Как станки работают – Принцип работы станка с ЧПУ: конструкция, характеристика, ПУ
alexxlab | 27.10.2016 | 0 | Вопросы и ответы
Принцип работы станка с ЧПУ: конструкция, характеристика, ПУ
Станок с ЧПУ – оборудование станочного типа с числовым программным управлением, предназначенное для высокоточной обработки деталей. Существует множество моделей аппаратов данного типа, но принцип работы станков с ЧПУ и практически идентичны. Устройства могут работать в автоматическом или полуавтоматическом режиме под контролем оператора агрегата.
Конструкция
Чтобы понять, как работать на станке с ЧПУ, необходимо предварительно разобраться в его конструкции. Отдельные модели фрезерных и токарных станков имеют незначительные отличия, но базовые элементы идентичны.
Стандартная конструкция агрегата включает наличие:
- станины;
- коробки подач;
- передней шпиндельной бабки;
- задней бабки;
- стержневого механизма;
- суппорта.

Станина представляет собой основу оборудования – к ней крепятся другие комплектующие. Коробка подач отвечает за передачу движений, которые осуществляет шпиндель. Передаваемые движения принимаются суппортом. Передняя шпиндельная бабка состоит из:
- коробки скоростей;
- шпинделя;
- крепежных элементов для фиксации и вращения заготовки.
Задняя бабка предназначена для закрепления заготовки с противоположной стороны, когда выполняется обработка на станках с ЧПУ центральной части. В качестве стержневого механизма могут выступать различные инструменты, такие как развертка или сверло. Именно этот элемент отвечает за центральную обработку заготовки. Он неразрывно связан с задней бабкой. От суппорта зависит надежность фиксации режущего инструмента и траектории его движения.
Работая с современным оборудованием, следует знать и дополнительных комплектующих. Конструкция станков может быть дополнительно оснащена:
- вакуумным столом;
- улавливателем стружки;
- системой охлаждения фрезы.
Также для удаленного контроля агрегатом иногда могут использовать переносной пульт. По этому принципу работают в основном в узкоспециализированном производстве.

Характеристика
Перед тем, как научиться работать на станке, нужно разобраться в его характеристиках. Отличительной чертой станков, имеющих числовое программное управление, является высокая скорость и точность обработки. В отличие от более старого оборудования подобного типа четырехкоординатные фрезерные станки с системой числового программного управления имеют более высокий показатель надежности и удобства в использовании.
Еще одним фактором, отличающим токарный станок по дереву с числовым программным управлением от его аналогов, заключается в повышенном показателе жесткости. Эта особенность обусловлена:
- короткими кинематическими цепями;
- сниженными потерями на трении;
- минимальными зазорами между элементами конструкции;
- низким количеством механических передач;
- повышенным быстродействием.
Подвижные элементы устойчивы к износу, а теплопотери и механическое трение сведены к минимуму. Для конструкции характерно чередование в соединении между твердыми материалами и мягкими. Так, например, стальные детали могут соединяться с пластиковыми. Работа выполняется благодаря роликам, имеющим преднатяг. Вероятность получения повреждений такими элементами крайне мала.
Принцип работы станка с системой ЧПУ также зависит от отличий приборов. По характеристикам токарные станки отличаются:
- диаметром обрабатываемой заготовки;
- габаритам детали, которую возможно зафиксировать;
- максимальным расстоянием между центрами станочного прибора.
Обработка токарным станком на высоких скоростях и быстрое нагревание не оказывают влияния на показатель трения.

