Как заварить алюминий электродом – Сварка алюминия электродом в домашних условиях
alexxlab | 06.11.2020 | 0 | Вопросы и ответы
Сварка алюминия электродом в домашних условиях
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.

Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого «крылатого» металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
 Прогрев перед сваркой
Прогрев перед сваркойИменно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.

Электроды для алюминия ОЗАНА-2
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 — для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.

Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
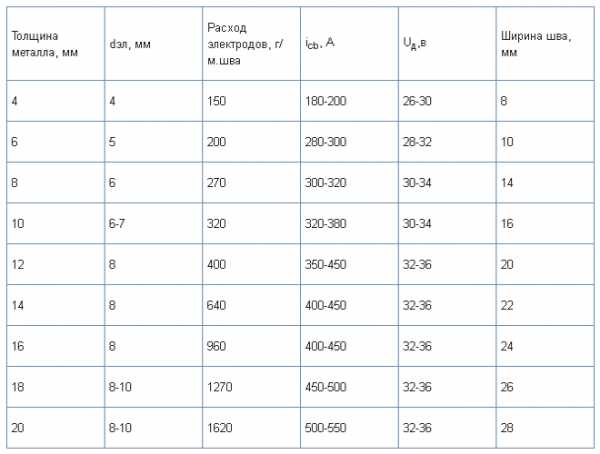
Режимы сварки алюминиевыми электродами
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
svarkagid.ru
Электроды по алюминию: как варить правильно?
Достаточно часто возникает потребность варить алюминий. Данный материал обладает высокой электро- и теплопроводностью, относительно легкой массой, и его сплавы имеют отличные механические свойства. Но сварка алюминия — достаточно трудный процесс. Не каждому под силу его осуществить.

