Как правильно варить дуговой сваркой – Как правильно варить инвертерной сваркой с электродами?
alexxlab | 31.10.2019 | 0 | Вопросы и ответы
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
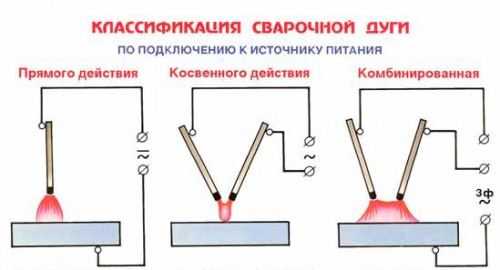
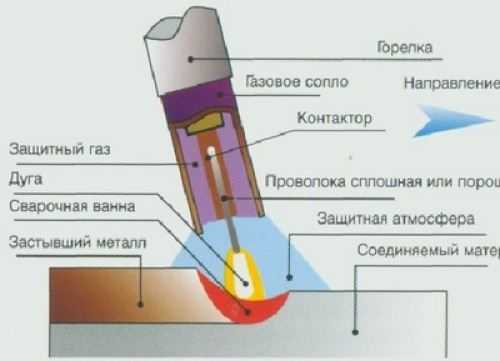
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
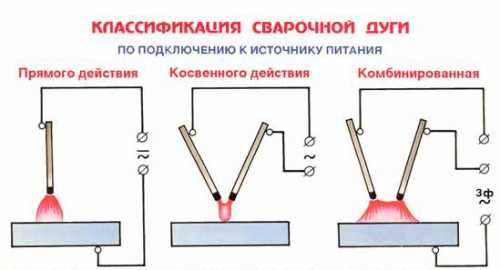
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
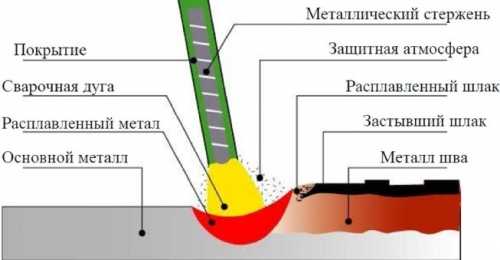
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
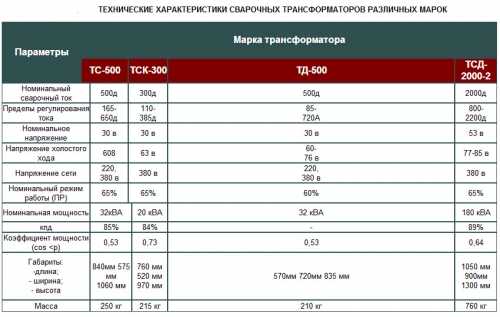
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
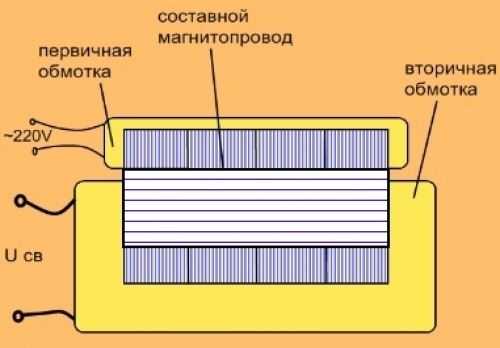
Сварочные трансформаторы

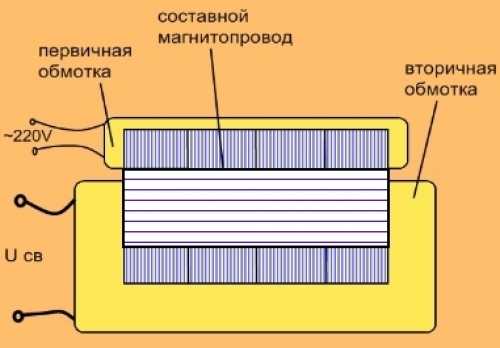
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
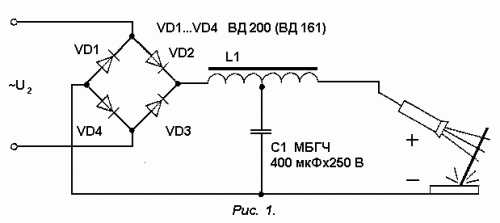
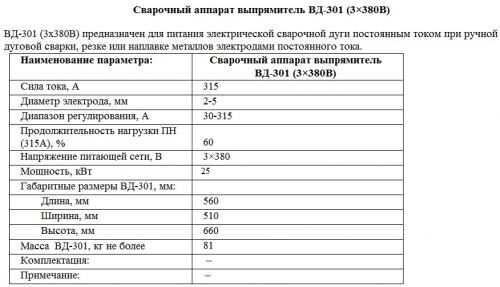
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее – сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты – инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.

Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.

В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
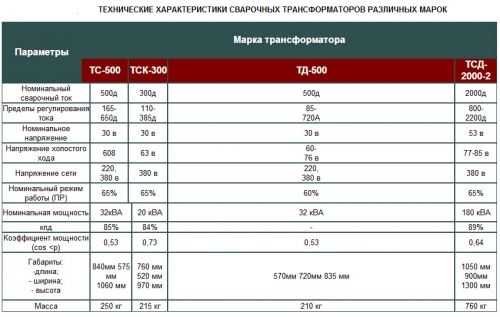
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса – подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
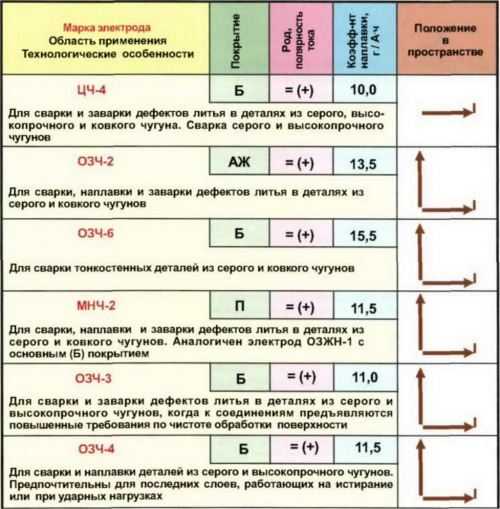
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
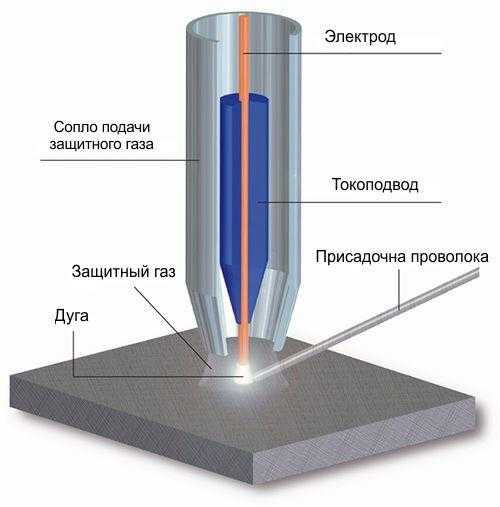
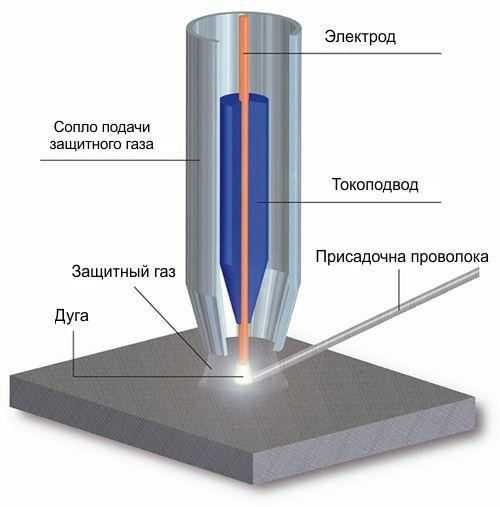
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе – это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.

Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
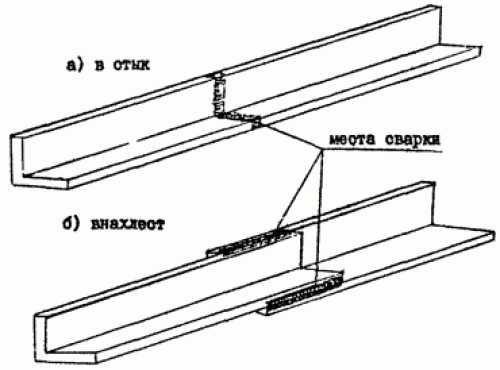
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.

Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
strport.ru
Как правильно варить электродуговой сваркой

Широко распространенный способ в современном мире соединить детали из металла для получения конструкций называется – дуговой сваркой. В данной статье будет подробно рассмотрено, что представляет собой электродуговая сварка, процесс сварки, как он должен осуществляться с точки зрения техники безопасности и необходимого оборудования. Эта статья ориентирована в основном для начинающих сварщиков.
Электродуговая сварка для начинающих сварщиков
Практически во всех отраслях промышленности применяются сварочные работы. Очень сложно назвать какой-нибудь сегмент производства, который не нуждается в услугах сварщика. В качестве профессии сварщика, предоставляется хорошая возможность получить перспективную работу. Как правило, сварщики работают на строительных площадках, создавая системы разных конструкций и коммуникаций, в промышленности, используя свой опыт и навыки, в машиностроении, кораблестроение, сельском хозяйстве, энергетике и в нефтеперерабатывающей промышленности.
В первую очередь, и самое главное, что должен уметь сварщик, это в совершенстве владеть различным сварочным оборудованием. От него как от специалиста, при этом требуется абсолютное знание принципов действия аппарата, выявления возможных поломок, подготовки оборудования к рабочему процессу. Сварщик обязательно обязан владеть технологией осуществления сварочных работ от подготовки поверхностей, которые необходимо соединить до правильной зачистки шва.
Специалист, который осуществляет сварочные работы, должен знать, как правильно использовать электросварку, определить идеальный режим для сварки разных материалов, выставить правильное значение тока. Основная сложность при работе с газоэлетросваркой заключается в том, что в процессе работ изменение режимов сварки может неблагоприятно влиять на их качество, поэтому очень важно с самого начала сварочного процесса определить правильно скорость сварки. Квалифицированные сварщики делают дуговую ручную сварку, плазменную современную, и с легкостью могут создавать различные очень сложные трубопроводы и металлоконструкции. Сварщик обязательно должен уметь обращаться с различными видами металлов: сталями, сплавами, цветными металлами, в том числе и с ограниченной свариваемостью.
Как правильно научиться варить электродуговой сваркой?

Профессии сварщика обучают в профессионально-технических училищах, колледжах, курсах. Обучение, как правило, проводиться целых три года после девятого класса, и два года после одиннадцатого класса. Если же вы не планируете работать сварщиком, но мечтаете узнать, как научиться правильно работать электродуговой сваркой, для того чтобы самостоятельно при необходимости, суметь что-нибудь заварить, можете воспользоваться полезными советами данной статьи, или почитать различную литературу посвященную электросварке. Конечно, не стоит ожидать что вы сразу станете сварщиком экстра класса. Самое главное – это понять, как грамотно пользоваться электрической сваркой, научиться основным приемам работы и изучить основы электродуговой сварки.
Азы электродуговой сварки
В первую очередь, необходимо приобрести электроды и сварочный аппарат, электродами рекомендуется запастись в довольно приличном количестве, потому что в процессе обучения, их придется испортить немало, прежде чем вы добьетесь первого нормального результата. Электроды для самостоятельной сварки необходимо выбирать диаметром в три миллиметра. Они самые подходящие для обучения в домашних условиях, потому что более тонкие необходимо для очень тонкого металла, варить его могут только высококвалифицированные сварщики, а электроды более толстые очень сильно нагружать электросеть.
Самостоятельная электродуговая сварка

Электродуговая ручная сварка для начинающих дело нелегкое, но вполне осуществимое, но требует большой усидчивости. Самое главное тренироваться как можно больше. Весь процесс обучения рекомендуется проводить только под присмотром профессионала сварщика, который может не только исправить ошибки, но и помочь советом. Для того чтобы понять как правильно варить метал, следует воспользоваться ненужным куском метала. Заранее рядом с собой нужно поставить ведро воды. Строго запрещено осуществлять работу на деревянном верстаке. Необходимо строго соблюдать осторожность, потому, что даже малюсенькие остатки использованного электрода способны вызвать пожар.
Следует надежно прикрепить зажим заземления у детали. Кабель обязательно нужно изолировать и заправить в держатель. После этого можно выставлять на сварочном аппарате значение мощности. Соответствовать оно должно строго диаметру электрода. Далее можно попробовать зажечь дугу. Для этого необходимо установить электрод под углом шестьдесят градусов по отношению к самой заготовке. Очень медленно и осторожно провести по поверхности электродом. После того как появились искры следует прикоснуться электродом к заготовкам и приподнять его так, чтобы зазор не был более пяти миллиметров. Если сделано все правильно, то дуга обязательно зажжется. На протяжении всего времени работы следует придерживать именно такой зазор. Не стоит забывать о том, что электрод будет выгорать. Перемещать его нужно очень медленно. Если произошло залипание электрода, то аккуратно нужно качнуть им в сторону. Если дуга длиною в три миллиметра не зажигается, то рекомендуется на сварочном аппарате увеличить силу тока. Главное стараться получить дугу устойчивую длиной в пять миллиметров между концом электрода и деталью.
Если у вас ничего не выходит с зажиганием и поддержанием дуги, то рекомендуется попробовать наплавить валик. Для этого необходимого зажечь дугу и медленно и очень аккуратно перемещать электрод строго по горизонтали, осуществляя при этом колебательные движения. Расплавленный металл, следует подгребать к центру дуги. В результате обязательно должен получиться, ровный красивый шов, который имеет небольшие волны из наплавленного металла.
Технология ручной электродуговой сварки