Особенности работы
Принцип работы фрезерного станка основывается на взаимодействии всех комплектующих. Знание связи между рабочими элементами помогает разобраться, как работать на фрезерном станке.
Задняя бабка имеет специальное место, в которое устанавливается рабочий механизм. Затем при помощи направляющих она размещается рядом с заготовкой на расстоянии, необходимом для ее фрезерования. Между задней и передней бабкой находится суппорт. После включения фрезерного станка с ЧПУ с его помощью будут выполняться продольные движения по заготовке.
Фреза выбирается в зависимости от того, из какого материала состоит обрабатываемая деталь, и какой результат нужно получить. Например, дерево обычно не требует применения жестких фрез.
Некоторые резцовые головки способны разместить четыре резца. Четырехкоординатный станок используется повышения качества и скорости обработки. Фрезерный станок с ЧПУ работает от электродвигателя, конструкция которого включает плотные приводной ремень. Он обеспечивает крепление ступенчатого шкива с мотором.
Чтобы фрезерование на ЧПУ станке выполнялась на высоком уровне, необходимо периодически проверять, насколько хорошо натянут ремень.
Работа оператора
Станки работают под контролем оператора. Он отвечает за:
- смену и закрепление заготовок;
- установку фрезы нужного типа;
- запуск управляющей программы;
- включение станка;
- контроль за работой оборудования.

Оператор долго учится прежде, чем приступить к выполнению своих обязанностей. Первый запуск выполняется в тестовом режиме, поскольку вероятность допустить ошибку имеется даже тогда, когда специалист научил оператора правильно. Учащемуся предоставляются точные знания, но даже на самом современном устройстве имеется погрешность. На основе тестового запуска определяется, необходимо ли вносить коррективы в работу четырехосного прибора.
Также проверяется, подходит ли фреза для дерева или другого материала, из которого изготовлена деталь, и соответствуют ли габариты детали допустимым значением станка. На этом принципе основывается процесс работы практически всех моделей четырехкоординатных станков.
Некоторые считают: «Если я пользуюсь станком, больше ничего знать не нужно». Но к работе рекомендуется приступать, научившись создавать управляющие программы.
Программирование
ЧПУ станок запускается автоматическом или полуавтоматическом режиме только при наличии числовых управляющих программ (УП). Она включает все действия и принципы, по которым будет работать четырехосной станочный прибор. При создании управляющей программы задаются:
- количество переходов и проходов;
- параметры обрабатываемой заготовки;
- основные характеристики рабочего инструмента.
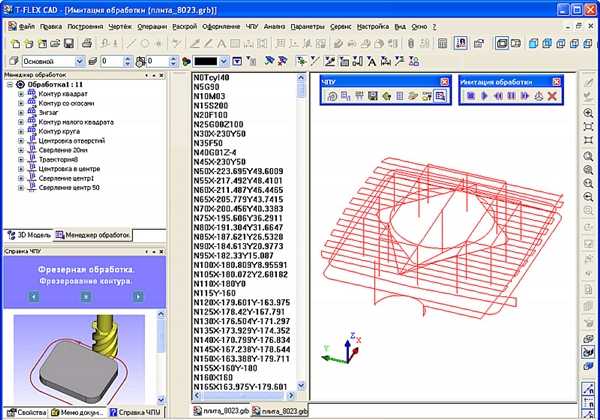
УП создается на компьютере при помощи специальных приложений для работы со станками. Учимся работать на программах:
- AutoCAD;
- T-FlexCAD;
- SolidWorks.
На перечисленном программном обеспечении создаются трехмерные примеры, на основе которых изготовляются реальные детали. После этого указывается, какими работами будет реализовываться поставленная задача. Если Вы научитесь создавать управляющие программы, со станочным оборудованием будет работать легче.
vseochpu.ru
что можно сделать, виды станков, методы
Токарные станки предназначены для обработки тел вращения. При работе на токарном станке производится точение цилиндрических, конических и фасонных поверхностей, как внутренних, так и наружных, а также нарезание резьбы и накатку рифления. Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок. Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
- Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.

Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.

Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности. По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. Токарные станки с ЧПУ стали особо популярны в последнее время.

Если говорить об универсальности, то стоит выделить:
- Универсальное оборудование, которое позволяет выполнять детали различной формы, размеров и сложности.
- Специализированное, которое предоставляет выполнять обработку деталей в определенной диапазоне размеров.
- Специальное, предназначенное для изготовления только одной определенной детали.
Сверлильные
- Вертикально-сверлильные, которые выполняют работу только в вертикальной плоскости;
- Горизонтально-сверлильные, выполняющие обработку только в горизонтальной плоскости;
- Радиально-сверлильные, позволяющие изменять угол наклона инструмента.

