, чем устройство с завода. Также соблюдайте технику безопасности, потому что самодельные баластники не спрятаны в металлический корпус и могут крепиться недостаточно надежно, что может привести к печальным последствиям.
Вместо заключения
Как видите, баластник — очень простое устройство, не имеющее каких-то особенностей, затрудняющих его изготовление. Его конструктив состоит всего из нескольких компонентов, а принцип работы основан на элементарных законах электротехники. Изготовьте сварочный баластник своими руками и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях, чтобы другие сварщики смогли узнать для себя что-то новое. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Баластники сварочные
Баластник для сварочного аппарата
Как известно, ток всегда идет по пути наименьшего сопротивления, так как с чем большей величиной данного параметра он сталкивается, тем больше становится потерь. Практически всегда проводники стараются делать из материалов с наименьшим сопротивлением, но иногда, для работы различных механизмов, создаются искусственные узлы, где данный параметр специально завышен. Баластник для сварочного аппарата является явным тому примером. Данная часть предназначается для того, чтобы регулировать силу тока на выходе. Среди всех имеющихся способов это самый простой и надежный. Он применяется во многих современных аппаратах.

Баластник для сварочного аппарата
Принцип действия данного устройства основан на элементарных законах электротехники. Ток проходит по цепи, пока не достигает определенного участка, где находится высокое сопротивление, далее его величина начинает значительно падать. Рассматривая, что такое баластник сварочного аппарата, следует представить толстую плотно сжатую пружину со множеством витков. Это и есть основная часть сопротивления, которая создает так называемый балласт. На нее устанавливается регулятор, который будет изменять этот параметр. Он представлен в виде передвижного контакта, который прикреплен к одной части поверхности баластника. Данный контакт перемещается вдоль поверхности сопротивления, образуя для тока более быстрый выход, чем если бы он проходил через все устройство.
На практическом примере все выглядит так. Если бы в схеме не было баластника, то ток не имел бы потерь и его сила была 200 А. При наличии баластника получаются большие потери и сила тока на выходе достигает 10 А. Благодаря наличию регулятора, можно уменьшать длину прохождения тока по баластнику, обеспечивая более быстрый выход. За счет того, что ток идет по пути наименьшего сопротивления, то он отходит на линию регулятора, который имеет значительно меньшее количество Ом, чем рассматриваемое устройство. Это помогает ставить выходную силу тока в пределах от 10 до 200 А.
Классификация баластников
Принцип действия и конструкция во всех разновидностях практически одинаковы, но есть различия в нюансах и параметрах, что зависит от того, какой диапазон сопротивлений нужно создать. Среди основных параметров классификации выделяют:
- По длине самого баластника. Чем длиннее устройство, тем больший путь следует пройти току. Но здесь есть один нюанс, который зависит от выбранного материала, так что можно создать длинный регулятор сопротивления, в котором будет тонкая регулировка параметров с высокой точностью.
- По материалу изготовления. У различных металлов свой уровень сопротивления, который определяет, насколько сильным будет общая потеря тока. Для мощных аппаратов, как правило, подбирают регуляторы из металлов с большими показателями данного параметра, а для компактных могут использоваться и более простые варианты.
- Толщина. В зависимости от толщины баластника зависит сколько будет сопротивления на каждом сантиметре изделия. Этот показатель относится к физическим параметрам и зачастую взаимосвязан с длиной.
Как сделать баластник для сварочного аппарата своими руками?
Создание собственноручно сделанного баластника является делом достаточно простым, если есть необходимые расходные материалы. Но результат может оказаться не столь точным в регулировке, как у покупных вариантов. При точном расчете можно получить достоверные данные, даже с учетом некоторых погрешностей, но это уже дополнительная работа. Вторым минусом этой идеи является низкий уровень безопасности. Балластники зачастую получаются открытыми и крепление на них не всегда надежное, что подвергает мастера опасности во время работы.
Чтобы создать балластник для начала нужно рассчитать сопротивление используемого материала, какое оно даст падение тока и можно ли будет его использовать с такими параметрами. Если предел будет превышен, то всегда можно уменьшить физические размеры устройства. Для этого дела понадобятся следующие материалы:
- Металлический прут или проволока, к примеру, из меди;
- Цилиндрическая форма;
- Зажимы;
- Материалы для создания передвижного контакта;
- Прибор для измерения сопротивления и силы тока.
