Как сварить двутавровую балку – Сварка двутавровых балок между собой и со швеллером способом встык и под углом
alexxlab | 26.09.2018 | 18 | Вопросы и ответы
Сварка двутавровых балок между собой и со швеллером способом встык и под углом
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.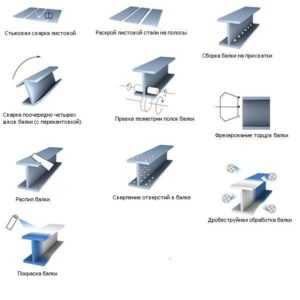
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
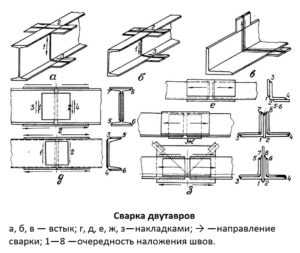
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
 Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
svaring.com
Сварка двутавровых балок между собой
 К изготовлению двутавровых балок методом сварки предъявляются строгие требования, готовые изделия должны быть прочными, надежными, качественными и высокой плотности. Одной из главных целей производителя является уменьшение расхода металла и сохранение прочностных характеристик. Двутавровые балки широко используются в строительстве в качестве металлических каркасов, позволяя уменьшить вес металлоконструкций.
К изготовлению двутавровых балок методом сварки предъявляются строгие требования, готовые изделия должны быть прочными, надежными, качественными и высокой плотности. Одной из главных целей производителя является уменьшение расхода металла и сохранение прочностных характеристик. Двутавровые балки широко используются в строительстве в качестве металлических каркасов, позволяя уменьшить вес металлоконструкций.
Двутавровые сварные балки: преимущества применения.
Двутавровые сварные балки
Балка с двутавровым сечением позволяет уменьшить материальные расходы на возведение зданий и сооружений разного назначения, обеспечивая высокую надежность и прочность металлоконструкции. Она может выдержать повышенные нагрузки (статические и динамические), снижая давление на фундамент и несущие элементы металлоконструкций.
Технология производства сварного двутавра экономичная и надежная, поэтому он широко применяется для строительства быстровозводимых сооружений. Используя современные автоматизированные производственные линии, можно уменьшить себестоимость готовых изделий и строго соблюдать условия процесса технологии.
Технология производства сварных балок.
Для изготовления двутавровых балок используется углеродистая сталь, а работы по сварке выполняются под действием флюса при помощи автоматизированного оборудования. Производственный процесс состоит из нескольких этапов, а именно:
- раскрой металлических листов на полосы. Скорость резки зависит от толщины металла, а работы выполняются на промышленной установке по терморезке с ЧПУ, при этом раскрой листов осуществляется сразу несколькими резаками;
- фрезеровка. Фрезерная обработка торцов позволяет улучшить качество шва между стенкой и полкой, работы выполняются на торцефрезерных станках;
- сборка балки с двутавровым сечением. В серийном производстве для сборки применяются станы, которые повышают производительность труда и сокращают время работ. Для закрепления и освобождения элементов заготовки используются специальные прижимные приспособления гидравлического типа, которые отличаются удобным применением, производительностью и высокой скоростью выполнения операции;
- сварочные работы. Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;
- правка полок. В процессе производства нарушается геометрия полок из-за нагрева металла, поэтому необходима правка грибовидности, а для этого балка на стане проходит через специальные ролики.
Применение комплексной производственной линии для производства балок двутавровых позволяет снизить время работ без потери качества и эксплуатационных характеристик изделий. Главными преимуществами линии является приемлемая стоимость, высокая производительность и автоматизация процессов.
Методы сварки балок с двутавровым сечением.
3D сверление
Производители используют несколько методов сварки изделий, выбор которых зависит от оборудования и вида приспособлений. Для получения поясных длинных швов применяется автоматическая сварка под флюсом. В результате швы получаются отличного качества по всей длине балки. Применение жидкого флюса для сварки позволяет снизить себестоимость продукции, расплавленный металл медленнее остывает и минимизируется разбрызгивание металла из рабочей зоны.
Кроме этого метода, возможно использование дуговой (ручной и полуавтоматической) сварки. В этом способе применяются кондукторы в комплексе с зажимами, хомутами или прихватками. К недостаткам этого типа сварки относится большой расход расплавленного металла из-за его угара и разбрызгивания. Для производства балок с сечением в виде двутавра может выполняться сварка «встык», а для этого применяется следующее оборудование: консольное и портальное, сварочные манипуляторы и самоходные тракторы.
Особенностями консольного и портального оборудования является получение шва высокого качества и хорошая провариваемость изделий. Сварочные манипуляторы характеризуются универсальностью и надежностью, а их использование позволяет выполнять различные сварочные работы. Для производства двутавровых балок в небольшом количестве рационально применять специальные сварочные самоходные тракторы, которые характеризуются простой эксплуатацией. Портальная установка подходит для дуговой автоматизированной сварки на стапелях и под действием флюса. Состоит такая установка из портала (главный элемент с высокой жесткостью), сварочной головки, стапеля, рельсового пути и концевых выключателей.
Соединение двутавров