Схема полуавтомата для сварки алюминия.
Но следует учитывать и правильные электроды по алюминию, как варить его правильно.
Особенности работы с алюминием
Таблица характеристик электродов для сварки.
Варить алюминий достаточно трудно, так как он имеет определенные свойства:
- Поверхность алюминиевых листов имеет окисную пленку, которая начинает плавиться только при температуре в 2044° С, а вот сам металл начинает «работать» при температуре в 660° С.
- Сделать цельный шов на алюминии достаточно тяжело из-за того, что данный металл легко окисляется, за счет чего образуется тугоплавкая пленка на каплях. Поэтому при работе с данным металлом необходимо позаботиться о том, чтобы в окружающей среде не было воздуха. Для этого используется электросварка с применением аргона.
- При сварке алюминий очень сильно растекается, поэтому во время процесса необходимо помнить о теплоотводящих подкладках.
- Когда алюминий электродами сварится, то образовываются кристаллизационные трещины. От этого швы значительно слабеют. Такие расколы образуются из-за того, что в составе алюминия присутствует кремний. А поры образуются из-за водорода, который при нагревании также покидает металл.
- Во время сварки швов возникает такой дефект, как деформация формы в процессе затвердения. Это происходит из-за того, что данный металл имеет высокий показатель линейного расширения.
- Для металлообработки алюминия нужен ток, который больше в 1,5 раза, нежели нужен для сварочных работ с другими сталями. Хотя если сравнивать температурные показатели для плавления, то алюминиевый металл имеет более низкую температуру.
- В состав алюминия также могут входить неизвестные сплавы. А это, в свою очередь, может привести к затруднениям с выбором электродов и режимов.
Как варить алюминий правильно?
Схема дуговой сварки.
Сегодня есть три основных варианта сварочных работ по алюминию:
- Режим AC TIG, предназначенный для сварки в среде инертных газов, осуществляется вольфрамовым электродом.
- Режим DC MIG предназначен для среды инертных газов, но уже осуществляется полуавтоматом с автоматической подачей проволоки.
- Режим ММА, во время которого сварка происходит покрытыми плавящимися электродами и при отсутствии защитного газа.
В первую очередь следует помнить, что для выполнения качественной сплавки алюминия необходимо позаботиться об оксидной пленке. Для этой цели используется постоянный или переменный ток, но с обратной полярностью. Таким образом, возникает катодное распыление, под воздействием которого пленка разрушается. Если же ток будет прямополярным, то это никакого эффекта не даст.
Как лучше подготовить алюминий?
Схема аргонно-дуговой сварки алюминия.
Перед тем как приступать к сварочным работам, алюминиевая поверхность должна быть тщательным образом подготовлена к этому процессу. Для этого следует выполнить ряд работ.
В первую очередь стыки поверхности и поверхность в целом обезжириваются и очищаются. На поверхности свариваемого алюминия не должно остаться никакой грязи, масла или жира. Для такой цели используют ацетон, уайт-спирит, авиационный бензин или какой-либо другой аналогичный растворитель.
Может возникнуть необходимость разделать кромки. Это производится в том случае, если толщина листа алюминия превышает 0,4 см. В остальных же случаях металл оставляют таким, какой он есть. Но есть случай, когда алюминий покрыт электродами, тогда его не трогают, если он не толще 2 см. Если же предстоит иметь дело с алюминием тоньше чем 1,5 мм, то следует позаботиться об отбортовках.
Далее удаляется оксидная пленка. Для этого при помощи наждачной бумаги, напильника или металлической щетки (диаметр проволоки не больше 0,15 мм) края сплавляемых деталей (на расстоянии в 2,5-3 см) зачищаются.
Метод сварки алюминия при помощи штучных покрытых электродов
Основные характеристики покрытых электродов для сварки алюминия.
Режим ММА предназначен для сварки, где дело имеется с металлом толще 4 мм. Но данный режим имеет ряд негативных моментов, а именно:
- При таком варианте работ шов имеет не очень высокое качество, так его поверхность будет иметь пористость.
- К тому же во время электросварки наблюдается сильное разбрызгивание металла, что тоже не очень безопасно.
- После окончания проведения работ образовавшийся шлак очень тяжело счищается, а если от него не избавиться, то на поверхности алюминия образуется коррозия.
Но при всем этом покрытыми электродами работают как по обычному алюминию, так и с его компонентами. Раньше для сварочных работ применяли электроды марки ОЗА-1 и ОЗА-2, но сегодня на их замену пришли УАНА и ОЗАНА. Данные электроды разработаны для всех видов сплавов алюминия. Первым электродом работают с металлом технической чистоты, а вторым — с алюминиево-кремнистыми сплавами.
При сварке алюминия в режиме ММА следует применять постоянный ток с обратной полярностью. При этом на 1 мм диаметра электрода должно идти 25-30 А тока.
Чтобы достичь оптимального качества сварки, металл разогревается как минимум до 250-300° С. Но если используются детали более массивного характера, то этот показатель возрастает до 400° С. Процесс подогрева и постепенного охлаждения способствуют получению хорошей плавкости материалов с использованием ослабленного тока. Также такой метод работы не приводит к образованию кристаллических трещин и уменьшает коробление. Если иметь дело с крупногабаритными деталями, то лучше применять локальный нагрев.
Следует знать, что сварочные работы алюминиевым электродом осуществляются в 2 раза быстрее по сравнению с другими, так как они быстрее плавятся. Вследствие этого скорость сварки увеличивается.
В случае обрыва дуги кратер и рабочий конец электрода получают слой шлака.
А он уже будет мешать «поджигать» дугу. Специалисты советуют, чтоб избежать такой неприятности, вся сварка должна проводиться одним махом, без перерывов, в пределах одного электрода. Причем работы по алюминию не требуют колебаний электродом поперечного типа, как делалось бы при работах со сталью.
Чтобы поспособствовать повышению качеству шва, оконченный стык очищается от шлака, промывается горячей водой и зачищается при помощи стальной щетки. Таким образом, из всех микротрещин удалится мусор, который в дальнейшем мог бы привести к коррозии.
