Как рассчитать катет сварного шва – Как рассчитать катет сварного шва
alexxlab | 17.11.2020 | 0 | Вопросы и ответы
Расчет сварных соединений Задача
Расчет сварных соединений
Расчет сварных соединений, выполненных стыковым швом. Расчет стыкового шва, работающего на растяжение или сжатие, производится по уравнению:
,
где – длина шва, мм; s – толщина соединяемых элементов, мм; P – действующая нагрузка, Н; – допускаемое напряжение на растяжение или сжатие для сварного шва, Па.
Допустимая растягивающая или сжимающая сила:
Расчет стыкового шва, работающего на изгиб осуществляется по формуле:
где: М – изгибающий момент Н/мм; Wc – момент сопротивления расчетного сечения.
Напряжения, возникающие от изгибания момента М и растягивающей или сжимающей силы Р, определяются из выражения:
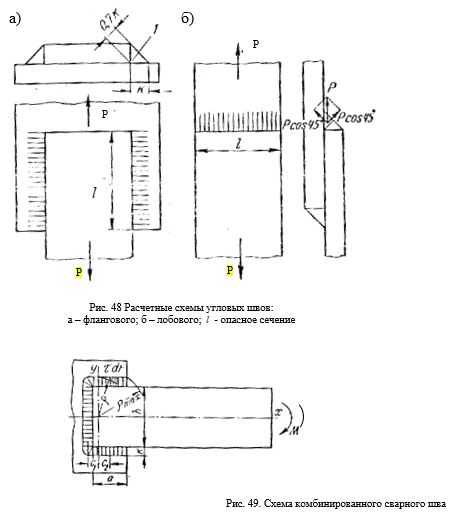
Расчет сварных соединений внахлестку. Сварные соединения внахлестку выполняются угловыми швами. Расчет угловых швов всех типов унифицирован и производится по единым формулам. Напряжение, среза определяется из уравнения
,
где Р – нагрузка, Н; – длина шва, мм; 0,7к – толщина шва в опасном сечении, см; – допускаемое напряжение на срез для сварного шва, Па.
Допустимая (сдвигающая) нагрузка:
При нагружении простого углового шва только моментом условие прочности шва на изгиб запишется так:
,
где М – изгибающий момент, Н/мм; Wc – момент сопротивления опасного сечения шва.
При нагружении простого углового шва моментом М и продольной силой Р (рис 48, а) напряжение на срез составит
,
где Fc = 0,7kl – площадь опасного сечения шва, мм2.
Комбинированные сварные швы применяются в том случае, селя про стой угловой шов (лобовой, косой, фланго вый) не обеспечивает необходимую прочность сварного соединения (рис. 49).
Условие прочности комбинированных швов, нагруженных моментом в плоскости стыка, при приближенном расчете выразится уравнением
а при уточненном расчете
,
где ρmax – наибольший радиус от центра тяжести площади опасных сечений шва; – полярный момент инерции сечения шва.
Рис.50. Схема к расчету комбинированного сварного соединения при сложном нагружении
Условие прочности комбинированных швов, нагруженных моментом М и сдвигающей силой Р в плоскости стыка (рис. 50), записывается следующим образом:
,
где ;
,- длины флангового и лобового швов
Расчет пробочных, прорезных и проплавных соединений и соединений втавр. Прочность пробочных, прорезных и проплавных соединений, работающих обычно на срез, определяется формулой
При выполнении соединений втавр без подготовки кромки соединяемых элементов допускаемая растягивающая нагрузка
допускаемая сжимающая нагрузка
Рис. 51. Соединение в тавр Рис. 52. Схема к расчету таврового
без разделки кромок соединения
Условие прочности соединения втавр, выполненного стыковым швом при действии растягивающей силы Р и момента (рис. 51) запишется так:
при выполнении угловым швом
Условие прочности соединения втавр, нагруженного крутящим и изгибающим моментами (рис. 52)
Расчет соединений, выполненных контактной сваркой. При выполнении соединения стыковым швом расчетное сечение принимается равным сечению свариваемых элементов. При статической нагрузке стык принимают равнопрочным цельному металлу и поэтому на прочность не проверяется.
Прочность соединений точечной сваркой, работающей в основном на срез (рис. 53),
,
где z – число сварных точек; i – число плоскостей среза; d – диаметр сварной точки, мм.
Прочность соединений линейной сваркой (рис. 54)
,
где b – ширина линии сварки; – длина линии сварки, мм.