Самым надежным металлическим профилем для возведения металлоконструкций является двутавр.
Крепление двутавра к двутавру выполняют сваркой встык между собой при создании несущих конструкций межэтажных перекрытий, куполов и арок.
Как сваривать двутавровые балки
Преимуществом метода является обеспечение высокой надежности соединений.
Особенности сваривания
Сначала сваривают стыки и стенки поясов двутавров. В балках стыковые швы являются основными. Чтобы уменьшить остаточное напряжение необходимо варить без закреплений в обрабатываемых листах.
Как правильно сварить двутавры?
Необходимо следить, чтобы между стыкующимися кромками зазор был в допустимых пределах, иначе все усилия будут сведены на нет.
Правильное расположение осей проверяется с помощью длинной линейки. Если имеется смещение, его легко убрать посредством клина. Необходимый зазор выполняется с помощью сборочной планки. Стык сваривают высококачественными электродами или под флюсом, также можно применять полуавтомат.
Как приварить двутавр к двутавру?
- Сварка в горизонтальном положении.
Выполнять работы легче, если поясные швы сваривают «в угол» двумя автоматами, а вертикальная стена находится в горизонтальном положении. Ось в продольном направлении искривляется минимально, поскольку прогиб по горизонтали практически удален за счет обратного прогиба после сварки второй пары.
- Сварка в вертикальном положении.
Остаточный прогиб виден в месте, где сделана первая пара швов. Когда сварные соединения двутавров выполнены, проводят разметку поперечных ребер жесткости. Приваривают их вручную или полуавтоматом.
Чтобы выполнить узел крепления одного отрезка двутавра к другому двутавру, используют накладки.
Перед установкой накладок с двух сторон от стенки и снаружи полок, нужно обрезать их по форме ромба и обварить косыми швами. Такие работы необходимы, чтобы выступающие полки не препятствовали наложению сварочного шва по стороне накладок. Рекомендуется располагать накладки симметрично продольной оси балки. Такой способ станет отличным решением для выполнения конструкций, испытывающих незначительную нагрузку.
Причиной является свойство накладок концентрировать напряжение у швов, поскольку форма сечения изменяется.
Смотрите также:
На сегодняшний день сварочное производство занимает своё значительное место в машиностроении, строительстве и прочих трудовых сферах, которые включают в себя огромный объём работ и производство массивных конструкций. Благодаря сварочному производству, стало возможным существенное облегчение деталей.
Соединение двутавров
Посудите сами, ведь раньше для создания огромных балок использовались штыри, болты, заклёпки, которые и скрепляли их между собой. Такой способ хоть и надежен, но дополнительные крепления увеличивают массу готового изделия, что не очень хорошо может сказаться на фундаменте всего здания, и уже не говоря о себестоимости производства. Но производство сварных балок стало настоящим открытием в строительстве – скорость и сравнительно меньшая масса по сравнению с тяжелыми штырями и болтами поспособствовали увеличению темпа строительства, появления высотных зданий и снижение нагрузки на фундамент.
В данной статье будет рассмотрена технология изготовления сварной балки и ее особенности.

Технология изготовления сварной двутавровой балки.
Область применения сварных балок – это их использование в качестве металлических стальных конструкций для создания каркасов быстровозводимых зданий.
Сварные балки применяются также и в межэтажных перекрытиях, стойках, эстакадах, подкрановых балках, покрытиях, рабочих площадках, мостах и в прочих металлических конструкциях. Особенно эффективное использование сварных балок в качестве многопролётных конструкциях огромных промышленных цехов и комплексов, и в прочих сооружениях. Сварные двутавровые профили нашли применение в машиностроении и строительстве, а тавровые пролёты — в судостроении.
При мелкосерийном производстве затрачивается огромного количество человек/часов, так как обычно применяется ручная сварка. Большие специализированные заводы ориентированы на крупносерийное производство для крупных заказчиков, для этих целей они используют автоматизированные методы сваривания.
Технологический процесс изготовления сварной двутавровой балки можно разбить на следующие этапы:
- Создание заготовки.
Листовой металл разрезается на полосы нужной длины и ширины, благодаря термической резке с ЧПУ.
Данный способ резки позволяет раскроить одновременно несколько полос. Скорость резки таким методом обычно не превышает одного метра в минуту.
- Фрезерная обработка кромок.
Для улучшения качества будущего провара шва, кромки свариваемых поверхностей обрабатываются на специализированном кромкофрезерном станке.
Сборка двутавровой балки должна производиться максимально точно, поэтому максимальное внимание должно уделяться симметрии расположения и взаимной перпендикулярности стенки и полок.
Потому важно, чтобы во время единичного производства сборка проходила на специальном стеллаже с зажимами, что трудоёмко и занимает немало времени. Использование автоматизированных станков для сборки двутавровых балок позволяет существенно сократить время на производство сварных балок и себестоимость самого производства.
Эффективно использовать именно сборочные станки, потому что они гарантируют высокий уровень быстродействия и надежности как самого механизма, так и готового изделия.
Тем более, закрепление и открепление прижимных винтов на рабочем стенде занимает огромное количество времени, поэтому важно использовать станы с прижимными гидравлическими механизмами.
Сборка сварной балки, как правило, осуществляется в 2 этапа:
- Сборка профиля Т-образной формы.
- Кантовка на 180 градусов и окончательная сборка.
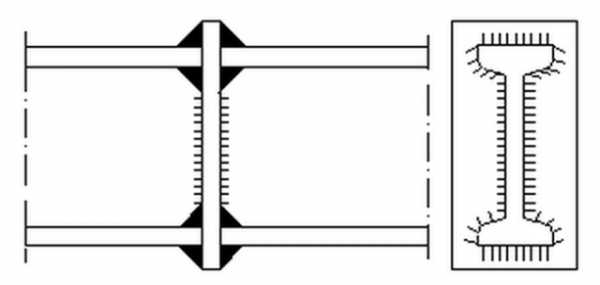
- Технология сварки двутавровой балки.
Сварка двутавровой балки, как правило, осуществляется с помощью автоматизированных сварочных аппаратов под защитным слоем флюса (рис.2).
Приёмы и последовательность образования швов могут быть самыми различными.

