Как правильно варить сварочным инвертором – Как быстро научиться варить сварочным инвертором |
alexxlab | 19.03.2017 | 0 | Вопросы и ответы
Как правильно варить инверторной сваркой: пособие новичку
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.

Принцип работы сварочного инвертора
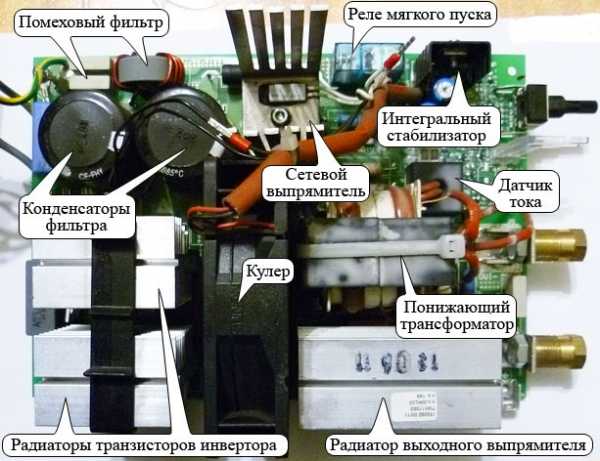
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
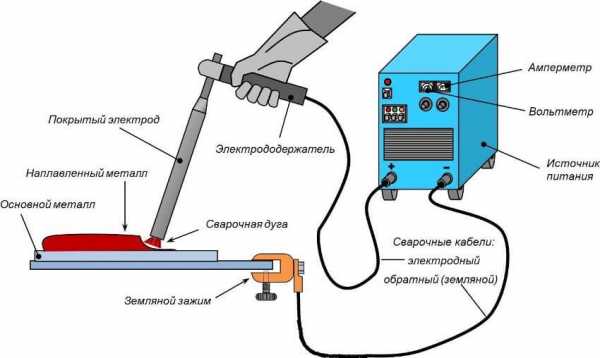
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.

Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.

Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
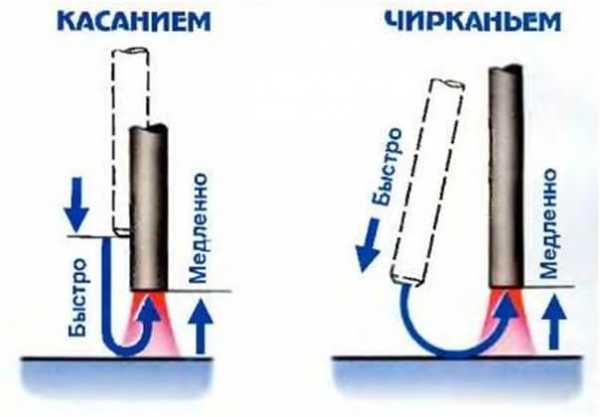
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
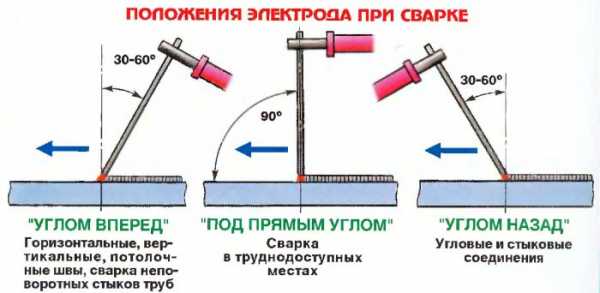
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
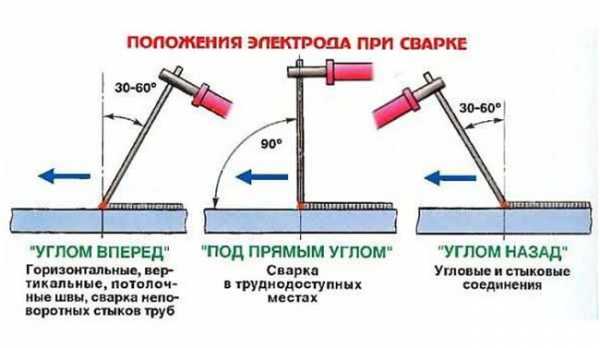
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
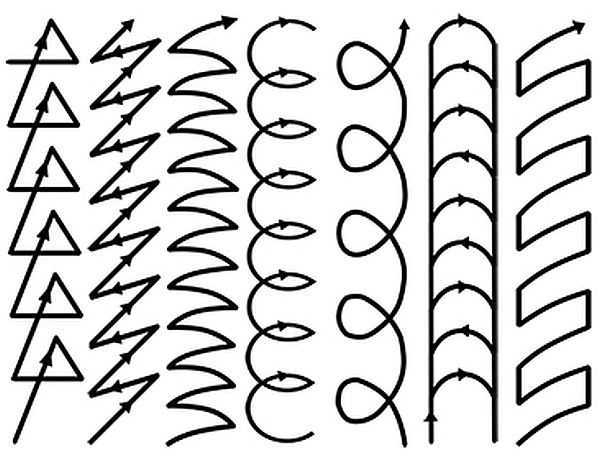
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
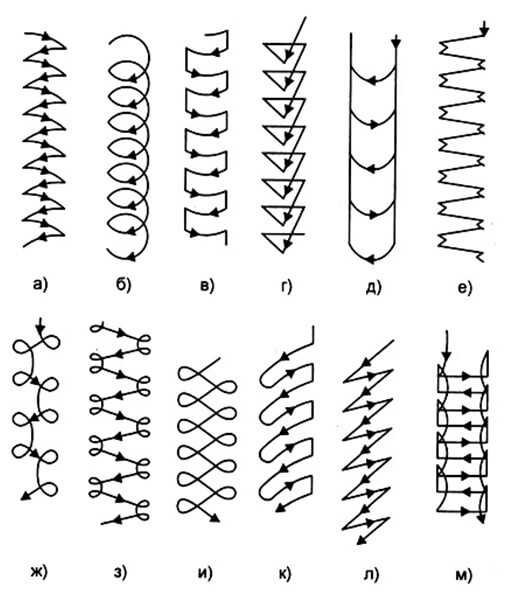
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.

