Какое сверло надо под метчик м6 – Диаметр сверла под резьбу (таблица)
alexxlab | 12.12.2019 | 0 | Вопросы и ответы
Как подобрать сверло под метчик: параметры
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
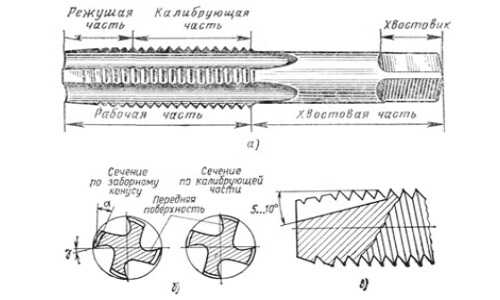
Схема метчика.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло — это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Нарезание резьбы метчиком.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик — режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
Рекомендуемые значения диаметров отверстий и стержней.
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение — ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний — корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая — полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части — черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
Вернуться к оглавлению
Параметры подбора сверла под метчик
Сверло-метчик — это такой инструмент, который помогает осуществить две операции одновременно: сверление отверстия и нарезания внутренней резьбы на нем.
Для того чтобы качественно осуществить всю работу, следует правильно подобрать сверло. На этот выбор во многом влияет необходимый диаметр отверстия и шаг.
Есть стандартная резьба, от которой отталкиваются при подборе сверл:
- размер нарезки М2, ориентировочный интервал — 0,45, значит, необходимый диаметр сверла — 1,5 мм;
- М3, ориентировочный интервал — 0,5, диаметр сверла — 2,5 мм;
- М4, интервал — 0,7, необходимый диаметр — 3,3 мм;
- М5, ориентировочный интервал — 0,8, необходимое сечение — 4,2 мм;
- М6, интервал — 1, необходимое сечение — 5 мм;
- М7, ориентировочный — 1,25, сечение — 6 мм;
- М8, ориентировочный — 1,25, диаметр — 6,7-6,8 мм;
- М9, ориентировочный интервал — 1,25, необходимое сечение — 7,7-7,8 мм;
- М10, ориентировочный интервал — 1,5, диаметр — 8,5 мм;
- М11, шаг — 1,5, необходимое сечение — 9,5 мм;
- М12, интервал — 1,75, сечение — 10,2-10,3 мм;
- М14, интервал — 2, сечение — 1,2 см;
- М16, шаг — 2, сечение — 1,4 см;
- М18, ориентировочный шаг -2,5, сечение- 15,5 см;
- М20, интервал — 2,5, необходимое сечение — 17,5 см;
- М22, интервал — 2,5, необходимое сечение — 19,5 см;
- М24, ориентировочный интервал -3, значение должно быть — 21 см;
- М27, шаг — 3, необходимое значение — 2,4 мм;
- М30, интервал — 3,5, параметр — 26,5 см;
- М33, шаг — 3,5, необходимый параметр — 29,5 см;
- М36, ориентировочный — 4, необходимое сечение — 32 мм.
Кроме вышеприведенных стандартных требований, могут возникать моменты, когда все-таки приходится отклонять от них.
moiinstrumenty.ru
Какое отверстие сверлить под резьбу м6. Какой диаметр отверстия сверлить под метрическую резьбу
- Виды инструмента
- Рекомендации по выполнению работ
Внутренние метрические резьбы, которые нарезаются метчиками ручным или машинным методом, имеют определенные параметры.
Однако просто знать эти параметры недостаточно, нужно правильно подобрать сверло по диаметру для будущей резьбы и уметь просверлить под нее металл.
Виды инструмента
Сверла как инструмент для выполнения отверстий в материалах различного состава и твердости производятся разных видов:
Виды сверл: а – спиральное бесцентровое, б – спиральное с центром и подрезателями, в – спиральное с винтовым центром, г – перовое центровое, д – центровое, е – буравчик, ж – раззенковка, з – пазовое, и – пробочное.