- Исправление формы полок двутавровой балки.
В течение производства сварной балки непременно могут возникнуть нарушения и скосы «геометрии» её полок, так называемая «грибовидность», которой не избежать во время нагрева металла.
Сваренная балка передаётся на станок для исправления формы полок двутавровой балки и после прохождения системы прокатных роликов, которые пользуясь гибкостью неостывшего металла, выравнивают и придают правильную форму полкам балки.
Сварка двутавровых балок между собой
Балки перекрытий — швеллер или двутавр?
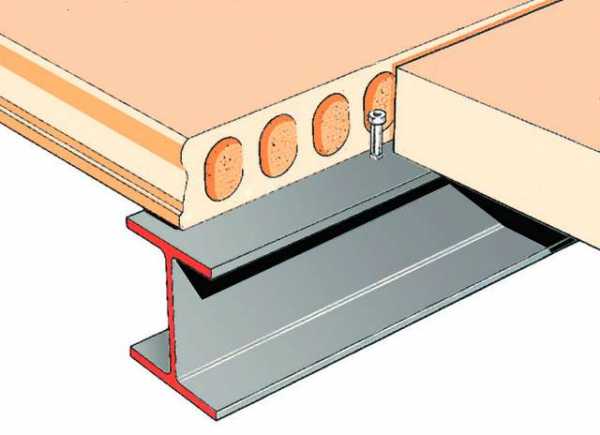
Металлические балки перекрытий могут иметь в сечении двутавр или швеллер. Это объясняется механическими характеристиками этих открытых незамкнутых профилей, отлично подходящими для восприятия локальных и распределенных нагрузок, и отработанным технологическим процессом их производства.
Форма геометрического сечения двутавра и швеллера имеет большую площадь, расположенную в полках.
А области возникновения максимальных напряжений в двутаврах и швеллерах от изгибающей нагрузки сосредоточены именно в полках. Рациональность этих профилей объясняется наиболее эффективным использованием материала и снижением веса конструкции.
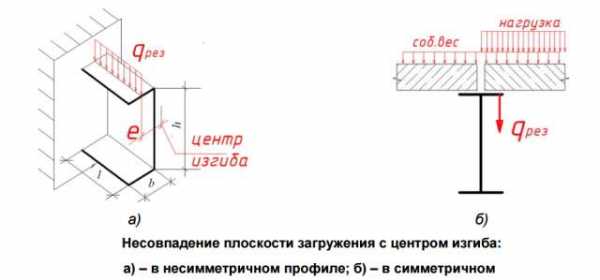
Основным отличием свойств швеллера и двутавра является различная реакция на скручивающую силу, которая может возникнуть даже в симметричном относительно двух плоскостей двутавровом профиле при определенном распределении нагрузки на перекрытие.
Двутавры
Максимальный объем металла в двутавровом профиле распределен в полках.
Именно в них и возникают напряжения от приложенных нагрузок (в том числе, сжимающих, скручивающих и изгибающих). Кроме того, полки двутавра разнесены на такое расстояние, при котором момент инерции становится максимальным.
Этим объясняется высокая величина момента инерции этого профиля, который для двутаврового профиля 16 достигает 2,6 т/м (при изгибе).
Несмотря на симметричность профиля, двутавровая балка может испытывать деформацию кручения, например, при опирании на нее перекрытия, неравномерно загруженного полезной нагрузкой.
Недостатком двутавра является его более высокая стоимость, чем у швеллера.
Поэтому применять его целесообразно в гражданском, промышленном или другом масштабном строительстве, а также для перекрытий, работающих под значительной нагрузкой.
Швеллеры
Геометрическая форма швеллерного профиля обусловливает несовпадение его главной оси инерции со стенкой. Поэтому момент инерции П-образного сечения превышает момент инерции Н-образного сечения, что предпочтительнее для косого изгиба.
При восприятии опирающейся нагрузки швеллер испытывает скручивание, поскольку ось симметрии только одна и она не совпадает с осью нагружения.
В результате центр изгиба располагается за стенкой несимметричного швеллерного профиля. При этом кручение является стесненным и имеет бимомент, который следует учитывать в проектных расчетах.
Также необходимо учитывать секториальную жесткость швеллера, которая в 1,5 – 2 раза выше, чем у двутавра (при одинаковых высоте стенки и ширине полки).
Из двух швеллеров можно изготовить конструкцию, механически более прочную (изгибные жесткости в разных направлениям распределены более рационально), чем двутавр таких же размеров.
Эта конструкция имеет квадратное сечение (пространственная форма является коробом), образуемое свариванием швеллеров по конечным граням полок и усиленное металлическими пластинами.
В результате моменты инерции относительно центральных моментов инерции такого короба выравниваются. Однако подобное решение отличается трудоемким изготовлением.