Для правильного образования и удерживания электрической дуги к электроду и свариваемой детали от главного источника питания поступает переменный или постоянный сварочный ток.
При соединении к изделию положительного источника питания анода, осуществляется дуговая ручная сварка прямой полярности. Сварка обратной полярности осуществляется в том случае, если к изделию подключен отрицательный полюс. Под действием электрической дуги стержень металлический электрода или по-другому электродный металл, материал изделия и его покрытие расплавляются.
Электродный металл, теперь представляет собой отдельные капельки, которые покрыты шлаком, поступает в сварочную ванну, там он смешивается с основным металлом, при этом процессе расплавленный шлак выходит на поверхность.
Величина сварочной ванны в основном зависит от режимов сварки и пространственного положения, конструкции сварного соединения, на поверхности изделия скорости перемещения электрической дуги, формы и размеров разделки соединяемых кромок. Довольно часто она колеблется в таких пределах: ширина восемь-пятнадцать миллиметров, глубина от шести миллиметров, длина десять-тридцать миллиметров.
Расстояние на сварочной ванны от одного активного пятнышка до другого, который расплавлен ан поверхности электрода называют – длиной дуги. Газовая атмосфера образуется при плавлении покрытия электрода около дуги и над сварочной ванной. Она вытесняет воздух из сварочной зоны сварки, и предотвращает его взаимодействие с сильно расплавленным металлом. Также в ней располагаются пары легирующих элементов основного и электродного металлов.
Капель расплавленного электродного материала и покрывающий поверхность сварочной ванны шлак, препятствует с атмосферным воздухом их взаимодействию и значительно способствует очищению примесей всего расплавленного металла.
В сварочной ванне при медленном удалении дуги металл кристаллизуется, и образует шов, который соединяет ввариваемые детали. Застывший слой шлака образуется на его поверхности.
Техника ручной электродуговой сварки

Правильное перемещение электрической дуги и правильное поддержание является главным залогом качественной сварки. Азотирование окисление расплавленного металла, разбрызгивание его капель, создание пористой структуры шва, происходит при слишком длинной дуге.
Качественный, ровный и красивый шов получается только при грамотном и правильном размере дуги и при равномерном ее перемещение. Оно может осуществляться по трем главным направлениям:
- Вдоль оси электрода происходит поступательное перемещение сварочной дуги. При помощи этого движения можно поддержать требуемую длину дуги, которая зависит от скорости плавления самого электрода. По мере плавления одновременно с увеличением расстояния между варочной ванной и ним, его длина уменьшается. Чтобы такого не происходило, вдоль оси необходимо перемещать электрод, тем самым поддерживая необходимую постоянную длину электрической дуги. При этом очень важно поддерживать синхронность укорачивания электрода с его медленным перемещением в сторону сварочной ванны.
- По оси свариваемого шва продольное перемещение электрода в значительной степени способствует формированию ниточного сварочного валика, его толщина находится в прямом значении диаметра электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика равна трем миллиметрам и превышает диаметр электрода. Это уже и есть сварочный шов, только он очень и очень узкий. Для того чтобы создать качественное и прочное соединение одного данного шва недостаточно. Поэтому, при медленном перемещении электродов вдоль оси сварочного шва нужно обязательно выполнять еще одно движение, с направлением и поперек сварочного шва.
- Использование поперечного движения электрода дает возможность добиться требуемой ширины шва. Его осуществляют колебательными возвратно поступательными движениями. Ширина данных поперечных колебаний электрода для каждого отдельного случая определяется только индивидуально, и в большой степени зависит от размера и положения шва, основных свойств свариваемых материалов, формы разделки, и требований которые обычно предъявляют к сварному соединению. Обычно, ширина шва колеблется в пределах от двух до пяти диаметров электрода.