- Цилиндрические спиральные – самый распространенный вид инструмента. Применяются для сверления широкого спектра различных материалов, начиная от изделий из древесины и заканчивая различными марками сталей. Инструмент, хорошо зарекомендовавший себя еще со времен СССР, выполнен из быстрорежущей стали марки Р6М5 или Р18. Сверло из стали Р18 (в народе – рапид) имеет высокий показатель твердости и является очень качественным, только найти его в продаже стало проблематично. В настоящее время появились изделия с маркировкой HSS, но они значительно уступают советским по рабочим характеристикам и, как правило, изготавливаются в Китае.
- Цилиндрические спиральные с напылением или напайками из твердых материалов. Если инструмент желтого цвета, то он имеет напыление из титана, это не улучшает его характеристики, а просто позволяет продлить долговечность рабочей части. С той же целью производятся сверла с воронением, они имеют черный цвет. Для обработки твердых материалов или легированных и закаленных сталей применяются изделия с напайками из твердого сплава вольфрама с кобальтом ВК-9 или ВК-10 (в народе – победитовые). Кобальт может быть введен в качестве легирующего элемента в состав быстрорежущей стали сверла, маркировка такого изделия – Р6М5К5.
- Ступенчатые инструменты предназначены для выполнения отверстий в материалах небольшой толщины, например, для листового металла. Одно такое изделие может разных диаметров в зависимости от количества ступеней на нем.
- Кольцевые сверла применяются для выполнения отверстий большого диаметра с невысокими требованиями к точности. Рабочая часть такого инструмента – коронка, которая «вгрызается» в материал, внутри нее – пустота. Изделия очень распространены в строительстве, используются для обработки камня или бетона.
- Плоские инструменты могут использоваться только для сверления древесины и изделий из нее.
- Центровки и зенковки. Первые служат для выполнения углубления в металле, которое задаст правильное направление рабочей части обычного сверла. Зенковка нужна для обработки краев готовых отверстий (снятия фасок, заусенцев, выполнение потайных углублений для головки винта).
Вернуться к оглавлению
Подбор инструментов для работы
Чаще всего для сверления отверстий под различные резьбы берут обычные цилиндрические инструменты необходимого диаметра. Чтобы определить, какого диаметра нужно взять сверло под внутреннюю резьбу, нужно знать ее параметры: диаметр и шаг витков. Например, маркировка М6 х 1 означает, что это метрическая резьба диаметром 6 мм с шагом витков 1 мм, соответственно, подбирать инструмент для выполнения отверстия и метчик для нарезания. Формула вычисления диаметра отверстия такая:
D р – b = d o
В этой формуле:
- D р – диаметр резьбы, мм;
- b – шаг витков, мм;
- d o – диаметр отверстия.
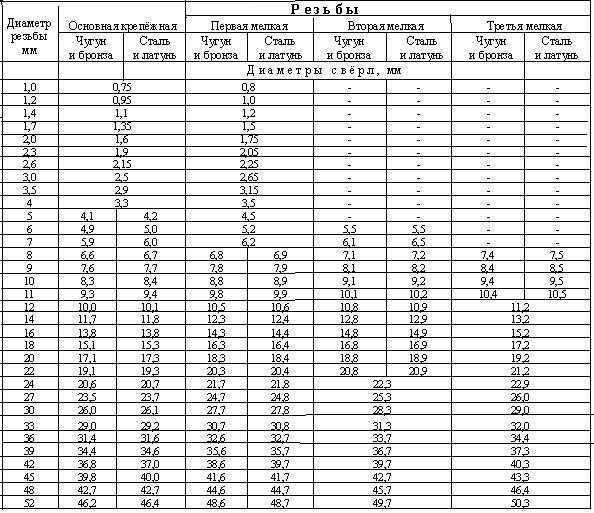
Под М6 х 1 нужно просверлить отверстие: 6 – 1 = 5 мм. Приведенная формула действительна для метрической резьбы с любым шагом витков. Для упрощения подбора диаметров отверстий в Таблице 1 указаны их значения для стандартного ряда метрической резьбы.