Необходимо закрутить проволоку вокруг цилиндрической формы, чтобы она стала похожа на пружину. В отличие от пружины баластник не должен тянуться, так как ему необходимо сохранять форму. Один конец присоединяется к токоведущей части. К полученному сопротивлению присоединяется конец передвижного контакта, который может выступать провод от держака сварочного аппарата. Путем передвижения места контакта регулируется сварочный ток.
Схема подключения баластника сварочного аппарата является предельно простой. Он ставится на выходе трансформатора перед непосредственной подачей тока на держатель. Подключение осуществляется последовательно.
Автор: Игорь
Дата: 21.11.2016
Рейтинг статьи:
Загрузка…svarkaipayka.ru
Как правильно подключить баластник к сварочному аппарату
Опубликовано: 7 Июл 2013 в рубрике: Оборудование
Сварочный аппарат уже многие годы успешно вписывается в жизнь строителей и обычных людей, его используют как на предприятиях, так и в домашних условиях, с его помощью многие строительные работы происходят намного быстрее и качественнее. На данный момент существует для выбора множество видов сварочных аппаратов, каждый из которых хорош по – своему и нужен для определенных работ.
Например, в последнее время огромную популярность приобрел сварочный инвертор, о котором мы уже прежде говорили. Еще раз вспомним его удобные габариты, благодаря тому, что аппарат работает на частоте от 50 до 100 кГц, вес составляет максимум до десяти килограмм, а размеры примерно составляют 300 х 190 х 130 мм. Переносить такой сварочный аппарат очень удобно еще потому, что производители предлагают к нему кейс из пластмассы. И теперь самое главное, прежде чем начать работу, необходимо правильно подключить сварочный аппарат.
Если не придерживаться определенных правил подключения сварки, то могут произойти нежелательные процессы, например аппарат, может сгореть, могут повредиться розетки и даже проводка и т. д. не говоря уже об угрозе для человека. Подключение зависит от типа сварки и розетки. Так как мы уже говорили об инверторах, то следует учитывать, что если ток на выходе составляет не более 140А, то можно спокойно подключить его в розетку 16 А.
В отличие от инверторов, у трансформаторных сварок нет множества регулировок напряжения и защиты. Чаще всего его работа проявляется при частоте в 50 Гц. Опытные электрики и сварщики, а также обычные люди знают, что при включении трансформаторной сварки происходят нежелательные броски тока, поэтому его лучше подключить к розетке в 380 В к электрощитку. В старых квартирах и домах розетки были рассчитаны на ток в 10А. плюс ко всему следует знать, что напряжение может упасть ниже 150В, а это как минимум плохо отображается на различных электрических приборах и становится опасным.
Очень плохо пользоваться, когда сварочный аппарат имеет провод не более 2,5 м. В таком случае используют удлинитель, но здесь тоже есть свои нюансы, потому что нужно просчитать сечение провода. Например, если сечение 1,5 мм 2. то ток нужен в 16 А, а если 2,5 мм 2. то можно использовать ток в 25 А, поэтому лучше, чтоб размер сечения был немного больше. Всегда во время сварки нужно помнить о заземлении.
Подготовка к работе сварочного полуавтомата
Что еще почитать
- Выбираем маску сварщика
- Сварочный инвертор
- Какой сварочный инвертор выбрать
- Как выбрать надежный сварочный аппарат для дома
- Инструменты сварщика
Как работает электросварка
Сварочный аппарат.
Сварочный аппарат для электродуговой сварки состоит, в принципе из двух частей – источник притания, принимающий напряжение от бытовой сети и непосредственно, сварочный узел – держатель электрода, электрод и нулевой провод. В момент кратковременного касания электродом места соединения возникает пробой (проскакивает искра) воздушного промежутка. В этот момент сварщику необходимо, с одной стороны, успеть отодвинуть разогретый кончик электрода от металлической детали, что бы избежать его прилипания, а с другой стороны, удержать расстояние между электродом и деталью минимальным, что бы сохранялась дуга.
Дуга представляет собой продолжительный электрический разряд между концом электрода и областью сварного шва изделия (дуговой зоной). Температура катодной области электрода превышает 3000 градусов, при относительно небольшом значении разности потенциалов – 20-25 В. При зажигании дуги сначала происходит пробой воздушного промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.