Прочность сварного шва встык оценивается коэффициентом прочности φ,
Рис.53 Соединение точечной сваркой
Рис. 54 Соединение роликовой сваркой
т. е. отношением допускаемого напряжения сварного шва к допускаемому напряжению основного металла ,
Расчетные значения коэффициентов прочности φ стыковых швов следующие:
– двусторонний, выполненный автоматической сваркой под слоем флюса – 1.00
– двусторонний, выполненный вручную с полным проваром – 0.95
– двусторонний, выполненный вручную с неполным проваром (в зависимости
– от относительной глубины провара) – 0.80
– односторонний на подкладке – 0.90
– односторонний без подварки и подкладок, продольный – 0.70
– односторонний без подварки и подкладок, поперечный (кольцевой) – 0.80
– внахлестку – 0.80
Расчету сварных котлов и других сосудов высокого давления. Расчет, сводится к определению толщины стенки s. Прочность сварных швов обеспечивается введением коэффициента прочности швов φ2
,
D – диаметр сосуда, мм; р – давление в сосуде, Н/мм2; φ – коэффициент прочности шва; [σ]p – допускаемое напряжение растяжения, Н/мм2.
Выбор допускаемых напряжений. Допускаемые напряжения и сварных швах из мало – и среднеуглеродистых сталей, а также низколегированных сталей при статической нагрузке можно выбрать по табл.7.1.
Допускаемое напряжение основного металла в металлических конструкциях выбирают с коэффициентом безопасности по отношению к пределу текучести: для низкоуглеродистых сталей при расчете по основным нагрузкам n=1,35 – 1,6, а по основным и дополнительным нагрузкам n=1,2 – 1,3; для низколегированных сталей соответственно 1,5 – 1,7 и 1,3 – 1,4. Нижние значения относятся к строительным и крановым конструкциям при легких режимах работы, верхние – к крановым конструкциям при тяжелых режимах.
Таблица 7.1. Допускаемые напряжения в швах сварных соединений
|
Вид сварки |
Допускаемые напряжения на |
||
|
растяжение |
сжатие |
срез |
|
|
Автоматическая под флюсом и ручная электродами Э42А и Э50А. Контактная стыковая |
|||
|
Ручная дуговая электродами Э42 и Э50. Газовая сварка |
|||
|
|
– |
– |
|
Допускаемые напряжения основного металла при переменных нагрузках определяются умножением допускаемых напряжений для основного металла при статических нагрузках на коэффициент:
,
где r – характеристика цикла напряжений
;
где эффективный коэффициент концентрации напряжений (табл. 7.2, 7.3, 7.4).
Таблица 7.2. Эффективные коэффициенты концентрации напряжений
|
Элементы соединений |
||
|
низкоуглеродистая сталь |
легированная сталь |
|
|
Стыковые швы |
1.4 |
1.8* |
|
То же, двусторонние с плавными переходами |
1,2 |
1.35* |
|
То же, с механической обработкой |
1 |
1* |
|
Приварка ребра, перпендикулярного силе |
1,5 |
2.2* |
|
Лобовые швы (соединение с двумя накладками) |
3.0 |
4,0* |
|
То же, с отношением катетов швов 2:1 |
2,3 |
3,2* |
|
Комбинированные фланговые и лобовые швы (соединение с двумя накладками) |
2.5 |
3,5* |
|
Связующие сварные точки |
1.4 |
– |
|
То же, рабочие |
7.5 |
12** |
|
Связующие роликовые швы |
1,25 |
2*** |
|
То же, рабочие |
5 |
7.5*** |
* Низколегированная сталь 15ХСНД.