Таблица 1
| Параметры метрическойрезьбы | М 1 | М 2 | М 3 | М 4 | М 4,5 | М 5 | М 6 | М 8 | М 10 |
| d o , мм | 0,75 | 1,6 | 2,5 | 3,3 | 3,8 | 4,2 | 5,0 | 6,75 | 8,5 |
| Параметры метрическойрезьбы | М 12 | М 14 | М 16 | М 18 | М 20 | М 22 | М 24 | М 27 |
cityshin.ru
Как подобрать сверло под резьбу
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого, диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
Диаметр резьбы | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла |
2 | 0.4 | 1.6 | 0.25 | 1.75 |
|
|
|
|
|
|
|
|
3 | 0.5 | 2.5 | 0.35 | 2.65 |
|
|
|
|
|
|
|
|
4 | 0.7 | 3.3 | 0.5 | 3.5 |
|
|
|
|
|
|
|
|
5 | 0.8 | 4.2 | 0.5 | 4.5 |
|
|
|
|
|
|
|
|
6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 |
|
|
|
|
|
|
7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 |
|
|
|
|
|
|
8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 |
|
|
|
|
9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 |
|
|
|
|
10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 |
|
|
11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 |
|
|
|
|
12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 |
|
|
18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 |
|
|
27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 |
|
|
30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 |
|
|
39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 |
|
|
42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Для чугуна и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
www.instrument75.ru
instrument75.ru
Какой диаметр сверла под резьбу (под метчик)?
В левой части номинал метчика, в правой диаметр сверла.M1 – 0,75 mm
M2 – 1,6 mm
M3 – 2,65 mm
M4 – 3,5 mm
M5 – 4,2 mm
M6 – 5 mm
M7 – 6 mm
M8 – 6,7 mm
M9 – 7,7 mm
M10 – 8,4 mm
M11 – 9,4 mm
M12 – 10,1 mm
M14 – 11,8 mm
M16 – 13,8 mm
M18 – 15,3 mm
M20 – 17,3 mm
а для внешней резьбы диаметр стержня на котором нарезается резьба выглядит так:
| Диаметр резьбы, мм | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
Или вот так подробнее:
М | МЕТРИЧЕСКАЯ РЕЗЬБА | ||
Размер Резьбы | Внешний диаметр резьбы, мм | Шаг резьбы, мм | Диаметр отверстия под резьбу, мм |
М 1 | 1,0 | 0,25 | 0,75 |
М 1,1 | 1,1 | 0,25 | 0,85 |
М 1,2 | 1,2 | 0,25 | 0,95 |