Фрезерные
Такие станки используются для обработки плоских и фасонных поверхностей. Как и сверлильные, они разделяются по плоскостям, в которых работает фреза. По конфигурации их следует разделить:
- Горизонтально-фрезерные, у которых шпиндель расположен горизонтально относительно поверхности стола;
- Вертикально-фрезерные, инструмент которых расположен перпендикулярно относительно стола и закрепленной на нем детали;
- Универсальные, позволяющие менять расположение заготовки без ее переустановки.

Шлифовальные
Данные станки предназначены для чистовой обработки и предполагают снятие верхнего слоя небольшой толщины инструментом с абразивным покрытием. Различают:
- Плоскошлифовальные, на которых выполняется обработка плоских поверхностей;
- Круглошлифовальные, предназначенные для тел вращения;
- Специальные шлифовальные станки, которые предназначены для обработки сложных поверхностей;
- Кромкошлифовальные. Используются для окончательной обработки фигурных элементов.

Гнутарные
Представляют собой гидравлические прессы со специальными зажимами. Используются для придания элементом особой формы.

Сборочные
Чаще всего это автоматические устройства для сборки отдельных элементов в полуфабрикат или готовое изделие.

Технология проведения работ
Токарные станки предназначены для обработки тел вращения. На данном оборудовании выполняются следующие работы:
- Подрезка торцов;
- Точение наружных поверхностей;
- Нарезание резьбы любого типа;
- Отрезание деталей;
- Нанесение рифлений;
- Сверление и растачивание внутренних отверстий.
Однако это не единственное, что можно делать на данном станке. Помимо этого на нем можно выполнять полирование и притирку отверстия. Полирование может выполнять при помощи специального войлочного круга и пасты ГОИ. С их помощью изделие приобретает зеркальную поверхность, однако точность поверхности не обеспечивается. Доводка поверхности отверстия выполняется при помощи притира. Данная операция позволяет получить точное отверстие с низким показателем шероховатости.
Обработка на токарном станке обеспечивается путем вращения детали относительно закрепленного инструмента.
Инструмент может быть закреплен в шпинделе или в центрах. Центра – это специальные приспособления, которые закреплены в шпинделе и в задней бабке. Для ее обеспечения необходимо предварительно зацентровать (просверлить специальным сверлом отверстие в оси) заготовку с двух сторон. Установка для обработки в центрах позволяет выполнить все переходы за один установ.
По степени точности оборудование следует разделить на: нормальной точности; точные; особо точные; повышенной точности; сверхточности.
По типу подразделяются на:
- лоботокарные;
- карусельные;
- токарно-винторезные;
- токарно-револьверные.
Первые две разновидности предназначены для обработки крупногабаритных деталей, от полуметра до нескольких метров. Токарно-винторезные являются самыми распространенными, поскольку являются универсальными и предназначены для обработки деталей до пятисот миллиметров. Токарно-револьверные относятся к полуавтоматическим станка. Обработка на таком оборудовании осуществляется по упорам.

Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.

Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Техника безопасности
В ходе выполнения работ на токарном станке необходимо использовать защитный кожух, который закрывает зону вращения детали. Таким образом, рабочий защищен от отлетающией стружки.
Работник должен стоять на специальном деревянном настиле, это обеспечивает защиту от поражения током.
Одежда должна закрывать тело, оставляя открытыми только кисти рук, голову и шею. Обувь должна быть закрытой. Все это необходимо для защиты от стружки. Одежда не должна быть прилегающей или чересчур свободной. В первом случае она будет стеснять движения, а во втором может стать причиной травмы при затягивании одежды в шпиндель.