** Сталь ЗОХГСА.
*** Сталь 1Х18Н9Т..
Таблица 7.3. Эффективный коэффициент концентрации для расчета сварных швов и деталей в зоне сварки. Электродуговая сварка
|
Расчетный элемент |
||
|
малоуглеродистая сталь Ст.3 |
низколегированная сталь 15ХСНА |
|
|
Деталь в месте перехода |
||
|
к стыковому шву |
1,5 |
1,9 |
|
к лобовому шву |
2,7 |
3,3 |
|
к фланговому шву |
3,5 |
4,5 |
|
Стыковые швы с полным проваром корня: |
1,2 |
1,4 |
|
Угловые швы: |
||
|
лобовые |
2,0 |
|
|
фланговые |
3,5 |
4,5 |
Таблица 7.4. Эффективный коэффициент концентрации для расчета соединений контактной сваркой (для деталей и швов)
|
Марка стали |
Состояние образца |
Толщина, мм |
При точках |
|
|
Связующих |
Рабочих |
|||
|
Сталь 10 |
Нормализованная |
3+3 |
1,4(1,25) |
7,5(5) |
|
Сталь ЗОХГСА |
Отпуск |
1,5+1,5 |
1,35 |
12 |
|
Титановый сплав ВТ1 |
В состоянии поставки |
1,5+1,5 |
2,0(1,3) |
10(5) |
|
Алюминиевый сплав Д16Т |
В состоянии поставки |
1,5+1,5 |
2,0(1,3) |
5(2,25) |
Примечание. В скобках дан коэффициент для точечной и роликовой сварки.
Задача7.1. Определить допустимое усилие в сварном соединении внахлестку из листов сечением 200×8мм, если действует переменная растягивающая и сжимающая нагрузка с характеристикой цикла напряжений . Материал листов – сталь Ст. 3. Электрод – Э42. Сварка – ручная.
Решение. Принимаем допускаемое напряжение на растяжение для листа из стали Ст. 3 [σ]р=157МПа.
Определяем допускаемое напряжение для листа с учетом переменности нагрузки
табл. 7.3 для лобового шва =2.
Допустимое напряжение на срез в сварном шве находим по табл.7.1.
Определяем длину лобового шва с одной стороны соединения с учетом непровара в начале и в конце шва. Принимаем при ширине листа 200мм. Общая длина двустороннего лобового шва
Определяем допустимое усилие на соединение внахлестку с двусторонним лобовым швом
Проверим напряжение в листах соединения
Как следует из расчета, основной металл соединения используется недостаточно. Для более полного использования основного металла вместо лобового шва целесообразно использовать косой угловой шов.
Определяем длину двустороннего косого шва, исходя из соображения, что напряжения относятся как соответствующие им длины швов
; .
Определяем допустимое усилие, действующее на соединение внахлестку, при двустороннем косом шве длиной 470мм
Проверим напряжение в листах соединения
Применение косого шва позволяет получить соединение, в котором шов равнопрочен основному металлу.
Задача 7.2. Определить длину швов, крепящих уголок 80×80×8мм к косынке (рис.55). Соединение должно быть равнопрочным основному элементу. Косынка и уголок – из стали Ст.3. Сварка – автоматическая под слоем флюса. Нагрузка – статическая.
Решение. Принимаем допускаемое напряжение растяжения в косынке= 157МПа (табл. 7.4).
Определяем допускаемое напряжение среза в шве (табл. 7.1) с учетом технологии сварки

Рис. 55 Схема сварного соединения
Находим усилие, которое может передать уголок 80×80×8мм, имеющий сечение 12,3см2
Общая длина комбинированного шва определяется из уравнений
Длина фланговых швов равна
Определяем нагрузку, приходящуюся на фланговые швы,
Определяем нагрузку на каждый фланговый шов, пользуясь законом рычага,
По ГОСТ 8509-57 а = 0,0227м b = 0,0573м
Находим длину каждого флангового шва:
Учитывая дефекты шва (непровар в начале и кратер в конце), увеличиваем длину фланговых швов и принимаем
Задача 7.3. Рассчитать кронштейн из листа s = 12мм и его крепление при помощи сварки (рис 50), если на него действует растягивающая статическая нагрузка Р=14715Н и изгибающий момент М=11772·104Нм. Материал листа – сталь Ст3. Сварка – ручная, электродом Э42.
Решение: По таблице 7.4 принимаем для листа
Учитывая только основную нагрузку (изгибающий момент), определяем ширину листа кронштейна
; ,
откуда
Принимаем b= 0,2м.
Проверяем прочность листа по суммарной нагрузке
По таблице 7.1 определяем допускаемое напряжение среза на шов
Определяем размеры швов. Принимаем lл=b=0,2м; м. Предварительно определяем длину флангового шва только по основной нагрузке М, пользуясь формулой,
отсюда
Принимаем . Длину шва при сварке, учитывая непровар в начале и кратер в конце, следует увеличить на 10 – 20мм
Проверяем прочность швов по суммарной нагрузке
Суммарное напряжение среза
Задача 7.4. Определить тип и размеры сварного шва, равнопрочного основному металлу, если сечение листов 400×10мм, нагрузка растягивающая статическая, материал – сталь Ст. 3, сварка – ручная, электродом Э42 (рис. 56).