Полярность и установка сварочного тока
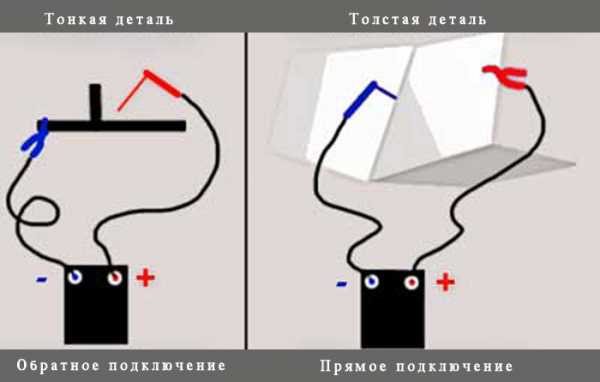
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
oxmetall.ru
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см. Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.

У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов. Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ. Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.

Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
electrod.biz
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.

Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.

Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
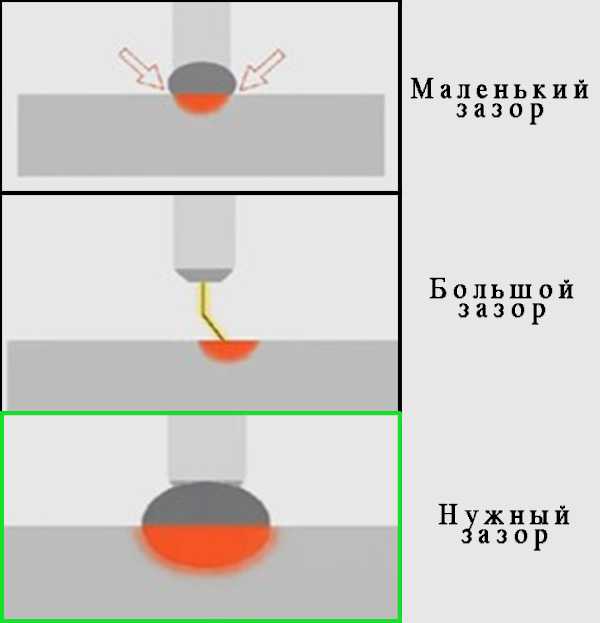
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
instrument-blog.ru
Как правильно сваривать металл инвертором: пошаговая инструкция
Необходимость в создании надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций лучшим решением является сварка. Новичкам, как показывает практика, проще всего научиться варить инвертором. Такой аппарат позволяет получать гораздо более надежные соединения, если сравнивать с результатами ближайших предшественников, в особенности при отсутствии должного опыта и навыков. Варить различный металл инвертором несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
Устройство сварочного инвертора.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев хозяева предпочитают именно сваривать металл, т.к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. К примеру, металл можно варить с использованием электронного и лазерного излучения, изделия соединяют газовым пламенем и варят ультразвуком. Наиболее широко использующимся источником энергии является электрическая дуга.
Принципиальная схема сварочного инвертора.
Ее создают сварочные аппараты либо инверторы. Именно с такого агрегата лучше всего начинать познавать мастерство создания надежных и долговечных сварных соединений.
Сварщика без опыта нельзя считать мастером своего дела. Все навыки человек осваивает при выполнении различных практических задач. Поэтому новичку нужно в первую очередь запастись терпением и выделить достаточно времени на тренировочные работы.
Помните о том, что работа с инвертором является потенциально опасной. При неосторожности можно обжечься брызгами расплавленного металла. Помимо этого выделяются различные токсические вещества, да и риск поражения электротоком никто не отменял. Излучение может привести к ожогу роговицы глаз. Именно поэтому перед работой с инвертором нужно уделить должное внимание технике безопасности, подготовке защитной экипировки, рабочего места и оборудования.
Преимуществами сварочного инвертора является его легкий вес, компактный размер, возможность плавной регулировки тока, быстродействие и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство именно с этого аппарата. На рынке представлено множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Какие электроды лучше всего использовать
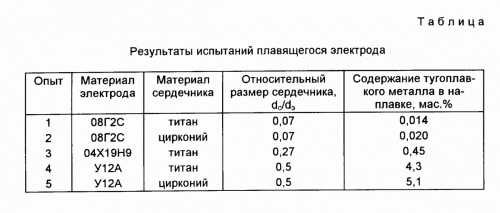
Результаты испытаний плавящегося электрода.
Традиционно для сварки металла применяются плавящиеся электроды. Через них ко шву подводится ток. Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Новичкам лучше всего начинать учиться варить металл с использованием электродов-стержней на 3 мм в диаметре. Более толстые электроды требуют сварочного оборудования более высокой мощности. Сварка тонколистового металла осуществляется с применением электродов на 2 мм. Крайне не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Лучше закупать их непосредственно перед началом сварочных работ. Залежавшиеся электроды с большой долей вероятности окажутся отсыревшими, так что никакого толку от них не будет.
Техника безопасности при работе с инвертором
Среди преимуществ современных инверторов нужно дополнительно отметить их безопасность. Все провода спрятаны в герметичном пластмассовом коробе. Такое решение существенно сокращает риск поражения электротоком, так что даже новичок сможет начать учиться варить металл безо всяких проблем и затруднений. Однако сварочный инвертор, как и любые другие электроприборы, является потенциально небезопасным механизмом. При работе с ним нужно выполнять ряд правил. Главные из них:
Способы подключения сварочного инвертора.
- Категорически запрещается варить под дождем и при отрицательных температурах воздуха.
- При работе должны быть созданы все условия для защиты сварочного агрегата от намокания.
В комплекте с любым инвертором должна идти инструкция по использованию. Обязательно убедитесь в ее наличии. В таком руководстве вы найдете советы по поведению в разнообразных ситуациях. В конце руководства обычно приводятся полезные рекомендации сварщику, дается краткое описание первой помощи при различных повреждениях и травмах, обязательно даются выдержки из техники безопасности. Все советы пишутся предельно понятным языком, чтобы даже у новичка не возникло никаких сложностей.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в полной комплектации составляет примерно 6-7 кг. Это позволяет брать аппарат с собой практически всюду.
Металл можно варить исключительно при наличии защитного щитка и маски сварщика. Эти приспособления защищают роговицы глаз от ожогов.
Таблица требуемых технических характеристик для сварочного инвертора.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги способны обжечь незакрытые участки кожи, поэтому их быть тоже не должно.
Для защиты кожи рук используются замшевые или брезентовые перчатки. Изделия из хлопчатобумажной ткани и трикотажа не подходят. Халат и штаны или комбинезон должны быть изготовлены из плотной ткани. Лучший вариант — толстый плотный брезент.
Рядом с рабочим местом поставьте ведро с водой. Подготовьте старое плотное одеяло. Все это поможет вам потушить случайное возгорание в случае его возникновения. Практиковаться лучше всего на улице, но можно и в помещении. Нужно лишь убрать от рабочего места все воспламеняемые предметы.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты.
Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
- После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Если тока будет недостаточно, вы не сможете поддерживать стабильную дугу. При слишком мощном потоке тока металл проплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточное время и найдите подходящее значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать валики, устанавливать ток и поддерживать дугу, можете переходить к следующему этапу обучения варки металла. Обычно все выполняется в проверенной множеством сварщиков последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех токоподводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первого провода.
- Закрепите зажим другого провода на металл в том месте, где в будущем будет выполняться сварка.
- Зажгите дугу. Эта операция уже описывалась. Легонько постучите электродом или чиркните им по металлу.
- Электрод необходимо вести вдоль стыка. Спешка ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод направлялся по прямой, при сварке отдельных изделий вам нужно будет делать движения возвратно-поступательного характера.
- Обработайте небольшой участок и оцените выполненную работу. При необходимости удалите шлак с помощью металлической щетки или молотка.
- Если качество вас устраивает, завершите работу.
В результате вы получите сварочный шов. Вряд ли он сразу будет идеальным. Чтобы получать швы высокого качества, нужен опыт и тренировки. Со временем вы освоите данную работу и сможете делать все на лучшем уровне.
Таким образом, вы можете как пользоваться услугами сторонних специалистов, платя им довольно большие деньги, так и научиться все делать своими руками. Потратив некоторое время и силы на обучение, вы будете меньше зависеть от других людей. Со временем вы освоите данную профессию и сможете создавать угловые швы, потолочные соединения и другие сложные вещи. Придерживайтесь инструкции, и у вас все получится. Удачного обучения и работы!
moyasvarka.ru
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.

Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.

В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током. Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
- Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.
Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
invertor.ksio.ru
Как правильно варить инверторным сварочным аппаратом: выполнение работ
Сварка — один из самых востребованных технологических видов работ в современном строительстве. Это обусловлено тем, что сварной шов образует прочное и надежное соединение металлических элементов конструкции. Материал, из которой она выполнена, может быть самым разнообразным при невероятной сложности конфигурации конечной детали. Для того чтобы выполнить качественно поставленные задачи по свариванию нескольких деталей, необходимо правильно подобрать оборудование и иметь некоторые навыки исполнения. Но если опыт отсутствует или мал, то научиться тому, как правильно варить сварочным инвертором самостоятельно, вполне возможно.

Конструкция сварочного инвертора.
Некоторые особенности инверторного сварочного аппарата
Сварочный инвертор является оборудованием, которое состоит из таких элементов, как:
- система управления;
- преобразователь частоты;
- трансформатор, у которого высокая частота;
- накопитель;
- силовой и сетевой выпрямители;
- сетевой фильтр.
Особенностью инверторного сварочного аппарата является то, что он не приводит к скачкам электроэнергии в сети, к которой он присоединен. Это обусловлено тем, что в его состав входит накопительный конденсатор, который обеспечивает бесперебойность электрической сети, а также мягкое разжигание дуги и дальнейшее ее удержание.
Схема сварочного инвертора.
Несмотря на такой достаточно сложный состав, этот аппарат является малогабаритным, что позволяет его носить на плече. При этом на качество шва, выполненного при его помощи, малые размеры не сказываются. Инверторный сварочный аппарат может быть использован в бытовых целях, а также на производстве. При его легкости работы можно вести в достаточно трудных местах, к которым прочая техника и оборудование доставлены быть не могут.
Для обеспечения безопасной работы с инверторным сварочным аппаратом необходимо иметь в наличии маску для сварщика или очки. Также должно быть в наличии требуемое количество электродов, которые соответствуют марке стали.
Характеристиками, по которым можно выбрать сварочный инверторный аппарат, являются:
- Возможность регулирования сварочного тока. Для бытовых нужд такой показатель должен быть в пределах 160-200 А.
- Время беспрерывной работы сварочным инверторным аппаратом. В паспортных данных это значение указывается в процентах. Например, если указано 40%, то это означает, сколько времени аппарат может работать надежно и без перегрева. Оставшиеся 60% приходятся на отдых. Защита от перегрева устанавливается производителем. Она отключает оборудование по достижении этого коэффициента автоматически. Эти процентные показатели приведены при максимальной нагрузке на инверторный сварочный аппарат.
- Мощность, которую он способен потребить. Указывается 2 величины: в рабочем состоянии, то есть когда происходит непосредственно процесс сварки, и на холостом ходу.
- Устройство корпуса. Если конструкция кожуха предусматривает дополнительную защиту от влаги и пыли, то такой аппарат можно использовать на производствах с повышенными данными характеристиками. Для бытового использования усиление этих показателей не требуется.
Подготовка в работе
Схема устройства передней панели инвертора.
Для того чтобы начинать сварочные работы, необходимо подготовить:
- маску для сварочных работ;
- специальную защитную одежду или любую одежду, которая способна защитить от попадания искр;
- перчатки из грубой ткани;
- молоток с острым наконечником, с помощью которого будут сбиваться окалина и острые углы, образовывающиеся при сварке;
- электроды, которые соответствуют типу и марке стали.
При выборе электродов необходимо учитывать не только состав металла, но и его толщину, направленность шва. Следует иметь в виду, что при большом диаметре электрода возрастает потребление тока. А малые его диаметры пригодны только при маленькой толщине металла. Поэтому если опыта в сварочных работах не много, то следует выбирать 2-3 мм электрод.
Выполнение сварочных работ
Для того чтобы правильно варить инверторным сварочным аппаратом, необходимо подобрать силу тока и марку электрода. Эти параметры определяются толщиной металла, который необходимо соединить.