Главное преимущество швеллера перед двутавром – меньшая стоимость при аналогичных механических и геометрических параметрах.
Его целесообразно использовать в легких конструкциях: частных одно- или двухэтажных домах, гаражах, дачах и т.
д.
Однако применение в перекрытии швеллера потребует крепления, чтобы обеспечить устойчивость этого профиля (при расположении стенки в вертикальной плоскости). Противодействие неустойчивости швеллера под изгибающей нагрузкой можно обеспечить привариванием поперечных жестких элементов, бетонированием или кирпичной кладкой.

У нас можно недорого купить:
При строительстве ответственных объектов и конструкций применяют швеллера, которые обладают высокой прочностью и способны выдерживать существенные нагрузки, а также возникающие сдвиговые и осевые напряжения без потери несущих свойств. Однако могут наступать такие ситуации, когда здание было возведено с ошибками в расчётах предполагаемых нагрузок или они были изменены в ходе эксплуатации в результате чего был достигнут предел его прочности.
Это означает, что дальнейшая эксплуатация конструкции невозможна, так как велика вероятность создания аварийной ситуации.
Сварка балок и ферм
Поэтому единственным выходом из сложившейся ситуации без изменений условий нагружения будет выполнение усиления конструкции.
Усиление швеллера на прогиб и изгиб
Одним из самых простых способов усиления швеллера является установка подпоры. Она позволит существенно разгрузить несущую балку без внесения существенных изменений в готовую конструкцию. Способ соединения должен в полной мере соответствовать типу нагружения: в случае постоянного действия поперечной силы можно выполнять любые соединения деталей способных обеспечить высокую надёжность и прочность, а вот при динамических — стоит использовать клёпаные и болтовые соединения.
В некоторых ситуациях установка подпорки невозможна из-за особенностей эксплуатации объекта.
Следовательно, придётся увеличивать поперечное сечение путём приваривания стальных накладок или уголков в продольном направлении либо приварить еще один швеллер таким образом, чтобы получилась симметричная конструкция.
Благодаря этому основная нагрузка сместится с точки возможного разрыва металла и распределится равномерно по площади балки новой формы.
Ещё одним способом усиления швеллера считается перераспределение нагрузки между всей конструкцией при помощи конструктивных изменений каркаса или его элементов. Это позволит снизить возникшие изгибающие напряжения и обеспечить необходимый запас прочности. Однако при этом не стоит забывать о проведении новых расчётов объекта, так как проблема может стать более серьёзной.
Усиление швеллера на кручение
Чтобы усилить швеллер на скручивание следует обеспечить установку симметричной конструкции методом сварки.
Считается, что сварные швы в углах балки способны её ослабить, так как при нагреве металла она может продеформироваться, а накладной металл, особенно при локальной установке, принять на себя нагрузку. Поэтому нужно использовать специальные методы двухсторонней сварки.
Стандартным методом усиления считается приваривание второго швеллера параллельно установленному, чтобы получить в итоге двутавр или коробку.
Оба варианта являются примерно одинаковыми по эффективности, но их реализация возможна только при полном доступе ко всей поверхности стального каркаса, в противном случае придётся разрушать часть отделки, а также устанавливать временные страховочные опоры.
Вторым способом увеличения устойчивости к кручению является выполнение бетонирования. При этом повысится продольная нагрузка на балку из-за общего веса, но улучшится жёсткость.
Заключение
Усиление швеллера при различных напряжениях и нагрузках требует особого подхода, изучающего их характер.
Только так можно подобрать наиболее подходящий способ, который бы обеспечил высокую прочность конструкции. В каждом случае потребуется обязательное проведение расчётов, чтобы внесённые изменения не оказались ошибочными.
Подключение I-ray
Как сварить канал между
Как сваривать или присоединяться к каналу друг с другом
Канал является важным элементом во многих металлических структурах, включая каркасные структуры. Он чаще всего выполняет функции обнаружения различных механических нагрузок — давления, растяжения, изгиба, скручивания.
Однако для того, чтобы создать желаемую пространственную конфигурацию, жесткая рама (рамки), необходимая для соединения отдельных сварочных каналов, взаимосвязана, что должно обеспечить качество соединений механических свойств, сравнимых со свойствами твердой полки.
Опции для подключения каналов
Путем взаимного редактирования каналов в месте их интеграции выделяются следующие варианты:
- полки внутри,
- полки снаружи,
- смешанный
- с полками, перпендикулярными корпусу корпуса.
Скрещивание диагональных связей также является обычным явлением, когда канал «стоит» или «лежит».

