Как варить 45 сталь – Как варить сталь 45. Таблица свариваемости металла (по сталям)
alexxlab | 26.01.2017 | 28 | Вопросы и ответы
Сварка сталей — углеродистых, высоколегированных
Сварка углеродистой стали 45 обладает некоторыми особенностями, сопровождается с определенными трудностями, обусловленными тем, что главным легирующим компонентом в ней является углерод.
Основные особенности сварки деталей из углеродистой стали
Стали, в составе которых углерод составляет 0,1-2,07 процента, относятся к углеродистым. Сплавы с содержанием этого химического элемента в пределах 0,6-2,07 процента считаются высокоуглеродистыми, с вместимостью углерода от 0,25 до 0,6 процентов – среднеуглеродистыми, если же в сплаве углерода меньше, чем 0,25 процентов – низкоуглеродистые.

Сварка углеродистых сталей для каждой из выше перечисленных категорий отличается по технологии ее выполнения. Но присутствуют и общие требования, которые необходимо соблюдать в процессе проведения сварочных работ:
- При использовании полуавтоматической сварки с порошковой проволокой, газосварки, сварки в защитной среде и сваривании заготовок вручную покрытыми электродами сварные швы чаще всего выполняются на весу.
- При использовании автоматической сварки нужно выбирать методики сваривания, обеспечивающие необходимый провар корня шва, а также исключающие прожог материала.
- Свариваемые конструкции для надежной фиксации входящих в них элементов, рекомендуется собирать при помощи специализированных прихваток, разных приспособлений для сборки. Прихватки обычно используются для полуавтоматической сварки в углекислой защитной среде, а для углеродистых легированных сталей с применением покрытых электродов.
Для различных технологий сварки присутствуют индивидуальные стандарты, обозначающие требования к размерам сварных швов, процедуре подготовки кромок свариваемых изделий.
Рекомендации по применению прихваток при выполнении сварочных работ
- Длина прихваток определяется в зависимости от толщины свариваемого металла.
- Площадь сечения прихваток – 2,5-3 см (приблизительно 1/3 часть площади сечения сварного шва).
- Рекомендуется накладывать прихватки с обратной стороны заготовки относительно однопроходного главного шва. Если предполагаются многопроходные сварные швы, тогда накладка осуществляется с противоположной стороны относительно первого слоя.
- Прихватки перед началом проведения сварочных работ обязательно подвергаются тщательной зачистке, визуальному осмотру. При обнаружении трещин, они удаляются в обязательном порядке.
Важный момент! При выполнении сваривания нужно добиваться полной переплавки прихваток, так как существует вероятность формирования трещин из-за достаточно быстрого отвода тепла. Трещины в свою очередь могут повлиять на качество выполнения сварных работ.
Особенности сваривания изделий из высоколегированных сталей
Сварка высоколегированных сталей отличается от сварки низкоуглеродистых сталей более высоким коэффициентом линейного расширения (превышает в 1,5 раза), и более низким коэффициентом теплопроводности (при высоких температурах меньше практически в 2 раза).
- Повышенный коэффициент расширения в процессе выполнения сварочных работ приводит к значительным деформациям свариваемых образцов, при большой жесткости изделий к образованию трещин (крупные заготовки, большая толщина металла, жесткое закрепление свариваемых элементов, отсутствие между ними зазоров).
- Низкий коэффициент теплопроводности в процессе сварочных работ приводит к концентрации тепла, соответственно увеличивается глубина проплавления металла. Чтобы этого избежать, необходимо уменьшать значение сварочного тока приблизительно на 15 процентов (+/-5%).
Образование трещин
Стали, легированные алюминием в отличие от низкоуглеродистых больше склонны к трещинообразованию. Чаще всего горячие трещины образуются в аустенитных сталях, холодные трещины – в закаленных мартенситных, мартенситно-ферритных сталях. Присутствие по границам зерен сетки эвтектики делает сварные швы хрупкими.

Материалы устойчивые к коррозии, легированные ванадием, не имеющие в составе ниобий, титан, в случае их нагревания более 500° теряют свои антикоррозионные качества. Это происходит в результате выпадения железа, карбидов хрома.
Содержание углерода до 0,02 — 0,03 процентов полностью исключает в металле, шовном соединении выпадение карбидов хрома, соответственно межкристаллитную коррозию.
Термообработка
При помощи термической обработки (обычно осуществляется закаливание) антикоррозионные характеристики металла можно возобновить. При нагревании изделия до температуры 850 градусов, выпавшие карбиды хрома снова растворяются в аустените, при мгновенном охлаждении они уже не выделяются. Подобная термообработка называется стабилизацией, но она приводит к снижению значения вязкости, пластичности стали.
Для обеспечения высокой вязкости, коррозионной стойкости, пластичности материала, нужно его разогреть до 1000-1150 градусов, мгновенно закалить (охладить в воде).
Особенности технологии сварки трением с применением перемешивания
Технологический процесс сварки трением с перемешиванием подразумевает нагревание соединяемых деталей трением (один из свариваемых элементов находится в движении).
Принцип действия
Сваривание деталей из арматурной стали трением предполагает сварочные работы, в процессе которых механическая энергия одного из свариваемых элементов, который постоянно перемещается (вращается), преобразуется в тепловую. Обычно вращается или одна из свариваемых деталей, или вставка между ними. Соединяемые таким образом металлические заготовки одновременно между собой прижимаются под установленным или постепенно повышающимся давлением. Нагревание в данном случае осуществляется непосредственно на участке сваривания.
Основные стадии процесса сварки трением
- Разрушение при помощи трения окисных пленок, их удаление.
- Нагрев кромок свариваемых деталей до пластичного состояния, разрушение временного контакта.
- Выдавливание самых пластичных объемов стали из стыка.
- Остановка движения (вращения) свариваемого элемента, формирование монолитного соединения.
По завершению процедуры сваривания заготовок из арматурной стали происходит осадка, мгновенное прекращение движения (вращения) соединяемого изделия. Контактные поверхности деталей в сварочной зоне в процессе увеличения частоты вращения, под сжимающим давлением между собой притираются.
Контактные, жировые пленки на соединяемых изделиях разрушаются. После этого граничное трение преобразуется в сухое. Начинают контактировать между собой отдельные микровыступы, соответственно происходит из деформация. Образуются ювенильные зоны, в которых поверхностные атомы не имеют насыщенной связи – между ними мгновенно формируются металлические связи, которые мгновенно разрушаются благодаря относительному движению поверхностей.
Вывод
Учитывая сложность технологического процесса сваривания конструкций из высоколегированных сталей, сварочные работы должны производить только профессиональные сварщики.
electrod.biz
Свариваемость стали 45 — Инструментальные материалы
По сравнению с электросваркой сварка трением более экономична. При электросварке происходит нагрев значительно больших объемов металла, чем необходимо дай сварки. При сварке трением тепловыделение строго локализовано на свариваемых поверхностях. При сварке трением припуск на угар в 4 раза меньше, чем при электрической стыковой сварке. Допускается сварка трением ззготовок с перепадом диаметров до4 мм. Сварка трением может быть осуществлена как на специальном сварочном оборудовании, так и при помощи приспособлений, устанавливаемых на токарных станках.
Для получения, сварных заготовок фрез и подобных инструментов, в которых к цилиндрическому корпусу последовательно привариваются заготовки зубьев, применяют шаговую сварку. Сваривание пластинок с корпусом осуществляется последовательно или через одну пластинку с последующей вваркой в промежутки недостающих пластинок. Сварка через шаг обеспечивает меньшие ошибки по смещению шага зубьев.