При сварке электрод плавится под действием высокой температуры. На конце электрода образуется капля расплавленного металла, которая отрывается и переносится на металл изделия. При этом переносится до 95% материала электрода, остальное же превращается в пары и брызги. Размеры капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. Электроды для покрываются оболочкой, образующей шлак, укрывающий капли металла. Поэтому они не замыкают дуговой промежуток при его прохождении.
Источник питания – сварочный трансформатор.
Трансформатор является основным элементом источника питания сварочной системы. Он необходим для понижения сетевого однофазного напряжения с 220 В до необходимого для сварки значения – 50. 80 В. Специфические условия работы трансформатора (дуговой режим) требуют максимальной отдачи мощности в момент сварки. Сварочные трансформаторы ориентированы на протекание больших токов. В бытовых конструкциях это токи до 200 А. В простейшем случае трансформатор можно использовать, напрямую подключая его к электроду. Зачастую, бытовые сварочные аппараты для удешевления и облегчения конструкции конструируются именно по такой схеме, как показано на первом рисунке.
Для улучшения характеристик сварочного аппарата используются различные дополнительные элементы цепи. В частности, распространенным способом улучшения устойчивости дуги является включение балластного сопротивления, балластника. Балластник изготавливается из проволоки с большим удельным сопротивлением (нихром). Полученное сопротивление в сотые доли Ома смягает вольт-амперную характеристику трансформатора. В результате, хотя и происходит потеря мощности в 20-30 процентов, дуга становится менее капризна к действиям сварщика, поскольку допускает меньшую точность расположения электрода относитьльно металла.
Улучшение характеристик сварочного аппарата.
Некоторой проблемой для сварки является использование переменного напряжения электрической сети. При этом дуга, условием существования которой является перенос капель металла в одном направлении (с электрода), очевидно поддерживается только в короткие промежутки времени (на пике синусоиды). Для увеличения длины этого промежутка вместо балластного сопротивления ставится дроссель. Благодаря самоиндукции катушки дросселя, синусоида размазывается , увеличивая тем самым эффективность аппарата. Такое решение достаточно дорого, и ведет к увеличению размеров и веса аппарата, поэтому используется, как правило, в промышленных стационарных устройствах для сварки.
Другим путем преодоления данного недостатка является выпрямление тока посредством одного или нескольких диодных мостов. Горение сварочной дуги при использовании постоянного тока более стабильно, швы получаются более качественными, легче поддерживаются пониженные значения сварочных токов. Существуют типы электродов, в частности электроды для сварки нержавеющей стали, которые работают только на постоянном токе. Впрочем, электроды, предназначенные для переменного тока, нормально работают и на постоянном токе. Постоянный ток в бытовых сварочных аппаратах получается путем выпрямления переменного тока с помощью полупроводниковых выпрямительных мостов. Диодный мост подключается к выходу сварочного трансформатора.
Как правильно подключить сварочный трансформатор
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
Схема подключения сварочного трансформатора к сварочному посту: 1 – сварочный пост, 2 – шланговый трехжильный кабель с заземляющей жилой, 3 – сварочный трансформатор, 4 – регулятор, 5 – заземляющие зажимы корпуса, 6 – шланговый одножильный кабель, 7 – электрододержатель, 8 – заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
Сечение провода, мм2
Наибольшая допустимая сила тока, А
Сечение провода, мм2
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.
Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Статьи и схемы
Полезное для электрика
Моя профессия электрик
Источники: http://svarnou.ru/kak-podklyuchit-svarochnyj-apparat/, http://howitworks.iknowit.ru/paper1136.html, http://electricalschool.info/electroremont/120-kak-pravilno-podkljuchit-svarochnyjj.html
Комментариев пока нет!pravilno-sdelat.ru
Реостат балластный РБ 302 баластник рб 306 305 ЭСВА КАВИК СЕЛМА в Челябинске
В наличии , Опт / Розница Товар на сайте компании- Отправить заказ
- +7 показать номер Не смогли дозвониться?
- г. Челябинск , ш. Копейское, 50 Показать адрес
- пн-пт 8:00-17:00, без перерыва
Более 10 000 наименований оборудования для строительства и промышленности со склада в г. Челябинске. Строительное, грузоподъемное, тепловое, окрасочное оборудование, компрессоры, абразивоструйные установки, насосы, мотопомпы, электростанции, станки и др.