Так как покрытые электроды и сварка ими имеют много неприятных особенностей, такой способ применяют достаточно редко. Взамен ему отдают предпочтение аргонной сварке.
Метод электросварки вольфрамовым электродом в среде инертных газов
Положение электрода при сварке.
Режим AC TIG пользуется большой популярностью. Такой способ обеспечивает высокие показатели по прочности, и шов имеет очень эстетичный вид.
Для осуществления такой металлообработки берутся тунгстеновые электроды (сечение — от 1,6 мм до 5 мм) и специальные присадочные прутки (сечение — от 1,6 до 4 мм).
Для достижения качественного эффекта используется аргон или гелий. Главное, чтобы оба газа были максимальной чистоты. Оксидную пленку разрушает дуга, питающаяся переменным током. Во многом на качество проводимых работ влияют правильно подобранное оборудование и его комплектация.
Для правильной плавки металла необходимо соблюдать угол наклона в 70-80° между поверхностью и электродами, а 90° наклона нужны электроду и присадочной проволоки. Необходимо контролировать, чтобы длина дуги была не больше 1,5-2,5 мм.
При правильной сварке горелка идет за присадочным прутком, а не впереди. Таким образом, гарантируется защита шва. Присадочный пруток работает возвратно-поступательными движениями. Ни в коем случае нельзя использовать поперечные движения.
Чтобы был отвод тепла, применяют стальную или медную подкладку, которые выполняют роль радиатора. Сварочная ванна используется маленьких размеров. Во время сварки сварочный ток и инертный газ должны иметь прямо пропорциональный расход.
Аргон подается на 5 секунд раньше, чем поджигается дуга, и выключается на 7 секунд позже, после того как она потухла.
Метод электросварки алюминия полуавтоматом
Сварка алюминия постоянным током.
Режим DC MIG выполняется с применением специального импульсивного аппарата, который помогает справиться с оксидной эзерфолью при помощи импульса высокого напряжения. Такой способ имеет высокий уровень качества шва, так как во время плавления капли алюминия «вбиваются» в сварочную ванную. Но стоимость такой аппаратуры очень высока.
Для выполнения MIG-сварки необходимо помнить о следующих технических особенностях:
- Сплавы алюминия и его сплавы не терпят постоянного тока с прямой полярностью.
- Если в рукаве будут наблюдаться сопротивления, то алюминиевая проволока будет завиваться в петли, так как она мягче, чем стальная. Для избегания такой неприятности необходимо запастись четырехроликовым механизмом подачи, коротким рукавом и тефлоновым вкладышем для него, который способствует снижению сопротивления.
- Чтобы алюминиевая проволока не застревала в токосъемнике, лучше всего подбирать наконечник, диаметр которого будет превышать размер отверстия. Как альтернатива есть специальные токопроводящие наконечники с маркировкой «Al».
- Не следует забывать о правильной скорости подачи алюминиевой проволоки, чтоб она не успевала полностью расплавиться. Алюминий — очень мягкий металл, поэтому плавление у него происходит значительно быстрей, нежели у стали.
Следует помнить, что какой бы режим ни был выбран, марка проволоки должна подбираться под рабочий материал. Чтобы осуществить всю работу качественной, желательно изначально ознакомиться не только с технологией сварки алюминия, но и со всей аппаратурой, которую придется применять во время этого процесса.
moyasvarka.ru
Сварка алюминия электродом возможна в домашних условиях
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки.
Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
- Алюминий текучий металл. В расплавленном состоянии его тяжело контролировать. Особенно непредсказуемым его поведение становится при перегреве. Расплав может запросто разрушить нижний слой твердого металла, и вытечь через трещину. По аналогии с чугуном, начинающим сварщикам рекомендуется использовать прокладки из тугоплавкой стали или керамики. При нагревании крылатый металл не меняет цвет, поэтому его трудно контролировать визуально;
- Самая большая проблема – высокая окисляемость алюминия. На открытом воздухе, молекулы металла образуют вместе с кислородом плотную оксидную пленку на поверхности. Окисел алюминия имеет уникальные свойства – он более прочный, чем сам металл, и отличается тугоплавкостью. Температура плавления намного превышает допустимую при работе с алюминием. К тому же оксидная пленка является хорошим диэлектриком, что препятствует зажиганию дуги. Детали перед сваркой приходится тщательно зачищать, а во время работ использовать инертный газ, препятствующий доступу кислорода;
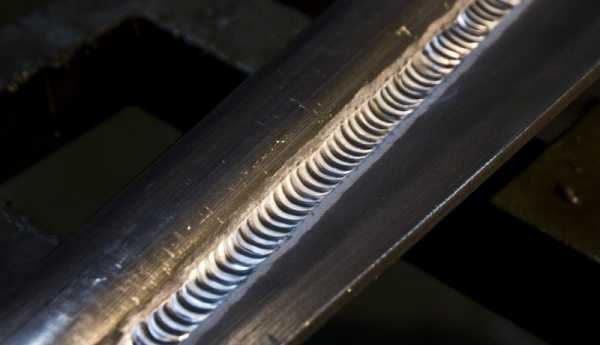
- У алюминия очень высокий коэффициент линейного расширения. При сильном нагреве, зона сварки давит на окружающую массу. Поскольку металл хрупкий, и обладает малой упругостью, возможно появление трещин в пограничных зонах и деформация плоских поверхностей. Сварка алюминия — разница между любительским и профессиональным швами. Слева – качественный шов. Справа – бракованный.
 Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С;
Для защиты от этого явления необходимо тщательно контролировать температуру сварки. Если это сделать невозможно – заготовка предварительно прогревается до 200° — 250°С; - В алюминиевых сплавах содержится водород. При нагреве он активно выделяется и образует в расплаве поры. Это ухудшает прочность шва. Также в соединениях может содержаться кремний. Он формирует мелкие трещины;
- Теплопроводность алюминия почти такая же, как у меди. Термическая энергия от дуги поглощается материалом, и рассеивается в массе. Поэтому сварочный аппарат должен иметь запас по току;
- При застывании расплавленного шва, в его теле образуются так называемые горячие трещины. Это особенность структуры металла – он как бы кристаллизуется, переходя в твердую фазу. Поэтому необходимо добавлять специальные присадки при сварке, особенно – если швы расположены слишком близко друг к другу;
- Алюминиевые сплавы отличаются друг от друга свойствами материала. Это необходимо учитывать при подборе сварочного оборудования.
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.

Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки:
На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок.
Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
Вольфрамовые электроды для TIG сварки алюминия.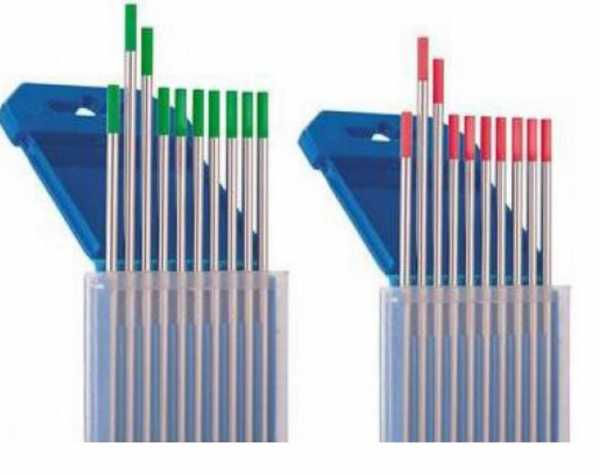 Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении.
Сварка алюминия на производстве.
Шов получается не идеальным, но достаточно надежным.

Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
obinstrumente.ru
Сварка алюминия электродом в домашних условиях
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено.
Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
- Варить «крылатый» металл нужно только с использованием специальных расходников.
- Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку.
Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
- ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем.
- Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении.
- «УАНА» также используют для алюминиевого сплава и литья.
Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды.
Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом.
Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ.
Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность.
Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер.
Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток.
Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники.
Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон.
Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°.
Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала.
Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок.
Как не старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.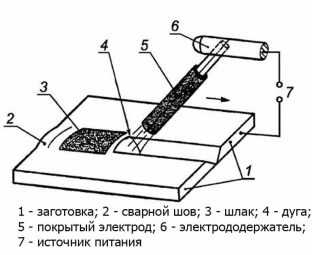
- Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус.
- Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода.
- После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор).
- Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов).
- Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом.
- Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
- Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла.
- Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде.
- Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.
- Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг.
Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее.
При этом используют вольфрамовый стержень в качестве электрода.
Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.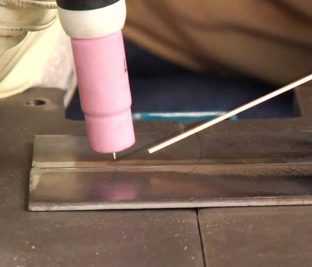
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки.
Присадка подается в зону сварки во время сварочного процесса.
Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде.
Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну.
С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко.
Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев.
Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
А что Вы сможете добавить к материалу этой статьи? Имеете ли Вы опыт сварки алюминия электродами, насколько важно соблюдение всех перечисленных технологий? Если Вы можете что-то добавить — оставьте свои комментарии к этой статье.
wikimetall.ru
105 фото преодоления трудностей при варке металла
Алюминий — это один из самых распространенных металлов. Он имеет небольшой удельный вес, хорошую теплопроводность, высокую стойкость к действиям внешних факторов. Но недостаточная прочность и быстрая окисляемость ограничивают его применение в чистом виде.