Требования к сварочным каналам
- Во-первых, сварные толстые элементы канала (полки), после чего они начинают сваривать тонкую стенку.
- Не варите на внутренних краях полки и в углах соединения полки и стенки канала, так как это приведет лишь к ослаблению конструкции.
- Канал обоих каналов должен иметь расстояние от 2 до 3 мм, чтобы предотвратить образование «ролика» во время сварки, и после удаления сварной шов будет истощен.
- Если внешний вид не подпадает под конкретные требования к прочности и надежности, простота и скорость важны, можно сделать составные U-образные секции с двухсторонним фронтальным коллапсом (без поддержки).
- Кромка конца, которая прикреплена, имеет форму буквы V или X (для тонкого или толстого профиля) под углом 30 ° — 60 °.
- На интерфейсе не должно быть горизонтального или вертикального разлома.
- Соединение может быть выполнено с использованием прокладок, которые должны быть расположены симметрично относительно продольной оси секции.
- Сварное пространство без перекрытия составляет не менее 5% (в некоторых случаях до 20%) слабее мощности канала, что необходимо учитывать при расчете конструкции.
- При использовании накладок мы не можем расплавить соединение между концами каналов, поэтому его ширина может достигать 50 мм.
Рекомендуется, чтобы патчи были полностью приварены контуром контура, что предотвратит проникновение влаги между ними и каналом, что приведет к разрыву коррозии.
Если это невозможно, расстояние между крышкой и каналом заполняется антикоррозионной защитой. Используйте зажимы для увеличения плотности контактов.
Края покрытия на полках канала должны быть параллельны краям полки. При сварке швов патчи на полках устанавливаются только после снятия шва и контроля качества.
Увеличьте длину канала
В некоторых случаях для увеличения длины необходимо соединить два коротких канала по прямой.
Тогда действует следующий метод:
- между концами каналов имеется прорезь 2 — 3 мм,
- прокладка, толстая как канальная полка, устанавливается в желаемое положение и сваривается по всей периферии,
- между вертикальными пластинами имеется отверстие от 2 до 3 мм, которое приварено к каналу,
- Зазор между каналами приварен к основанию.

