Какой лучше припой для пайки – . ?
alexxlab | 04.01.2017 | 0 | Вопросы и ответы
Какой припой лучше использовать для пайки микросхем
Работа с микросхемами является очень деликатной, так как это сложные устройства, в которых имеется множество контактов. Все они выполнены в достаточно маленьких размерах, так что если нужно что-то спаять, то здесь требуется подбирать соответствующие оборудование и расходные материалы, не говоря уже об опыте работы с подобными вещами. Естественно, что для облегчения работ нужно, чтобы температура припоя была относительно низкой, чтобы температурным воздействием не повредить другие детали, находящиеся рядом. Выбирая, какой припой использовать для пайки микросхем, нужно уделить внимание его качеству. Даже при высокой стоимости он будет вполне оправдан, так как во время пайки подобного рода используется относительно небольшое количество материала.

Использование припоя при пайке микросхемы
Припой используется как в частной сфере, среди множества радиолюбителей, так и при заводском производстве и в ремонтных мастерских. В отличие от других разновидностей, подбирая каким припоем паять микросхемы, нужно обращать внимание не на крепость, температурную стойкость и другие механические параметры. Здесь больше важна электропроводность, свойства спаивания и температура плавления.
Подходящие марки
Существуют различные виды припоев для пайки, но стоит выделить наиболее подходящие для работы с микросхемами, которые можно найти на современном рынке. Одним из наиболее распространенных вариантов является ПОС 61. Он имеет следующий химический состав:
| Химических элемент | Соотношение в составе, % |
| Олово | 61 |
| Свинец | 38,5 |
| Железо | 0,02 |
| Висмут | 0,01 |
| Сурьма | 0,05 |
| Никель | 0,02 |
| Сера | 0,02 |
Технические характеристики материала выглядят следующим образом:
| Температура расплавления, градусы Цельсия | Плотность наплавленного материла, г/см в квадрате | Теплопроводность | Сопротивление разрыву | Удлинение, % | Вязкость ударная, кгс/см в квадрате |
| 189 | 8,5 | 0,12 | 4,3 | 46 | 3,9 |
Также может использоваться аналог из той же серии ПОС 30. Он уступает по качествам, но обладает достаточно низкой температурой плавления, чтобы обеспечить комфортные условия проведения работ. Состав его практически не имеет примесей:
| Химических элемент | Соотношение, % |
| Олово | 30 |
| Свинец | 70 |
Технические характеристики данной марки выглядят следующим образом:
| Параметр | Единицы измерения | Значение |
| Температура плавления | градусы Цельсия | 183 |
| Плотность наплавленного материала | кг/ метр кубический | 10,1 |
| Удлинение относительное | % | 58 |
| Сопротивление механическое на разрыв | Мпа | 32 |
| Интервал кристаллизации | градусы | 73 |
Критерии выбора
Помимо этого существуют и другие марки, так что у людей часто возникает вопрос, какой припой выбрать для микросхем, исходя из параметров. В первую очередь нужно обращать внимание на проводимость состава. Если у него большое сопротивление, то для сложных схем он может не подойти. Для обыкновенной домашней пайки критерии не столь существенны, но если предстоит серьезная работа, то лучше обращать внимание на серебряные припои, а не на оловянно-свинцовые, хотя они и дешевле.
Серебряные припои
Одним из важных параметров является температура плавания. Тут не нужна высокая крепость и сама температура на схеме не будет подыматься не выше сотни градусов. При низкой температуре плавления припой лучше расплавляется и схватывается на поверхности. Также проще обирать остатки, которые могут налипнуть при неаккуратном обращении.
Лучше если материал будет выполнен в виде прутка или проволоки, так как это более удобно в практическом применении. Ведь нужно отмерять относительно небольшие порции, поэтому, необходимо иметь возможность взять паяльником минимальное количество материала.
«Важно!
Всегда нужно иметь запас флюса для того припоя, который будет использоваться.»
Особенности пайки
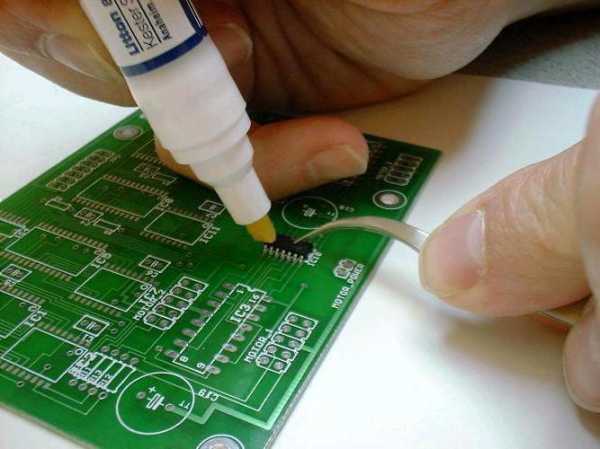
Выбирая, какой припой лучше выбрать для пайки SMD стоит учитывать, что сам процесс спаивания имеет некоторые отличия. Во-первых, для работы нужно подобрать тонкий паяльник, у которого было острое плоское жало. Его мощность не должна слишком превышать температуру плавления расходного материала. Нужно обильно использовать флюс, чтобы улучшить скорость и надежность соединения.
Одной из главных особенностей является чистка микросхемы после спаивания. На ней могут остаться лишние частицы припоя, которые следует собрать, чтобы не получилось короткого замыкания. Это могут быть как случайно оброненные капли, так и просто расплывшиеся массы припоя, если его взяли слишком большое количество. Для этого используется специальная оплетка из меди. Это еще одна из причин по которой температура плавления расходного материала должна быть минимальной.