В итоге все эти три движения накладываются друг на друга, создавая довольно сложную траекторию движений электрода. У каждого опытного мастера, на практике существуют свои навыки выбора движения и перемещения электродов. В любом случае, движение дуги необходимо выбирать так, чтобы кромки всех соединяемых деталей тщательно между собой проплавились, и образовали требуемое количество наплавленного металла и необходимую форму шва.
В процессе осуществления электродуговой сварки различных металлов электрод может почти полностью выгорать, остается очень маленький кусочек стержня в зажиме самого держателя. Если к этому самому моменту шов никак не удается закончить, то сварку следует временно остановить. После замены старого электрода следует очень тщательно удалить шлак и снова начать сварку.
Для того чтобы завершить оборванный шов, дугу необходимо зажечь на расстоянии двенадцати миллиметров от углубления которое образовалось на конце шва и носит название кратера. Для этого следует вернуть электрод к кратеру с целью образования сплава старого и нового электрода, а затем следует, начинает его передвигать по первоначальному выборному пути.
Основные преимущества электрической ручной дуговой сварки:
- В местах с ограниченным доступом можно осуществлять сварочные работы;
- Благодаря широкому выбору производимых типов электродов, появляется возможность сварки различных видов стали;
- Легкая транспортабельность сварочного оборудования, простота использования.
vremya-sovetov.ru
Как правильно варить дуговой сваркой
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы

Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее – сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты – инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.

Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.

В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса – подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе – это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.

Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.

Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
http://strport.ru
legkoe-delo.ru
Как правильно варить: сварка электрической дугой
Соединение деталей сварочным путем является одним из самых практичных и надежных. Его применяют и в промышленных целях, и в домашнем хозяйстве.
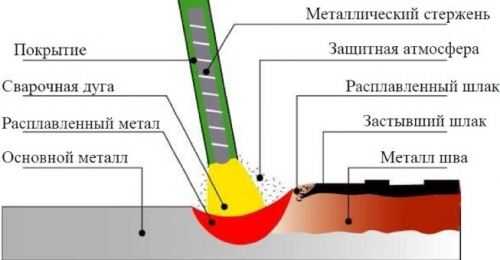
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Как правильно варить? Такой вопрос обычно задают начинающие мастера.
Предлагаем разобраться с азами процедуры и некоторыми нюансами сварки.
Предварительная подготовка
Как правильно варить? Первым делом нужно приготовить все необходимое. Стандартный набор — электроды, аппарат для сваривания, молоток для шлаковой отбивки, щетка. Размеры электрода подбирают в соответствии с толщиной металлического листа. Подумать о защите следует также своевременно. Для чего подготавливают маску со специальным светофильтром, костюм из уплотненной ткани и перчатки, предпочтительнее из замши. Еще нужны будут инвертор (трансформатор) — прибор для преобразования переменного тока, сварочный выпрямитель.
Вернуться к оглавлению
Особенности процесса сварки
Самодельный сварочный аппарат для сварки на постоянном токе.
Сварка — это процесс, который проводится при высоких температурах. Она осуществляется посредством электрической дуги, идущей от электрода к свариваемой поверхности. Дуга плавит материал основы и металлический материал электрода. Появляется так называемая сварная ванна. Ее назначение — смешивание основного металла с электродным. Размеры появляющейся ванны обусловлены выбранным режимом, расположением в пространстве, скоростью дугового передвижения, формой и величиной кромки и пр. Средняя ширина ванны — 0,8-1,5 см, длина — 1,0-3,0 см, глубина порядка 0,6 см.
Обмазка, которой покрыт электрод, расплавляясь, создает особую газовую область в зоне дуги, а также над верхом ванны. Ею вытесняется вся воздушная масса из района сварки, исключая контактирование плавящегося металла с кислородом. Помимо прочего, в ней располагаются пары металлов (от электрода и основного). На шве происходит образование шлака, препятствующего слиянию расплавленного состава с воздухом, а это негативно отражается на качестве процесса. Исчезновение электрической дуги предшествует образованию шва, объединяющего свариваемые элементы. Поверх шва накладывается защита из шлака, которую в последующем убирают.
Вернуться к оглавлению
Начало электродуговой сварки
Самодельный инверторный сварочный аппарат.
Чтобы правильно варить, сварка требует повышенного внимания в самом начале. Приветствуется получение начального опыта сварки под руководством наставника, который вовремя укажет на возможные ошибки и даст ценную подсказку. К работе приступают, надежно прикрепив деталь. Ведро с водой нужно готовить заранее и держать около себя в целях безопасности. Эта же причина не допускает небрежного отношения к различным остаткам употребленного электрода и выполнения работ на основе из дерева.
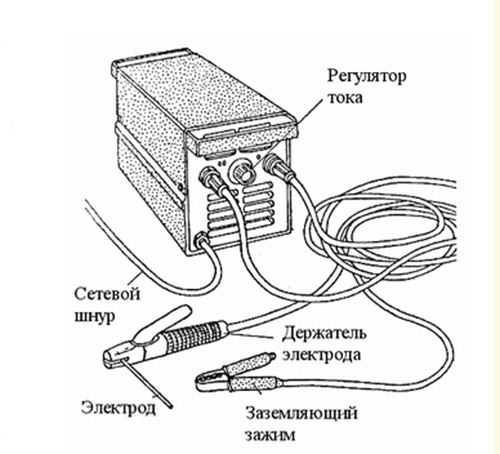
Надежно устанавливают зажим «заземление». Контролируют кабельную изоляцию и заправку в держатель. На аппарате для сварки задают расчетный показатель мощности тока, соответствующий подобранному диаметру электрода. Производят зажигание дуги: электрод устанавливают относительно изделия под углом в 60 градусов, небыстро проводят им. После появления искр выполняют прикасание электрода к металлу, приподнимают его не выше 0,5 см.
При правильном проведении процедуры зажигается дуга. Зазор в 0,5 см необходимо соблюдать в течение всего хода работ. Нужно учесть: если правильно варить, сварка приведет к постепенному выгоранию электрода, для чего его понемногу приближают к металлу. Перемещают электрод медленно, при его залипании выполняют качание в сторону. В ситуации незажигания дуги проверяют (и увеличивают) силу тока.
После зажигания и поддержания дуги начинают наплавлять валик. Дугу зажигают, плавно и небыстро перемещают электрод в горизонтальном направлении, совершая им легкие поступательные движения. Металл, который расплавляется, словно поступает к центру дуги. В итоге должен образоваться крепкий шов с волнами средних размеров.
При полном выгорании электрода и незавершенном шве работу приостанавливают на время. Употребленный элемент меняют на новый, удаляют шлак. Процесс возобновляют. Отступив 1,2 см от образовавшегося заглубления (кратера) в окончании шва, зажигают дугу. К кратеру электрод приближают таким образом, чтобы сплавлялся металл прежнего и нового электрода, и после этого сварку шва продолжают.
Разнонаправленное передвижение электрической дуги может выражаться в 3-х типах траектории:
- Поступательная — дуговое движение по направлению оси электрода. Выдерживать стабильную длину дуги легко.
- Продольная формирует ниточный ролик. Высота последнего зависит от скорости перемещения электрода, его толщины. Шов это обычный, но тонкий. Для его закрепления прибегают к продольным движениям электрода.
- Поперечная — создается заданная ширина шва. Обеспечена движениями колебательного характера, ширину которых подбирают исходя из положения и величины шва, формы разделки и пр.
