Как заварить силуминовую деталь – Сварка и пайка силумина в домашних условиях
alexxlab | 17.10.2020 | 0 | Вопросы и ответы
Сварка силумина аргоном в домашних условиях: интересные технологии
Оглавление:
- Аргонодуговая сварка
- Подготовка металла к свариванию
- Сварка плавким электродом
- Вывод
- Интересное видео
В наше время все чаще встречаются изделия из силумина. Силумин – это сплав алюминия с кремнием и еще с некоторыми примесями. Процент кремния в сплаве может составлять от 4% до 22%. По сравнению с алюминием, данный сплав имеет более высокую прочность одновременно с хорошими литейными свойствами.

Силумин, в отличие от алюминия, не имеет такой эластичности и является достаточно хрупким материалом. Изделия из такого сплава при сильных механических нагрузках просто лопаются. В связи с этим, у многих людей возникает такой вопрос, как сварка силумина. Сварить силумин можно двумя способами:
- Аргонодуговой сваркой;
- Сваркой плавящимися электродами.
Неопытному человеку может показаться, что сварка силумина – простая задача. На самом деле это не так. Такая сварка имеет некоторые нюансы.
Аргонодуговая сварка
Сварка силумина аргоном является более крепкой, чем сваривание электродом. Сплав при нагревании окисляется и создает на поверхности жароустойчивую пленку, которая не позволяет надежно скреплять части между собой.
Для исключения возможности появления этой пленки применяется аргон. Аргон является инертным газом. Это значит, что он не входит в реакцию с другими газами, веществами и воздухом. Этот газ тяжелее воздуха, что позволяет ему вытеснять весь воздух из сварочной ванны во время сварки.
ВАЖНО: Выполнять сварку силумина при сильном ветре невозможно, так как ветер будет сдувать аргоновое облако, необходимое для нормального сварочного процесса. Идеальным местом для аргоновой сварки является закрытое помещение.
Технология сварки силумина аргоном требует наличия соответствующего оборудования. К такому оборудованию относятся:
- Инвертор. Это сам сварочный аппарат для ручной дуговой сварки;
- Баллон. Необходим для хранения и использования газа. В данном случае аргона;
- Горелка. Для такой сварки нужна специальная горелка, совмещающая в себе дуговую и газовую сварку;

- Редуктор. Он позволит выдерживать необходимое давление газа на выходе из баллона.
Также для сварки понадобится силуминовая проволока. Она нужна в качестве присадки.
Подготовка металла к свариванию
Перед началом процесса свариваемые заготовки необходимо подготовить. Для этого, в местах, которые будут прилегать друг к другу, края металла нужно зачистить. В этом случае, можно применять наждачную бумагу, щетку по металлу, шлифовальные круги и т. д. После зачистки следует обработать детали химическим составом для полного удаления оксидной пленки. Для этих целей подойдет бензин или любой растворитель.
Сварка производится путем расплавления металла и присадочной проволоки в единую жидкую массу, которая после остывания надежно скрепит детали между собой. Присадку во время процесса необходимо подавать под углом и вдоль шва. Продвижение горелки и подача проволоки должны быть плавными и одновременными.
ВНИМАНИЕ: Нельзя подавать в сварочную ванну сразу много присадки. В таком случае, металл будет разбрызгиваться, и качество сварки заметно ухудшится.
Сварка плавким электродом
Сварка силумина в домашних условиях возможна и без оборудования для аргонодуговой сварки. Можно сварить детали при помощи плавящихся электродов. Такие электроды изготовлены из щелочно-солевой оболочки, внутри которой находится силуминовый сердечник. Такая сварка является мене качественной, чем аргоновая.
Перед сваркой плавким электродом необходимо не только зачистить заготовки, но и прогреть их примерно до 300 градусов. Электроды, желательно, нагреть до 150 градусов. При сварке от электрода на шве образуется много шлака. Его необходимо очищать с металла для нормального контроля над качеством шва.
Вывод
Сваривать силумин может научиться каждый человек. Качество сварки напрямую зависит от опыта работы сварщика с данным материалом. Только постоянно работая с таким сплавом, можно добиться качественной и прочной сварки.
Интересное видео
osvarka.com
Сварка силумина аргоном
На первый взгляд кажется, что сварка силумина представляет собой простой метод соединения деталей, но на практике может появиться много трудностей. При сваривании сплав нагревается и окисляется, что снижает возможность соединения частей детали из силумина. Поэтому для сварки применяется аргон, который обеспечивает защиту процесса сваривания от окисления, в результате чего сплав будет лучше восстанавливаться.

Схема точечной сварки алюминия.
Силумин — это сплав алюминия и кремния, из которого производят детали сложной формы. Сплав обладает прекрасными литейными и механическими свойствами.
Достоинства силумина:
- высокая прочность металла;
- износостойкость;
- коррозионностойкость.
Как работает аргонодуговая сварка?
Схема аргонно-дуговой сварки алюминия.
Аргонодуговая сварка объединила в себе электрическую и газовую сварку. Электрическая дуга является источником нагрева, посредством которой расплавляются и свариваются кромки сплава.
Аргон почти не участвует в реакции с силумином и другими газами в месте работы дуги, потому его и называют инертным.
Однако есть одна особенность: в процессе сварки на обратной полярности от атомов аргона происходит отделение электронов, поэтому среда в месте работы дуги становится плазмой, проводящей электрический ток.
Сварка аргоном в домашних условиях возможна посредством как плавящегося, так и неплавящегося вольфрамового электрода. Данный метод позволяет надежно соединить материалы из силумина.