Доброкачественность сварного соединения для каждого вида инструмента должна определяться техническими требованиями: она может быть охарактеризована через истинный предел прочности при растяжении. 3начение этой величины для сталей 45, Р18, Р6М5, Р6М3К5, Р9М4 и Р9М4К5 колеблется в пределах 350… 1050 МПа.
Вопрос о причинах различной свариваемости разных быстрорежущих сталей со сталью 45 весьма сложен. Суммарное увеличение легированности в общем ухудшает свариваемость, однако, при этом имеют место существенные отклонения.
По данным ряда работ легированность твердого раствора всех быстрорежущих сталей в отожженном состоянии почти одинакова (за исключением кобальтовых). Следовательно, состав твердого раствора не может однозначно характеризовать свариваемость стали. Свариваемость стали не связана и с количеством, а также с составом карбидной фазы.
Анализ свариваемости различных быстрорежущих сталей со сталью 45 позволяет сделать следующие выводы:
- молибден в стали в количестве 1… 4 % улучшает ее свариваемость;
- увеличение ванадия в стали на 2… 5 % ухудшает ее свариваемость;
- введение в сталь до 6 % кобальта и до 18 % ванадия не ухудшает, а в некоторых случаях даже улучшает свариваемость стали;
- наилучшей свариваемостью обладают вольфрамомолибденовые и вольфрамомолибденокобальтовые стали Р6М3 и Р6М3К5;
- чтобы не ухудшать свариваемость высоколегированных быстрорежущих сталей, следует производить их комплексное легирование многими элементами; при этом содержание ванадия не должно превышать 3…3,5 %, кобальта 5. 6 %, хрома 3,5 %.
arxipedia.ru
Сварка стали 40х технология
Конструкционная легированная сталь 40Х :
 Из всех материалов, применяемых в машиностроении, станкостроении, приборостроении и других промышленных областях, самое широкое распространение получила сталь. Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Из всех материалов, применяемых в машиностроении, станкостроении, приборостроении и других промышленных областях, самое широкое распространение получила сталь. Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Химические компоненты, входящие в состав
Если рассматривать процентный состав представленного сплава, цифра 40 обозначает, что в нем содержится в процентном соотношении углерод до значения 0,44%, буква Х – обуславливает наличие легирующей добавки – хрома до 1,1%. Более подробный состав химических компонентов представлен в таблице ниже. Равноценной заменой для этой марки могут служить такие сплавы, как 40ХН, 45Х, 40ХН, 40ХС.
| Углерод,% | Хром,% | Кремний,% | Марганец,% | Никель,% | Фосфор,% | Сера,% | Медь,% |
| 0,36-0,44 | 0,8-1,1 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,3 | до 0,035 |
Легированные стали получают путем переплава или производством на свежей шихте. Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Термическая обработка
 Для стали 40Х последовательность термообработки следующая. Сначала выполняется закалка в масляной среде, а затем отпуск в масле или на воздухе. Для каждой детали выбирается свой режим термообработки, он зависит от нагрузок, в которых эта деталь применяется, так как разные режимы дают различную твердость изделия. Режим термообработки рассчитывается в зависимости от критических точек, достигая которые материал претерпевает физические и химические изменения и меняет свои свойства и характеристики. Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Для стали 40Х последовательность термообработки следующая. Сначала выполняется закалка в масляной среде, а затем отпуск в масле или на воздухе. Для каждой детали выбирается свой режим термообработки, он зависит от нагрузок, в которых эта деталь применяется, так как разные режимы дают различную твердость изделия. Режим термообработки рассчитывается в зависимости от критических точек, достигая которые материал претерпевает физические и химические изменения и меняет свои свойства и характеристики. Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Качественные показатели
Прочный и твердый материал, способный выдерживать большие нагрузки и не подвергаться разрушению – так можно оценить сталь 40Х. Характеристики, которыми она обладает:
- хорошие коррозионные свойства;
- стойкость к колебаниям температуры;
- высокие прочностные показатели;
- эстетические качества.
Но помимо положительных показателей сталь 40Х имеет и отрицательные свойства. Сюда можно отнести:
- склонность к образованию флокенов;
- отпускную хрупкость;
- плохую свариваемость.
Флокеночувствительность
 Это дефект, который получается во время ускоренного охлаждения сплава после отливки, в виде внутренних трещин. Он может возникнуть во время горячей деформации легированной стали. Также он может проявляться на поверхности в виде четких участков овальной или зигзагообразной формы. Образование этого дефекта может происходить вследствие переизбытка выделения водорода во время термообработки. Бороться с этим недостатком можно с помощью высокотемпературной термообработки и оптимального режима охлаждения. Еще можно применять метод вакуумизации сплава, что поможет снизить содержание водорода в процентном отношении.
Это дефект, который получается во время ускоренного охлаждения сплава после отливки, в виде внутренних трещин. Он может возникнуть во время горячей деформации легированной стали. Также он может проявляться на поверхности в виде четких участков овальной или зигзагообразной формы. Образование этого дефекта может происходить вследствие переизбытка выделения водорода во время термообработки. Бороться с этим недостатком можно с помощью высокотемпературной термообработки и оптимального режима охлаждения. Еще можно применять метод вакуумизации сплава, что поможет снизить содержание водорода в процентном отношении.
Отпускная хрупкость
Возникает во время медленного охлаждения легированных конструкционных сталей после отпуска, вызвана она резким снижением вязкости. Для сравнения значение вязкости может упасть в 5-10 раз по сравнению с этим же показателем при быстром охлаждении стали. Медленное охлаждение влияет только на ударную вязкость, остальные характеристики стали оно не понижает. Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.

Трудности сварочных работ
Сталь 40Х относится к четвертой группе по свариваемости. Выполнение сварочных швов может приводить к образованию трещин. Снизить проявление этих дефектов можно с помощью предварительного подогрева. Также требуется предварительная подготовка кромок. Выполнять сварочные работы этой марки можно дуговой сваркой: ручной или электрошлаковой, также можно применить контактную сварку. После контактно-точечной потребуется дополнительная термообработка. Для ручной сварки применяются специальные электроды для легированных сталей Э85 УОНИ-13/85. Тип и положение свариваемого шва могут быть любые.
Область применения

Эта марка стали обладает рядом свойств, благодаря которым она охватывает достаточно обширную область применения. Из нее выполняют заготовки сортового и фасонного металлопроката различных профилей, а также изготавливают листы, трубы, поковки, полученные методом ковки. Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Улучшенный сплав, полученный под воздействием термической обработки, которую мы рассмотрели ранее, используется для ответственных конструкций. К таким относятся: венцы зубчатых колес, валы, оси, втулки, болты, плунжеры. Нашла эта марка свое применение в конструкциях, которые эксплуатируются при низких температурах на открытом воздухе, ее используют в северных широтах для обустройства железнодорожных и автомобильных мостов.
www.syl.ru
Характеристики высокопрочной стали Российского производства!
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы. Это – хром, вольфрам, ванадий, титан, марганец или кремний.
СТАЛЬ МАРКИ 3
Углеродистая сталь обычного качества.
Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Сталь 3 производят по ГОСТ 380-94, согласно ему сталь маркируются буквами «Ст» с порядковым номером от 0 до 6. Чем выше этот номер, тем большее количество углерода содержится в стали. А значит, лучше прочность, но при этом хуже пластические характеристики. Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Основа стали – феррит. Его характеристики не позволяют использовать его в чистом виде. Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Сталь 3 выдерживает широкий температурный диапазон при переменных нагрузках. Хорошо сваривается, штампуется в холодном и горячем состоянии, подвергается вытяжке. Применяется без термической обработки.
Свариваемость стали
Без ограничений – сварка производится без подогрева и без последующей термообработки. В стали, относящейся к хорошей, содержание углерода составляет менее 0,25%. Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 30.
Максимальная температура применения – плюс 300.
СТАЛЬ МАРКИ 35
Качественная среднеуглеродистая сталь.
Такой вид стали применяют для деталей, которые требуют высокой пластичности и сопротивления удару. Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Сталь 35 сваривается ограниченно. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость сталиСталь конструкционной марки 35 сваривается ограниченно. С увеличением углерода в стали зона термического влияния и шов закаливаются, увеличивается твердость, сварные соединения становятся более хрупкими и склонными к образованию трещин.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильных режимах сварки получается качественный шов. Для улучшения качества сварки часто применяют подогрев.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 35Х
Сталь легированная, хромистая
Крепежные изделия из стали 35Х обладают высокой конструктивной прочностью, гарантируют надежность конструкции. Кроме того, сталь 35Х хорошо сопротивляется ударным нагрузкам, обладает большим запасом вязкости и высоким сопротивлением усталости. Также, сталь 35Х имеет высокое сопротивление износу, коррозии, трещинам и другим дефектам.
Главное преимущество крепежа из легированной конструкционной стали 35Х перед углеродистыми – это более высокая прочность за счет упрочнения феррита и большей прокаливаемости, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышен за счет термической обработки.
Свариваемость стали
Ограниченно свариваемая.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 40Х
Сталь конструкционная легированная. Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно свариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Благодаря добавлению хрома, крепежные изделия из ст.40Х обладают твердостью, прочностью, жаропрочностью и устойчивостью к коррозии. Сталь 40Х рассчитана на значительные нагрузки. Механические свойства стали 40х: предел кратковременной прочности – 570 – 940 МПа, предел пропорциональности – 320 – 800 МПа, относительное удлинение – 13 – 17%, относительное сужение – 35 – 55%, ударная вязкость – 400 – 850 кДж/кв.м.
Плюсы этой марки стали: устойчивость к действию высоких и низких температур и их резким перепадам, могут использоваться под открытым небом и даже в агрессивных, влажных средах. Еще одно неоспоримое преимущество крепежных изделий именно из этой марки стали – это отсутствие необходимости обрабатывать и очищать поверхность.
Свариваемость стали
Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 45
Сталь марки 45 обладает высокой стойкостью и прочностью. Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
При использовании ст. 45 следует помнить, что:
• прочность снижается при нагревании до 200 0С; • сталь является трудносвариваемой и характеризуется низкой флонекочувствительностью.
Сталь марки 45 — среднеуглеродистая; идеально подходит для изготовления деталей, требующих высокой прочности или высокой поверхностной твердости, а также деталей средненагруженных и не подвергающихся в работе истиранию.
Свариваемость стали
Высокоуглеродистую сталь марки 45 рекомендуют соединять контактной сваркой. Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. При их сварке требуются специальные технологические процессы.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.

Сталь марки 09Г2С
Сталь конструкционная низколегированная.
Обозначение 09Г2С указывает, что в стали присутствует 0,09% углерода, буква «Г» означает марганец, а цифра 2 – процентное содержание до 2% марганца. Буква «С» означает кремний, содержание кремния менее 1%.
Главное преимущество этой стали – высокая механическая прочность, которая позволяет применять более тонкие детали по сравнению с деталями, изготовленными из других сталей. А значит, детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Свариваемость стали
Марка стали 09Г2С широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 градусов по Цельсию. Сварка довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. При температуре воздуха минус 15 °С и ниже применяют предварительный местный подогрев независимо от толщины стали.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 70.
Максимальная температура применения – плюс 450.
boltigaika.dk.ru
Свариваемость сталей
СВАРИВАЕМОСТЬ – способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) – количественная характеристика свариваемости. Она определяется по формуле:
где С – содержание углерода, %;
Mn, Cr… – содержание легирующих элементов, %
ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
Углеродистые | Легированные | Высоколегированные | ||
I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
II | Сварка только при температуре окружающей среды не ниже – 5 °С, толщине металла менее 20 мм при отсутствии ветра |
III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
weldering.com
Таблица свариваемости металла (по сталям)
|
zavod-gpm.ru
www.samsvar.ru
| 380-94 | Ст0 | Сваривается без ограничений | |
| Ст2кпСт2пс Ст2сп | Ст2спСт2пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3псСт3сп | Ст3спСт3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3Гпс | Ст3псСталь 18Гпс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст4кп | |||
| Ст4пс | Ст4сп | Сваривается ограниченно | |
| Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |||
| Ст6пс | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | ||
| Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 801-78 | ШХ15 | Стали: ШХ9, ШХ12, ШХ15СГ | Способ сварки КТС |
| ШХ15СГ | Стали: ХВГ, ШХ15, 9ХС, ХВСГ | Способ сварки КТС | |
| ШХ4 | Способ сварки КТС | ||
| 1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термической обработки | ||
| 10 | Стали: 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| Стали: 08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки | ||
| 15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| Стали: 10кп, 20кп | Сваривается без ограничений | ||
| 18кп | Сваривается без ограничений | ||
| 20 | Сталь: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | ||
| 25 | Сталь: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 35 | Стали: 30, 40, 35Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 40 | Стали: 35, 45, 40Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 45 | Стали: 40Х, 50, 50Г2 | Трудно – свариваемая. Необходим подогрев и последующая термообработка | |
| 50 | Стали: 45, 50Г, 50Г2, 55 | Трудно – свариваемая. Необходим подогрев и последующая термообработка | |
| 55 | Стали: 50, 60, 50Г | Не применяется для сварных конструкций | |
| 58 (55пп) | Стали: 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | Не применяется для сварных конструкций | |
| 1414-75 | А20 | Сталь А12 | Не применяется для сварных конструкций |
| А30 А40Г | Сталь: А40Г | Не применяется для сварных конструкций | |
| 1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций |
| У8, У8А | Сталь: У7, У7А У10, У10А | Не применяется для сварных конструкций | |
| У9, У9А | Стали: У7, У7А, У8, У8А | Не применяется для сварных конструкций | |
| У10, У10А | Стали: У10, У10А | Не применяется для сварных конструкций | |