М 1,4 | 1,4 | 0,3 | 1,10 |
М 1,6 | 1,6 | 0,35 | 1,25 |
М 1,7 | 1,7 | 0,35 | 1,30 |
М 1,8 | 1,8 | 0,35 | 1,45 |
М 2 | 2,0 | 0,4 | 1,60 |
М 2,2 | 2,2 | 0,45 | 1,70 |
М 2,3 | 2,3 | 0,4 | 1,90 |
М 2,5 | 2,5 | 0,45 | 2,05 |
М 2,6 | 2,6 | 0,45 | 2,10 |
М 3 | 3,0 | 0,5 | 2,50 |
М 3,5 | 3,5 | 0,6 | 2,90 |
М4 | 4,0 | 0,7 | 3,30 |
М4,5 | 4,5 | 0,75 | 3,70 |
М5 | 5,0 | 0,8 | 4,20 |
М5,5 | 5,5 | 0,9 | 4,60 |
М6 | 6,0 | 1 | 5,00 |
М7 | 7,0 | 1 | 6,00 |
М8 | 8,0 | 1,25 | 6,80 |
М9 | 9,0 | 1,25 | 7,80 |
М10 | 10,0 | 1,5 | 8,50 |
М11 | 11,0 | 1,5 | 9,50 |
М12 | 12,0 | 1,75 | 10,20 |
М14 | 14,0 | 2 | 12,00 |
М16 | 16,0 | 2 | 14,00 |
М18 | 18,0 | 2,5 | 15,50 |
М20 | 20,0 | 2,5 | 17,50 |
М22 | 22,0 | 2,5 | 19,50 |
М24 | 24,0 | 3 | 21,00 |
М27 | 27,0 | 3 | 24,00 |
М30 | 30,0 | 3,5 | 26,50 |
М33 | 33,0 | 3,5 | 29,50 |
М36 | 36,0 | 4 | 32,00 |
М39 | 39,0 | 4 | 35,00 |
М42 | 42,0 | 4,5 | 37,50 |
М45 | 45,0 | 4,5 | 40,50 |
М48 | 48,0 | 5 | 43,00 |
М52 | 52,0 | 5 | 47,00 |
М56 | 56,0 | 5,5 | 51,50 |
М60 | 60,0 | 5,5 | 54,50 |
М64 | 64,0 | 6 | 58,00 |
М68 | 68,0 | 6 | 62,00 |
MF | МЕТРИЧЕСКАЯ РЕЗЬБА С МЕЛКИМ ШАГОМ | ||
Размер Резьбы | Внешний диаметр резьбы, мм | Шаг резьбы, мм | Диаметр отверстия под резьбу, мм |
М3 | 3 | 0,35 | 2,65 |
М3,5 | 3,5 | 0,35 | 3,15 |
М4 | 4 | 0,35 | 3,65 |
М4 | 4 | 0,5 | 3,50 |
М4,5 | 4,5 | 0,5 | 4,00 |
М5 | 5 | 0,5 | 4,50 |
М5 | 5 | 0,75 | 4,25 |
М6 | 6 | 0,5 | 5,50 |
М6 | 6 | 0,75 | 5,25 |
М7 | 7 | 0,5 | 6,50 |
М7 | 7 | 0,75 | 6,25 |
М8 | 8 | 0,5 | 7,50 |
М8 | 8 | 0,75 | 7,25 |
М8 | 8 | 1 | 7,00 |
М9 | 9 | 0,5 | 8,50 |
М9 | 9 | 0,75 | 8,25 |
М9 | 9 | 1 | 8,00 |
М10 | 10 | 0,5 | 9,50 |
М10 | 10 | 0,75 | 9,25 |
М10 | 10 | 1 | 9,00 |
М10 | 10 | 1,25 | 8,75 |
М11 | 11 | 0,5 | 10,50 |
М11 | 11 | 0,75 | 10,25 |
М11 | 11 | 1 | 10,00 |
М11 | 11 | 1,25 | 9,75 |
М12 | 12 | 0,5 | 11,50 |
М12 | 12 | 0,75 | 11,25 |
М12 | 12 | 1 | 11,00 |
М12 | 12 | 1,25 | 10,75 |
М12 | 12 | 1,5 | 10,50 |
М13 | 13 | 0,5 | 12,50 |
М13 | 13 | 0,75 | 12,25 |
М13 | 13 | 1 | 12,00 |
М13 | 13 | 1,25 | 11,75 |
М13 | 13 | 1,5 | 11,50 |
М14 | 14 | 0,5 | 13,50 |
М14 | 14 | 0,75 | 13,25 |
М14 | 14 | 1 | 13,00 |
М14 | 14 | 1,25 | 12,75 |
М14 | 14 | 1,5 | 12,50 |
М15 | 15 | 0,5 | 14,50 |