Вернуться к оглавлению
Аргонная горелка
Сердцем аргонной горелки является неплавящийся электрод, выполненный из вольфрама, выступающий за пределы корпуса горелки на 2-5 мм. Держатель для электрода расположен внутри горелки. Перед тем как приступить к работе, свариваемые детали необходимо хорошо прогреть.
Вернуться к оглавлению
Вольфрамовые электроды
Вокруг электрода устанавливается керамическое сопло, из которого поступает аргон. Также необходима присадочная проволока из силумина. Перед тем как приступить к свариванию, нужно тщательно зачистить поверхность деталей шабровкой, металлической щеткой или пескоструйным аппаратом и обработать химическим раствором, а именно промыть кромки каустической содой или бензином. Таким образом удастся свести к минимуму возможность образования оксидной пленки. Если вы отдаете предпочтение соде, то потом необходимо промыть деталь проточной водой.
Схема устройства горелки для сварки.
Сначала на свариваемую деталь подается «ноль», как и при электросварке. Если детали небольшого размера, «ноль» можно подвести к металлической поверхности. Присадочная проволока подается отдельно. Перед тем как купить присадочную проволоку, следует ознакомиться с физико-химическими свойствами силумина.
В правой руке следует держать горелку, а в левой — присадочную проволоку. На корпусе горелки должна быть установлена кнопка, при нажатии на которую подается ток и газ. Газ следует подавать за 15 сек до начала работы. Далее нужно опустить горелку с электродом максимально близко к поверхности свариваемых частей сплава для того, чтобы появилась электрическая дуга, которая расплавляет присадочную проволоку и кромки свариваемых частей детали. В конце сварочного процесса производится заваривание кратера путем снижения силы тока. Для этого используется реостат, а газ следует перекрывать через 10 сек после завершения работ.
Вольфрамовый электрод необходимо держать максимально близко к поверхности свариваемых деталей для создания наиболее короткой дуги. Таким образом достигается большая глубина проплавления силумина и более качественный шов. Присадочную проволоку необходимо подавать постепенно, проводя медленно горелкой вдоль шва, от этого зависит качество шва.
Не следует быстро подавать присадочную проволоку, поскольку это приведет к разбрызгиванию сплава. Ее следует подавать под углом перед горелкой, не допуская поперечных движений для обеспечения ровного и узкого шва.
Характеристики вольфрамовых электродов.
Важно отметить, что зажигание дуги при сварке неплавящимся электродом не допускается касанием о свариваемую поверхность. И вот почему.
Из-за высокого потенциала ионизации аргона не удается в полной мере ионизировать расстояние между силумином и электродом за счет искры от касания.
При использовании плавящегося электрода ситуация несколько иная: при попытке зажечь дугу посредством касания о поверхность в зоне сваривания появляются пары железа с более низким потенциалом ионизации, чем у аргона. Происходит загрязнение электрода из-за касания им поверхности свариваемых деталей.
Чтобы зажечь дугу неплавящимся электродом, необходим осциллятор, подключение которого нужно выполнить параллельно источнику питания.
Посредством осциллятора на электрод подаются импульсы высокого напряжения и высокой частоты, благодаря чему происходит ионизация дугового промежутка. Напряжение в сети 220 В и частоту 55 Гц осциллятор преобразует в 2000-6000 В с частотой 150-500 кГц, благодаря чему легко зажечь дугу.
Вернуться к оглавлению
Как модернизировать обычный сварочный аппарат для аргонодуговой сварки?
Схема сварочного осцилятора.
Как правило, аргоновая сварка в домашних условиях производится на модернизированном аппарате.
Для этого понадобятся дополнительные устройства, которые обеспечат высокое качество сварочного процесса.
Осциллятор — это агрегат, необходимый для бесконтактного зажигания электрической дуги, поддерживающий стабильную дугу даже при переменном токе.
Он генерирует разряд мощностью до 8 кВт, пробивающий дуговой промежуток.
Балластный реостат понадобится для регулирования силы тока.
Вернуться к оглавлению
Достоинства метода
- область нагрева силумина не велика, что исключает возможность деформации заготовок;
- удельный вес аргона гораздо выше, чем у воздуха, поэтому обеспечивается надежная защита свариваемых поверхностей от попадания кислорода из воздуха;
- тепловая энергия, выделяемая дугой, позволяет ускорить проведение работ;
- общедоступность, благодаря простоте технических приемов;
- возможность соединения деталей, которые невозможно сварить другим способом и получить аккуратный шов.
Вернуться к оглавлению
Недостатки метода
- при сильном ветре снижается защита швов, так как часть аргона будет просто сдуваться воздушным потоком;
- если работы проводятся с использованием дуги высокой силы тока, понадобится дополнительное охлаждение;
- необходимость приобретения сложного оборудования для работы;
- некоторые сложности точной настройки.
Вернуться к оглавлению
Меры предосторожности
- Во время работы необходимо использовать средства индивидуальной защиты, такие как маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовая сталь.
- Тщательно заизолировать все элементы, включенные в электрическую цепь.
- Запрещено производить работы в помещениях, в которых хранятся легковоспламеняющиеся вещества и предметы.
Помещение, в котором проводятся сварочные работы, должно хорошо проветриваться, чтобы избежать отравления газами.
Таким образом, соединение силумина в домашних условиях представляет собой довольно трудоемкий процесс, требующий определенных навыков. Новички должны изучить основные правила сварки, а также особенности ее технологии. Человек, не обладающий достаточным опытом, может допустить много грубых ошибок, поэтому необходимо обладать соответствующими навыками.