Сохранить поставщикапредназначен для регулирования тока в многопостовых сварочных выпрямителях типа ВДМ-6303, ВДМ-6305(ХИТ ПРОДАЖ), ВДМ-1202С, ВДМ-1205(ХИТ ПРОДАЖ), а также для обеспечения требуемой крутизны внешней вольт-амперной характеристики в любых сварочных источниках Номинальный сварочный ток 315 А (60%) Сопротивление: наименьшее, не более наибольшее, не менее 0,095 ом 5 ом Пределы регулирования сварочного тока 6-315 А Шаг регулировки 6 А Продолжительность цикла 5 мин Габаритные размеры 625х370х500 мм Масса 16 кг
Написать отзыв У этой компании пока нет отзывов. Будьте первым!chel.pulscen.ru
www.samsvar.ru
Баластник для сварочного аппарата своими руками: что это такое?
Как известно, ток всегда идет по пути наименьшего сопротивления, так как с чем большей величиной данного параметра он сталкивается, тем больше становится потерь. Практически всегда проводники стараются делать из материалов с наименьшим сопротивлением, но иногда, для работы различных механизмов, создаются искусственные узлы, где данный параметр специально завышен. Баластник для сварочного аппарата является явным тому примером. Данная часть предназначается для того, чтобы регулировать силу тока на выходе. Среди всех имеющихся способов это самый простой и надежный. Он применяется во многих современных аппаратах.

Баластник для сварочного аппарата
Принцип действия данного устройства основан на элементарных законах электротехники. Ток проходит по цепи, пока не достигает определенного участка, где находится высокое сопротивление, далее его величина начинает значительно падать. Рассматривая, что такое баластник сварочного аппарата, следует представить толстую плотно сжатую пружину со множеством витков. Это и есть основная часть сопротивления, которая создает так называемый балласт. На нее устанавливается регулятор, который будет изменять этот параметр. Он представлен в виде передвижного контакта, который прикреплен к одной части поверхности баластника. Данный контакт перемещается вдоль поверхности сопротивления, образуя для тока более быстрый выход, чем если бы он проходил через все устройство.
На практическом примере все выглядит так. Если бы в схеме не было баластника, то ток не имел бы потерь и его сила была 200 А. При наличии баластника получаются большие потери и сила тока на выходе достигает 10 А. Благодаря наличию регулятора, можно уменьшать длину прохождения тока по баластнику, обеспечивая более быстрый выход. За счет того, что ток идет по пути наименьшего сопротивления, то он отходит на линию регулятора, который имеет значительно меньшее количество Ом, чем рассматриваемое устройство. Это помогает ставить выходную силу тока в пределах от 10 до 200 А.
Классификация баластников
Принцип действия и конструкция во всех разновидностях практически одинаковы, но есть различия в нюансах и параметрах, что зависит от того, какой диапазон сопротивлений нужно создать. Среди основных параметров классификации выделяют:
- По длине самого баластника. Чем длиннее устройство, тем больший путь следует пройти току. Но здесь есть один нюанс, который зависит от выбранного материала, так что можно создать длинный регулятор сопротивления, в котором будет тонкая регулировка параметров с высокой точностью.
- По материалу изготовления. У различных металлов свой уровень сопротивления, который определяет, насколько сильным будет общая потеря тока. Для мощных аппаратов, как правило, подбирают регуляторы из металлов с большими показателями данного параметра, а для компактных могут использоваться и более простые варианты.
- Толщина. В зависимости от толщины баластника зависит сколько будет сопротивления на каждом сантиметре изделия. Этот показатель относится к физическим параметрам и зачастую взаимосвязан с длиной.
Как сделать баластник для сварочного аппарата своими руками?
Создание собственноручно сделанного баластника является делом достаточно простым, если есть необходимые расходные материалы. Но результат может оказаться не столь точным в регулировке, как у покупных вариантов. При точном расчете можно получить достоверные данные, даже с учетом некоторых погрешностей, но это уже дополнительная работа. Вторым минусом этой идеи является низкий уровень безопасности. Балластники зачастую получаются открытыми и крепление на них не всегда надежное, что подвергает мастера опасности во время работы.