Решение. Принимаем наиболее надежный тип шва – стыковой. При его недостаточности дополнительно используем лобовой шов.
По таблице 7.1 допускаемое напряжение на растяжение для листового материала =157МПа. Определяем максимальную нагрузку, которую может выдержать сварное соединение из условия равнопрочности основному металлу,
Принимаем коэффициент прочности стыкового шва одностороннего без подкладки и подварки φ=0,7, тогда допускаемое напряжение на растяжение для шва
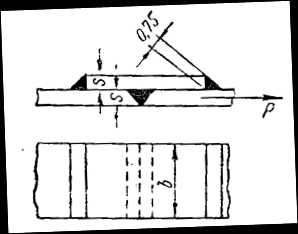
Рис. 56 Схема к расчету сварного соединения с накладкой
Нагрузка, которую может воспринять стыковой шов длиной, равной ширине основного листа, составит
.
Учитывая непровар в начале и кратер в конце шва, длину сварного шва уменьшаем на 40мм. Тогда нагрузка, воспринимаемая стыковым швом
Из приведенного расчета следует, что прочность стыкового шва недостаточна и поэтому необходимо поставить накладку с использованием лобового шва.
Нагрузка, которая должна быть воспринята лобовым швом
По таблице 7.1 допускаемое напряжение на срез для лобового шва, выполненного электродуговой сваркой вручную электродом Э42, равно
Определяем необходимую длину лобового шва для передачи нагрузки Рл = 23·104Н при s = 0,01м
Как следует из расчета, необходимо установить одностороннюю накладку толщиной s = 10мм.
Задача 7.5. Сконструировать сварное соединение впритык для узла п. ч листового материала толщиной s=10мм, если нагрузка – статическая Р = 9,81·103Н, материал – сталь Ст.2, с использованием различных способов сварки.
Решение. По таблице 7.4 принимаем допускаемое напряжение на растяжение для листа
Соединение втавр или впритык выполнено без подготовки кромки электросваркой вручную. Следовательно, угловой шов работает на срез. По таблице 7.1 допускаемое напряжение на срез сварного шва
Определяем ширину листа, исходя из необходимой длины сварного шва. Длина шва с одной стороны
Учитывая непровар в начале и кратер в конце шва, общая длина
откуда ширина листа для соединения втавр
.
Принимаем, что соединение выполнено автоматической сваркой с глубоким проваром или с подготовкой кромок свариваемых элементов. Тогда сварной шов будет работать на растяжение. По табл. 7.1 допускаемое напряжение на растяжение для сварного шва
Ширина листа определится длиной шва
.
Учитывая дефекты в начале и конце шва, ширина листа b=+20=92мм. По ГОСТ 103—87 принимаем b = 95мм.
Задача 7.6. Рассчитать соединение точечной сваркой (рис. 53). Нагрузка – знакопеременная (r = -0,5), Р=29,4·102Н, толщина листа s = 3мм, материал – сталь Ст.10, предел выносливости σ-1, = 157МПа.
Решение. Определяем допускаемое напряжение на растяжение для листа, приняв коэффициент запаса прочности n =1,2
Коэффициент, учитывающий переменность напряжений,
По таблице 7.4 =7,5
Определяем расчетное допускаемое напряжение
Ширина листа
.
Определяем число сварных точек. Размеры точки, значения шага и т. д. рекомендуется вычислять следующим образом
d = 1,2s + 4 = 1,2×3 + 4 ≈ 8мм;
t = 3d = 3×8 = 24мм;
t1 = 2d = 2×8 = 16мм;
t2 = 1,5d = 1,5×8 = 12мм.
Число точек в одном ряду
,
принимаем 3. Число точек в двух рядах z = 6.
Проверяем напряжения в сварных точках
Определяем допускаемое напряжение среза для сварных точек. По таблице 7.1
Условие прочности сварных точек удовлетворяется.
Задача 7.7. Рассчитать толщину стенки парового котла при сварке вручную стыковым швом и сварке внахлестку. Дано: диаметр D=1,6м, длина L=4,5м, давление пара 39,2·105Па, температура t = 200°С, материал – сталь Ст.3.
Решение. Принимаем двусторонний стыковой шов. В этом случае коэффициент прочности φ=0,95.