Рабочего перед началом работы должны выдать специальные очки, которые защищают органы зрения от попадания стружки или пыли. Если производится точение сыпучего материала (к примеру, графит или дерево), то помимо очков должны быть выданы респираторы для защиты органов зрения. Также при работе с сыпучими материала необходима вытяжка, которая позволит защитить не только того, что непосредственно точит, но и других работников цеха.
Перед снятием детали следует не только выключить вращение шпинделя, но и притупить острые кромки.
Самое главное: к работе на токарном станке человек допускается только после прохождения инструктажа.
vseochpu.ru
Основные виды станков на производстве
Без станков сегодня не обходится ни одно производственное предприятие. Будь то небольшая частная фирма или крупный завод – в том или ином виде обрабатывающее оборудование задействуется во всех отраслях. Другое дело, что существует множество классификаций станочных агрегатов, особенности функционала, а также индивидуальное опциональное наполнение. Эти и другие факторы позволяют определить разные виды станков по конкретным признакам и характеристикам.

Что называют станками?
Главный отличительный признак данного оборудования в общей категории промышленных агрегатов и строительных инструментов – это наличие станины, на базе которой устраивается рабочий орган или система органов. Обрабатывающим элементом может быть и небольшой абразивный круг, и сверло, и алмазная коронка – это зависит от выполняемой операции. Чаще всего общий вид станка представляется как массивная конструкция с рабочей оснасткой, платформой подачи, фиксаторами, двигателем и т. д. Но в бытовых и мелкосерийных мастерских вполне находят применение и установки скромных размеров. Более того, если раньше к станкам обязательно относили только стационарные агрегаты, то сегодня среди них немало и мобильных устройств. Причем грань между ручным электроинструментом и малогабаритным станком не всегда четко определяется даже изготовителями. И все же наличие станины, силовой установки и органов обработки позволяет относить оборудование к полноценным станкам. К каким именно – это уже другой вопрос.
Токарные станки

Одна из самых популярных категорий производственных станков, которые охватывают все операции, связанные с обточкой деталей. Токарная установка позволяет корректировать формы заготовок, изначально имеющих тела вращения, осуществлять резку, проточку пазов и в некоторых случаях сверление. Можно сказать, целевым направлением работы такого оборудования является обслуживание заготовок в форме тел вращения, которые в процессе обточки получают коническую или цилиндрическую форму. Существуют разные виды токарных станков, которые задействуются в разных сферах промышленности. Например, деревообрабатывающие фабрики могут использовать крупные станки для создания округлого пиломатериала. В мебельной индустрии токарные агрегаты применяют для формирования ножек, лестничных балясин, ручек и т. д. Разделяют такие станки и по типу размещения – напольным или настольным способом.
Распиловочные станки
В этой категории представлены агрегаты, реализующие распил заготовок на две или несколько частей. Выделяют циркулярные, то есть дисковые станки, и ленточные. Первые осуществляют поперечный распил изделий, как правило, в поточном режиме. Циркулярные модели широко используются и в домашнем хозяйстве, поскольку такие операции достаточно востребованы. Ленточные виды станков позволяют выполнять продольный распил. Например, однопильный агрегат может разделить длинную доску на две части, схожие по длине. Двупильные, в свою очередь, единовременно производят распил в двух уровнях, позволяя из одной доски получить три. Специальные модификации дают возможность также формировать криволинейный рез или даже распил под определенным углом. Это агрегаты с автоматическим контролем подачи, выполняющие высокоточную обработку.
Фрезерные станки

Данный вид операции ориентирован на формирование профилей определенного типа. Чаще всего фрезеровкой обрабатываются плоские заготовки путем снятия кромок на определенную высоту. Станки такого типа используются в основном в мебельном производстве, где с их помощью получают фасонные элементы и аксессуары, носящие прежде всего декоративную функцию. Выпускают с помощью фрезера и полноценные строительные материалы – вагонку, плинтус, шипы, наличники и т. д. Более современные виды фрезерных станков поддерживают шаблонную обработку. Это копировально-фрезерные агрегаты, параметры реза которых подбираются автоматически в соответствии с размерами шаблонной детали.
Станки для отверстий