Несмотря на сложность работы, силумин является востребованным сплавом и применяется во многих отраслях, благодаря отличным физико-химическим свойствам. Также в процессе сваривания могут иметь место и отрицательные факторы. Поэтому в настоящее время наибольшую распространенность и получил аргонодуговой способ. Сварить деталь из силумина сможет даже новичок при условии соблюдения инструкции.
expertsvarki.ru
Сварка силумина и дюралюминия – обзор способов
Алюминий и его сплавы, в силу особенностей характеристик и свойств материала, обрабатываются специальными методами. Сварка силумина или дюралюминия потребует от мастера не только особых знаний, но и специализированного оборудования. Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Особенности сварки алюминиевых сплавов
Силумин содержит в своем составе до 22% кремния, он намного прочнее алюминия, обладает повышенной износоустойчивостью, но уступает по крепости дюрали — сплаву алюминия с медью, марганцем и магнием. Однако силумин устойчивее к коррозии, поэтому широко применяется в кораблестроении.
Алюминий имеет высокую теплопроводность, поэтому сваривать его обычными электродами для черных металлов затруднительно. Шлак не успевает удаляться из раскаленного металла и шов получается некачественным.
Трудности сварки алюминия:
- перед сваркой детали из алюминиевого сплава прогревают до 300-400°C;
- электроды перед сваркой прокаливаются при температуре 100-200°C;
- тугоплавкий оксид с температурой плавления 2050°С, образовывающийся на поверхностях, затрудняет работу;
- высокая рабочая температура снижает прочность соединения;
- высокий коэффициент линейного расширения приводит к деформациям.
Применение различных технологий, дополнительных химических средств, инертных газов позволяет практически полностью избавиться от перечисленных недостатков и получать качественные соединения.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Разновидности сварки алюминиевых сплавов
В промышленности, мастерских и быту используется три основных метода сварки сплавов алюминия:
- полуавтоматом с подачей проволоки в среде защитных инертных газов — DC MIG;
- электродами из вольфрама в среде защитных инертных газов AC TIG;
- покрытыми электродами без применения инертных газов — MMA;
- газовой горелкой с покрытыми электродами без аргона.
Каждый метод соединения металлов имеет свои преимущества и недостатки и предназначен для различных задач.
Сварочные полуавтоматы
Полуавтоматы для сваривания алюминия работают в импульсном режиме. Высоковольтный импульс напряжения разрушает оксидную пленку. Между импульсами происходит разогрев металла, капля затекает в сварочную ванну и образовывает качественный шов.
Принципиально полуавтомат для алюминия не отличается от устройств для сварки черных металлов, которыми некоторые умельцы варят силумин и дюраль. Но следует учитывать технологические особенности:
- алюминий и его сплавы не сваривают постоянным током с минусовой полярностью на электроде, только с плюсовой;
- необходимо использовать механизм подачи проволоки с 4 роликами и тефлоновым вкладышем, иначе проволока будет путаться;
- скорость подачи проволоки должна быть в 2-4 раза выше, чем в аппаратах для сварки стали.
Полуавтоматы для сварки сплавов алюминия намного дороже аппаратов для черных металлов, поэтому иногда дешевле модернизировать обычный сварочник для универсального использования.
Метод быстрый, но уступает по качеству шва дуговой сварке.
Сварка вольфрамовыми электродами
Дуговой метод сварки вольфрамовыми электродами подразумевает использование аргоновой среды. Такой метод обеспечивает наиболее качественное и аккуратное создание шва.
Чтобы не образовывалась оксидная пленка, процесс происходит в защитной среде инертного газа — аргон. Возможно использование и других газов, как ксенон, криптон, азот, но они дороже и их использование может быть оправдано только специальными условиями.
Сварка дюралюминия вольфрамовым электродом с использованием трехфазной дуги повышает эффективность работы в 3-5 раз и позволяет сваривать детали толщиной 3 см в один проход. При обычном подключении за один проход можно сварить поверхности толщиной до 0,3 см.
Сварка покрытыми электродами без защитных газов
Такой метод сварки позволяет производить работы там, где использование газов не рекомендуется или запрещено:
- труднодоступные места;
- на улице;
- внутри резервуаров.
Электрод с внутренним стержнем, близким по составу к свариваемым металлам, покрывается хлористыми и фтористыми солями натрия и калия, криолитом. В процессе, при испарении, внешний слой электрода создает защитную среду.
Сварка покрытыми электродами не требует громоздкого оборудования, газовых баллонов и достаточно дешева.
Бытовой метод сварки без аргона
Метод чаще называют пайкой, потому что в процессе не используется электричество, но соединение деталей из алюминия и его сплавов получаются достаточно крепкими. Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Процесс соединения деталей или заделки трещин прост. Разогреваете деталь до температуры, пока стержень с припоем не начнет плавиться, заливайте припоем щели, соединяйте поверхности. Но не нужно забывать предварительно очистить детали от оксидной пленки.
Если вы профессионал в процессах сварки алюминия и вам есть что дополнить или поспорить, то присоединяйтесь к дискуссии в блоке комментариев.
wikimetall.ru
Холодная сварка для алюминия, его сплавов, силумина
Алюминий считается одним из самых распространённым металлов на данный момент. Используют этот металл в разных отраслях, благодаря его характеристикам. Однако, далеко не всегда удаётся состыковать алюминиевые детали с помощью сварки. Соединение на болтах будет ненадёжным для этого металла. Из-за этого большую популярность получила холодная сварка для алюминия.

