Как правильно вести сварку электродом – зажигание дуги и угол наклона
alexxlab | 03.11.2019 | 0 | Вопросы и ответы
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.

Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.

Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.

Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.

Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
‘; blockSettingArray[0][“minSymbols”] = 0;blockSettingArray[0][“minHeaders”] = 0;blockSettingArray[2] = []; blockSettingArray[2][“setting_type”] = 3; blockSettingArray[2][“element”] = “”; blockSettingArray[2][“directElement”] = “.sb-a”; blockSettingArray[2][“elementPosition”] = 1; blockSettingArray[2][“text”] = ‘
‘; blockSettingArray[2][“minSymbols”] = 0;blockSettingArray[2][“minHeaders”] = 0;blockSettingArray[3] = []; blockSettingArray[3][“setting_type”] = 3; blockSettingArray[3][“element”] = “”; blockSettingArray[3][“directElement”] = “.footer-a”; blockSettingArray[3][“elementPosition”] = 1; blockSettingArray[3][“text”] = ‘
‘; blockSettingArray[3][“minSymbols”] = 0;blockSettingArray[3][“minHeaders”] = 0; var jsInputerLaunch = 15;
remboo.ru
Как правильно вести электрод при сварке. Как правильно вести. Kak-Delat-Pravilno.ru
Направление движения электрода при сварке.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла. Электроду в процессе сварки, независимо от применяемого способа, сообщается движение в трёх разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости плавления. поступательное движение поддерживает постоянную длину дуги. которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит от марки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным или переменным ) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сварке тонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов. применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1