Поскольку основное соединение представляет собой соединение каналов, расположенных снаружи, комфорт сварки обеспечивает надежность соединения.
Кроме того, расположение внутренней облицовки обеспечивает сохранение внешнего размера канала.
Следующее решение для окончательного соединения каналов также распространено:
С нами можно купить дешево:
Правильная сварка двух каналов друг с другом.
Существует несколько способов правильного подключения обоих каналов путем сварки.
Выберите необходимый вам метод в соответствии с условиями, в которых используется эта структура, нагрузкой, которая будет работать на нее, а также общей длиной структуры и ее степенью важности. В большинстве случаев сварные каналы подвергаются изгибу или эксцентрическому прессованию, в то время как чистое сжатие выполняется только тогда, когда нагрузка соответствует конструкции центральной гильзы профиля.
Перед сваркой по-прежнему стоит проверять стандарты ГОСТ, принимая во внимание все параметры, которые будут полезны в будущем.
Следует также помнить, что любое соединение со сваркой может ослабить оригинальный дизайн.
В этом случае оказывается, что сварочная прочность сварного шва больше, чем для обычного металла, но сам металл в области сварки потеряет около 10-20% от начальной силы. Для сварки каналов вы можете использовать электроды SSSI для получения высококачественного шва. Если вы хотите работать с этим электродом, вам нужны некоторые навыки, поэтому, если вы еще не получили эти электроды, лучше попытаться работать на грубой пробеле, похожей на будущий дизайн.
Подготовка перед сваркой
Перед началом сварки каналов с электродами SSSI вы должны тщательно подготовить конструкционные элементы, удалить ржавчину из металла и других примесей.
Аналогичный тип сварки выполняется на полярной стороне с короткой дугой. Для практической сварки вам может потребоваться около 5 кг. электродов и около недели. Когда скорость и простота являются для вас главными, а проблема качества — в фоновом режиме, то каналы могут быть подключены к передней сварке.
Если они борются за качество и высокую структурную прочность, лучше всего использовать их для электродов марки SSSI, и соединения производятся по стандарту ГОСТ для сварочных каналов, в результате чего гарантируется надежная, обычная и бесшовная сшивка.
Чтобы получить правильный и самый важный надежный шов, вам сначала нужно собрать более толстые, а затем стройные элементы дизайна. Следует также иметь в виду, что патч следует использовать по всему периметру, чтобы не пройти большой зазор между свариваемыми деталями. В конце концов, влага, которая попадает в такой промежуток, приводит к образованию гигантской коррозии, которая может накапливаться в течение последних лет, приводя к разрушению отдельных частей структуры.
Как сварить сварные каналы
Хорошее время для всех!
При разработке несущей конструкции для железобетонной лестницы такая задача была спроектирована таким образом, что она была сварита с двумя 16 каналами.
Я посмотрел в сеть, я нашел такую конструкцию узла:
При решении таких вопросов, как:
1. Среди каналов, согласно чертежу, имеются некоторые расстояния, т.е. канал к каналу непосредственно не подготовлен, и на панели покрытия разливаются только каналы. И все выводы, которые я видел в обычном альбоме (не только для каналов), делают так — только через фон. В моей жизни я увидел, что канал омывается каналом и дополнительной верхней подкладкой.
Итак, как вы делаете это правильно (более надежно)?
2. Тип электродов обозначает E42. Могу ли я использовать MR-3C или SSSI? И приготовление пищи — попробуйте теплую опору (с + каналами, более высоким током) и, следовательно, более глубокое кипение сплошного металлического канала или наоборот, чтобы предотвратить перегрев (+ электрод, в настоящее время меньше, возможно даже капли для приготовления пищи).
SERG_abc написал.
то есть. канал к каналу непосредственно не подготовлен, и на панели покрытия разливаются только каналы.
И что неловко?
ГОСТ не научится плохо.
SERG_abc написал.
В моей жизни я видел, что канал готовит на канале, а дополнительные верхние полосы
В своей жизни они обычно не используются ГОСТами.
Что он написал?
Я приготовил простой прикладом, без перекрывающихся каналов. Не было времени для беспокойства
Итак, в зависимости от вас.
Вот что я прочитал в учебнике “Металлические конструкции, конструкционные элементы” для студентов университетов (изд.
проф. Горев, изд. Средняя школа, 2001):
“Когда статическая нагрузка прикладывается к стыку, начальная концентрация напряжения в звуке зуба не влияет на его мощность. Потому что развитие пластических деформаций приводит к высвобождению напряжения в узлах концентрации. Поэтому конструкция зубных сварных соединений выполняется в предположении, что распределение напряжения в поперечном сечении сварных швов является однородным.”
Поэтому мы заключаем, что каналы могут быть свариты, по крайней мере, с ритмом, хотя с зазором с элементами покрытия, во всяком случае, возникают внутренние напряжения, которые удаляются под нагрузкой.
Однако, если вы только свариваете соединение, без перекрытия, соединение будет слабее, чем сам канал. Сколько? Из учебной книги следует, что мощность стежка должна быть умножена на 0,85 без физических методов контроля качества шва. Да, если весна все еще не идеальна. Как правило, исправления требуются, если мы хотим получить ссылку, которая не менее мощна, чем сам канал.
В том же учебнике, кстати, есть много примеров сварных соединений, где они готовы, приварены и покрыты, а не только по ГОСТу от двери.
Я не видел ни слова о внутренних углах и фосфоре — я понимаю, вы можете готовить везде.
Я предлагаю, чтобы я рассматривал такую связь:
задача:
Подключите соединение не менее, чем к постоянному каналу.
технология:
Расстояние между каналами составляет 2-3 мм.
Подкладка — металлическая полоса, толстая как полка канала. Возьмите подушки, затем прикрепите их со всех сторон к каналам. Между прямоугольными полосками на 2-3 мм сварить его до полной глубины (до канала). Затем закройте соединение между каналами до полной глубины (к оболочке).
- При изготовлении покрывающих листов требуется только три части стальной полосы, что проще, чем резка алмазов.
- Основной несущей строчкой в этой конструкции является соединение каналов.
Легко готовить — все время снаружи. Прокладки покрывают весь пучок снизу, шов можно хорошо сварить в одном проходе, не опасаясь горения канала.
- Все внешние размеры канала будут сохранены, как и вся внутренняя подкладка.
недостатки:
Я хотел бы знать, прежде чем собирать.
Присоединился: 16 февраля 2009
Naberezhnye Chelny Сообщений: 1005
15. 1. 2010 в 20:53
Я не понимаю, что на чертеже неясно, где существует ГОСТ, так что концы каналов с перекрывающимися листами не свариваются?
Регистрация: Dec 2009 Адрес: Нижний Новгород Сообщений: 189
15.1.2010 в 21:44
2Eurrey
M-заказ. Судя по нижнему левому рисунку, концы не привариваются к подушкам и, судя по левому верхнему краю, — средняя пластина, приваренная к порогу закрытия посередине.
Во-вторых, я считаю это более разумным. К сожалению, у меня больше нет информации — экзамены с нормалями берутся из Интернета без описания.
Комментариев пока нет!
stroitel12.ru
Сварная двутавровая балка: производство, расчет, сварка
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:

Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:

Вот параметры стальных сварных двутавров для изготовления таких балок:

Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
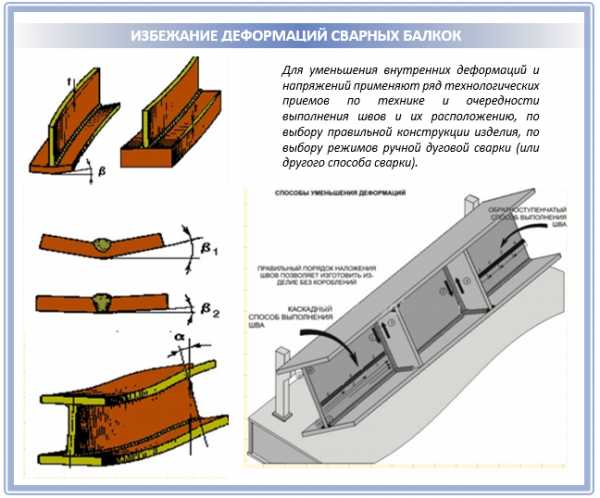
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:

Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:

Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:

Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:

И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:

krovgid.com
Стыковка двутавровых балок: как правильно стыковать узлы двутавра
При строительстве многоэтажных зданий промышленного и гражданского назначения с большими пролетами, колоннами, массивными фермами используют двутавровые балки. В процессе монтажа их требуется стыковать друг с другом и другими строительными элементами. Монтажные стыки двутавровых балок, которые должны быть практически равнопрочными с телом металлопроката, выполняются сваркой или с помощью крепежных элементов. На строительной площадке изготавливать их сложнее, чем в заводских условиях, из-за необходимости четкого позиционирования и усиления стыковочных узлов.
Особенности стыкования двутавровых балок
Основной вариант использования фасонного проката с сечением Н-образной формы – в качестве элементов балочных клеток. Соединение балок в таких конструкциях осуществляется в горизонтальной плоскости или опиранием сверху.
В месте опирания для конца двутавра создают опорные ребра жесткости. Они служат для распределения и передачи нагрузки от двутаврового проката – опоре.
Особенности выполнения сварных соединений
Надежным способом создания узлов стыковки балок с двутавровым профилем является сварка. При выполнении сварки встык обязательно проводится контроль качества шва. Чаще всего для повышения надежности узла используют усиливающие накладки.
Один из вариантов удлинения двутавровой балки – приварка профильного проката с двух сторон к прокладке по периметру двутаврового профиля. Разделка кромок не требуется.
Второй способ – соединение двутавровых балок встык с последующей наваркой четырех укрепляющих накладок, подбор формы которых зависит от положения двутавра в пространстве. Накладки приваривают на каждую полку и на каждую сторону стенки.

Этапы производства работ:
- На кромках двутавра изготавливают скос, обеспечивающий хороший провар шва.
- Готовят накладки из листовой стали. Укрепляющие элементы прямоугольной формы, привариваемые на полки, должны иметь ширину полок, на стенку – высоту стенки.
- Накладки укладывают на шов, приваривают их по периметру, прижимая с помощью струбцины. Для удобства проведения работ накладки на стенку делают ромбовидными. Главное требование – накладка должна иметь форму, симметричную относительно продольной оси двутавра.
Сварка двутавровых балок с использованием накладок и прокладок применяется для создания конструкций, не подвергаемых значительным нагрузкам. Это связано с тем, что швы, по которым привариваются эти укрепляющие элементы, являются концентраторами напряжений. Еще одна проблема сварных швов – быстрое старение. Для борьбы с этим негативным явлением применяют грунтовочные составы.
Сварку выполняют при зафиксированном положении балок. Для этого их укладывают на жесткие основания, чаще всего – на специализированные стеллажи-фундаменты.
Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.

Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Комбинированное стыкование двутавровых балок
Для создания крупногабаритных пролетов применяют способ комбинированного соединения двутавров, сочетающий стыкование на болтах и сварку. Порядок проведения работ:
- соединение балок с помощью накладок и резьбового крепежа из высокопрочной стали;
- сварка поясов;
- закрытие технологических окон с помощью накладок и прокладок.
www.navigator-beton.ru
Сварка швеллеров и двутавров своими руками
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Содержание:
- Использование швеллера
- Использование двутавров
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 – 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.

Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.

Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.

Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов.
Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления. Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.

Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.

При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем – стык пояса, потому что он получится несколько растянутым.

После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
Швеллерные приварные опоры используются для трубопроводов различного назначения. Заказать которые вы можете здесь http://optrub.ru/opory-shvelernye-privarnye.htm
strport.ru
как изготавливается и собирается? + Видео
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных видов швеллеров, обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.
Рекомендуем ознакомиться
Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.
В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
2 Производство сварной двутавровой балки
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
- Создание заготовки. На агрегатах термической резки из листового металла изготавливаются необходимые по ширине и длине штрипсы. Современные предприятия работают на установках с ЧПУ, что позволяет одновременно производить раскрой стальных листов несколькими резаками. Конкретная скорость роспуска может составлять до 1 метра за 1 минуту – все зависит от того, какой толщины заготовка используется.