Сверлильные машины не менее востребованы и в частных мастерских, и на больших производствах. Они позволяют создавать глухие и сквозные отверстия, за счет которых в дальнейшем может осуществляться сборка. В отличие от электродрелей станки с функцией сверления обеспечивают более высокую точность и отличаются мощностью. Наиболее популярны вертикальные виды станков, поскольку они предполагают верхнее расположение шпинделя и дают свободу при обращении с рабочей платформой-столом. Некоторые модели способны выполнять наклонное сверление – оно тоже реализуется благодаря возможности изменения положения стола, на котором фиксируется заготовка. Отдельную категорию представляют сверлильно-долбежные станки. Они способны кроме непосредственно сверления также производить фрезерные операции. Фрезеровка получается не традиционной, а узконаправленной. Такие модели обычно выполняют пазовые ниши, технологические гнезда и другие конструкционные выемки для соединения.
Станки для поверхностной обработки

Широкий диапазон станочного оборудования представлен в сегменте моделей для поверхностной обработки деталей. Такие операции обобщенно позиционируются как шлифовка, но это лишь основная часть их функций, также встречаются и смежные задачи. Какой именно тип обработки будет выполнять конкретная машина, зависит от ее конструкционного исполнения. Так, барабанные станки ориентируются на шлифование досок, щитовых и листовых материалов по поверхности. По сути, реализуется неглубокая зачистка материала от заусенцев, выступающих неровностей и других дефектов. Более тонкую обработку выполняют кромкошлифовальные модели. На первый взгляд, эту же функцию осуществляют основные виды токарных станков, которые аккуратно подгоняют поверхность заготовок под нужную форму. Однако в данном случае обработка кромок акцентируется не только на цилиндрических деталях. Данная операция чаще задействуется для коррекции кромки по длине. Но есть в этой группе и машины, также ориентированные на детали цилиндрической формы. Это осцилляционные модели шлифовальных станков, но их используют не для декоративного улучшения, к примеру, балясин, а для подготовки стройматериала в виде бревен определенного размера.
Классификация по материалу обработки

Производственные станки часто получают конкретное назначение с точки зрения материала обработки. Древесина и металл – основные материалы, с которыми работает такое оборудование. Для древесных заготовок в машины закладывается не столь высокая мощность, но с другой стороны, обеспечиваются более гибкие настройки по рабочим операциям. Станки для металлических деталей, очевидно, требуют более высокого уровня силовой нагрузки, а также надежной элементной базы. Наиболее популярные виды станков по металлу – токарный, фрезерный, сверлильный и т. д. Особую категорию формируют винторезные станки, аналогов которых почти нет в группе деревообрабатывающих машин. Это агрегаты, которые производят нарезку резьбы. Кроме этого существуют специальные машины для работы с камнем, пластиком, композитными и другими менее популярными строительными и сырьевыми материалами.
Классификация по типу управления
Механизированные станки с ручным управлением постепенно уходят в прошлое. Такие модели встречаются разве что в небольших мастерских, которые работают со штучными заготовками. Крупные же предприятия стремятся переходить на полу- или полностью автоматизированные установки. В этом сегменте также существуют разные виды станков, отличающихся степенью автоматизации. Наиболее развитые машины с ЧПУ и компьютерным управлением дают возможность высокоточной регуляции настроек обработки без постоянного контроля со стороны пользователя. Оператору отводится лишь функция загрузчика исходных данных в электронную панель управления.
Заключение