Чтобы создать балластник для начала нужно рассчитать сопротивление используемого материала, какое оно даст падение тока и можно ли будет его использовать с такими параметрами. Если предел будет превышен, то всегда можно уменьшить физические размеры устройства. Для этого дела понадобятся следующие материалы:
- Металлический прут или проволока, к примеру, из меди;
- Цилиндрическая форма;
- Зажимы;
- Материалы для создания передвижного контакта;
- Прибор для измерения сопротивления и силы тока.
Необходимо закрутить проволоку вокруг цилиндрической формы, чтобы она стала похожа на пружину. В отличие от пружины баластник не должен тянуться, так как ему необходимо сохранять форму. Один конец присоединяется к токоведущей части. К полученному сопротивлению присоединяется конец передвижного контакта, который может выступать провод от держака сварочного аппарата. Путем передвижения места контакта регулируется сварочный ток.
Схема подключения баластника сварочного аппарата является предельно простой. Он ставится на выходе трансформатора перед непосредственной подачей тока на держатель. Подключение осуществляется последовательно.
svarkaipayka.ru
Балластный реостат РБ-302,РБ-306: технические характеристики, схемы
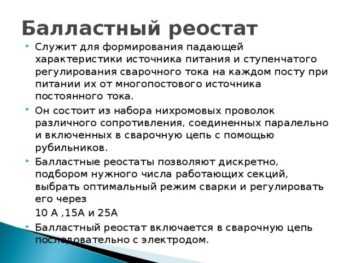
Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.
 Балластный реостат
Балластный реостатЕго подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.
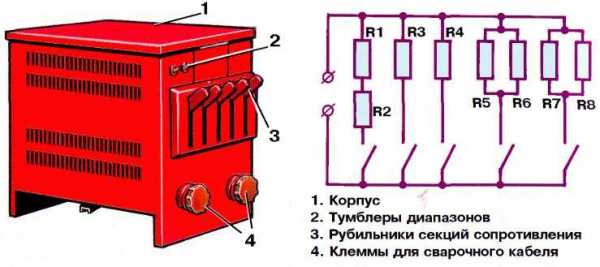
Схема балластного реостата
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
Параллельное соединение секций позволяет оптимально комбинировать работу каждой, что очень важно для сварочного аппарата, которым выполняются соответствующие работы. Шаг регулировки силы тока обычно находится в диапазоне от 5 до 10 А.
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Балластный реостат РБ-302
РБ-302 – один из наиболее распространенных типов реостатов, технические характеристики которого позволяют работать при силе тока от 10 до 315 А. Данное устройство можно использовать при выполнении различных типов сварочных работ, в том числе ручных операций или при работе с полуавтоматом. Его можно применять совместно с выпрямителями и генераторами.

Балластный реостат РБ-302
РБ-302 оснащен системой воздушного охлаждения, что позволяет значительно расширить сферу его применения. Аппарат работает от сети 380 В. Может использоваться при подключении к различным типам источников питания, кроме некоторых типов трансформаторов. При работе с ними рекомендуют параллельно подключать несколько реостатов.
Это устройство, как и большинство аналогов, позволяет работать в двух диапазонах, 5 и 10 А. Состоит из шести рабочих секций, регулировка которых выполняется с помощью специальных контактных ножей. Диаметр проволоки, используемой в секциях, составляет 2,2 мм. Изоляция состоит из керамических пластин.
При использовании данного аппарата следует проводить периодический контроль, который выполняется путем измерения фактического сопротивления изоляции и сравнения с показателями корпуса.
Балластный реостат РБ-306
РБ-306 – следующее поколение из известной линейки реостатов. Данный вид призван стать решением проблем, которые часто возникают при использовании РБ-302. Среди них можно выделить частые поломки резисторов и перегрев самого аппарата. При разработке новой модели все недостатки предыдущего устройства были исправлены.
Новый корпус был разработан с увеличенным количеством отверстий, предназначенных для ускоренного охлаждения. Проволока секций изготовлена из фехрали.
Усовершенствованная схема расположения рабочих элементов позволяет быстро и беспроблемно проверять и заменять их.

Балластный реостат РБ-306
Данное устройство позволяет проводить резку металла. Для этого нужно собрать блок вышеуказанных реостатов, который используется вместе с выпрямителем.