Определяем допускаемое напряжение на разрыв для листа. Так как t<250°С, расчет ведем, исходя из предела прочности материала, который равен σи = 37,3·107-46,1·107Па, а запас прочности принимаем nВ = 4,25. Тогда
Толщина стенки парового котла при стыковом сварном шве
По ГОСТ 82-87 принимаем толщину листа s = 36мм
Ширину листа по ГОСт 5681-81 можно выбрать b=1,5м.
Принимаем двусторонний шов внахлестку. Тогда φ=0,8
Толщина стенки парового котла при сварке листов внахлестку
Принимаем по ГОСТ 82-87 s=42мм.
Задача 7.8. Сварное однодисковое зубчатое колесо (рис. 57) передает мощность N=154,5·103Вт при n=145об/мин. Материал диска 2 и ребер 3 – сталь Ст. 3. Материал ступицы 1 и обода 4 – сталь 35. Сварка выполнена вручную электродами Э42. Проверить прочность швов, соединяющих диск с ободом и диск со ступицей. Толщина швов k=8мм; Dст=200мм; Dд=747мм; Dе=765мм; b=180мм; Dо=675мм; d=130мм.
Рис. 57
Решение. Допускаемое напряжение на срез сварных швов выбираем, исходя из основного допускаемого напряжения на растяжение для стали Ст.3:
швы у обода проверяются на срез по формуле
,
где Р – окружное усилие; Lш =30k – условная длина сварных швов, воспринимающих усилие.
Момент, передаваемый колесом,
Окружное усилие на ободе
Швы у ступицы рассчитываются на совместное действие крутящего момента и поперечной силы, при этом условно принимается, что в передаче усилия участвует периметра швов.
Окружное усилие на ступице
Напряжение от поперечной силы
где – cредний диаметр обварки.
Напряжение от крутящего момента
Полярный момент сопротивления для тонкостенного кольца с достаточной точностью определяется как произведение площади кольца на его средний радиус.
В точке А направления напряжений τQ и τМ совпадают:
mehanik-ua.ru
Расчет угловых сварных швов
Угловые швы располагают в углах, образованных гранями соединяемых элементов. Катетом шва называется размер наименьшего из его катетов.Фланговые угловые швы
Под воздействием продольного усилия работают на срез. Поверхность среза располагается примерно по биссектрисе углового шва, имея высоту .
Расчетная площадь среза швов
где –расчетный катет углового сварного шва;
– расчетная длина шва (суммарная).
Коэффициент зависит от формы шва, глубины провара, способа сварки и принимается: от 0,7 до 1,15 по нормам проектирования.
Напряжения в угловых фланговых швах по металлу шва проверяют по формуле
или ;
по металлу границы сплавления:
где – расчетное сопротивление угловых швов срезу по металлу шва;
– расчетное сопротивление угловых швов срезу по металлу границы сплавления;
– суммарная расчетная длина швов;
– коэффициенты глубины провара;
– коэффициенты условий работы шва;
– коэффициент условий работы соединения конструкции.
Лобовые угловые швы
Находятся в более сложном напряженном состоянии, чем фланговые. Усилие круто перетекает через шов с одного соединяемого элемента на другой, линии силового потока резко искривляются, и поэтому в шве одновременно возникают напряжения от осевой силы, изгиба и среза. Швы разрушаются также по поверхности, проходящей примерно по биссектрисе шва. Из-за сложности напряженного состояния лобовые швы рассчитывают условно на срез по минимальной площади среза швов. Полученные напряжения сравнивают с расчетным сопротивлением углового шва, которое для угловых швов одинаково при всех видах силовых воздействий. Таким образом, расчетная формула проверки напряжений в лобовых угловых швах та же, что и для фланговых швов.
При действии изгибающего момента на прямоугольный элемент, прикрепленный угловыми швами, напряжения в швах определяют так же, как условные напряжения по поверхности среза.
где – расчетная длина одного шва.
Если элемент имеет непрямоугольное сечение, то момент сопротивления шва Wf в формуле определяют по очертанию соединяющего шва.
При действии сдвигающей силы на элемент, прикрепленный угловыми швами, напряжения на поверхности среза считаются распределенными равномерно, и формула проверки напряжений имеет вид:
где — суммарная расчетная длина сварных швов в соединении.
При совместном действии нескольких усилий в сварном соединении с угловыми швами напряжения в швах от отдельных усилии вычисляют по вышеприведенным формулам, после чего определяют результирующие напряжения. При этом если срезывающие напряжения в одном и том же сечении углового шва имеют одно направление, то их складывают арифметически; если напряжения взаимно перпендикулярны, то определяют равнодействующую этих напряжений.