| 4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20Х | Сталь: 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30Х | Сталь: 35Х | Ограниченно сваривается | |
| 35Х | Сталь: 40Х | Ограниченно сваривается | |
| 38ХА | Сталь: 40Х, 35Х | Трудно-свариваемая | |
| 40Х | Сталь: 45Х, 35ХА, 40ХС | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 45Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 50Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 15Г 20Г | Сталь: 20Г, 20, 30Г | Хорошо свариваемая | |
| 30Г | Сталь: 35, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 35Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 40Г | Стали: 45, 40Х | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45Г | Стали: 40Г, 50Г | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка. | |
| 50Г | Стали: 40Г, 50 | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка. | |
| 10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
| 35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 40Г2 | Сталь: 45Г2, 60Г | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 45Г2 | Сталь: 50Г2 | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 50Г2 | Сталь: 45Г2, 60Г | Не применяется для сварных конструкций | |
| 47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций | |
| 18ХГТ 25 | Сталь: 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20ХГР | Сталь: 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25Х1Т | Сталь: 18ХГТ, 30ХГТ, 25ХГМ | Требуется последующая термообработка | |
| 30ХГТ | Сталь: 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 33ХС | Трудно-свариваемая | ||
| 38ХС 40ХС | Сталь: 40ХС, 38ХС, 35ХГТ | Трудно-свариваемая | |
| 15ХФ | Сталь: 20ХФ | Сваривается без ограничений (способ КТС) | |
| 40ХФА | Сталь: 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 15ХМ | Сваривается без ограничений.Рекомендуется подогрев и последующая термообработка | ||
| 30ХМ 30ХМА | Сталь: 35ХМ, 35ХРА | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 35ХМ | Сталь: 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 38ХН | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | ||
| 20ХН | Сталь: 15ХГ, 20ХНР, 18ХГТ | Ограниченно свариваемая. | |
| 40ХН | Сталь: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 45ХН | Сталь: 40ХН | Трудно-свариваемая.Рекомендуется подогрев и последующая термообработка | |
| 50ХН | Сталь: 40ХН, 60ХГ | Не применяется для сварных конструкций | |
| 20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН2 | Сталь: 20хнр, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН3А | Сталь: 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХН3А | Сталь: 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12Х2Н4А | Сталь: 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20Х2Н4А | Сталь: 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 30ХН3А | Сталь: 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений | |
| 25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений | |
| 30ХГС, 30ХН2МА | Сталь: 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 38Х2Н2МА | Не применяется для сварных работ | ||
| 40ХН2МА | Сталь: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций | |
| 18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСА | Сталь: 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 35ХГСА | Сталь: 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСН2А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХГНР | Сталь: 20ХН3А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХН2М | Сталь: 20ХГР, 15ХР, 20ХНР, 20ХГНР | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 36Х2Н2МФА | Трудно-свариваемая. | ||
| 38ХН3МФА | Не применяется для сварных конструкций | ||
| 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций | |
| 38Х2МЮА | Сталь: 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций | |
| 5520-79 | 16К 18К | Сваривается без ограничений | |
| 20К | Сваривается без ограничений | ||
| 22К | Ограниченно свариваемая.Рекомендуется подогрев и последующая термообработка | ||
| 5632-72 | 40Х9С2 | Не применяется для сварных конструкций | |
| 40Х10С2М | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 08Х13 12Х13 20Х13 25Х13Н2 | Сталь: 12Х13, 12Х18Н9Т Сталь: 20Х13 Сталь: 12Х13, 14Х17Н2 | Ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
| 30Х13 40Х13 | Не применяется для сварных конструкций | ||
| 10Х14АГ16 | Сталь: 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | Сваривается без ограничений | |
| 12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая | |
| 08Х17Т, 08Х18Т1 | Сталь: 12Х17, 08Х18Т1, 08Х17Т | Ограниченно свариваемая | |
| 95Х18 | Не применяется для сварных конструкций | ||
| 15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 15Х28 | Сталь: 15Х25Т, 20Х23Н18 | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20Х23Н13 | Ограниченно свариваемая | ||
| 20Х23Н18 | Сталь: 10Х25Т, 20Х23Н13 | Ограниченно свариваемая | |
| 10Х23Н10 | Ограниченно свариваемая | ||
| 20Х25Н20С | Ограниченно свариваемая | ||
| 15Х12ВНМФ | Трудно-свариваемая | ||
| 20Х12ВНМФ | Сталь: 15Х12ВНМФ, 18Х11МНФБ | Трудно-свариваемая | |
| 37Х12Н8Г2МФБ | Ограниченно свариваемая | ||
| 13Х11Н2В2МФ | Ограниченно свариваемая | ||
| 45Х14Н14В2М | Трудно-свариваемая | ||
| 40Х15Н7Г7Ф2МС | Трудно-свариваемая | ||
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая | |
| 10Х17Н3М2Т | Хорошо свариваемая | ||
| 31Х19Н9МВБТ | Трудно-свариваемая | ||
| 10Х14Г14Н4Т | Сталь: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается удовлетворительно | |
| 14Х17Н2 | Сталь: 20Х17Н2 | Хорошо свариваемая | |
| 12Х18Н9 17Х18Н9 | Сталь: 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9 | Сваривается без ограничений | |
| 08Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | Сталь: 12Х18Н10Т, Сталь: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | Сваривается без ограничений | |
| 12Х18Н12Т | Сталь: 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Ограниченно сваривается | |
| 08Х18Г8Н2Т | Сталь: 12Х18Н9 | Сваривается без ограничений | |
| 20Х20Н14С2 | Сваривается без ограничений | ||
| 12Х25Н16Г7АР | Сваривается без ограничений | ||
| 08Х22Н6Т | Сталь: 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается без ограничений | |
| 06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений | |
| ХН35ВТ | Трудно-свариваемая | ||
| ХН35ВТЮ | Трудно-свариваемая | ||
| ХН70Ю | Ограниченно сваривается | ||
| ХН70ВМЮТ | Трудно-свариваемая | ||
| ХН70ВМТЮФ | Трудно-свариваемая | ||
| ХН77ТЮР | Трудно-свариваемая | ||
| ХН78Т | Сплав: ХН38Т, Сталь: 12Х25Н16Г7АР, 20Х23Н18 | Трудно-свариваемая | |
| ХН80ТБЮ | Трудно-свариваемая | ||
| 5781-82 | 20ХГ2Ц | Сваривается без ограничений | |
| 35ГС 25Г2С | Сталь: Ст5сп, Ст6, Ст5пс | Сваривается без ограничений | |
| 5950-73 | ХВ4Ф | Не применяется для сварных конструкций | |
| 9Х1 | Сталь: 9х2 | Не применяется для сварных конструкций | |
| 9ХС | Сталь: ХВГ | Не применяется для сварных конструкций | |
| ХВГ | Сталь: 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций | |
| 9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций | |
| Х6ВФ | Сталь: Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций | |
| Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций | |
| Х12МФ Х12Ф1 | Сталь: Х6ВФ, Х12Ф1, Х12ВМФ Сталь: Х6ВФ, Х6ВФМ | Не применяется для сварных конструкций | |
| 7ХГ2ВМФ | Не применяется для сварных конструкций | ||
| 7Х3 8Х3 | Сталь: 8Х3 Сталь: 7Х3 | Не применяется для сварных конструкций | |
| 5ХНМ | Сталь: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций | |
| 5ХГМ | Сталь: 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Не применяется для сварных конструкций | |
| 4ЗМФС | Не применяется для сварных конструкций | ||
| 4Х5МФС | Не применяется для сварных конструкций | ||
| 4ХМФ1С | Не применяется для сварных конструкций | ||
| 3Х3МХФ | Не применяется для сварных конструкций | ||
| 6ХС | Не применяется для сварных конструкций | ||