Большую популярность снискали сплавы металла с добавлением марганца или кремния. Из них получают неразъемные конструкции с помощью сварки. Статья расскажет о том, как правильно варить алюминий.
Краткое содержимое статьи:
Трудности при сварке алюминия
Большинство сплавов на основе алюминия считаются трудносвариваемыми. На это есть несколько причин:
Наличие на поверхности металла тугоплавкой оксидной пленки, разрушение которой наступает при температуре свыше 20000. Сам же металл плавится при гораздо более низкой температуре — 6600. Такой температурный градиент ухудшает условия для качественного сплавления кромок деталей: сварочная ванна мгновенно покрывается окислами.

В составе металла присутствует водород в растворенном виде. При кристаллизации шва он стремится выйти на поверхность валика. Так образуются характерные для алюминия дефекты — поры. А повышенное содержание кремния увеличивает риск появления горячих трещин.

Значительный коэффициент линейного расширения приводит к деформациям конструкций в процессе охлаждения. Явление получило название «усадка».

Алюминий известен своей жидкотекучестью в расплавленном состоянии, что негативно влияет на свариваемость. Проблему можно решить, используя специальные теплоотводящие пластины и подкладки.

Подготовка изделий к сварке
Предваряющим этапом сварки алюминия является тщательная подготовка кромок к сплавлению. Это важный момент для получения качественного соединения. Следует уделять внимание разделке кромок и их зачистке.

Стыковые швы на металле до 4 мм не нуждаются в разделке. С возрастанием толщины металла до 5 мм и выше применяют V-образный скос с одной стороны детали. Для толстолистового алюминия характерен двусторонний скос в форме «Х». Требуемую конфигурацию кромок получают механически: шлифованием, фрезерованием, строганием.

Цель зачистки — разрушить оксидный слой, очистить поверхность от масел и прочих загрязнений.

Процесс осуществляют двумя способами:

Механическая обработка. Кромки свариваемых деталей зачищают с 2-х сторон на ширину не менее 20 мм щетками металлическими с нержавеющим ворсом или специальными абразивными кругами по алюминию. После чего участки обработки обезжиривают растворителем. Среднее время хранения деталей после мехобработки и обезжиривания до сварки не должно превышать более 3ч.

Химическая обработка. Заготовки подвергают травлению в ваннах с 5-10% раствором NaOH. Травильный шлам (темный осадок) с поверхностей деталей удаляют последующим осветлением в азотной кислоте в течение 5 мин.

Обезжириванию подвергается и присадочный материал.
Способы сварки алюминия
В заводских и домашних условиях распространение получили 3 способа сварки алюминия: сварка плавящимся электродом с защитным газом (MIG), не плавящимся электродом (TIG) в аргоне и плавящимся электродом без газовой защиты.

Каждый вид характеризуется своими особенностями — применяемым оборудованием, расходными материалами, режимами сварки.

Фото сварки алюминия показаны в нашей галерее.

MIG сварка алюминия
Для полуавтоматической сварки алюминия использую как универсальные, так и импульсные инвенторы. Последние позволяют получить очень качественное соединение.

Электродом выступает специальная алюминиевая проволока со сплошным сечением (Св-АМг5, Св-АМЦ и т.д. в зависимости от материала заготовок), подающаяся в сварочный аппарат с помощью роликов.

Параметры сварки — постоянный ток, обратная полярность. Для защиты ванны в зону сварки подают аргон или его смеси с гелием или углекислотой в соотношении 80/20% соответственно.