При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода. к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали. изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом. предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой » характеризуется движением электрода вверх, затем вправо
Движения электрода при сварке
Для получения валика нужной ширины производят поперечные колебательные движения электрода. Если перемещать электрод только вдоль оси шва без поперечных колебательных движений, то ширина валика определяется лишь сварочным током и скоростью сварки и составляет от 0,8 до 1,5 диаметра электрода. Такие узкие (ниточные) валики применяют при сварке тонких листов, при наложении первого (корневого) слоя многослойного шва, при сварке по способу опирания и в других случаях.
Чаще всего применяют швы шириной от 1,5 до 4 диаметров электрода, получаемые с помощью поперечных колебательных движений электрода.
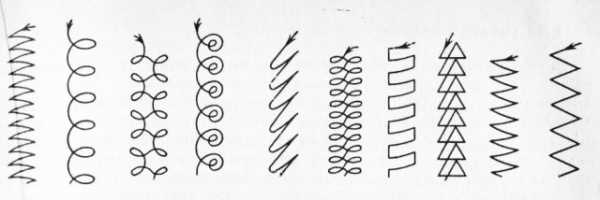
Рис. 26. Основные схемы поперечных движений конца электрода:
а, б, в, — при обычных швах, д, е — при швах с усиленным прогревом кромок
Наиболее распространенные виды поперечных движений электрода при ручной сварке (рис. 26): прямые по ломаной линии; полумесяцем, обращенным концами к наплавленному шву; полумесяцем, обращенным концами к направлению сварки; треугольниками; петлеобразные с задержкой в определенных местах.
Ломаная линия
Поперечные движения по ломаной линии часто применяют для получения наплавочных валиков, при сварке листов встык без скоса кромок в нижнем положении и в тех случаях, когда нет возможности прожога свариваемой детали.
Полумесяц
Движения полумесяцем, обращенным концами к наплавленному шву, применяют для стыковых швов со скосом кромок и для угловых швов с катетом менее 5 мм, выполняемых в любом положении электродами диаметром до 4 мм.
Треугольник
Движения треугольником применяют при выполнении угловых швов с катетами шва более 6 мм и стыковых со скосом кромок в любом пространственном положении. В этом случае достигается хороший провар корня и удовлетворительное формирование шва.
Петля
Петлеобразные движения применяют в случаях, требующих большого прогревания металла по краям шва, главным образом при сварке листов из высоколегированных сталей. Эти стали обладают высокой текучестью и для удовлетворительного формирования шва приходится задерживать электрод на краях, с тем чтобы предотвратить прожог в центре шва и вытекание металла из сварочной ванны при вертикальной сварке. Петлеобразные движения можно заменить движениями полумесяцем с задержкой дуги по краям шва.
Сварка нержавеющей стали инвертором, электродами
Отрасли производства тесно связаны с нашей повседневной жизнью, поэтому применение нержавеющих сталей продолжает расширяться.
Большинство сварочных электродов для сварки нержавеющего металла производятся на одном из самых популярных заводов-изготовителей сварочных электродов в России – СпецЭлектрод . Вот самые популярные марки сварочных электродов, которые применяются для сварки нержавеющей стали: ЦЛ-11, ОЗЛ-8, ЦТ-28, ЦТ-15, ЭА-400/10У и т.д.
Принцип сваривания электрической сваркой заключается в том, чтобы возбуждение дуги происходило между плоскостью свариваемой детали и электродом. Для того чтобы сваривание производилось успешно, нужно придерживаться нескольких правил, которые помогут сварить нержавеющие детали максимально качественно в сжатые сроки.
К плоскости деталей, которые Вам нужно сварить, прикрепляется провод, который выходит из трансформатора. Другой провод, который подходит к держателю, нужно поднести к месту сваривания и при приближении к нему будет появляться сварочная дуга.
Для того чтобы сваривание получалось надежным, нужно соблюдать правила сваривания электродами. Оптимальным расстоянием от кончика сварочного электрода до свариваемого изделия является расстояние в 2 – 6 миллиметров
Для хорошего результата сваривания нужно со вниманием отнестись к выбору сварочных электродов. Сварочные электродыдля сварки нержавеющего металладолжны иметь хорошие показатели ударной вязкости. вязкости сварочного шва, а также должен соответствовать предназначению свариваемого изделия. Также немаловажным фактором при выборе сварочных электродов является правильное соответствие диаметра электрода и толщины свариваемого металла.
Для удачного сваривания электрод нужно удерживать под правильным углом. чтобы Вы могли полностью контролировать сварочный процесс. Угол наклона должен составлять приблизительно 80 градусов. Направлению наклона должно располагаться к дуге. Зажигание дуги производится методом черкания по поверхности свариваемого изделия или же при ударах средней силы по поверхности металла.
Также при сваривании нержавеющего металла стоит помнить, что силу тока тоже нужно правильно подбирать. Если сила тока будет слабой – электрод будет постоянно затухать, и сваривание будет плохо получаться. Если же сила тока будет превышать необходимую, металл будет прожигаться, что тоже не приведет к положительным результатам сваривания.
Источники: http://elektrod-3g.ru/dvizhenie-elektroda.php, http://www.svarkametallov.ru/content/dvizheniya-elektroda-pri-svarke, http://3g-svarka.ru/varit-nerzhaveyushhuyu-elektrosvarkoy.php
Комментариев пока нет!
Как правильно варить сваркой: технология и порядок выполнения
Выполнить наиболее надежное соединение заготовок можно, если правильно варить сваркой. Но для получения качественного соединения нужно уметь работать со сварочным аппаратом. Нередко для выполнения подобных работ приходится обращаться к специалистам. При желании освоить технику сварки можно посмотрев видео на тему. Сначала рекомендуется научиться работать сваркой на легких образцах, а затем переходить к более сложным работам.
Подготовка к работе