Высокотехнологичное соединение алюминия клеем «Холодная сварка»
Холодная сварка алюминия представляет собой соединение деталей с помощью специальной клеевой смеси. Благодаря ей, получается надёжное соединение без нагревания металла.
В качестве связывающей смеси выступает эпоксидный компаунд. Он представляет собой густую массу, по консистенции напоминающую мастику. Холодная сварка для алюминия состоит из эпоксидной смолы насыщенной металлическим порошком. Благодаря его содержанию в смоле, увеличивается показатель прочности затвердевшего состава. Склеенное место может быть прочнее, чем сам материал.
Помимо основного компонента (эпоксидной смолы) в упаковке есть второй компонент. Это специальный отвердитель, который при перемешивании с “эпоксидкой” вступает в реакцию и состав начинает застывать. В промежуток времени от 10 до 30 минут, мастер должен успеть нанести смолу на детали и соединить их. Далее нужно прижать отдельные детали вместе на 15-20 минут (в некоторых клеях время фиксации для отвердевания доходит до 40 минут).
Совет! Приступать к дальнейшим работам желательно через 2-3 часа после нанесения клеящей смеси. Полного застывания эпоксидной смолы нужно ждать как правило, не меньше суток.
Важно помнить о том, что как высокотемпературная так и холодная сварка это вредные процессы, которые требуют индивидуальной защиты человеческого организма. При взаимодействии с клеями, нужно чтобы помещение хорошо проветривалось, рядом не было открытого огня. Для защиты органов дыхания следует одевать респиратор. Чтобы не получить раздражение слизистой оболочки глаза, желательно одевать защитные очки. При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
У клеевых смесей есть ряд серьёзных преимуществ:
- Не требуется покупать дополнительное оборудование и искать точки подключения к сети.
- С эпоксидной смолой сможет работать любой человек без каких-либо навыков. На упаковках указывается пошаговая инструкция. Этого нельзя сказать про сварку с помощью электрооборудования.
- Отвердевший клей образует прочный шов, который немногим уступает сварочным соединениям.
- Затвердевшие составы устойчивы к коррозийным процессам, воздействию влаги, масел и топлива.
- Спустя 20-60 минут получается прочное соединение.
- Холодная сварка считается экономичным вариантом для починки разнообразной техники.
При использовании сварочных автоматов, соединяемый металл подвергается воздействию высоких температур и сильной деформации. Этих недостатков лишена холодная сварка. Однако, клей нельзя использовать при починке сосудов с высоким давлением и емкостей, которые часто подвергаются смене окружающей среды (влажность, температура).
Холодная сварка ASTROhim для алюминия, серия Total Bond
ASTROhim – холодная сварка для алюминия. Используется для проведения различных видов ремонтных работ. Помимо алюминия, этот состав эффективно соединяет деревянные, стальные и керамические детали в разных комбинациях.
Этапы выполнения работ с помощью холодной сварки ASTROhim:
- Очистить рабочие поверхности от грязи, пыли. Ржавчину снять с помощью наждачной бумаги, обезжирить и просушить.
- Далее нужно смочить руки под проточной водой, отрезать часть эпоксидного стержня, смешать его с отвердителем и разомнуть в ладонях.
- Нанести готовый состав на склеиваемые поверхности. Прижать их на 15 минут.
Если нужно восстановить резьбу, нужно намазать готовую смесь на старую часть резьбы, и вкрутить болт. Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.
Характеристики:
- Жизнеспособность смеси после смешивания компонентов – 7 минут. Температура в помещении должна быть около +20° С.
- Время схватывания – 20 минут.
- Проводить другие работы можно через 1,5 часа.
- Сохраняет свои свойства при температуре от -60 и до +150° С.
Отвердевает клей быстрее при нагревании и медленнее при снижении температуры.

В этой серии выпускается «Холодная сварка ASTROhim термостойкая» — высокотемпературная холодная сварка для алюминия, силумина. Надежно ремонтирует детали из других цветных и черных металлов, также керамики, рабочая температура от -60° С до +250° С.
Герметик (холодная сварка) Анлес Унипласт-универсал 20гр алюминий
Эпоксипластилин, суперкомпаунд. Анлес Унипласт-универсал – представляет собой холодную сварку на основе алюминия. Используется для скрепления заготовок из различных металлов (цветных и черных), восстановления резьбы, ремонта сантехнических труб и емкостей для хранения топлива. Это двухкомпонентный состав, который состоит из отвердителя и эпоксидной смолы. Основа дополнительно усиливается алюминиевой или бронзовой пылью.
Этапы работы с Анлес Унипласт-универсал:
- Рабочая поверхность очищается от грязи и ржавчины. Обрабатывается наждачной бумагой. Затем поверхность обезжиривается и просушивается.
- Отвердитель и основу нужно отрезать в равных частях, перемешать до получения однородной массы и нанести на склеиваемые детали.
- Зафиксировать место склейки с помощью жгута или положить под груз.
Продолжать работы рекомендуется спустя 24 часа. Имеет высокие электроизоляционные свойства.
Характеристики:
- Жизнеспособность готового состава – около 25 минут. Температура +20° С.
- Максимальная прочность соединения наступает спустя сутки.
- Холодная сварка устойчива к длительному воздействию воды, бензина и масел.
- Выдерживает температуры от -40 и до +120° С.
Работать с этим клеем нужно в хорошо проветриваемом помещении и вдали от источников огня.