Например, при действии на элемент одновременно изгибающего момента и сдвигающей силы результирующие напряжения будут:
Это обстоятельство не надо путать с приведенными напряжениями в стыковых швах.
Вопрос 25. Конструктивные требования к сварным соединениям.
Для обеспечения высокого качества и надежной работы сварных соединений они должны отвечать ряду требований, диктуемых возможностью и удобством производства сварки, возможным уменьшением сварочных напряжений и деформаций, полноценной работой сварных швов в различных видах соединений и т. д. Все эти требования должны учитываться при проектировании металлических конструкций.
Швы должны иметь наименьший катет и выполняться строго по расчету. Катет стыковых швов диктуется толщиной соединяемых, элементов и принимается равной меньшей из них (при разных их толщинах).
Наименьший катет угловых швов 4 мм, дальнейшая градация 5, 6, 7, 8, 10 мм и далее через 2 мм. Угловые швы толщиной свыше 20 мм имеют большие внутренние напряжения, и применять их не рекомендуется.
Катет угловых швов определяется расчетом.
Наибольший катет углового шва в зависимости от толщины соединяемых элементов может быть принята = 1,2t (t — наименьшая из толщин свариваемых элементов). Кромки прокатных профилей имеют с одной стороны закругления, поэтому наибольшая катет углового шва вдоль этих кромок принимается несколько меньшей, чем толщина пера или полки профиля. Наибольший катет углового шва вдоль обушка уголка может достигать 1,2 t (t— толщина полки уголка).
При ручной сварке за один проход может быть выполнен шов катетом до 8 мм. В поперечном сечении угловые швы должны иметь соотношение катетов шва 1:1. Чтобы уменьшить концентрации напряжений в конструкциях, воспринимающих динамические и вибрационные нагрузки или при статической нагрузке, но эксплуатируемых с расчетной температурой ниже –40°С , а также в любых конструкциях из высокопрочных сталей в лобовых угловых швах соотношение катетов принимают 1:1.5, при этом больший катет должен быть направлен вдоль усилия, воспринимаемого соединением.
Это ограничение не распространяется на те фланговые швы, в которых усилия передаются по всей длине шва, например на поясные швы сварных балок.
Конструктивная длина шва, т.е. та длина, которая указывается на чертежах, принимается примерно на 10 мм больше расчетной длины (определенной по расчету), так как начало и конец шва могут иметь непровар и кратер, поэтому участки по 5 мм у концов шва в расчете учитывать не следует.
Если в конструкции применяются прерывистые швы, то для обеспечения надежной совместной работы соединяемых элементов расстояние между участками швов в свету должно быть не более 15t в сжатых элементах и не более 30t в растянутых и нерабочих элементах (t – наименьшая толщина соединяемых элементов).
Напуск в соединениях внахлестку должен быть не менее 5t наиболее тонкого из соединяемых элементов, иначе в швах могут образоваться трещины, вызванные сварочными деформациями.При соединении встык листов различной толщины, если разница в толщинах не сталей превышает 4 мм и величина уступа не превышает 1/8 толщины более тонкого листа, стык может быть выполнен без скоса кромок для сталей (для более прочных соответственно 2 мм и 1/12).В противном случае для плавного перехода усилий в стыке необходим односторонний или двусторонний скос кромок с уклоном не более 1/5.
Следует избегать пересечений сварных швов, близкого их расположения друг к другу и образования швами замкнутых контуров.
studfiles.net
Катет сварного шва – что это и как его рассчитать
Главная » Новости
Опубликовано: 01.09.2018
Сварочные швы характеризуются различными параметрами: выпуклостью, шириной, толщиной провара и прочими. Все зависит от конкретного типа шва: прямого или углового. Для прямоугольных соединений одна из таких характеристик — это катет сварного шва.
В данном материале мы разъясним, что это такое, как сделать нужные расчеты и какими свойствами обладает такая характеристика углового соединения.
Типы швов и геометрия угловых соединений
Сварочный шов — это место соединения деталей, образованное за счет расплавления и остывания металла.
В зависимости от геометрии заготовок, различают два типа: стыковые и угловые. Их различие происходит по пространственному размещению двух деталей.
Стыковые швы соединяют два элемента торцами в одной плоскости. Чаще всего такой вид крепления выполняют в горизонтальном положении.
Угловые сварные соединения составляют двумя деталями угол. Наиболее распространенным видом является прямой в 90 градусов. Производные таких типов швов — это двутавровые виды соединений в виде буквы «Т».