На деле все 3 движения участвуют одновременно, накладываясь и образуя определенное направление. Есть классические варианты, но каждый мастер имеет свой неповторимый «почерк». Суть в другом — в качестве шва заданной формы.
Вернуться к оглавлению
Характеристики сварки трубопровода
Электросваркой дугой выполняют шов по вертикали, располагаемый сбоку на трубе, а горизонтальный шов — по кругу трубы. Потолочный и нижний швы располагаются (соответственно) вверху и внизу. Наиболее удобным для исполнения признан последний тип шва. Стальные трубы сваривают встык с непременным привариванием кромок. Для уменьшения наплывов внутри трубы выбирают угол наклона электрода не больше 45 градусов относительно горизонтали. Высота шва — 0,2-0,3 см, ширина — 0,6-0,8 см. При сваривании внахлест высота шва достигает порядка 0,3 см, а ширина — 0,6-0,8 см.
Перед свариванием труб электросваркой производят ряд подготовительных мероприятий:
- деталь основательно зачищают;
- деформированные концы трубы отрезают или исправляют;
- до появления блеска металла чистят кромки. 1,0 см минимум — величина очищаемой кромки от ее края.
После этого приступают к сварке. Если правильно варить, сварка стыков ведется непрерывно, пока они окончательно не приварятся. Поворотную и неповоротную состыковку труб с шириной стенки 0,6 см осуществляют в 2 слоя минимум. При ширине стенки 0,6-1,2 см выполняют 3 слоя, более 1,9 см — 4 слоя.
Особенность сварки труб состоит в следующем: каждый накладываемый на стык шов должен быть очищен от шлака, и только потом выполняют следующий. Первое соединение самое ответственное. При нем должны полностью расплавиться имеющиеся кромки. Он подлежит обязательному исследованию с целью поиска трещин. При их обнаружении трещины выплавляют (вырубают), потом данное место заплавляют обратно.
Неторопливо поворачивая трубу, выполняют 2-й слой и последующие. Обязательно смещают и конец, и начало слоев на 1,5-3,0 см в отношении предыдущего слоя.
Окончательный слой выполняют, плавно переходя на основную ровную поверхность металла. Для повышения качества заваривания труб электросварным способом каждый следующий слой ведут в противоположном направлении относительно прежнего, располагая точки замыкания вразбежку.
Варить самостоятельно достаточно сложно, особенно на первых порах. Однако освоить навыки ремесла сварщика можно, если есть к этому предрасположенность. Как правильно варить? Важно уяснить и на практике закрепить основные правила сварки, не спеша оттачивая и совершенствуя навыки.
moyakovka.ru
Как правильно варить сваркой: азы, технология, выбор тока, техника ручной дуговой сварки
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом.Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
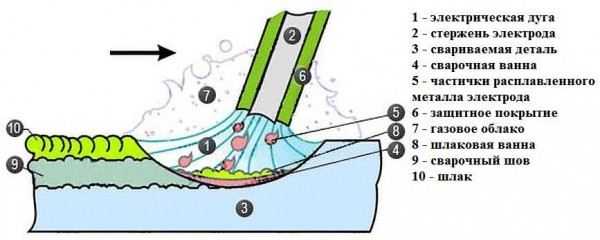
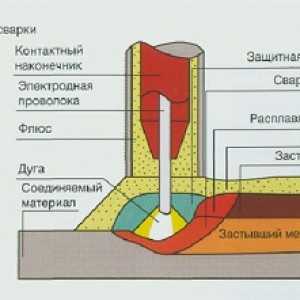
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
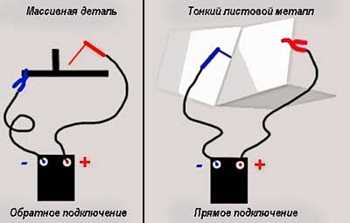
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
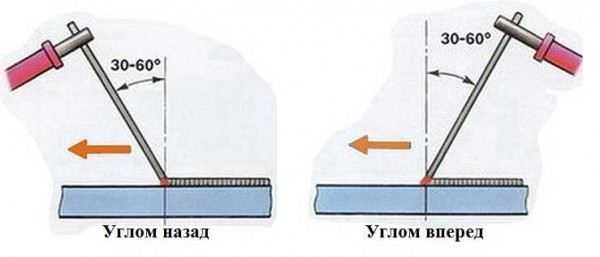
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
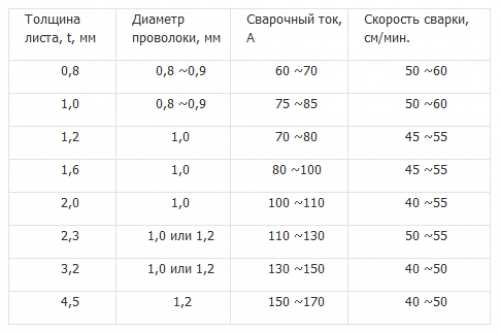
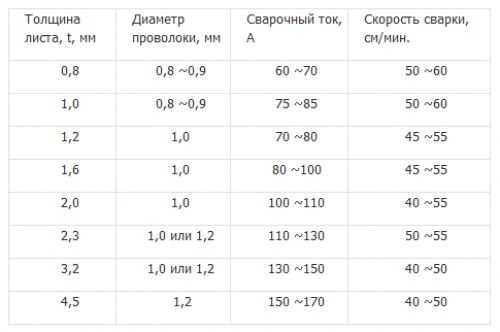
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите -урок по сварке.
Главная страница
legkoe-delo.ru
способы, швы, сварочный аппарат, стоимость
В прежние времена был лишь классический метод сварки, поэтому у людей не было особого выбора каким методом варить. В современное время появились множество разных материалов и способов сварки. Каждый требует определенной технологии и подхода. Дуговая сварка считается самой популярной, поэтому нужно внимательно рассмотреть весь процесс, включая выбор оборудования, электродов и способ сварки.
В основе лежит электрическая дуга, которая способна раскалять металл до 5 тысяч градусов, обеспечивая сплавление деталей. Такая температура подходит для большинства металлов, а значит, способ считается универсальным для многих вещей. Сварка бывает прямой или косвенно в зависимости от направления дуги. При прямо действии дуга непосредственно возникает между металлом и электродом, а при косвенном – между двумя электродами без направления сварочного тока на металл. В процессе сварки плавится и сам электрод, образуя так называемую сварочную ванну, в которой происходит процесс сплавления.
На каждом электроде нанесена специальная обмазка, когда она горит, то образует газовый слой. Этот слой защищает металл от реакции с кислородом, а то в этом бы случае образовывался шлак на поверхности металла. От шлака качество шва становится хуже. Дуговая сварка ГОСТом определена, то есть для получения определенного шва нужно выставить силу тока и выбрать специальный диаметр электрода в зависимости от вида металла. Это все можно узнать в соответствующих таблицах государственных стандартов.
Оборудование для дуговой сварки
Существует три модели: сварочные трансформаторы, выпрямители и инверторы.
Первый вариант самый простой. Его принцип работы заключается в понижении напряжения сети, чем обычно и занимаются трансформаторы. Проходя через первичную и вторичную обмотку, меняется сила тока, которая требуется для сварки.