Weicon Repair Stick ST Aluminium. Ремонтный стержень
Weicon Repair Stick ST Aluminium – представляет собой ремонтный стержень, который используется для починки сантехнических труб, исправления визуальных повреждений на обшивке судов, лодок, автомобилей и оконных рам. Стержень состоит из эпоксидной смолы с медным наполнителем. Относится к ремонтным стикам.
Этапы работы с холодной сваркой Weicon Repair Stick ST Aluminium:
- Поверхность соединяемых деталей очищается от грязи, обрабатывается наждачной бумагой, обезжиривается.
- С помощью канцелярского ножа нужно отрезать от стержня требуемую часть, смочить руки и разомнуть в пальцах клей.
- Нанести на сломанную часть и прижать на 20 минут.
Желательно продолжать работы со склеенным изделием спустя сутки.
Характеристики:
- При 20 градусах, жизнеспособность состава – 4 мин.
- Устойчивость к температурам от -50 до +120° С.
- Полное время отвердевания – 24 часа.
Работать с клеящим составом можно от +10 до +35° С.
Сварка холодная «Быстрая сталь» METALFIX LAVR 60гр
«Быстрая сталь» METALFIX LAVR – двухкомпонентная смесь, которую используют для соединения черных и цветных металлов, бетона, дерева, пластика, гранита и различных полимерных материалов. Также эту холодную сварку используют для починки сантехнических труб, ремонта автомобилей и промышленного оборудования.
Применение:
- Поверхности склеиваемых деталей очищаются от слоя пыли и ржавчины. Далее она обрабатывается с помощью крупнозернистой «наждачки».
- Нужно обезжирить поверхности и высушить.
- Отрезать часть эпоксидной смолы и тщательно размять её в ладонях.
- Нанести смесь на склеиваемые поверхности, растереть её до нужной формы любым плоским предметом.
Чтобы продолжать работы, нужно выждать всего 1,5 часа. Не уступает по прочности сварному шву. Устраняет течи бензобаков, радиаторов, картеров двигателя и коробки передач.
Характеристики:
- Частично схватывается клей за 15 минут.
- Устойчив к длительному воздействию влаги и масел.
- Полное отвердевание достигается спустя сутки.
- Выдерживает температуры от -60 до +150° С.
- Желательно успеть нанести холодную сварку за 10 минут.
Aluminium Putty F (Devcon F), металлополимер наполненный алюминием
Aluminium Putty F (Devcon F) – двухкомпонентный состав, который насыщен алюминиевым порошком. Используется для соединения цветных металлов, а также пластика и бетона. С помощью этой холодной сварки можно создавать алюминиевые поверхности, которые устойчивы к воздействию коррозийных процессов.
Применение:
- Изначально поверхности склеиваемых деталей очищаются от краски, грязи и ржавчины. Остатки масла и жира нужно удалить с помощью растворителя. При работе с изделиями из алюминия, нужно зачищать его перед нанесением холодной сварки.
- Если работы проводятся при температуре менее +10° С, поверхности разогреваются до +40° С.
- На плоской дощечке смешивается основа и отвердитель с помощью шпателя. Им же готовый клей наносится на детали.
- Готовое изделие обрабатывать мокрой шкуркой.
При нанесении клея, нужно вдавливать его в пустоты и трещины материала. Холодную сварку этого типа можно использовать для починки емкостей, в которых будет содержаться бензин или масло.
Характеристики:
- Начинать механические работы со склеенным изделием после отверждения не ранее чем через 4 часа. Через 16 часов при комнатной температуре достигает 75% полной готовности к использованию.
- Устойчив к коррозийным процессам. Защищает металл.
- При полной готовности сохраняет свои свойства при температуре до +120° С.
- Наносить клей можно в течении 60 минут.
Компаунды Devcon F имеют химстойкость к воде, растворам солей, бензину, нефтепродуктам, маслу и пропиленгликолю. Не подходит для длительного контакта с концентрированными кислотами и органическими растворителями.
Холодная сварка — эпоксидный многоцелевой компаунд Permatex GOLD WELD
«Permatex GOLD WELD» — многоцелевой компаунд, смесь на основе “эпоксидки”. Применяется для соединения различных металлов, пластика, керамических изделий, стекла, дерева, резины и различных полимеров. Наносится с помощью тюбика. Процесс применения похож на нанесение клея-момента. Рекомендуется для жесткого соединения и заливки форм.
Характеристика:
- Отвердевший состав устойчив к разрушительному воздействию щелочей и кислот.
- Не поддаётся коррозийным процессам.
- Застывает за 4 минуты. Время частичного отверждения – 10 минут.
- В готовом изделии кратковременно выдерживает температуру до +177° С.
Эта холодная сварка устойчива к физическим воздействиям и вибрациям. Благодаря этому её используют для починки промышленного оборудования. Основное применение: алюминий, сталь, латунь, бронза и медь. Продукт устойчив к воздействию большинства автомобильных, промышленных и очищающих жидкостей.
Сварка деформацией особенности технологии
Когда алюминиевые заготовки соединяются при комнатной температуре, этот способ называется “холодная сварка”. Помимо использования клеевых составов, которые были описаны выше, существуют принцип деформации. Заключается эта технология в нескольких ключевых этапах:
- Алюминиевые поверхности изначально обезжириваются.
- Далее заготовки сближаются как можно ближе и сдавливаются под воздействием давления.
В во время процесса сдавливания, разрушается внешний окисленный слой. Между кристаллическими решётками металла образуются межмолекулярные связи. Таким образом получается надёжное соединение.
Гидравлический станок для холодной сварки алюминия и меди
С помощью этой технологии можно скреплять другие цветные металлы. Давление может подаваться равномерно или добавляться вибрация. По технологии деформации можно выделить три метода соединения, о которых подробнее будет описано ниже.