Прежде всего, нужно изучить особенности устройства сварочного аппарата. Оборудование дает на электрод переменный и/или постоянный ток, разогревая его таким образом. Ведение электрода по поверхности сложенных вместе соединяемых деталей — это и есть процесс сварки в упрощенном варианте. Кроме аппарата и расходных элементов требуется заготовить молоток, для сбивания шлака, крепежи для заготовок и предметы индивидуальной защиты. Описание подготовки можно найти и на видео.
Средствами индивидуальной защиты необходимо пользоваться обязательно. Даже если мастер умеет варить, все равно работа достаточно опасна. Необходимо быть одетым в одежду с длинным рукавом, закрывающей тело максимально. Нужна маска, перчатки, роба.
При выборе аппарата стоит обратить внимание на некоторые характеристики:
- максимальная величина тока;
- рабочий цикл;
- возможность переключения режимов;
- длительность срока гарантии.
Правильно выбрать параметры аппарата можно в соответствии с видео 1.
Детали также должны быть подготовлены к обработке. На них требуется изготовить кромки, в которые будет заливаться расплавленный металл. О подготовке деталей можно посмотреть в видео 2.
Основы технологического процесса
Научиться пользоваться сварочным аппаратом можно только на практике. Для первых работ лучше использовать ненужные заготовки, которые не жалко будет в случае порчи. Подготовленные заготовки можно варить. Этот процесс предполагает образование электрической дуги между металлом электрода и металлом обрабатываемой поверхности. Под воздействием дуги металл расплавляется. Смешение расплавленного металла образует сварочную ванну.
Над сварочной ванной и в области сварочной дуги воздух вытесняется расплавляемой обмазкой электрода. Это необходимо для предотвращения окисления металлов при взаимодействии с кислородом. После удаления дуги металл постепенно застывает. В результате образуется сварочный шов. Шов, образующийся при сварке, служит соединяющим детали элементом. На шве образуется слой шлака, который защищает его от взаимодействия с внешней средой. Когда мастер заканчивает варить, шлак со швов сбивается.
Порядок выполнения сваривания
 Начинать работу можно только после надежного закрепления деталей в тисках. Зажим заземления надежно закрепляется. Проверяется изоляция кабелей и соблюдение всех правил безопасности, выставляется требуемая мощность тока на аппарате и зажигается дуга. Для ее зажигания нужно поднести электрод к обрабатываемым поверхностям под углом 60 градусов и провести им над ними медленно и плавно. С какой скоростью это делать лучше посмотреть на видео. После это электродом дотрагиваются к металлу и приподнимают на 5 мм. Правильно выполненная операция приводит к зажиганию дуги.
Начинать работу можно только после надежного закрепления деталей в тисках. Зажим заземления надежно закрепляется. Проверяется изоляция кабелей и соблюдение всех правил безопасности, выставляется требуемая мощность тока на аппарате и зажигается дуга. Для ее зажигания нужно поднести электрод к обрабатываемым поверхностям под углом 60 градусов и провести им над ними медленно и плавно. С какой скоростью это делать лучше посмотреть на видео. После это электродом дотрагиваются к металлу и приподнимают на 5 мм. Правильно выполненная операция приводит к зажиганию дуги.
В процессе сварки электрод выгорает, поэтому нужно варить, постепенно приближая его к поверхности. При залипании нужно отвести его в сторону. Если зажигание не происходит, то может требоваться большая сила тока.
Правильно сформировать шов можно, если выполнять колебательные движения электродом. Перемещать его следует в горизонтальном направлении. Благодаря колебательным движениям расплавленный металл будет подгребаться к центру дуги. Должно получиться наплавление на месте соединения деталей с волнистой поверхностью. Это и будет правильно сформированный сварочный шов.
Если соединение длинное и электрод расплавился раньше, чем оно будет закончено, то нужно остановить работу и заменить элемент. После этого с конца сварочного шва удаляется шлак и можно продолжить варить. Зажигать дугу следует на расстоянии 1,2 см от кратера уже выполненного шва.
Как вести горелку?
Траектория движения сваривающего элемента играет большую роль при сварке. Вести дугу правильно можно по одной из трех траекторий:
- поступательной;
- продольной;
- поперечной.
При поступательных движениях достаточно просто добиться стабильной длины дуги. Для этого вести ее нужно вдоль электродной оси. Продольное перемещение позволяет изготовить очень тонкое соединение. Для его закрепления применяется поперечная техника. Поперечное движение позволяет правильно формировать швы требуемой ширины. При этом выполняются колебательные движения.
Чаще всего нужно варить с применением комбинации из трех траекторий. Только в этом случае получается максимально качественное соединение.
Пользоваться сварочным аппаратом и обрабатывать детали сваркой может научиться каждый. В сети предложено множество разнообразных видео о том, как варить различными типами оборудования. Их можно использовать для наглядности и закрепления информации.
Похожие статьиgoodsvarka.ru
Как правильно варить электросваркой – видео и фото руководства
Человеку, проживающему в частном доме или имеющему частный гараж, в определенный момент придется столкнуться с необходимостью выполнения сварочных работ. Здесь можно пойти двумя путями: пригласить профессионального сварщика или выполнять эту работу самостоятельно. Если вы привыкли все выполнять своими руками, но никогда не варили – не пасуйте перед новой задачей. В конце концов, начинать когда-то же надо. Как и во многих сферах, в этом деле главное практика. Вы и сами не заметите, как с каждым разом сварочный шов будет получаться все лучше и лучше. Но для начала давайте в теории рассмотрим, как правильно варить электросваркой?