Если вы хотите получить качественные швы дуговой сварки, то требуется специальные электроды для трансформатора. Только при этом условии трансформатор создает красивые и качественные швы.
И не стоит забывать про КПД этого прибора, оно составляет до 90%, что, пожалуй, лучший показатель, среди остальной техники.
Вторая модель, выпрямитель, он способен выпрямлять ток, то есть преобразовывать его из переменного в постоянный. Сварочный трансформатор может варить переменным током, но в некоторых случаях лучше брать более стабильный прямой ток. Выпрямитель позволяет сделать более надежный шов, но к его минусам можно отнести большой вес аппарата.
Иногда стандартных 50-и герц из городской электросети недостаточно для работы сварочного устройства. Тогда возникает вопрос, как варить дуговой сваркой при больше частоте? Для этого применяют инверторы. Это более мощный аппараты, но в тоже время по весу не превышают 8 килограмм. По устройству инвертор чем-то напоминает выпрямитель. Особенность для любого сварщика заключается в том, что на корпусе инвертора можно плавно регулировать силу тока. Это необходимо, когда идет сварка тонкого листового металла небольшими электродами.
Если вы решили выбрать сварочный аппарат для дуговой сварки нужно смотреть на диапазон изменения тока. От возможностей диапазона зависит размер электродов, которые можно применять на данном аппарате.
Важно, чтобы дуга легко зажигалась, работала стабильно.
Как выбирать электроды?
Электрод – это тонкий металлический стержень, на который наносятся ферросплавы. В процессе работы ферросплав создает защитный газовый слой, защищая сварочную ванну. Задача электрода расплавиться и также расплавить достаточное количество металла, чтобы произошло крепкое соединение в месте плавления. Необходимая энергия зависит от силы тока, проходящей по электроду.
Разные способы дуговой сварки подразумевают использование разных электродов. Кроме диаметра, они отличаются по типу покрытия. Бывают покрытия – кислые, основные, целлюлозные и другие малоиспользуемые типы. Для самых распространенных задач, когда требуется сварка углеродистых или низколегированных сталей, обычно используют марку УОНИ-13/НЖ/12х13.
Технология дуговой сварки
Неважно, как вы собираетесь варить, обычной классической сваркой вам нужна дуговая сварка под флюсом. Во всех случаях методика похожа, за исключением автоматических сварочных процессов. Очень популярна на заводах импульсно дуговая сварка, которая выполняется в автоматическом режиме. Для обычного металла рекомендуют сварку постоянным током. Но всем металлам подходит такой способ.
Например, алюминий надо варить под защитой аргона. Этот металл очень быстро окисляется на воздухе, а образовавшаяся оксидная пленка не позволяет металлу соединяться. Для такой сварки требуется хорошая квалификация, поэтому начинающим сварщикам нужна электро дуговая сварка.
Классическая инверторная дуговая сварка должна начинаться с подбора силы тока на вашем аппарате. Если вы не знаете, как подобрать, просто загляните в инструкцию к сварочному трансформатору, в ней в зависимости от толщины металла есть значения тока.
Начиная сварку, медленно двигайте электрод. При этом сварочная ванна должна нормально заполниться, чтобы расплавленные металл немного возвышался над металлическими деталями. Автоматическая дуговая сварка контролируется автоматикой и проще для человека, но когда вы варите ручным способом, надо внимательно следить за движениями. Они должны быть не слишком быстрыми и не слишком медленными.
Важный момент для новичка – зажигание дуги. Его производят быстрым чирканьем электродом по металлической детали.
Другой способ предназначен для узких и труднодоступных мест: электрод прикладывают к поверхности металла, а потом плавно отводят на пару миллиметров. Цена дуговой сварки зависит от сложности процесса.
Если нужно сварить нержавейку или алюминий понадобятся специальные электроды или сварка аргоном. И также не забывайте соблюдать технику безопасности во время проведения сварочных работ.
steelguide.ru
Как правильно варить сварочным аппаратом
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:
• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.
• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.
• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
• Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам «как варить», «как приварить» то или иное, смотрите в рубрике «Как варить»
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.


Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.


Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.

Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
Как правильно варить сварочным инвертором
Для просмотра этой темы перейдите, пожалуйста, сюда.
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки — скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Более подробно про сварку полуавтоматом >>>
Смотрите также:
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
сварочные швы.
kovka-svarka.net