Основные характеристики угловых сварных составлений: толщина, выпуклость, высота и катет шва. Что это за параметры?
Толщина включает в себя высоту и выпуклость шва. Говоря проще — это наибольшая глубина провара деталей от их стыка до выпуклой части. Высота характеризует расстояние от начала соединения до его гипотенузы (прямой линии, соединяющей крайние кромки шва). Выпуклость — это длина от гипотенузы до наиболее выпуклой и высокой точки. Катет — расстояние от кромки шва до поверхности другой детали.Зачем нужен расчет катета сварочного углового соединения и что от него зависит?
Зачем нужен расчет катета
Зачем нужно делать расчеты катетов углового сварного соединения, если можно просто сделать наплавку побольше? На какие нюансы влияет величина этого значения?
С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным. При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки. Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.Катет — одна из основ прочного и качественного соединения деталей под углом. Но как рассчитать оптимальное значение, какими способами можно это сделать?
Как сделать расчет катета сварного соединения
В промышленных условиях расчеты прочности и параметры сварочных соединений проводят математическим путем с использованием формул.
В бытовых условиях можно использовать готовые шаблоны. Самый распространенный — универсальный сварочный шаблон. Это набор из тонких металлических пластинок, скрепленных между собой с одного конца. Закрепив заготовки под прямым углом, шаблоны прикладывают поочередно к углу. Которая из них будет прилегать к поверхностям лучше всего (плотно), та и определяет параметры сварочного шва.
Если сварочный шов не будет испытывать сильных нагрузок, а сама конструкция не несет большую ответственность, габариты можно прикинуть исходя из толщины металла.
Например, нужно сварить две детали, толщина которых в пределах четырех-пяти миллиметров. В этом случае приблизительный катет должен составлять не более 4 мм. При более толстых заготовках (5-6мм) этот показатель составляет максимум 5 мм.
Более точно можно сделать расчет, используя геометрию. Если нужно прикинуть параметры катета прямоугольного соединения, подойдет такая формула:
Т=S×cos45°
Т — это длина катета сварного шва
S — ширина самого шва от одной плоскости до другой
Косинус 45 градусов равняется значению 0,7
Исходя из этого, стоит замерить расстояние между плоскостями деталей и рассчитать показатель катета.
Например, нужно сделать расчеты катета будущего шва с шириной в 4 мм. Для этого подставляем в формулу Т=4×0,7, в итоге имеем показатель в 2,8 миллиметра.
После расчетов проводят сварочные работы. По окончанию работу можно проверить соответствующим шаблоном. Если есть зазор — соединение выполнено неправильно.
Оптимальная геометрия углового шва
Кроме прочности такой параметр, как катет, влияет и на правильную геометрию сварного соединения.
Качество и прочность шва будет зависеть от того, насколько симметрично соединение. Смещения в стороны, слишком большое углубление или выпуклость неприемлемы. В разрезе шов должен представлять собой идеальный треугольник с одинаковыми сторонами и равномерно выгнутой гипотенузой (выпуклостью).
Если одна из сторон шва будет очень вытянутой, то это означает, что расплав наложен на одну из заготовок, а вторая плоскость лишь слегка держится. Исходя из этого, катеты должны быть одинаковыми с обеих сторон изделия. Изъян такого характера является следствием смещения дуги влево или вправо.
Плоская и растянутая форма свидетельствует о растекании расплавленного металла по поверхности заготовок. В таком случае изделие также не качественно. Такой брак возникает в случае слишком короткой дуги (утапливание электрода в сварочную ванну).
Слишком короткие катеты соединения способствуют большой выпуклости сварного шва. Металл просто застыл сверху деталей и держится непрочно. Этот дефект возникает вследствии длинной дуги.
Идеальным считается сварочный шов с одинаковыми катетами и слегка выпуклой поверхностью (лучше даже, когда соединение имеет небольшую вогнутость). Такой результат свидетельствует о получении надежного качества изделия.
Получить шов с оптимальными геометрическими параметрами можно только соблюдая технику сварочного дела. После зажигания дуги она выдерживается точно по центру будущего соединения. Ее длина должна составлять 1-1,5 диаметра электрода. Угол наклона держателя составляет 60-80 градусов. Обязательно в процессе сварки нужно контролировать форму сварочной ванны и скорость движения. Отклонения недопустимы. Если ванна вытянулась или, наоборот, сформировалась в круг, это значит, что работа делается неправильно. Она должна быть слегка овальной.