М15 | 15 | 0,75 | 14,25 |
М15 | 15 | 1 | 14,00 |
М15 | 15 | 1,25 | 13,75 |
М15 | 15 | 1,5 | 13,50 |
М16 | 16 | 0,5 | 15,50 |
М16 | 16 | 0,75 | 15,25 |
М16 | 16 | 1 | 15,00 |
М16 | 16 | 1,25 | 14,75 |
М16 | 16 | 1,5 | 14,50 |
М17 | 17 | 0,75 | 16,25 |
М17 | 17 | 1 | 16,00 |
М17 | 17 | 1,5 | 15,50 |
М18 | 18 | 0,5 | 17,50 |
М18 | 18 | 0,75 | 17,25 |
М18 | 18 | 1 | 17,00 |
М18 | 18 | 1,25 | 16,75 |
М18 | 18 | 1,5 | 16,50 |
М18 | 18 | 2 | 16,00 |
М19 | 19 | 1 | 18,00 |
М20 | 20 | 0,5 | 19,50 |
М20 | 20 | 0,75 | 19,25 |
М20 | 20 | 1 | 19,00 |
М20 | 20 | 1,25 | 18,75 |
М20 | 20 | 1,5 | 18,50 |
М20 | 20 | 2 | 18,00 |
М21 | 21 | 1 | 20,00 |
М21 | 21 | 1,5 | 19,50 |
М22 | 22 | 0,5 | 21,50 |
М22 | 22 | 0,75 | 21,25 |
М22 | 22 | 1 | 21,00 |
М22 | 22 | 1,25 | 20,75 |
М22 | 22 | 1,5 | 20,50 |
М22 | 22 | 2 | 20,00 |
М23 | 23 | 1 | 22,00 |
М23 | 23 | 1,5 | 21,50 |
М24 | 24 | 0,5 | 23,50 |
М24 | 24 | 1 | 23,00 |
М24 | 24 | 1,25 | 22,75 |
М24 | 24 | 1,5 | 22,50 |
М24 | 24 | 2 | 22,00 |
М25 | 25 | 1 | 24,00 |
М25 | 25 | 1,5 | 23,50 |
М25 | 25 | 2 | 23,00 |
М26 | 26 | 1 | 25,00 |
М26 | 26 | 1,25 | 24,75 |
tr-w.blogspot.com
Сверло и метчик. Инструмент 2 в 1
Всем привет.На этот раз обзор будет посвящен инструменту, предназначенному для одновременного проделывания отверстий и нарезании в них резьбы.
Поставляется инструмент в обычном полиэтиленовом пакетике, который, что логично, за время путешествия покрыывается множеством мелких отверстий. Так что надо быть готовым к тому, что как только он окажется в руках — руки окажутся в смазке. 
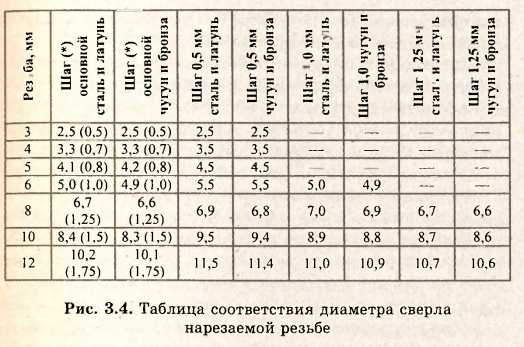
В чем плюс данного инструмента — две операции проделывается за один раз. Сперва режущая часть сверла проделывает отверстие в металле, после чего метчик нарезает резьбу. Пользуясь такими сверлами, можно не задумываться о необходимости соблюдения соотношения диаметра сверла с диаметром метчика. Но на всякий случай вот табличка соотношения тех самых размеров: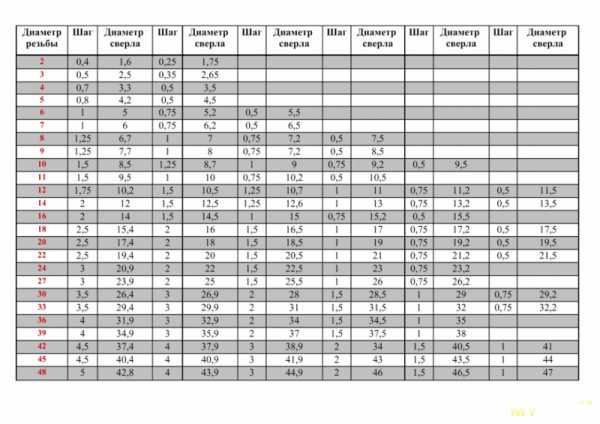
В комплекте поставки 6 таких метчиков, предназначенных для нарезания резьб различного диаметра (10*1,5, 8*1,25, 6*1, 5*0,8, 4*0,7 и 3*0,5). На хвостовике каждого метчика имеется обозначение его параметров — диаметр нарезаемой резьбы и ее шаг.