Стыковой метод
Эта методика относится к одной из самых надёжных в плане холодной сварки алюминия. Подходит для соединения деталей через их торцы. Таким образом можно объединять пластинки в один большой щит. Процесс скрепления металла происходит в несколько этапов:
- В первую очередь торцы деталей зачищаются. С них снимается краска, ржавчина и грязь. Далее они обезжириваются.
- После очистки детали зажимаются в специальных тисках которые расположены друг напротив друга. Наружу должны торчать только торцы и по 1 см металла.
- Когда заготовки надёжно закреплены в тисках, через них на торцы передаются торцевое давление. С его помощью получается надёжное соединение.
В технологическом плане это простой и малозатратный процесс, который доступен любому мастеру работающему с металлом. Однако, у него есть существенные недостатки.
Во-первых, размеры удерживающих тисков не дают использовать детали больших размеров для соединения. Во-вторых, часть металла зажатая в тисках также подвергается деформации. В-третьих, после окончания стыковой холодной сварки, сложно вытащить готовую деталь из зажимов.
Точечная технология
С помощью этого метода холодной сварки алюминиевые листы могут соединятся внахлёст. Считается наиболее популярной технологией из трёх представленных. Процесс скрепления:
- Детали кладутся друг на друга и прижимаются с двух сторон специальными зажимами.
- С определённым интервалом располагаются пуансоны, на которые и будет передаваться точенное давление.
- На пуансоны передаётся усилие, которое вдавливает их в металл.
Прочность соединения будет зависеть от того, насколько сильно вдавливается пуансон в металл и из какого материала изготовлены эти точечные элементы. Также важным моментом считается количество точек в соединительной линии.
Главное преимущество точечной холодной сварки – малая деформация детали. Она происходит только в точках соприкосновения элементов через которые на алюминий передаётся давление.
Шовный способ
Эффективная методика холодной сварки, которая подразумевает создание сплошного шва с помощью специального оборудования.
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.
Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Заключение и выводы
Холодная сварка позволяет соединять различные материалы без применения дополнительного оборудования и обучения специальным навыкам. Эпоксидная смола расходуется экономично, а после высыхания образует прочный шов, который не уступает основному материалу в надёжности. Нужно понимать, что есть недорогие и малозатратные варианты соединения алюминия в домашних условиях.
Если говорить про алюминий, то не только холодной и горячей сваркой можно достичь прочного скрепления. Для этого можно применять три варианта технологии деформации. Такими методами соединяются и другие цветные металлы. Но этот вариант дорогостоящий, требующий высокой квалификации и на практике не часто имеет превосходство над клеевой холодной сваркой по алюминию.
Как видите — выбор большой, остающийся за умельцами, исходя из конкретной ситуации, зависящий от знаний, искусности, технических средств, временных и финансовых затрат.
vseoklee.ru
Сварка силумина
AZot 01-04-2010 20:58Варили проволокой?
Ротор 43 01-04-2010 21:05Да
——————
Токарные и слесарные работы, кому что надо , связь в личку
Да простится, мне, мое невежество, но стальной проволокой и силумин… Может, все же, деталь стальная (имею ввиду порошковое спекание). Не слышал, чтобы силумин варили сталью. Даже с аргоном. Хотя на фото, вроде “схватилось”.
Ротор 43 01-04-2010 22:59Проволка алуминевая была, помоему на фото и так видно
——————
Токарные и слесарные работы, кому что надо , связь в личку
По моему проще запаять было это дело соответствующим припоем, технологию рассказывал 7ergey. Напилинга меньше, да и сделать можно дома – не обращаясь в кому то.
Ротор 43 02-04-2010 22:26Так этот припой в Ростове еще найти надо, а за инфу спасибо
——————
Токарные и слесарные работы, кому что надо , связь в личку
Есть же Чип и дип – типа интернет магазин. Да и в Ростове у него могут быть филиалы… в нем есть!
CzenMao 04-04-2010 02:01Паял силумин кислотным припоем для алюминия , схватывается огого но нужно мощный паяльник. найти такой можно в коробках с кабельными муфтами
Ротор 43 04-04-2010 08:20А что портативная газовая горелка не подойдет ?
——————
Токарные и слесарные работы, кому что надо , связь в личку
Прослежу за темкой, мне, чую, тоже скоро силумин паять придётся!
Ротор 43 04-04-2010 21:06Спасибо, но я уже сам все нарыл в нэте, завтра буду искать подобное у себя в городе
——————
Токарные и слесарные работы, кому что надо , связь в личку
Ротор ты ченить в токарных станках понимаешь?
Ротор 43 04-04-2010 22:31Нет, откуда, я же токарь
——————
Токарные и слесарные работы, кому что надо , связь в личку
а…. ну ладно просто хотел спросить TOS S28 нормальный станок или так – отсой… а то облоился мне тут… вроде так ниче, метр межцентров 3 киловата… лимб 0,01 мм. Работает! только вот несколько выраотан ходовой вал… но жить можно.
Ротор 43 05-04-2010 07:57Вот тебе сайт http://www.chipmaker.ru/ изучай….
——————
Токарные и слесарные работы, кому что надо , связь в личку
Знаю я этот сайт.