Большая часть станков, которые сегодня используются на разных производствах, – это агрегаты для механической обработки. Резка, сверление, торцовка, шлифование – все эти операции реализуются путем воздействия металлическими насадками. Но их постепенно заменяют высокотехнологичные альтернативные станки. На производстве виды традиционных механических агрегатов как таковые особого значения не имеют. Главное, что учитывается, – это способность сохранять темпы обработки при должном обеспечении качества. Принципиально новые возможности в этом контексте открыли гидроабразивные, лазерные и термические станки с более высокими эксплуатационными свойствами. Их отдача с разных точек зрения более чем оправдана, но пока еще массовый переход на такие машины тормозят вопросы сложной организации их использования и высокая цена.
fb.ru
Как работают современные станки с ЧПУ?
Современный фрезерный гравировальный станок, оснащенный системой ЧПУ, представляет собой сложное автоматизированное оборудование, при помощи которого осуществляется обработка дерева, пластика, металла и других материалов. Помимо традиционных механизированных узлов, такие автоматизированные комплексы оснащены системой электронного управления и контроля над процессом обработки. Безусловно, это в значительной степени облегчает работу оператора. Задав оптимальную программу обработки, оператор практически не вмешивается в процесс на протяжении всего рабочего цикла.
Главные компоненты механической под системы станка: станина, рабочий стол (и зажимные приспособления), подвижной портал со шпинделем, цанговый патрон, а также цанга, предназначенная для крепления инструмента. К механической системе относятся также шаговый двигатель и ряд других вспомогательных компонентов.
Непосредственная обработка заготовки на автоматизирванном станке ЧПУ по дереву (по металлу) осуществляется при помощи режущего инструмента – фрезы. Фрезы могут обладать различными размерами и формами, которые диктуются особенностями обрабатываемых материалов. Цилиндрическая часть фрезы также именуется «хвостовиком». Он крепится посредством цанги в цанговом патроне. Последний устанавливается на вал шпинделя.
Крутящий момент задается электромотором шпинделя и сообщается режущему инструменту (фрезе). Фреза входит во взаимодействие с обрабатываемой заготовкой, снимая слои материала. На подвижной портал подвешен шпиндель. Контроллер фрезерного станка с ЧПУ дает команды электромотору станка. В результате этого взаимодействия портал движется в трех осях координат. При этом фреза позиционируется над поворотным столом с установленной обрабатываемой заготовкой.
Электронная часть станка
Фрезерный гравировальный станок ЧПУ оснащен контроллером, вспомогательными электронными компонентами и их соединениями. В целях оптимизации процесса управления станок оснащается DSP-контроллером, или же подключается к персональному компьютеру.
Электроника современного гравировального станка работает на основе программного обеспечения, благодаря которому загруженная программа (это может быть рисунок или чертеж) передается двигателям станка при помощи специальных кодов. Когда файл-программа записана на оперативную память контроллера, задача оператора сводится к выбору режима обработки и частоте оборотов.
Похожие статьи:
o-g-o-r-o-d.ru
Работа на токарном станке или управление токарным станком
Эта статья посвящена правилам и технике управления токарным станком. От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле, следуйте руководству.
1.Шаг 1. Проверка токарного станка перед пуском
Прежде, чем запустить токарный станок, должен быть произведен допусковой контроль, а именно:
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
Перед включением токарного станка в электропитание убедитесь:
- Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать);
- Кожухи, дверки, люки, которые закрывают основные детали, и механизмы токарного станка должны быть закрыты.
- Рукоятки управления шпинделем, подачами, маточной гайкой должны находятся в нейтральном положении.
- Подача охлаждения выключена, сопла подачи жидкости направлены вниз.

- Частоты оборотов и шаги подач установлены такие, какими вы их хотите увидеть, после запуска шпинделя.
- Установленная вами деталь, которую следует обработать должна быть надежна закреплена.

- Пол возле токарного станка должен быть чистым, а под ногами не должно быть лишних предметов.
- Одежда токаря должна быть аккуратно (без свисающих лоскутов).
- Не забыть ключ в патроне (всегда следить за выемкой ключа из патрона).

Выполнив допусковой контроль: включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.

2.Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.

Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотахза счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
3.Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками, которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


4.Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
5.Шаг №5. Ускоренная подача токарного станка
На станках имеющих ускоренную подачу необходимо соблюдать такие требования:
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачу для коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
5.1.Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
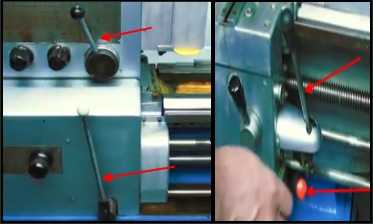
6.Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.
Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке:

- Проверка конусов пиноли и инструмента на отсутствие загрязнений;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
7.Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