Хвостовик шестигранный, так что данный инструмент подойдет и для незажимных быстроразъемных патронов. Правда, вопрос в том хватит ли такому инструменту мощности для того, чтобы просверлить отверстие в более-менее толстом металле.
Режущая часть покрыта нитридом титана. Не краска — 100%, аккумуляторной кислоте он оказался неподвластен. Металл — китайская быстрорежущая сталь HSS6542 (аналог нашей 6М5 или европейской М2). Характеризуется сталь невысокой стоимостью в сочетании с хорошими характеристиками. Химический состав W:5.50-6.75; Mo:4.50-5.50; Cr:3.80-4.40; V:1,75-2.20.
Канавки для выгонки стружки имеют спиралевидную форму, которая характерна для инструмента, работающего на высоких оборотах. Если вспомнить стандартный ручной метчик, то канавки там линейные.
С диаметрами проблем нет. Все точно соответствует заявленным параметрам.
Для проверки инструмента в деле, был использован аккумуляторный шуруповерт, несколько книжек и стальная пластина толщиной 8 миллиметров 🙂 Ввиду стоящих за окном морозов, выезд в гараж был невозможен, так что тест проводился в крайне неблагоприятных условиях, что повлекло за собой поломку одного сверла 🙁
Зато на разлом видно, что сверло подвергалось термообработке, то есть проходило закалку. Металл не сырой.
А вот так выглядит отверстие с готовой резьбой:
Болт закручивается без проблем, причем держится даже на нескольких витках.
А вот так выглядел сам процесс:
Если бы пластина была зажата в тиски, а сверло хоть немного смазано, то действо не выглядело бы столь дешераздирающе 🙂 Но зато удалось убедиться в том, что даже в таких условиях при помощи данного инструмента можно добиться нужного результата 🙂 Причем даже после проделывания нескольких отверстий, внешний вид сверла (как и покрытия) ничуть не изменился.

Так что сверла можно считать пригодными к использованию. Думаю, что при соблюдении техпроцесса: использование керна, смазки и тисков (а в идеале и станка) результат будет более качественным.
Но во время работы с ними нужно помнить, что толщина металла не должна превышать длину режущей части сверла (той части которая проделывает отверстие, то есть от кончика до начала расширения под метчик). В противном случае резьба будет неравномерной из-за повышенной нагрузки.
На этом все. Спасибо за внимание и потраченное время.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
Подобрать сверло под метчик » ©ШвЕц АрTёМ
Разное » Подобрать сверло под метчикСтандартная резьба при подборе сверл:
» размер нарезки М2, ориентировочный интервал (шаг) – 0,45, значит, необходимый диаметр сверла – 1,5 мм;
» М3, ориентировочный интервал – 0,5, диаметр сверла – 2,5 мм;
» М4, интервал – 0,7, необходимый диаметр – 3,3 мм;
» М5, ориентировочный интервал – 0,8, необходимое сечение – 4,2 мм;
» М6, интервал – 1, необходимое сечение – 5 мм;
» М7, ориентировочный – 1,25, сечение – 6 мм;
» М8, ориентировочный – 1,25, диаметр – 6,7-6,8 мм;
» М9, ориентировочный интервал – 1,25, необходимое сечение – 7,7-7,8 мм;
» М10, ориентировочный интервал – 1,5, диаметр – 8,5 мм;
» М11, шаг – 1,5, необходимое сечение – 9,5 мм;
» М12, интервал – 1,75, сечение – 10,2-10,3 мм;
» М14, интервал – 2, сечение – 12 см;
» М16, шаг – 2, сечение – 14 см;
» М18, ориентировочный шаг – 2,5, сечение – 15,5 см;
» М20, интервал – 2,5, необходимое сечение – 17,5 см;
» М22, интервал – 2,5, необходимое сечение – 19,5 см;
» М24, ориентировочный интервал – 3, значение должно быть – 21 см;
» М27, шаг – 3, необходимое значение – 24 мм;
» М30, интервал – 3,5, параметр – 26,5 см;
» М33, шаг – 3,5, необходимый параметр – 29,5 см;
» М36, ориентировочный – 4, необходимое сечение – 32 мм.