Для эффективного использования реостата следует придерживаться определенных правил, среди которых следует выделить соблюдение климатических условий, чистоты рабочей зоны, а также постоянную диагностику аппарата на исправность. Это лучше делать в специальных сервисных лабораториях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Как своими руками сделать баластник для сварочного аппарата
Параметр наименьшего сопротивления крайне важен, поскольку ток проходит практически беспрепятственно и не теряет энергию. По этой причине почти все проводники изготавливаются из материалов, характеризующихся наименьшим сопротивлением. Но порой необходимо искусственно сымитировать ситуацию повышенного сопротивления, когда показатель тока завышен и требует регулировки. Для этих целей существует баластник для сварочного аппарата. С помощью него можно проще и быстрее провести сварочные работы.
Балластный реостат для сварки или просто баластник — это конструктивный элемент или отдельный прибор, создающий повышенное сопротивление для тока и тем самым регулирующий его силу. Этот прибор прост и надежен. Баластник есть во многих дорогих сварочных аппаратах, также его можно докупить отдельно, что не дешево. Мы предлагаем вам сделать баластник своими руками. Конструктив баластника прост и понятен, поэтому каждый сварщик сможет сделать его самостоятельно.
Содержание статьи
- Принцип действия и конструкция
- Классификация
- Баластник своими руками
- Вместо заключения
Принцип действия и конструкция
Итак, как работает баластник? Говоря простыми словами, ток, беспрепятственно проходящий по цепи, сталкивается с высоким сопротивлением в определенной точке, из-за чего теряет свою величину. «Виновником» высокого сопротивления как раз и является баластник, включенный в цепь.
Визуально балластник для сварочного аппарата представляет собой большую пружину со множеством толстых витков. Эта пружина и создает балластное сопротивление. К пружине подключается регулятор, с помощью которого можно изменять значение сопротивления на большее или меньшее, а значит изменять и силу тока. Регулятор представляет собой передвижной контакт, который перемещают вдоль и тем самым уменьшают или увеличивают длину прохождения тока по баластнику. Баластники — это неотъемлемые элементы арсенала любого опытного сварщика.
Классификация
Баластники почти не отличаются по своему принципу действия или кострукции, но могут иметь ряд особенностей. От них будет зависеть диапазон значений, который мы можем выбрать для установки нужного сопротивления. Итак, баластники отличаются по следующим параметрам:
- Длине пружины. Здесь все просто — чем пружина длиннее, тем нужно больше времени, чтобы ток смог пройти через все витки.
- Металлу. Баластники изготавливаются из различных металлов, каждый из которых имеют свой коэффициент сопротивления. Чем мощнее и серьезнее сварочный аппарат, тем тщательнее подбирается материал баластника.
- Толщина. Как отдельных витков, так и всей пружины в целом. От этого зависит, насколько сильным будет показатель сопротивления. Показатель толщины тесно взаимосвязан с показателем длины.
Баластник своими руками
Чтобы сделать баластник нам понадобится толстая металлическая проволока. Мы в своей работе использовали медную проволоку. Также нужна цилиндрическая форма (ее можно предварительно сварить из любого толстого металла или взять трубу небольшого диаметра), материалы для передвижного контакта (мы использовали провод от держака сварочного аппарата) и амперметр.
Вокруг предварительно изготовленной цилиндрической формы накручиваем проволоку, витки располагаем на расстоянии не больше сантиметра друг от друга. Один конец такой пружины присоединяем к токоведущей части. К этой конструкции присоединяем наш провод от держака, который будет использоваться в качестве передвижного контакта. Готово! Теперь произведите замеры с помощью амперметра, чтобы понять, как работает именно ваш баластник.
Перед тем, как сделать балластный реостат для сварки своими руками, обратите внимание, что прибор, сделанный своими руками, может работать менее точно, чем устройство с завода. Также соблюдайте технику безопасности, потому что самодельные баластники не спрятаны в металлический корпус и могут крепиться недостаточно надежно, что может привести к печальным последствиям.
Вместо заключения
Как видите, баластник — очень простое устройство, не имеющее каких-то особенностей, затрудняющих его изготовление. Его конструктив состоит всего из нескольких компонентов, а принцип работы основан на элементарных законах электротехники. Изготовьте сварочный баластник своими руками и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях, чтобы другие сварщики смогли узнать для себя что-то новое. Желаем удачи!
home.nov.ru