| 4ХВ2С | Сталь: 4Х5В2ФС, 4Х3В2М2 | Не применяется для сварных конструкций | |
| 5ХВ2СФ 6ХВ2С | Сталь: 6ХВ2С Сталь: 6ХЗФС | Не применяется для сварных конструкций | |
| 6ХВГ | Не применяется для сварных конструкций | ||
| 9045-80 | 08Ю | Сваривается без ограничений | |
| 14959-79 | 65 70 | Сталь: 60, 70 65Г | Не применяется для сварных конструкций |
| 75 | Сталь: 70, 80, 85 | Не применяется для сварных конструкций | |
| 85 | Сталь: 70, 75, 80 | Не применяется для сварных конструкций | |
| 60Г | Сталь: 65Г | Не применяется для сварных конструкций | |
| 65Г | Сталь: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций | |
| 55С2 | Сталь: 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций | |
| 60С2 60С2А | Сталь: 55С2, 50ХФА, 60С2Н2А, 60С2Г, 50ХФА | Не применяется для сварных конструкций | |
| 70С3А | Не применяется для сварных конструкций | ||
| 55ХГР | Не применяется для сварных конструкций | ||
| 50ХФА | Сталь: 60С2А, 50ХГФА, 9ХС | Не применяется для сварных конструкций | |
| 60С2ХА | Сталь: 60С2ХФА, 60С2Н2А | Не применяется для сварных конструкций | |
| 60С2ХФА | Сталь: 60С2А, 60С2ХА, 9ХС, 60С2ВА | Не применяется для сварных конструкций | |
| 65С2ВА | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 60С2Н2А | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 19265-73 | Р18 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| Р6М5К5 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| Р9М4К8 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| 19281-89 | 09Г2 | Сталь: 09Г2С, 10Г2 | Сваривается без ограничений |
| 14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая | |
| 12ГС | Сталь: 15ГС | Сваривается без ограничений | |
| 16ГС | Сталь: 17ГС | Сваривается без ограничений | |
| 17ГС | Сталь: 16ГС | Сваривается без ограничений | |
| 17Г1С | Сталь: 17ГС | Сваривается без ограничений | |
| 09Г2С | Сталь: 10Г2С, 09Г2 | Сваривается без ограничений | |
| 10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений | |
| 10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений | |
| 15Г2СФД | Сваривается без ограничений | ||
| 14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений | |
| 18Г2ФАпс | Сталь: 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Сваривается без ограничений | |
| 14ХГС | Сталь: 15ХСНД, 16ГС | Сваривается без ограничений | |
| 15Г2АФДпс | Сталь: 16Г2АФ, 18Г2АФпс, 10ХСНД | Сваривается без ограничений | |
| 10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 10ХНДП | Сваривается без ограничений | ||
| 15ХСНД | Сталь: 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений | |
| 20072-72 | 12МХ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | |
| 12Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 25Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 20Х3МВФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая | ||
| 15Х5М | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |


 Серьезным препятствием к применению электрошлаковой сварки сплава 40 марки может стать появление микротрещин. Причина тому кроется в большой скорости подачи электродной проволоки, а также неблагоприятном сочетании пониженной технологической прочности стали и временного напряжения растяжения металла. Справиться с проблемой поможет предварительный подогрев свариваемых поверхностей, а также использование пониженной скорости подачи проволоки и повышенного напряжения. Кроме того, замечено, что сталь 40 и 40х сваривается лучше всего при повышенном вылете проволоки.
Серьезным препятствием к применению электрошлаковой сварки сплава 40 марки может стать появление микротрещин. Причина тому кроется в большой скорости подачи электродной проволоки, а также неблагоприятном сочетании пониженной технологической прочности стали и временного напряжения растяжения металла. Справиться с проблемой поможет предварительный подогрев свариваемых поверхностей, а также использование пониженной скорости подачи проволоки и повышенного напряжения. Кроме того, замечено, что сталь 40 и 40х сваривается лучше всего при повышенном вылете проволоки.www.samsvar.ru
высоко-, низко-, средне-, легированных, нержавеющих, электроды, технология, под флюсом
Главная страница » О сварке » Как правильно варить » Сварка углеродистых сталей
 Углеродистая сталь — сплав железа и углерода с незначительным содержанием полезных примесей: кремний и марганец, вредных примесей: фосфор и сера. Концентрация углерода в сталях данного типа составляет 0,1-2,07%. Углерод выступает в качестве основного легирующего элемента. Именно он определяет сварочно-механические свойства этого класса сплавов.
Углеродистая сталь — сплав железа и углерода с незначительным содержанием полезных примесей: кремний и марганец, вредных примесей: фосфор и сера. Концентрация углерода в сталях данного типа составляет 0,1-2,07%. Углерод выступает в качестве основного легирующего элемента. Именно он определяет сварочно-механические свойства этого класса сплавов.
В зависимости от величины содержания углерода выделяют следующие группы углеродистых сталей:
- менее 0,25% — низкоуглеродистые;
- 0,25-0,6 % — среднеуглеродистые;
- 0,6-2,07 % — высокоуглеродистые.
Сварка низкоуглеродистых сталей
Из-за малого концентрата углерода данный вид имеет следующие свойства:
- высокая упругость и пластичность;
- значительная ударная вязкость;
- хорошо поддается обработке с помощью сварки.
Низкоуглеродистые стали широко применяются в строительстве и при производстве деталей методом холодной штамповки.
Технология сварки низкоуглеродистых сталей
 Низкоуглеродистые стали поддаются свариванию лучше всего. Их соединение может проводиться методом ручной дуговой сварки электродами с обмазкой. Применяя данный способ важно правильно подобрать марку электродов, что обеспечит равномерную структуру наплавленного металла. Сваривание должно осуществляться быстро и точно. Перед началом работ нужно подготовить соединяемые детали.
Низкоуглеродистые стали поддаются свариванию лучше всего. Их соединение может проводиться методом ручной дуговой сварки электродами с обмазкой. Применяя данный способ важно правильно подобрать марку электродов, что обеспечит равномерную структуру наплавленного металла. Сваривание должно осуществляться быстро и точно. Перед началом работ нужно подготовить соединяемые детали.
Газовая сварка осуществляется без применения дополнительных флюсов. В качестве присадочного материала используются металлические проволоки с небольшим содержанием углерода. Это поможет предотвратить образование пор.
Для обработки ответственных конструкций применяется газовая сварка в среде аргона.
После сварки готовую конструкцию необходимо подвергнуть термической обработке путем операции нормализации: изделие следует нагреть до температуры примерно в 400°С; выдержать и охладить на воздухе. Данная процедура способствует тому, что структура стали становится равномерной.
Особенности сварки низкоуглеродистых сталей
Хорошая свариваемость таких сталей обеспечивает равнопрочность сварного шва с основным металлом, а также отсутствие дефектов.
Металл шва обладает пониженным содержанием углерода, доля кремния и марганца увеличена.
При ручной дуговой сварке околошовная область подвергается перегреву, что способствует его незначительному упрочнению.
Шов, наплавленный методом многослойной сварки, отличается повышенным уровнем хрупкости.
Соединения обладают высокой стойкостью против МКК из-за низкой концентрации углерода.
Виды сварки низкоуглеродистых сталей

1. Первым методом для соединения низкоуглеродистых сталей является ручная дуговая сварка электродами с покрытием. Для выбора оптимального вида и марки расходников необходимо учитывать следующие требования:
- сварной шов без дефектов: пор, подрезов, непроваренных участков;
- равнопрочное соединение с основным изделием;
- оптимальный химический состав металла шва;
- устойчивость швов при ударных и вибрационных нагрузках, а также повышенных и пониженных температурах.
Наименьший показатель напряжения и деформации исполнитель получает при выполнении сварки в нижнем пространственном положении.