Примерная формула расчета диаметра сверла (мм):
D = Dnom — P
D — Диаметр сверла
Dnom — Номинальный диаметр метчика
P — Шаг метчика
Таблица отверстий под метрическую резьбу
МЕТРИЧЕСКАЯ РЕЗЬБА | |||
Размер Резьбы | Внешний диаметр резьбы, мм | Шаг резьбы, мм | Диаметр отверстия под резьбу, мм |
М 1 | 1,0 | 0,25 | 0,75 |
М 1,1 | 1,1 | 0,25 | 0,85 |
М 1,2 | 1,2 | 0,25 | 0,95 |
М 1,4 | 1,4 | 0,3 | 1,10 |
М 1,6 | 1,6 | 0,35 | 1,25 |
М 1,7 | 1,7 | 0,35 | 1,30 |
М 1,8 | 1,8 | 0,35 | 1,45 |
М 2 | 2,0 | 0,4 | 1,60 |
М 2,2 | 2,2 | 0,45 | 1,70 |
М 2,3 | 2,3 | 0,4 | 1,90 |
М 2,5 | 2,5 | 0,45 | 2,05 |
М 2,6 | 2,6 | 0,45 | 2,10 |
М 3 | 3,0 | 0,5 | 2,50 |
М 3,5 | 3,5 | 0,6 | 2,90 |
М4 | 4,0 | 0,7 | 3,30 |
М4,5 | 4,5 | 0,75 | 3,70 |
М5 | 5,0 | 0,8 | 4,20 |
М5,5 | 5,5 | 0,9 | 4,60 |
М6 | 6,0 | 1 | 5,00 |
М7 | 7,0 | 1 | 6,00 |
М8 | 8,0 | 1,25 | 6,80 |
М9 | 9,0 | 1,25 | 7,80 |
М10 | 10,0 | 1,5 | 8,50 |
М11 | 11,0 | 1,5 | 9,50 |
М12 | 12,0 | 1,75 | 10,20 |
М14 | 14,0 | 2 | 12,00 |
М16 | 16,0 | 2 | 14,00 |
М18 | 18,0 | 2,5 | 15,50 |
М20 | 20,0 | 2,5 | 17,50 |
М22 | 22,0 | 2,5 | 19,50 |
М24 | 24,0 | 3 | 21,00 |
М27 | 27,0 | 3 | 24,00 |
М30 | 30,0 | 3,5 | 26,50 |
М33 | 33,0 | 3,5 | 29,50 |
М36 | 36,0 | 4 | 32,00 |
М39 | 39,0 | 4 | 35,00 |
М42 | 42,0 | 4,5 | 37,50 |
М45 | 45,0 | 4,5 | 40,50 |
М48 | 48,0 | 5 | 43,00 |
М52 | 52,0 | 5 | 47,00 |
М56 | 56,0 | 5,5 | 51,50 |
М60 | 60,0 | 5,5 | 54,50 |
М64 | 64,0 | 6 | 58,00 |
М68 | 68,0 | 6 | 62,00 |
kartog.ucoz.ru
Сверло под резьбу м10 — studvesna73.ru
Навигация по справочнику TehTab.ru:главная страница / / Техническая информация / / Оборудование — стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги. / / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб./ / Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
Таблица диаметров отверстий под нарезание резьбы М1-М68 и резьбы с мелким шагом M2х0,25 — М64х4
М
Метрическая по ISO — резьба с крупным шагом 6Н (5Н) 1
MF
Метрическая по ISO — Резьба с мелким шагом 6Н (4Н) 1
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки ). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
сверло под резьбу
Еще на заметку: Какие бывают токарные резцы по металлу и где применяются
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Чтобы нарезать внутреннюю резьбу метчиком. сначала необходимо просверлить отверстие определенного диаметра. В таблице указаны самые популярные резьбы и диаметры сверл, необходимые для сверления отверстий под резьбу.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат — 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Как использовать фильтр на сайте для выбора сверла под резьбу ?