8.Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Возможные ситуации при работе на токарном станке:
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности;
- Сталкивания вращающихся элементов с элементами суппорта;
- Проворот детали в патроне;
- Вырыв детали из зажимных приспособлений токарного станка;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
www.autoezda.com
Какая расшифровка у ЧПУ аббревиатуры и как работают станки на основе ЧПУ
 Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.
Многие начинающие мастера по изготовлению мебели сталкиваются с необходимостью создания фасадов на основе плит МДФ. Причем требования к изделиям в условиях высокой конкуренции – достаточно высоки.
Изделия должны быть качественными, отвечать современным стандартам и трендам, кроме того, чтобы иметь стабильный поток клиентов, их заказы предприниматель должен выполнять как можно быстрее. Сделать работу качественно и быстро можно лишь при условии применения технологичных приспособлений для работы. В данном случае – это станки с ЧПУ. Что они представляют собой и как работают, мы и расскажем ниже.
Что означает данная аббревиатура?
Расшифровка этого понятия такая: Числовое Программное Управление. То есть, станок, работающий на числовом программном управлении, способен совершать те или иные действия, которые ему задаются при помощи специальной программы. Параметры работы станка задаются посредством цифр и математических формул, после этого он выполняет работу согласно указанным программой требованиям. Программа может задавать такие параметры, как:
- мощность;
- скорость работы;
- ускорение;
- вращение и многое другое.
Особенности станков с ЧПУ
Техника создания мебельных деталей на современном приборе данного типа включает в себя несколько этапов работы:
-
 формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде;
формируется модель будущей заготовки посредством специальных графических программ на компьютере, она может быть выполнена как в двухмерном, так и трехмерном виде; - с помощью специальной программы для оборудования с ЧПУ готовая модель отцифровывается в управляющую программу;
- далее файл с управляющей программой вводят в память ЧПУ, и станок приступает к выполнению работы.
Все механические действия, которые выполняет оборудование, являются воплощением последовательности, которая прописана в управляющей программе.
Современные станки с ЧПУ являются сложными электромеханическими приборами и требуют квалифицированного применения. В основном работа станка осуществляется посредством двух человек:
- наладчика;
- оператора станка с ЧПУ.
Наладчику вверяется более сложный массив работы, он выполняет действия по наладке и переналадке прибора, а оператор должен следить за рабочим процессом и осуществлять легкую наладку.
Действия наладчика и оператора станка с ЧПУ
Этапы работы наладчика выглядят следующим образом:
- подбор режущего инструмента согласно карте, проверка его целостности и заточки;
- подбор по карте наладки заданных размеров;
- установка режущего инструмента и зажимного патрона, проверка надежности крепления заготовки;
- установка переключателя в положение «От станка»;
- проверка рабочей системы на холостом ходу;
- введение перфоленты, которое проводится после проверки лентопротяжного механизма;
- проверка правильности заданной программы для пульта и станка ЧПУ и системы световой сигнализации;
- крепление заготовки в патрон и установка переключателя в режим «По программе»;
- обработка первой заготовки;
- измерение готовой детали, внесение поправок на специальные переключатели-корректоры;
- обработка детали в режиме « По программе» второй раз;
- осуществление замеров;
- перевод переключателя режима в положение «Автомат».
На этом процесс наладки окончен и к работе приступает оператор станка ЧПУ. Он должен выполнить такие действия:
- менять масла;
- чистить рабочую зону;
- смазывать патроны;
- проверять станок на пневматику и гидравлику;
- проверять точные параметры оборудования.
Перед тем как приступить к работе, оператор станка ЧПУ должен проверить его на работоспособность посредством специальной тестовой программы, также ему следует убедиться в том, что подана смазочная жидкость и в том, что в гидросистеме и ограничивающих упорах присутствует масло.
Помимо этого, он должен проверить, насколько надежно крепление всех приборов и инструментов, а также то, насколько мебельная заготовка соответствует заданному технологическому процессу станка. Далее следует провести замеры на предмет возможных отклонений от точности настройки нуля на приборе и других параметров.