Электрод устанавливается в специальный держак. Не следует подносить электрод быстро к поверхности. Это может привести к залипанию, то есть электрод прилипнет к металлу, и производить дальнейшую сварку будет невозможно. Клемму массы навешивают на поверхность, на которой выполняется сварка.
Схема инверторной сварки.
Далее необходимо разжечь дугу. Для этого электрод под определенным углом подносят к металлической поверхности, 2-3 раза им прикасаются до нее. Тем самым происходит активизация сварочного электрода и образуется дуга. Оптимальное расстояние от кончика электрода до свариваемой поверхности, когда дуга будет держаться всегда в необходимом размере, является равным диаметру самого электрода. На этой высоте желательно удерживать электрод на протяжении выполнения всего шва. Далее электродом ведут по месту стыка. Шов образуется наплавлением металла.
Нельзя быстро вести электрод по стыку свариваемых поверхностей. Это связано с тем, что:
- Снижается качество шва, то есть наплавление металла будет неравномерным.
- Гаснет дуга между поверхностью сварки и электродом. Новый ее розжиг может привести к излишнему наплавлению или прожигу.
Если в процессе выполнения работы образовались окалина и излишки наплавленного материала, то их необходимо убрать. Это делают при помощи молотка или другого металлического инструмента.
Сварочный шов необязательно может быть сплошным. Если необходимо его прервать, то электрод поднимают выше. Так происходит разрыв дуги, и процесс выполнения шва останавливается. Далее дугу разжигают на новом месте, и процесс продолжается.
Некоторые нюансы сварки
Способы подключения сварочного инвертора.
Чтобы у шва были минимальные дефекты и правильно варить инверторным сварочным аппаратом, необходимо располагать линию ванны ниже, чем находится поверхность свариваемого металла. Если проникновение дуги в металлическую деталь является глубоким, то она проталкивает ванну назад, тем самым происходит образование шва. Поэтому при выполнении работ необходимо наблюдать за тем, чтобы образуемый шов был вровень с металлом.
Само движение электрода по шву может быть различным. Надежный и идеальный шов может образоваться при выполнении круговых или зигзагообразных движений. При выполнении круговых движений необходимо внимательно контролировать то, как формируется шов, чтобы ванна была равномерно распределена по кругу. При движении электрода зигзагом нужно внимательно смотреть за тем, чтобы шов начинал образовываться с одного края ванны, затем — на ее верху, после этого — на другом конце. При этом все должно происходить равномерно.
Шов зигзагом достаточно сложен в исполнении и качественно может быть выполнен уже сварщиком с опытом.
Таблица требуемых технических характеристик для сварочного инвертора.
Для бытовых нужд вполне достаточно владеть техникой сплошного шва валиком.
Прорез металлической детали происходит тогда, когда электрода не хватает, для того чтобы полностью заполнить сварную ванну при поперечном движении. Контроль наружных границ ванны позволит избежать образования бокового прореза. Для того чтобы регулировать ванну, используют силу дуги, которая расположена между свариваемой поверхностью и электродом. Инверторный сварочный аппарат позволяет контролировать ее плавно и постоянно.
Кроме того, если изменить угол наклона электрода к поверхности, можно изменить размер ванны. То есть при максимально вертикальном расположении электрода образуется тем не менее выпуклый шов. Это связано с тем, что при таком расположении все необходимое тепло находится непосредственно под ним.
Значит, ванна целиком направлена вниз, вокруг металл хорошо проплавлен. Если наклонить электрод, то вся температура направлена назад, тем самым приподнимая металл и образуя шов.
moyasvarka.ru
как научиться варить начинающим сварщикам, сравнение инвертора и трансформатора для сварки
 Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки — инверторы.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
 Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе, в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше, чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
 Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты, чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
-
 Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода. - У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться, при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги, которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
 В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов, при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
 Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
Оцените статью: Поделитесь с друзьями!elektro.guru