Режимы сварки (величину тока, расход газа, напряжение дуги, вылет электрода) подбирают по справочникам, исходя из толщины свариваемых деталей.

Как варить алюминий полуавтоматом? Ответ зависит от пространственного положения и вида соединения. Так, для стыковых швов без скоса кромок в нижнем положении сварку ведут без поперечных колебаний электрода. При многослойной сварке деталей с разделкой последние швы накладывают с небольшими поперечными перемещениями электрода.

Для предотвращения образования на концах шва кратеров используют выводные планки.

TIG сварка алюминия
Данная технология предусматривает применение вольфрамового неплавящегося электрода диаметром 1,6-5 мм в зависимости от толщины заготовки и присадочного материала, в качестве которого выступает аналогичная по диаметру алюминиевая проволока или прутки.

Защитный газ — аргон повышенной чистоты. Оборудование — аргонодуговой инвентор, например TRITON ALUTIG 200Р AC/DC.

Несколько советов, как варить алюминий аргоном:
Наклон электрода к детали должен быть в диапазоне 70–800, а угол между присадкой и вольфрамовым стержнем около 900. Рекомендуемая длина дуги от 1,5 до 2,5 м. При наложении швов первой перемещается присадка, а за ней горелка.

Для исключения перегрева металла, сквозных прожогов тонколистовых заготовок, под ними располагают медные пластинки, которые эффективно отводят тепло. В зону сварки аргон подают за 3-4 сек. до начала прохода, а прекращают подачу спустя 5-7 сек. после обрыва дуги.

В сравнении с полуавтоматической сваркой, сварка не плавящимся электродом на правильно подобранных режимах уменьшает коробление изделий и снижает трудоемкость зачистки. Но чуть более длительная по времени.

Сварка плавящимся электродом без газовой защиты
Варить алюминий в домашних условиях можно электродами марок УАНА и ОЗАНА с щелочно-солевым покрытием.

Работы проводят на постоянном токе обратной полярности. Значение подбирают в соответствии с соотношением: с увеличением диаметра электрода на 1мм увеличивается ток на 25-30 А. Так, для стержня диаметром 3,2 мм диапазон тока 80-100 А. Многие производители указывают оптимальные режимы сварки на упаковках электродов.

Для сварки небольших, но толстолистовых деталей необходим предварительный подогрев. Для сварки крупногабаритных изделий используют локальный прогрев с помощью газовых горелок. Мероприятия направлены на снижение вероятности образования кристаллизационных трещин и коробления.

Перед сваркой электроды прокаливают в печах или электропеналах. Сварку ведут короткой дугой, обрыв дуги до завершения сварного шва нежелателен.

После завершения одного прохода шлак с поверхности шва отбивают при помощи зубила или молотка. Сварку по шлаку не производят.

Технология сварки алюминия имеет свои нюансы, ее освоение займет некоторое время. Конечный вид изделия, презентабельность, геометрия сварного шва, наличие наружных и внутренних дефектов полностью зависит от соблюдения всех правил и рекомендаций подготовительных и сварочных работ.