Для сварки рядовых конструкций используются следующие марки электродов:
Сварочные электроды АНО-6
Для сваривания ответственных конструкций применяются следующие марки сварочных материалов:
2. Газовая сварка осуществляется в защитной среде из аргона, без использования флюса, с применением металлической проволоки в качестве присадочного материала.
3. Электрошлаковая сварка осуществляется при помощи флюсов. Проволочные и пластинчатые электроды подбираются с учетом состава основного сплава.
4. Автоматическая и полуавтоматическая сварка осуществляется с защитной среде; применяется чистый аргон или гелий, часто используется углекислый газ. CO2 должен обладать высоким качеством. Если соединение кислорода и углерода будет перенасыщено водородом или азотом, то это приведет к порообразованию.
5. Автоматическая сварка под флюсом выполняется электродной проволокой диаметром 3-5 мм; полуавтоматическая — 1,2-2 мм. Сваривание выполняется постоянным током обратной полярности. Режим сварки варьируется в значительных величинах.
6. Наиболее оптимальным способом является сваривание порошковыми проволоками. Сила тока располагается в диапазоне от 200 до 600 А. Сварку рекомендуется проводить в нижнем положении. 7. Для сварки в защитных газах используется углекислый газ, а также смеси инертного газа с кислородом или CO2.
7. Для сварки в защитных газах используется углекислый газ, а также смеси инертного газа с кислородом или CO2.
Соединение изделий толщиной менее 2 мм. осуществляется в атмосфере инертных газов вольфрамовым электродом.
Чтобы повысить стабильность дуги, улучшить формирование шва и понизить чувствительность наплавленного металла к пористости следует применять смеси газов.
Сваривание в атмосфере углекислого газа предназначено для работ со сплавами толщиной более 0,8 мм. и менее 2,0 мм. В первом случае используется плавящийся электрод, во втором — графитовый или угольный. Вид тока постоянный, полярность обратная. Следует отметить, что данный способ отличается повышенным уровнем разбрызгивания.
Сварка среднеуглеродистых сталей
 Среднеуглеродистые стали используются в тех случаях, когда необходимы высокие механические свойства. Данные сплавы могут подвергаться ковке.
Среднеуглеродистые стали используются в тех случаях, когда необходимы высокие механические свойства. Данные сплавы могут подвергаться ковке.
Также они применяются для деталей, производимых методом холодной пластической деформации; характеризуются как спокойные, что позволяет использовать их в машиностроении.
Стали с содержанием углерода от 0,4 до 0,6 % отлично подойдут для изготовления вагонных колес и осей, железнодорожных рельсов.
Технология сварки среднеуглеродистых сталей
Сваривание данных сплавов выполняется не так хорошо, как соединение низкоуглеродистых сталей. Обусловлено это несколькими трудностями:
- отсутствие равнопрочности основного и наплавленного металлов;
- высокий уровень риска образования больших трещин и непластичных структур в околошовной зоне;
- малый показатель стойкости к формированию кристаллизационных дефектов.
Однако, эти проблемы довольно легко решаются посредством выполнения следующих рекомендаций:
- применение электродов и проволоки с небольшим содержанием углерода;
- сварочные стержни должны обладать повышенным коэффициентом наплавки;
- для обеспечения наименьшей степени проплавления основного металла следует производить разделку кромок, устанавливать оптимальный режим сварки, использовать присадочную проволоку;
- предварительный и сопутствующий подогрев заготовок.
 Технология сварки углеродистой стали при выполнении вышеперечисленных рекомендаций не обнаруживает появление проблем и затруднений.
Технология сварки углеродистой стали при выполнении вышеперечисленных рекомендаций не обнаруживает появление проблем и затруднений.
Особенности сварки среднеуглеродистых сталей
Перед свариванием изделие необходимо очистить от грязи, ржавчины, масла, окалины и других загрязнений, которые являются источником водорода и могут поспособствовать образованию пор и трещин в шве. Очищению подвергаются кромки и прилегающие к ним участки шириной не более 10 мм. Это гарантирует прочность соединения при нагрузках различного рода.
Сборка деталей под сварку подразумевает соблюдение зазора, ширина которого зависит от толщины изделия и должна быть на 1-2 мм. больше, чем при работе с хорошо свариваемыми материалами.
Если толщина изделия из среднеуглеродистой стали превышает 4 мм., нужно выполнить разделку кромок.
 Для наименьшей проплавки основного металла и оптимального уровня охлаждения следует верно подбирать режим сваривания. Правильность выбора можно подтвердить, осуществив замер твердости наплавленного металла. При оптимальном режиме, она не должна быть выше 350 HV.
Для наименьшей проплавки основного металла и оптимального уровня охлаждения следует верно подбирать режим сваривания. Правильность выбора можно подтвердить, осуществив замер твердости наплавленного металла. При оптимальном режиме, она не должна быть выше 350 HV.
Ответственные узлы соединяются в два и более прохода. Не допускаются частые разрывы дуги, ожог (прижег) основного металла и вывод на него кратера.
Сваривание ответственных конструкций осуществляется с предварительным подогревом от 100 до 400°С. Чем больше содержание углерода и толщина деталей, тем выше должна быть температура.
Охлаждение должно быть медленным, изделие помещается в термостат или накрывается теплоизоляционным материалом.
Виды сварки среднеуглеродистых сталей
Сварка среднеуглеродистых сталей может проводиться несколькими способами, которые мы рассмотрим далее.
1. Ручная дуговая сварка выполняется электродами с основным типом покрытия, обеспечивающие малое содержание водорода в наплавленном металле. Чаще всего исполнители используют следующие электроды для сварки углеродистых сталей:
Особое покрытие сварочных материалов УОНИ гарантирует увеличение стойкости соединения к образованию трещин, а также обеспечивает прочность шва.
Следует учитывать следующие нюансы:
- вместо поперечных перемещений нужно выполнять продольные;
- необходимо производить заварку кратеров, иначе увеличивается степень риска формирования трещин;
- рекомендуется осуществлять термообработку шва.
2. Газовая сварка углеродистых сталей тонколистового формата выполняется левым способом с помощью проволоки, также используется нормальное сварочное пламя. Средний расход ацетилена составляет 120-150 л/ч на 1 мм. толщины свариваемого сплава. С целью уменьшения риска образования кристаллизационных трещин, следует применять сварочные материалы с содержанием углерода не более 0,2-0,3 %.
 Толстостенные изделия следует соединять правым способом газовой сварки, который характеризуется более высокой производительностью. Расчет ацетилена также равен 120-150 л/ч. Чтобы избежать перегрева рабочей зоны, расход нужно уменьшать.
Толстостенные изделия следует соединять правым способом газовой сварки, который характеризуется более высокой производительностью. Расчет ацетилена также равен 120-150 л/ч. Чтобы избежать перегрева рабочей зоны, расход нужно уменьшать.
Сварка углеродистых сталей газовой сваркой также включает следующие особенности:
- уменьшение окисления в сварочной ванне достигается пламенем с небольшим переизбытком ацетилена;
- положительное влияние на процесс оказывает применение флюсов;
- для избежания хрупкости в околошовной зоне применяют замедление охлаждения с помощью предварительного нагрева до 200-250°С или последующий отпуск при температуре 600-650°С.
После сваривания можно провести термическую обработку или проковку изделия. Эти операции существенно улучшают свойства.