В разделе Сверла по металлу реализован фильтр с параметром «Под резьбу», благодаря которому можно найти нужное сверло буквально в 2 клика мышки:
- Выбираем резьбу.
- Жмем «Применить».
- Получаем подходящие сверла.
Для каких материалов указаны значения в таблице ?
Указанные диаметры отверстий обеспечивают нарезание метрической резьбы в:
- сером чугуне
- сталях углеродистых обыкновенного качества
- сталях конструкционных качественных
- сталях конструкционных легированных
- сталях высоколегированных
- сплавах корозионностойких, жаростойких и жаропрочных
- сталях теплоустойчивых
- алюминиевых литейных сплавах
- меди
Полный список резьб и диаметров можно посмотреть в ГОСТ 19257-73 — официальном техническом документе со всеми нюансами и подробностями.
Перед тем, как приступить к работе рекомендуем озакомиться с практическими советами в статье Как правильно нарезать резьбу метчиком. А еще там можно найти подходящую СОЖ для разных материалов.
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца. Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки.
Резьба в дюймах
Таблица 2. Диаметры отверстия под дюймовые резьбы
Пара капель смазки значительно облегчают работу над глухими резьбовыми отверстиями. Хотя иногда используют в качестве смазки машинное масло, для работы со сталью оптимальна олифа. С алюминиевыми сплавами предпочтительнее использовать керосин, спирт или скипидар. Можно применять и техническое масло, но с меньшим эффектом.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в цанговый патрон .
Видео о том, как нарезается внутренняя резьба:
Полный ГОСТ по диаметрам отверстий под нарезание метрической резьбы
Диаметры отверстий под метрическую резьбу
Часто при ремонте автомобиля, и не только, приходится нарезать новую резьбу.
И многие люди незнают каким диаметром сверлить отверстия. Я решил привести таблицу из справочника слесаря, может кому пригодиться.
Диаметры отверстий даны под метрическую (машинную) резьбу с обычным или крупным шагом. Так же нужно учитывать марку материала, если он твердый, например, сталь, то отверстие можно сверлить на 0.1 — 0.2 мм больше.
Не забывайте при нарезании резьбы очищать метчик от стружки, вывёртывая его назад после нескольких оборотов. Пользуйтесь маслом.
d, резбы(мм) d, сверла(мм) d, резбы(мм) d, сверла(мм)
М1 0.75 М10 8.5
М1.1 0.85 М11 9.5
М1.2 0.95 М12 10.2
М1.4 1.1 М14 12.0
М1.6 1.25 М16 14.0
М1.8 1.45 М18 15.4
М2 1.6 М20 17.4
М2.2 1.75 М22 19.4
М2.5 2.05 М24 20.9
М3 2.5 М27 23.9
М3.5 2.9 М30 26.4
М4 3.3 М33 29.4
М4.5 3.8 М36 31.9
М5 4.2 М39 34.9
М6 5.0 М42 37.4
М7 6.0 М45 40.4
М8 6.7 М48 42.8
М9 7.7 М52 46.8
При нарезке, резьбу сначала проходят метчиком с 1 номером, потом вторым номером, бывают и универсальные метчики, им можно сразу резать. Когда будете покупать спрашивайте у продавца.
studvesna73.ru