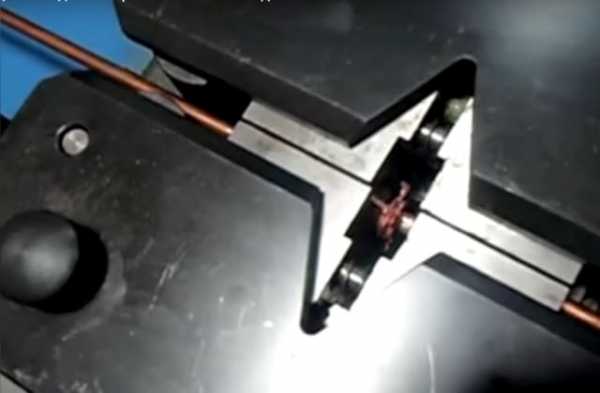
Tallion 05-04-2010 16:46С моей точки зрения, как сварщика и технолога сварочного производства, силумин варить не стоило совсем – идея плохая изначально. Тем более дугой, пусть даже и в защитной среде. На сколько мне не изменяет мой маразм, силумин стот варить только контактными и фрикционными сварками, ибо дуга там натворит очень много нехороших дел. В последствие, все это безобразие может очень хорошо треснуть как в зоне шва, так и где угодно на детали. Раньше всего должно разрушиться по шву, либо в зоне термического влияния. А с проволкой вобще полный ужас – могут иметь место интерметаллидные фазы, и деталь может быть серьезно загублена. Плюс редкостный геморрой с режимами и зачисткой как проволоки, так и самой детали. К тому же, судя по фотографии, пожгли вы деталь весьма существенно. Если будете стачивать галтель не удивляйтесь пористому шву.
Если уж так нужно скрепить силуминовые детали, то лучше всего паять, хотя тут тоже свои прелести есть, но косяков будет меньше. Кстати, с горелкой лучше по-аккуратнее – если есть возможность, то лучше в печке.
Поумничал, теперь сделай тоже самое , только лучше и сюда выложи, а то критиковать все мастера, а как что сделать так руки из жопы
——————
Токарные и слесарные работы, кому что надо , связь в личку
quote:
Originally posted by Tallion:
С моей точки зрения, как сварщика и технолога сварочного производства, силумин варить не стоило совсем – идея плохая изначально. Тем более дугой, пусть даже и в защитной среде. На сколько мне не изменяет мой маразм, силумин стот варить только контактными и фрикционными сварками, ибо дуга там натворит очень много нехороших дел. В последствие, все это безобразие может очень хорошо треснуть как в зоне шва, так и где угодно на детали. Раньше всего должно разрушиться по шву, либо в зоне термического влияния. А с проволкой вобще полный ужас – могут иметь место интерметаллидные фазы, и деталь может быть серьезно загублена. Плюс редкостный геморрой с режимами и зачисткой как проволоки, так и самой детали. К тому же, судя по фотографии, пожгли вы деталь весьма существенно. Если будете стачивать галтель не удивляйтесь пористому шву. Если уж так нужно скрепить силуминовые детали, то лучше всего паять, хотя тут тоже свои прелести есть, но косяков будет меньше. Кстати, с горелкой лучше по-аккуратнее – если есть возможность, то лучше в печке.
+10Alter 06-04-2010 09:36
quote:
Originally posted by Ротор 43:
Поумничал, теперь сделай тоже самое , только лучше и сюда выложи, а то критиковать все мастера, а как что сделать так руки из жопы
Он не поумничал, а сказал дело. У сварки-пайки по силумину есть исчо фишка-на морозе могут давать трещины, это крайне поганый материал, не дающий 100% гарантии как сварка-пайка по *нормальным* металлам.
Очевидно, тебе потом придётся снимать часть шва для навешивания прибамбасов, что тоже уводит прочность не в лучшую сторону. В плане самого шва-он висит в воздухе одной частью-превед концетратору .
В плане ремонта, я бы рассмотрел возможность мехкрепления этой трубки через промежуточную втулку или деталь иной конфигурации *на корпус*-замороки для токарника меньше и надёжнее.
quote:
Originally posted by Alter:Он не поумничал, а сказал дело. У сварки-пайки по силумину есть исчо фишка-на морозе могут давать трещины, это крайне поганый материал, не дающий 100% гарантии как сварка-пайка по *нормальным* металлам.
Очевидно, тебе потом придётся снимать часть шва для навешивания прибамбасов, что тоже уводит прочность не в лучшую сторону. В плане самого шва-он висит в воздухе одной частью-превед концетратору .
В плане ремонта, я бы рассмотрел возможность мехкрепления этой трубки через промежуточную втулку или деталь иной конфигурации *на корпус*-замороки для токарника меньше и надёжнее.
———–
Отож. А варить силумин, да еще так… ну, дело-то хозяйское, но не удивлюсь если крякнет уже при зачистке шва.Alter 06-04-2010 11:54
quote:
Originally posted by RAY:
А варить силумин, да еще так… ну, дело-то хозяйское, но не удивлюсь если крякнет уже при зачистке шва.
Опа, иде пропадаль? ПМ сатрел?RAY 06-04-2010 12:00
quote:
Originally posted by Alter:
Опа, иде пропадаль? ПМ сатрел?
———–
ЧОГО???!!!
Болею я!Alter 06-04-2010 12:05
Шота тут все жалуются на пошту, типа не пашет, могёт не дошло . Тама фоты *ах какого жениха*)).
Целый год болеть!? Эка? Шо болить?, щас пропишу!
Сделать тоже самое я не могу по двум причинам – 1)отсутствие необходимого оборудования, 2)совесть не позволит силумин варить.