Для начала необходимо разобраться в видах сварочных аппаратов
Для того чтобы приступить к овладению такими необходимыми в реальной жизни навыками сварщика необходимо как минимум понимать на каком оборудовании придется работать. Поэтому давайте рассмотрим виды сварочных аппаратом, посредством которых выполняется электросварка.
Обратите внимание! В домашнем хозяйстве позволит удовлетворить все потребности любой «сварочник», будь то трансформатор, выпрямитель или инвертор. Главное чтобы максимальный ток был не меньше 160А.
Сварочный трансформатор ↑
В основе его работы положен принцип преобразования переменного тока сети в переменный ток сварки. Это вид электросварки является самым дешевым, среди преимуществ стоит отметить: небольшую цену при довольно высоком КПД. Сварочный трансформатор прост в обслуживании. Недостатками являются большой вес оборудования, низкая стабильность дуги, способность в большой степени просаживать напряжение.
[include title=”РСЯ – в записи”]
Сварочный выпрямитель ↑

Обучение лучше выполнять на плоских поверхностях
Предназначен для преобразования переменного тока сети в постоянный сварочный ток. Такой аппарат стоит дороже, чем простой трансформатор. Ему характерны все недостатки и преимущества сварочного трансформатора. Хотя, полученный в ходе работы постоянный ток дает более стабильную дугу и как следствие получается более качественный шов.
Сварочный инвертор ↑
Наделен возможностью преобразования переменного тока в постоянное напряжение, а также ток для выполнения сварки. Достоинства: легко зажигается дуга, малый вес, плавно регулируется ток, высокое быстродействие и КПД. И самое главное, что выполнить красивый ровный шов без особых затруднений сможет даже человек, не имеющий квалификации сварщика.
Важно! Если вам позволяют финансовые возможности, для домашнего хозяйства приобретайте сварочный инвертор. Тем боле, что современный рынок сварочного оборудования предлагает огромный ассортимент инверторов.

Предметы, необходимые для сварки электрической дугой
- Маска сварщика.
- Замшевые защитные перчатки.
- Щетку по металлу.
- Молоток для сбивания шлака.
- Специальная одежда из плотной ткани с длинными рукавами.
- Электроды.
Внимание! Электроды подбираются в соответствии с толщиной металла, а ток уже выставляется по электродам.
Метод расчета предельно прост, например:
- сварочный трансформатор – 1 мм электрода соответствует 30-40 А;
- сварочный инвертор – 3 мм электрода соответствует 80 А, при 100 А уже можно выполнять резку металла.