Фото рекомендации как варить алюминий
































Также рекомендуем посетить:
Инструменты из раздела:
zdesinstrument.ru
Свариваем алюминий без аргона своими руками
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила – блестящая, так как состоит преимущественно из алюминия, покрытие – белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:
- – варить листовой алюминий;
- – алюминиевый профиль;
- – ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- – любые сварочные работы бочек или резервуаров;
- – сваривать токопроводящие шины;
- – и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
sdelaysam-svoimirukami.ru
Как и чем варить алюминий
Сварочный инструмент
Сварке поддается практически любой металл, главное – знать, какие техники и режимы для этого использовать, какие присадки обеспечат ровный и надёжный шов. Далее мы рассмотрим высокотехнологичные, а также доступные даже в домашних условиях способы сварки.
1
Возможные проблемы при сварке алюминия
Благодаря своим характеристикам этот материал широко применяется в различных областях человеческой деятельности. В частности, среди других металлов его выгодно выделяет небольшая удельная масса – всего 2,7 г/см³. Алюминий является отличным проводником благодаря высокой тепло- и электропроводности, однако именно эти свойства зачастую препятствуют его сварке в обычных режимах. Из-за большой тепловой проводимости постоянно присутствует угроза прожога. Однако мощность тока требуется, по меньшей мере, в 3 раза большая, чем для сваривания стальных элементов, нужно лишь не допускать чрезмерного перегрева в точке расплава.
Профессиональная сварка алюминия аргонодуговой сваркой
Второй помехой для сварки является разная температура плавления самого алюминия и его окисла на поверхности. Для того чтобы расплавить металл, нужно всего 660 градусов, а для внешней плёнки требуется уже 2044 градусов. Из-за такой высокой тугоплавкости даже при образовании ванны жидкого алюминия под воздействием дуги электрода плёнка будет препятствовать свариванию, расплав станет распадаться на отдельные капли. Чтобы избежать этого, используются специальные подготовительные процедуры, позволяющие облегчить плавление алюминия. А непосредственно в процессе работ, чтобы защитить ванну от воздушной среды можно использовать аргон.
Также некоторую сложность создает повышенная текучесть металла при расплавлении, причём плёнка окисла никуда не исчезает, что, как уже говорилось ранее, мешает при работе. Получается, что при образовании ванны расплавленного алюминия она тут же заполняется жидкой массой, но потёки от разных фрагментов металла из-за окисла не смешиваются. Ниже в статье мы рассмотрим способы, как бороться с подобным явлением. И, наконец, с чем предстоит столкнуться при сварке алюминия – это появление трещин при кристаллизации в момент застывания, а также высокая степень усадки. И это уже неизбежные факторы, которые можно лишь уменьшить правильным подбором режима и выполнением определенных правил.
2
Основные способы сварки алюминия – краткий обзор
Наиболее распространенным считается вариант с использованием вольфрамовых электродов, с защитой ванны расплава при помощи инертного газа. Таким образом, пресекается дальнейший процесс окисления. Как правило, в таких случаях используется аргон. Допускается и сваривание алюминиевыми электродами марок УАНА или ОЗАНА с покрытием, которое выделяет газовое облако вокруг ванны расплава при сгорании. Однако второй вариант обычно связан с образованием большого количества брызг и шлака, что компенсируется возможностью осуществления в домашних условиях.
Если вы не можете достать специальные электроды, возьмите алюминиевую проволоку от электрокабеля и обмажьте смесью перетертого мела и жидкого стекла, так, чтобы слой составлял около 1,5–2 миллиметров, после чего тщательно просушите.
Ещё один способ – полуавтоматический, с подачей сварочной проволоки через специальный пистолет-держак. В этом случае струя газа вырывается из специального кольцевого сопла вокруг канала, по которому поступает присадка, что обеспечивает качественную защиту расплава алюминия от контакта с воздухом. Однако проволока подойдет не любая, а только соответствующая свариваемому металлу, то есть в нашем случае – алюминиевая. Наиболее популярные марки ER4043 и ER5356, желательно выбирать с диаметром 1,2 или 1,6 миллиметра. Работать на полуавтомате лучше в импульсном режиме, поскольку именно так можно мгновенно расплавить оксидную пленку.
3
Подготавливаем поверхность к работе – чистка и нагрев
Выше мы отметили такие проблемы, как сопротивление окисной пленки плавлению и растрескивание швов в процессе кристаллизации металла из-за быстрого остывания. С первой проблемой можно справиться самым элементарным образом. Прежде чем заварить алюминий, нужно полностью обезжирить заготовку, окунув ее на некоторое время в щелочную ванну. Для этого смешиваем в 1 литре воды 50 граммов карбоната натрия, столько же тринатрийфосфата (по возможности – технического) и 30 граммов жидкого стекла. Далее в металлической ёмкости нагреваем смесь до 65 градусов и только потом опускаем в неё подготавливаемый для сваривания алюминий. Впрочем, можно обойтись и ацетоном либо уайт-спиритом.