Я же не говорил, что этого нельзя сделать, при желании сделать можно что угодно, вот только зачем. Просто силумин, как сплав (сорри – спеченые гранулы Al-Si-(Zn) и куча всяких присадок) не обладает свариваемостью практически совсем. Это сплав исключительно для литья (хотите матана – гуглите диаграму состояния). Лучший вариант сварки тут (конкретно для такой детали) только стыковой сопротивлением, да и то никто гарантию на шов не даст, потому что злобный кремний в сплаве может подкинуть нехилую подлянку в качестве трещин и усадочной пористости. Вобще-то алюминиевые сплавы варить в кустарных условиях затруднительно, в основном из-за зачистки под сварку и режимов.
А паять рекомендую в печи в среде аргона (индуктором тоже можно, но неудобно), ибо оксидная пленка. Припой выбирать лучше с малым содержанием меди, подходят силуминовые припои (34А, силумин ПСр 5АКЦ), но по предварительному лужению, либо паять по цинковому покрытию. Зазор должен быть минимален. Хотя, даже при соблюдении всех правил возможен непропай из-за изначальной структуры силумина.
А по поводу рук из жопы, судить других очень легко, к тому же мои заказчики вашего мнения по поводу этого не разделяют.
RAY 06-04-2010 12:13quote:
Originally posted by Alter:
Шота тут все жалуются на пошту, типа не пашет, могёт не дошло . Тама фоты *ах какого жениха*)).
Целый год болеть!? Эка? Шо болить?, щас пропишу!
———
Год не год, а че-то я подзатра… закрутилсяAlter 06-04-2010 12:48
quote:
Originally posted by RAY:
подзатра… закрутился
Ну вливайся, чё там.RAY 06-04-2010 13:03
quote:
Originally posted by Alter:
Ну вливайся, чё там.
———
Да я счас гриппом бАлею Alter 06-04-2010 13:55
quote:
Originally posted by RAY:
Да я счас гриппом бАлею
Эта у всех мор пошёл,а ить молчат СМИ. *Тамифлю* в цигарку закрути-отколбасит быстро(прописал )RAY 06-04-2010 14:00
quote:
Originally posted by Alter:
Эта у всех мор пошёл,а ить молчат СМИ. *Тамифлю* в цигарку закрути-отколбасит быстро(прописал )
——–
Да уже чего тока ни. Две недели с гаком уже. Колбасит все.Alter 06-04-2010 17:09
quote:
Originally posted by RAY:
Две недели с гаком уже. Колбасит все.
Снег сойдёт окончательно-пройдёт, говна за зиму много накопилось, фрухты нямай и сё. Ладно не флудим, то щас Сашок приде и нам покаже! .
guns.allzip.org
Пайка алюминия в домашних условиях паяльником или газовой горелкой
 Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.

Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.

Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.

Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
obinstrumentah.info
Сварка силумина – Страница 2 – Аргонодуговая сварка — TIG
поддерживаю,нужно не как попало,а как надо (как положено)…Впрочем это дело личное, варить как хочешь,… или как положено.
ну и для всеобщего развития….
AlSi5 (ER-4043) – аналог проволок Св-AK5, Св-АК6
AlSi5 (ER-4043) – предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих кремний (Si) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки литейных Al-Si; Al-Si-Mg сплавов. Сварка на переменном токе AC. Защитный газ – Ar.
ALSi12 (ER-4047)
AlSi12 (ER-4047) – предназначены для сварки и наплавки алюминия и алюминиевых сплавов с содержанием кремния (Si) до 12%. 4047 была первоначально разработана в качестве пайки сплавов, чтобы использовать преимущество своей низкой температурой плавления.
Сварка на переменном токе AC. Защитный газ – Ar.
AlMg5 (ER-5356) – аналог проволок Св-АМг5
AlMg5 (ER-5356) – предназначены для сварки и наплавки алюминия и алюминиевых сплавов содержащих магний (Mg) до 5%. Алюминиевый сварочный пруток, широко применяемый для аргонодуговой сварки профилей и металлоконструкций из Al-Mg сплавов, содержащих > 3% Mg, таких, как AlMg3, AlMg4, AlMg5, AlMg6 с аналогичными материалами. Сварка на переменном токе AC. Защитный газ – Ar.
Al 99,5 (ER-1100) – аналог проволок Св.-А97, Св.-А85, Св.-АМц
Al 99,5 (ER-1100) – беспримесные алюминиевые сварочные прутки для TIG сварки нелегированного алюминия. Высокая устойчивость к коррозии и превосходная удельная проводимость. Предназначены для сварки и наплавки алюминия и алюминиевых сплавов с максимальным содержанием легирующих элементов до 0,5%. Основные области применения: электромеханическая, химическая и пищевая промышленность. Эти нелегированные прутки используются при пламенном нанесении покрытия в процессе металлизации. Сварка на переменном токе AC. Защитный газ – Ar.
Для силуминов само то,это ALSi12 (ER-4047),но на “без рыбье” AlSi5 (ER-4043) будет не плохо (зачастую хорошо)….
Дима,а вот тут не надо понимать,это так “фуфло”,потом;.лопнет,треснет,разлетится….Зачем варить литьевой сплав присадкой для АлМг я всё равно не понял
mouse812 А99 или А97,как вариант,но не предсказуемый….Пускай попробует чистым алюминием проварить…..марками А99 или А97
Вы хоть и “инженер”-но зачем “Русскую рулетку” советовать,ведь есть же правильные материалы…..Кстати,чуть не забыл,”по секрету” у Миротворца и Tig гораздо больший опыт работы с Ал сплавами ,так что стоит прислушиваться….
э-эх ступени,ступени……..
//////До нашей эры,соблюдалось чувство меры….//////
websvarka.ru