Выполнять работу необходимо в специальной одежде и рукавицах
Не имеет значения, в каком помещении вы будете выполнять сварочные работы, на всякий случай припасите там ведро воды. Прежде, чем приступить непосредственно к сварке подготовьте рабочее место и все рабочие заготовки – все должно быть под рукой. Места выполнения сварочных швов нужно тщательно зачистить щеткой по металлу. Чтобы правильно выставить свариваемые заготовки рекомендуется использовать струбцины или тиски.
[include title=”РСЯ – в записи”]
Чтобы понять, как правильно сваривать электросваркой, нужно сначала потренироваться на сваривании валиков на плоской поверхности. А для выполнения этих операций лучше использовать 3 мм электроды – они являются самыми ходовыми.
Внимание! Для сварки лучше использовать недавно купленные электроды. Залежавшиеся могут оказаться сырыми, что сделает практически невозможным процесс сварки.
Далее последовательно поступаем так:
- Зажим массы прикрепляем к рабочей детали.
- Электрод вставляем в держатель.
- Зажигаем дугу. Возможно два способа решения этой задачи: чирканием (как спичкой)или постукиванием по заготовке.
- Выполняем сварку, постепенно ведя электродом, который держим в процессе работы под углом 75 градусов. При этом совершаем колебательные движения. Со стороны будет выглядеть так, как будто расплавленный металл подгребается под кратер дуги.
- В итоге получаем красивый ровный шов.
Как видим, ничего сложного и невыполнимого в производстве сварки нет. Главное обладать минимальными знаниями физики и иметь нужное оборудование. Причем первое дело наживное – благо есть интернет, а второе – всегда пригодится в хозяйстве. Наиболее принципиальные моменты выполнения электросварки предлагаем посмотреть в ознакомительном видео ролике.
stroy-aqua.com
Как правильно варить сваркой электродами типы швов — как научиться электросварке?
Прошло уже несколько сот лет, как люди впервые соединили две металлические поверхности воедино, используя для этого процесс расплавления металлического стержня при помощи электрического тока. Этот стержень и есть электрод.
Состав электрода и его значение
Обмазка, или его поверхность, состоит из смеси металлов – никеля, марганца, железа и минералов – глинозема, магнезии, известняка, которые находятся в порошкообразном состоянии. Металлы плавятся, а минералы являются своеобразной защитой от действия кислорода. Такая защита необходима для усиления соединения. В данную смесь дополнительно добавляют краситель, который облегчает их распознавание по видам.
Основой для обмазки служит тонкая металлическая проволока.
Как правильно варить электросваркой
Вид которой, зависит от того, для каких работ предназначается использовать данное изделие. В основном для этого используют проволоку изготовленную из нержавеющей стали или углеродную проволоку.

наклон электрода
По изделию идет передача электрического тока, предназначенного для нагрева и плавления поверхности металла.
Каждый человек рано или поздно в жизни сталкивается с такой ситуацией, когда нужно в быту что- то сварить при помощи электрической сварки и аппарата. Прежде всего, для этого необходимо иметь сварочный аппарат и, естественно, навыки работы, ведь обязательно нужно знать, как правильно варить электродами.
Принцип процесса электрической сварки
Если варить электросваркой в домашних условиях, используют любой аппарат для сварки, максимальная мощность которого составляет 160 Амп. Во время работ происходит возбуждение дуги между плоскостью детали и электродом. Для успешного работы необходимо соблюдение некоторых правил:
- К плоскости деталей, которые нуждаются в сварке необходимо прикрепить один провод, который отходит от трансформатора – масса, а другой провод, к которому прикреплен электрод в держатель, нужно поднести к плоскости места приварки и по нему вести торцом изделия. При этом будет возникать дуга.
- Для того чтобы правильно провести сварку, необходимо правильно варить при помощи электродов. Это достигается в результате выбора нужного удаления от поверхности соединения. Оптимальным считается расстояние от 2 до 6 мм. В результате действия высокой температуры дуги, плавится металл на сварочной поверхности и заполняется канавка, которая образовалась в момент воздействия дуги на металлическую поверхность. Если правильно и аккуратно вести электрод по длине места соединения, эта канавка заполняется расплавленным металлом.
- Большое значение для эффективного и качественного результата имеет выбор самих элетродов. Для проведения работ используют такие его виды: стальной, медный, чугунный, биметаллический, латунный. Также их подразделяют на марки, например, 332, 350 и другие. Для обозначения их маркировки, применяют своеобразный индекс, обозначающий параметр вязкости сварочного шва, а числа на индексе указывают на уровень твердости металла. Главное правило, которым необходимо пользоваться при их подборе – расчет на толщину металла.
- Для того, чтобы сварка прошла удачно, необходимо уметь правильно удерживать сварочный электрод. Должен быть наклон приблизительно 80 градусов, по направлению к дуге. Возникновение дуги можно добиться двумя методами: черканием (изделие нужно держать, как спичку во время поджигания) и подъемом (им постукивают по поверхности и во время появления дуги поднимают).
motors4x4.ru