Технология газовой сварки углеродистых сталей разработана с целью получения соединений, обладающих необходимыми механическими свойствами. Поэтому для исполнителя важно учитывать данные специфические черты.
3. Технология сварки под флюсом углеродистых сталей подразумевает применение сварочной проволоки и плавленых флюсов: АН-348-А и ОСЦ-45. Сваривание осуществляется на малых величинах тока. Это позволяет «насытить» наплавленный металл необходимым уровнем кремния и марганца. Данные элементы интенсивно переходят из флюса в металл шва.
Достоинства данного метода: высокая производительность; наплавляемый металл надежно защищен от взаимодействия с воздухом, что обеспечивает высокое качество соединения; экономичность процесса достигается за счет малого разбрызгивания и благодаря сокращению потерь металла на угар; стабильность горения дуги гарантирует получение мелкочешуйчатой поверхности шва.
4. Исполнители часто используют метод аргонодуговой сварки неплавящимся электродом. Основная трудность при сварке среднеуглеродистых сталей данным способом — сложно избежать образования пор из-за небольшого раскисления основного металла. Для решения этой проблемы нужно снизить долю основного металла в наплавленном. Для этого необходимо верно подобрать режимы сварки аргоном углеродистой стали. Сваривание осуществляется постоянным током прямой полярности.
Величина напряжения устанавливается в зависимости от толщины конструкции при однопроходной сварке и исходя из высоты валика, которая составляет 2,0-2,5 мм — при многопроходной. Ориентировочные показатели тока можно определить таким образом: 30-35 А на 1 мм. вольфрамового прутка.
Сварка высокоуглеродистых сталей
Демонстрационная сварка стали от рессор электродом Zeller 655
Высокое содержание углерода в сталях данного вида делает их, как правило, непригодными для изготовления сварных конструкций. Они характеризуются низкой пластичностью, поэтому имеют ограниченное применение.
Потребность в высокоуглеродистых сталях возникает при проведении ремонтных работ, при производстве пружин, режущих, бурильных, деревообрабатывающих и других инструментов, высокопрочной проволоки, а также в тех изделиях, которые должны обладать высокой износостойкостью и прочностью.
Технология сварки высокоуглеродистых сталей
Сваривание возможно, как правило, с предварительным и сопутствующим подогревом до 150-400°С, а также последующей термообработкой. Обусловлено это склонностью данного типа сплавов к хрупкости, чувствительностью к горячим и холодным трещинам, химической неоднородностью шва.
К сведению! Исключения возможны, если использовать специализированные электроды для разнородных сталей. См. фото и подпись к нему ниже.
- После подогрева необходимо произвести отжиг, который нужно проводить до тех пор, пока изделие не остынет до температуры 20°С.
- Важным условием является недопустимость осуществления сварки на сквозняках и при температуре окружающей среды ниже 5°С.
- Для повышения прочности соединения необходимо создавать плавные переходы от одного до другого свариваемого металла.
- Хорошие результаты достигаются при сваривании узкими валиками, с охлаждением каждого наплавленного слоя.
- Исполнителю следует также соблюдать правила, предусмотренные для соединения среднеуглеродистых сплавов.

Данный демонстрационный образец (сварены воедино рессора, напильники, подшипник и пищевая нержавейка). Если не обращать внимания на качество швов, варили не профессиональные сварщики, фото подтверждает, что вполне возможна сварка «несвариваемых» сталей.
Видео
Особенности сварки высокоуглеродистых сталей
Рабочую поверхность необходимо очистить от загрязнений различного рода: ржавчина, окалина, механические неровности и грязь. Присутствие загрязнений может привести к образованию пор.
Охлаждать конструкции из высокоуглеродистых сталей нужно медленно, на воздухе, для нормализации структуры.
Предварительный подогрев ответственных изделий до 400°С позволяет достичь необходимого показателя прочности.
Виды сварки высокоуглеродистых сталей
 1. Оптимальным вариантом проведения сварочного процесса является ручная дуговая сварка с помощью покрытых электродов. Работа с высокоуглеродистыми сталями обладает большим количеством специфических характеристик. Поэтому сварка высокоуглеродистой стали проводится специально разработанными электродами, например, НР-70. Сваривание осуществляется постоянным током обратной полярности.
1. Оптимальным вариантом проведения сварочного процесса является ручная дуговая сварка с помощью покрытых электродов. Работа с высокоуглеродистыми сталями обладает большим количеством специфических характеристик. Поэтому сварка высокоуглеродистой стали проводится специально разработанными электродами, например, НР-70. Сваривание осуществляется постоянным током обратной полярности.
2. Сварка под флюсом также используется для соединения сплавов данного типа. Равномерно покрыть флюсом рабочую зону в ручном режиме довольно сложно. Поэтому, в большинстве случаев, используется автоматическая технология. Расплавленный флюс образует плотную оболочку и предотвращает воздействие вредных атмосферных факторов на сварочную ванну. Для сваривания под флюсом используются трансформаторы, выдающие переменный ток. Данные аппараты позволяют создавать устойчивую дугу. Главное достоинство данного метода — небольшие потери металла вследствие малого разбрызгивания.
Важно отметить, что не рекомендуется применять метод газовой сварки. Процесс характеризуется выгоранием большого количества углерода, в результате чего образуются закалочные структуры, которые отрицательно сказываются на качестве шва.
Однако, если свариванию подвергаются рядовые конструкции, то применение данного способа возможно. Соединение производится на нормальном или незначительном пламени, мощность которого не превышает 90 м3 ацетилена в час. Изделие нужно подогреть до 300°С. Сварка осуществляется левым способом, что дает возможность уменьшить время нахождения металла в расплавленном состоянии и продолжительность его перегрева.
Сварка нержавейки и углеродистой стали
Сварка коррозионностойких и углеродистых сталей является ярким примером соединения разнородных материалов.
Предварительный и сопутствующий нагревы изделий до температуры примерно в 600°С позволят получить шов с более однородной структурой. После работ нужно произвести термическую обработку, это поможет избежать образование трещин.
Для сваривания нержавейки и низкоуглеродистых сталей на практике применяются два метода, которые подразумевают использование сварочных стержней:
- электроды из высоколегированной стали или электроды на никелевой основе заполняют сварочный шов;
- кромки изделия из низкоулегродистой стали наплавляется легированными электродами, затем плакированный слой, кромки из нержавейки свариваются специальными электродами для нержавейки.
Сварку нержавеющих и углеродистых сталей также можно проводить аргонодуговым методом. Однако, такая технология используется крайне редко и только для работы с особо ответственными конструкциями.
Также исполнитель может произвести соединение методом полуавтоматической сварки с помощью металлического электрода в защитной среде инертных газов.
Сварка углеродистых и легированных сталей
Сварка и наплавка углеродистых и низколегированных сталей выполняется с помощью электродов типов Э42 и Э46.
Сварка углеродистых сталей легированных сталей электродуговым методом выполняется электродными материалами, которые обеспечивают необходимые механические характеристики и теплоустойчивость металла шва:
Электроды ЦЛ-39
Основная проблема — закалка околошовной зоны для предотвращения образования холодных трещин. Для решения этой задачи необходимо:
- для замедления охлаждения нужно подогреть изделия до температуры в 100-300°С;
- вместо однослойной сварки использовать многослойную, при этом сваривание выполняется небольшого сечения по неостывшему предыдущему слою;
- электроды и флюсы прокаливать;
- соединение производится постоянным током обратной полярности;
- для повышения пластичности следует проводить отпуск изделий до 300°С, сразу после сварки.
weldelec.com
Сварка стали хн45ю,кто знает как варить? – Страница 2 – Аргонодуговая сварка — TIG
Было бы желание-найдётся понимание…..Недавно работаю с ним. Премудростей импульсного режима не постиг пока, хотя, вещь полезная
-это не для этого агрегата…….Обычно в виде ступеньки. Светодиод вверху – ток сварки. Светодиод внизу – ток паузы. Светодиод вверху над ступенькой – время импульса (время воздействия сварочного тока). Светодиод под полочкой внизу – время паузы или общее время импульса (импульс + пауза).