- Фрезеровка кромок. На кромкофрезерном станке осуществляется обработка кромок. Данная операция необходима для того, чтобы улучшить провар шва между стенкой двутавровой балки и ее полкой. Времени она занимает немного, а вот эффект от фрезеровки сказывается впоследствии, когда делается сборка и сварка двутавровой балки.
- Сборка заготовки. Выполняется она на специальных станах, увеличивающих производительность работ в 2–3 раза. Особое внимание при этом специалисты обращают на обеспечение взаимной перпендикулярности и симметрии расположения стенки двутавра и полки. Экономическая и техническая целесообразность применения сборочных станов обусловлена уникальной надежностью и реальным быстродействием механизма, отвечающего за грамотное и точное позиционирование деталей двутавра. Большинство предприятий используют установки с прижимными гидравлическими механизмами, так как закрепление балочных элементов с применением винтов и их последующее освобождение может потребовать немалых затрат времени. С технической точки зрения сборка балки осуществляется в две стадии. Сначала собирается Т-образный профиль, после чего его кантуют на 180 градусов, что дает возможность выполнять непосредственно сборку двутаврового изделия.
- Сварка двутавра. Об этом этапе мы подробно расскажем далее.

- Правка полок готового изделия. Операция необходима в связи с тем, что в процессе производства балки возникает эффект “грибовидности”, вызываемый нагревом металла. Под таким явлением понимают нарушение геометрических форм полок двутавра. Исправить его несложно, достаточно пропустить изделие через специальный стан с большим количеством роликов, которые “подправят” нарушенную геометрию.
3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.
Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования:
- Сварочные манипуляторы. Они имеют высокий уровень автоматизации процесса, вполне рациональную конструкцию, могут дополнительно снабжаться навесным специальным оборудованием. На многих заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Это позволяет предприятиям решать самые разные задачи в области сварки.

- Сварочные самоходные трактора. Пожалуй, самый простой способ сварки двутавра. Но применять его имеет смысл исключительно для изготовления изделий небольшими партиями, при поточном производстве экономическая целесообразность трактора будет совсем маленькой.
- Портальные и консольные установки. На них монтируются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Отличный катет и провар шва на подобных установках достигается за счет того, что сварка производится под 45-градусным углом на стапелях.

Использование двутавровых балок и качественной арматуры для фундамента – гарантия строительства прочных и надежных зданий!
tutmet.ru
Сварные балки – соединение двутавровых балок
Сварные технологии очень широко применяются в современной металлургии — особенно в тех ее сферах, где требуется создать металлоконструкцию, одновременно очень прочную и не очень тяжелую. Кроме того, применение сварки существенно ускоряет весь рабочий процесс да и с точки зрения его металлоемкости также выглядит довольно экономичным. Именно поэтому в последнее время наиболее часто изготовители выпускают сварные балки, производство которых отличается большой рациональностью использования материалов.
Особенности сварных балок.
При изготовлении такого металлоизделия, как сварные балки, производство отличается высокими темпами. И это одно из преимуществ использования сварки для изготовления балок в промышленных объемах.
Изготовление сварной балки
Кроме того, сварные конструкции обладают и другими преимуществами по сравнению, например, с балками, при производстве которых использовался метод горячей прокатки.
- Сварные балки имеют меньший вес, причем разница эта может достигать 20%. А это значит, что и нагрузка на всю конструкцию (например, на фундамент здания, если сварные балки используются при строительстве) будет меньше.
- Стенки и полки сварной балки могут изготавливаться из разных марок стали, что невозможно при производстве горячекатаных балок.
- Сварные балки, в отличие от горячекатаных, могут быть и несимметричными.
- При изготовлении сварной балки металл экономится не только за счет отсутствия различных крепежных элементов, но и за счет того, что балка изначально делается нужной длины, что снижает количество отходов.

Если же сравнивать качество, то сварная балка не менее прочна и надежна, чем горячекатаная, так как каждый производитель подвергает 100% своей продукции различным испытаниям на прочность, включающим в себя, например, неразрушающий контроль с помощью ультразвуковой аппаратуры.
Этапы производства сварных балок.
Процесс производства сварных балок включает в себя несколько основных этапов.
Для этого берется листовой металл и разрезается на полосы, размер которых зависит от размера балки. В производственных условиях на этом этапе применяется специальный станок, оснащенный автоматической системой настройки. Нельзя сказать, что скорость работы такого оборудования очень уж высока — он способен разрезать примерно один метр металла за минуту. Но при этом точность резки просто идеальна. Кроме того, преимуществом использования такого станка является возможность одновременно резать сразу несколько полос.
Так как в большинстве случаев балка изготавливается из довольно толстого металла, кромки заготовки к сварке надо специальным образом подготовить — обработать их на фрезерном станке для того, чтобы можно было в процессе сварки добиться идеальной проварки шва.
Этот этап требует большого внимания и аккуратности — от того, насколько точно будет произведена сборка, зависит качество р
astgift.ru