И только после этих манипуляций можно включать сам станок ЧПУ:
- заготовку устанавливают и закрепляют;
- потом вводится программа работы;
- в считывающее устройство заправляется перфолента и магнитная лента;
- нажимаем «Пуск»;
- после того как первая деталь обработана, производятся ее замеры на предмет соответствия с заданной ранее моделью.
Сферы применения станков с ЧПУ
 Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:
Станки на основе ЧПУ применяются в разных отраслях по оказанию услуг и производстве:
- для обработки древесины и плит из дерева;
- для обработки пластика;
- камней;
- сложных изделий из металла, включая ювелирные изделия.
Приборы с ЧПУ имеют ряд таких функций, как:
- фрезерование;
- сверление;
- гравировка;
- распил;
- лазерная резка.
Некоторые модели станков с ЧПУ имеют возможность совмещать одновременно разные виды обработки материалов, тогда их называют обрабатывающими центрами на основе ЧПУ.
Преимущества станков с ЧПУ
 Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Применение на производстве станков и обрабатывающих центров на основе ЧПУ позволяет вовремя выполнить такие работы, которые бы без их использования были неосуществимыми. Например, при производстве таким способом мебельных фасадов из МДФ, можно выполнить сложные рельефные декоры, которые вручную сделать просто невозможно. Так, благодаря специальным графическим программам для проектирования можно воплотить самые смелые дизайнерские решения.
Кроме того, массовое производство фасадов МДФ с помощью широкоформатных станков с ЧПУ возможно без необходимости предварительно раскраивать плиты и позволяет делать полный цикл их обработки, это значительно экономит время и рабочую силу.
Цена оборудования на основе ЧПУ такова, что нужно перед его покупкой хорошо подумать, будет ли это экономически выгодно конкретно для ваших производственных мощностей. Если у вас есть стабильный поток клиентов, и они готовы платить за оригинальные дизайнерские решения, то можете смело вкладывать средства в такое оборудование.
Особенность станков на основе ЧПУ – это их надежность и возможность бесперебойной работы в течение многих лет. Но при работе с ними нужно соблюдать все правила безопасности, а также подбирать только квалифицированных операторов и наладчиков. Некачественная работа персонала может вывести прибор из строя раньше положенного срока.
Оцените статью: Поделитесь с друзьями!stanok.guru
Как начать работать оператором станка ЧПУ
Всем привет дорогие читатели. Сегодня хочу рассказать Вам о своей профессии: работаю я оператором станка ЧПУ.
Ну что же начнем. Все начинается с графика который у меня 2\2 есть также и ночные смены, продолжительность работы с 8 утра до 8 вечера. Перекуры каждые 2 часа, обед с 12:30 до 13:00 и наконец полдник в 17:00 до половину шестого вечера.
Я работаю на заводе по производству Евро лифтов, работаю я на пробивном станке, мне поступают на линию определенные заготовки железа в которых я должен пробить различные формы такие как: кружки, овалы, квадраты и т.д. Управление станком естественно осуществляется с помощью компьютера и написанной программы.
Загрузив программу станок автоматически начинает работу, время обработки детали варьируется по разному от 35 секунд до 40 минут. В мои обязанности входит наблюдение за станком и предотвращение каких либо казусов, но и соответственно замена заготовок. Я бы не сказал что работа совсем сложная.
Обучался на данную профессию две недели, хотя весь принцип работы я понял уже через неделю моей практики. Принцип работы хоть и однообразен, но мне очень интересно, да и график очень удобный. Все не обходимые детали как готовые так и начальные подвозит погрузчик так что физически не очень устаешь на работе.
Не давно начались ночные смены конечно тяжелее в каком-то плане работать ночью, но привыкаешь быстро! Спецодежду выдают, питание свое,но в благоустроенной столовой имеются все необходимые атрибуты. После работы можно принять душ и ехать домой. В общем условия хорошие! Ну вроде рассказал все что хотел. Оператором станка ЧПУ работать интересно и не сложно.
Все спасибо. В комментарии приглашаются чпушники.
P.S. А вы знаете, что самые сложные высокоточные станки-фрезеры ЧПУ отслеживаются через спутник и их нельзя просто перевезти с места на место или продать другому заводу без ведома фирмы производителя? Теперь знаете.
proffobzor.ru