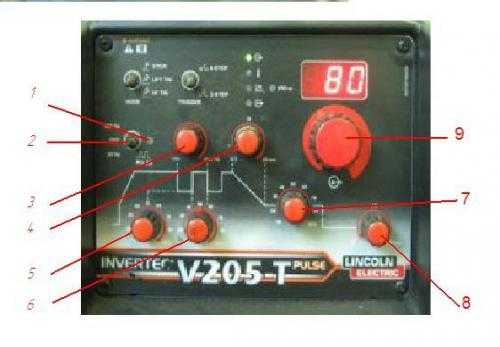
Что касается Инвертек,вам попала в руки ВеСчь…для начала обозначим необходимые “крутилки”…..


то нужно тоже знать (а то вроде просто,пока не копнёшь глубжее и ??????)
Высокочастотная дуга используется при тонком металле и малом токе.(3-300Гц)
Низкочастотная дуга используется при толстом металле и большом токе.(0.2-20Гц)
скважность-время участия пикового тока,в периоде импульса(в %),
—и как пример:(9)выходной ток 80А(он же базовый,он же пиковый),переключатель (2)вверх(на 300Гц)
крутилка(3)-на 10часов(100-120Гц)для начала
крутилка(5)-20%(16А)
крутилка(7)-70%
и получим примерно 50А(в обычном режиме)
(4)(7)(8)-назначение должно быть известно.
Что бы как то подсказать-это надо видеть шов(со всех сторон),не только “супер-пупер”аппараты участвуют в сварочном процессе,но и сварщики(операторы чудо техники)
//////До нашей эры,соблюдалось чувство меры….//////
websvarka.ru
Сварка средне- и высокоуглеродистых сталей
Конструкции из среднеуглеродистой стали могут быть хорошо сварены при непременном соблюдении правил сварки, а также следующих дополнительных указаний. В стыковых, угловых и тавровых соединениях следует при сборке соединяемых элементов сохранять между кромками зазоры, предусмотренные ГОСТ, чтобы сварочная поперечная усадка происходила более свободно и не вызывала кристаллизационных трещин. Кроме того, начиная с толщины стали 5 мм и более, в стыковых соединениях делают разделку кромок, и сварку ведут в несколько слоев. Сварочный ток понижают.
Сварка высокоуглеродистой стали
Сварка высокоуглеродистых сталей марок ВСт6, 45, 50 и 60 и литейных углеродистых сталей с содержанием углерода до 0,7 % еще более затруднительна. Эти стали применяют главным образом в литых деталях и при изготовлении инструмента. Сварка их возможна только с предварительным и сопутствующим подогревом до температуры 350-400 °С и последующей термообработкой в нагревательных печах. При сварке должны соблюдаться правила, предусмотренные для среднеуглеродистой стали, этот процесс мы рассмотрим ниже.
Технологии сварки высокоуглеродистых сталей
Хорошие результаты достигаются при сварке узкими валиками и небольшими участками с охлаждением каждого слоя. После окончания сварки обязательна термическая обработка.
Сварка среднеуглеродистой стали
Сварка среднеуглеродистой стали марок ВСт5, 30, 35 и 40, содержащей углерода 0,28-0,37 % и 0,27- 0,45%, более затруднена, так как с увеличением содержания углерода ухудшается свариваемость стали.
Применяемую для арматуры железобетона среднеуглеродистую сталь марок ВСт5пс и ВСт5сп сваривают ванным способом и обычными протяженными швами при соединении с накладками (рис. 16.1). Для сварки концы соединяемых стержней должны быть подготовлены: для ванной сварки в нижнем положении- обрезаны резаком или пилой, а при вертикальной сварке – разделаны. Кроме того, они должны быть зачищены в местах соединения на длину, превышающую на 10-15 мм сварной шов или стык. Сварка производится электродами Э42А, Э46А и Э50А для протяженных валиковых швов. При температуре воздуха до минус 30 °С необходимо увеличивать силу
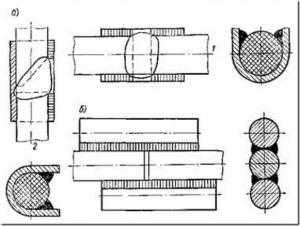
Рис. 16.1. Сварка стыков арматуры железобетона: а – ванная; 1 – горизонтальных; 2 – вертикальных; б – шовная
сварочного тока на 1 % при понижении температуры от 0°С на каждые 3°С. Кроме того, следует применять предварительный подогрев соединяемых стержней до 200-250 °С на длину 90-150 мм от стыка и снижать скорость охлаждения после сварки, обматывая стыки асбестом, а в случае ванной сварки не снимать формующих элементов до охлаждения стыка до 100 °С и ниже.
При более низкой температуре окружающего воздуха (от -30 до – 50 °С) следует руководствоваться специально разработанной технологией сварки, предусматривающей предварительный и сопутствующий подогрев и последующую термическую обработку стыков арматуры либо сварку в специальных тепляках.
Сварку других конструкций из среднеуглеродистой стали марок ВСт5, 30, 35 и 40 следует вести с соблюдением тех же дополнительных указаний. Стыки рельсовых путей обычно сваривают ванной сваркой с предварительным подогревом и последующим медленным охлаждением аналогично стыкам арматуры. При сварке других конструкций из этих сталей следует применять предварительный и сопутствующий подогрев, а также последующую термическую обработку.
Электроды
Сварку ведут электродами диаметром не более 4-5 мм постоянным током обратной полярности, что обеспечивает меньшее расплавление кромок основного металла и, следовательно, меньшую его долю и меньшее содержание С в металле шва. Для сварки применяют электроды Э42А, Э46А или Э50А. В стальных стержнях электродов содержится немного углерода, поэтому при их расплавлении и перемешивании с небольшим количеством среднеуглеродистого основного металла в шве углерода будет не более 0,1-0,15 %.
При этом металл шва легируется Мn и Si за счет расплавляемого покрытия и таким образом оказывается равнопрочным основному металлу. Сварку металла толщиной более 15 мм ведут «горкой», «каскадом» или «блоками» для более медленного охлаждения. Применяют предварительный и сопутствующий подогрев (периодический подогрев перед сваркой очередного «каскада» или «блока» до температуры 120-250°С). Конструкции, изготовленные из стали марок ВСт4пс, ВСт4сп и из стали 25 толщиной не более 15 мм и не имеющие жестких узлов, обычно сваривают без подогрева. В других случаях требуются предварительный и сопутствующий подогрев и даже последующая термическая обработка. Дугу зажигают только в месте будущего шва. Не должно быть незаваренных кратеров и резких переходов от основного к наплавленному металлу, подрезов и пересечений швов. Выводить кратеры на основной металл запрещается. На последний слой многослойного шва накладывают отжигающий валик.
Похожие материалы
www.metalcutting.ru