При слишком большой скорости движения электрода возникнет так называемый непровар металла. Если двигаться очень медленно, то детали можно прожечь насквозь.
Соблюдая технику сварки со всеми необходимыми расчетами можно получить отличный сварной крепеж, который обеспечит надежную службу любого изделия.
А что Вы можете добавить к этому материалу? Насколько важно в сварочном деле учет таких характеристик соединения? Поделитесь своим опытом по расчетам параметров сварного шва? Как Вы считаете — что нужно учитывать при сварке угловых соединений? Нам очень важен Ваш опыт, поделитесь им в блоке комментариев к этой статье.
komplektservis.com.ua
Методика расчета сварного шва на срез
Сварка является самым распространенным методом соединения металлических деталей. Она применяется практически в любой сфере и благодаря этому сталкивается с различными нагрузками. Это могут быть как незначительные швы, на которых нет высокого уровня ответственности, то и достаточно сложные соединения в тяжеловесных сооружениях. Чтобы та или иная конструкция выдержала свой вес и прикрепленные к ней детали, совершается расчет сварного шва на срез. Данная процедура помогает определить, какие нагрузки сможет выдержать тот или иной шов. Она встречается не так часто в обычных областях, так как столь точные данные востребованы только при работе с большими сооружениями, которые должны обладать высокой прочностью.
Расчет сварного шва на срез проводится только при создании ответственных соединений, которые будут применяться в производстве. При обыкновенной сварке данный метод не применяется. Во время проектирования металлоконструкций подбираются не только материалы и особенности самой конструкции, но и способы ее соединения. Во время вычислений необходимо получить данные по каждому шву. Таким образом, просчет всей конструкции занимает достаточно долгое время, но если это применимо к серийно выпускаемым изделиям, то все вполне оправдано. Во время вычисления берутся основные параметры, которые определяют получаемую нагрузку и прочие сложности, с которыми придется столкнуться, а также основные параметры, отвечающие за качество шва. Здесь применяются как фактические, так и условные значения.
Сложность расчетов состоит в том, что необходимо не только просчитывать каждое соединение в отдельности, но и подставлять для получения данных разнообразные формулы. Ведь на каждый тип соединения необходимы свои данные. Так как меняются особенности их расположения, а соответственно и стойкости, к нагрузкам. Очень важным моментом является положение в пространстве и под каким углом будет происходит воздействие. Таким образом, для получения данных необходимо иметь полный проект будущего изделия, данные об используемых материалах и условий, в которых будет проходить эксплуатация.
Методика расчета
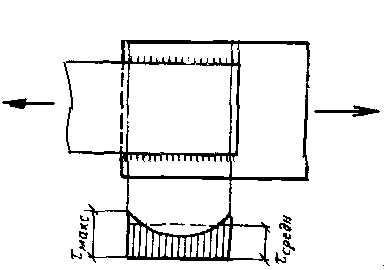
Швы рассчитываются по номинальному сечению входящих в них элементов без учета утолщения валика шва. Тут учитываются те же зависимости, которые используются для цельных элементов. Для создания нахлесточных соединений зачастую применяются угловые швы. Их разрушение проходит в том месте, где идет наименьшее сечение, которое совпадает с биссектрисой прямого угла. Толщина шва при расчетах должен определяться как К*синус 45 градусов.
Расчет шва по номинальному сечению
Все угловые соединения рассчитываются только по касательным напряжениям, которые располагаются по направлению к нагрузке. Случаются ситуации, когда необходимо проводить соединение с ассиметричными деталями. В таком случае, расчет сварных швов на срез производится по нагрузкам, которые будут возлагаться на каждый из швов металлоконструкции. К примеру, если уголок приваривается к листу, то через центр тяжести будет проходить равнодействующая нагрузка. Она будет распределяться по швам обратно-пропорционально. Чтобы соблюсти условия равнопрочности, швы стараются выполнять различной длины.
Формула расчета сварного шва на срез
Во время соединения в тавр, соединения, которые находятся под нагрузкой, соединения проходит расчет как консольное. Здесь требуется учитывать все особенности сварки тавровых соединений. Которые могут быть как одно, так и двухсторонними, не говоря уже о скосе кромок. При отсутствия скоса кромок шва, данные рассчитываются по касательным напряжениям.
Расчет сварного шва на срез при отсутствии скоса кромок шва
svarkaipayka.ru