Максимум через 5 минут, а в идеале – через 3, извлекаем заготовки и приступаем к обработке тех кромок, где будет проходить сварочный шов. Данный этап необходим для избавления от окисной плёнки. Используем металлическую щётку, которая может применяться как для работы вручную, так и в виде насадки на шлифовальную машинку и на дрель. Тщательно снимаем тонкий слой металла, при этом не надавливаем в процессе обработки, чтобы частицы плёнки не остались в царапинах, которые обязательно образуются при чистке. По окончании подготовки снова обрабатываем поверхность органическим растворителем или погружаем на 2 минуты в щелочную ванну.
Снятие оксида алюминия в щелочном растворе
Теперь осталось защитить сварное соединение от трещин наряду с усадкой. Для этого перед тем, как заварить алюминий, тщательно нагреваем его. Можно использовать газовую горелку или открытое пламя в горне, но не муфельную печь, где изделие просто расплавится. Температура нагрева – от 110 до 150 градусов. Если соединяете разные по толщине заготовки, начинать надо с более толстой, чтобы прогрев был равномерным. Если начинать в обратном порядке, тонкая деталь остынет раньше, чем нагреется более массивная. Нагрев нужен еще и потому, что между кристаллами алюминия содержится некоторое количество влаги, которую обязательно нужно выпарить, чтобы уменьшить количество брызг при сварке. При необходимости после нагрева можно ещё раз слегка обработать поверхность металлической щёткой.
4
Как варить алюминий электродом – основные тонкости работы
Данный способ подходит только в том случае, если вам необходимо соединить сваркой заготовки, толщина которых более 4 миллиметров. Дело в том, что более тонкие детали можно очень легко прожечь. Однако и в том случае, когда шов выполнен по всем правилам, электродуговая сварка инвертором с помощью электрода даёт довольно ноздреватое соединение алюминиевых заготовок. То есть герметичность швов будет невысокой. О брызгах и большой степени зашлакованности мы уже упоминали выше.
Сварка алюминиевых деталей при помощи электрода
Первое и основное правило, позволяющее добиться положительного результата – установить обратную полярность при сварке. То есть если обычно на заземление дается минус, а на держак – плюс, то в случае с алюминием делаем наоборот. Далее на каждый миллиметр диаметра электрода выставляем порядка 30 Ампер тока, иначе говоря, для присадочного материала 0,4 сантиметра должно быть подано 120 Ампер со сварочного трансформатора. Скорость движений – обязательно высокая, чтобы избежать прожогов, тем более что электроды для сварки алюминия чрезвычайно быстро плавятся. Поперечные колебания кончиком присадки делать не надо, это приведёт к чрезмерному нагреву металла и повысит вероятность возникновения прожога.
Обязательно оббейте шлак сразу после окончания сварки, затем вымойте шов подогретой водой и жесткой щеткой. После чего обработайте металлической щеточной насадкой для болгарки, чтобы полностью исключить наличие остатков зашлакованности.
5
Несколько секретов для качественного соединения
Для достаточно толстых заготовок обязательно выполняют разделку кромок, для чего нужно сточить или срезать при помощи пилы либо плазмореза край до угла в 45 градусов. Данная величина не критична и допускаются отклонения в большую или меньшую сторону. Но надо помнить, что чем меньше угол наклона кромки, тем шире будет линия расплава. Кроме того, надо обязательно оставлять небольшой промежуток, порядка 2 миллиметров, между заготовками, толщина которых превышает 7 миллиметров. А при заваривании лопнувшего металла или трещины либо случайной прорези, её надо несколько расширить и углубить, чтобы не получить поверхностный шов. Когда всё готово к работе, прихватываем заготовки в начале и в конце шва. Это позволит сохранять неизменным зазор между деталями, равно как и ширину шва в целом.
Начиная расплав, держим электрод под углом 90 градусов, что необходимо для заполнения ванны быстро стекающим с краев металлом. Дуга максимально короткая, при этом следует не утыкать присадочный материал в шов, чтобы не произошло заливание, и не погас факел. В обоих случаях поверхность расплава, равно как и кончик электрода, быстро покроются шлаком, что не позволит снова зажечь дугу. Если толщина металла большая и потребовалась глубокая разделка, сначала проводится первичный шов, а затем в несколько приёмов наплавляется достаточное количество алюминия, чтобы заполнить весь промежуток между кромками. После каждого наложенного шва обязательно тут же сбивается шлак – специальным молоточком с очень острой кромкой, как у столярного тесла.
obustroen.ru