Производители
На рынке можно выделить следующих отечественных производителей
- КиевЦветМет;
- Арсенал;
- Вадис-М;
- «Технологические Линии»;
- Техноскрап.
svarkaipayka.ru
Припои для пайки
Припои для пайки .

Припои для пайки
В различных областях применяют разные припои для пайки. Различают припои: мягкие, полутвёрдые и твердые. Мягкие и полутвёрдые припои для пайки имеют предел прочности до 50–70 МПа при растяжении и применяются для пайки токоведущих частей. Твёрдый припой для пайки, имеет предел прочности до 500 МПа и применяются при пайке токоведущих частей, допускающих высокий нагрев и деталей, несущих механическую нагрузку.
Какой же припой лучше использовать?
В радиолюбительской практике чаще всего применяются мягкие, легкоплавкие, низкотемпературные припои.
Различают следующие мягкие припои: оловянно-свинцовые, мало оловянистые, легкоплавкие и специальные.
Припои оловянно-свинцовые (ПОС), имеющие температуру плавления = 183 ? 265?С, представляют собой сплавы олова и свинца с добавкой 1,5-2,5% сурьмы и обозначаются (ГОСТ 1499-54) ПОС-18, ПОС-30, ПОС-40, ПОС-50, ПОС-61, ПОС-90 (цифра показывает процент содержания олова).
Легкоплавкие припои (tпл = 60,5 ? 145° С) — сплавы олова, свинца, висмута и кадмия. Их применяют в случаях, когда требуется понижение температуры пайки из-за опасности перегрева деталей. Механическая прочность таких припоев незначительна.
Специальные припои используют для пайки материалов, не поддающихся качественной пайке стандартными припоями (например высокоуглеродистой стали).
Для пайки алюминия и его сплавов применяют специальные припои на оловянной основе, которые содержат цинк, кадмий и иногда алюминий. Лучшими являются оловянно-цинковые, оловянно-кадмиевые и кадмиево-цинковые сплавы (Т пл = 197 ? 310° С), так как цинк и кадмий (особенно цинк) хорошо диффундируют в алюминии.
Мягкие припои изготавливают в виде прутков, проволоки, ленты, а также трубок из оловянно-свинцового сплава, заполненных канифолевым флюсом, различных размеров и диаметра.
Какие же припои для пайки используются в радиолюбительстве? Основных припоев несколько, вот их краткая характеристика.
ПОС 61 — припой для пайки с температурой плавления — 190 градусов. Предназначен для пайки радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность.
ПОС 50 припой с температурой плавления — 222 градуса. Те же самое, но когда допускается более высокая температура нагрева.
ПОС 40 припой с температурой плавления — 235 градусов. Пайка толстых проводов, наконечников, соединений проводов с лепестками, когда разрешен ешё более высокий нагрев, чем в случае ПОС 61 или ПОС 50.
Итак, делаем выводы.
Наиболее подходящим
data-matched-content-rows-num=”4,8″ data-matched-content-columns-num=”1,4″ data-matched-content-ui-type=”image_stacked” data-ad-format=”autorelaxed”>
xn--80aanab4adj2bicdg1q.xn--p1ai
Какой припой лучше выбрать для пайки труб, ПОС-61 или ПОС-63?
Процесс спаивания дает достаточно хорошие результаты соединения металлических деталей, если правильно подобрать расходные материалы и придерживаться четкой технологии. Существует множество марок припоев, каждая из которых предназначается для своего вида металла, а также условий его эксплуатации. Во время спаивания расплавляется только присадочный материал, в то время как основной остается нерасплавленным и поддается лишь частичному нагреву. Благодаря этому, его структура не меняется, а свойства остаются прежними. По этой причине, припои создаются таким образом, чтобы их температура плавления не превышала этот параметр у основного металла и даже не была близка к этому. Исходя из разнообразия вариантов на рынке у многих возникает вопрос, какой припой лучше выбрать?
Стоит отметить, что однозначного ответа здесь нет, так как для каждого случая требуются свои свойства материала, для чего нужно анализировать каждую марку. Естественно, что некоторые производители стараются сделать универсальные модели, но они также не будут подходить ко всем случаям, хотя и смогут справиться с большинством процедур, требующихся от них. Немного иная ситуация с частной сферой. Здесь не так важен подбор металла, так как нет большой ответственности, как в промышленной среде. Здесь главное определиться, какой припой обеспечит наибольшую механическую прочность соединения. Также тут важна простота использования, так как не всегда есть возможность качественно подготовить поверхность, поэтому, материал должен хорошо схватываться на любом месте. Большинство из этих вещей производятся согласно ГОСТ 21931-76.
Разновидности припоев для пайки
Встречается много разновидностей. В первую очередь они различаются по тому, для чего предназначаются. Это могут быть:
- припои для пайки меди, куда входят инструмент для заделывания трещин в трубах, течи, соединения проводов и прочих вещей из этого металла и его сплава;
- для соединения алюминиевых деталей, причем сам алюминий не входит в состав марок, так как относится к трудно спаиваемым металлам и все рассчитано для улучшения его свойств;
- для ремонта нержавеющих деталей, для чего подбираются составы с тугоплавкими добавками, обладающие антикоррозионными свойствами;
- серебряные припои, для соединения изделий из серебра, в том числе и ювелирных изделий, а также сложно соединяемых металлов, так как данные составы обладают высоким качеством.
Все эти и многие другие разновидности подразделяются еще на мягкие и твердые. Мягкий припой имеет температур плавления до 300 градусов Цельсия, а твердый – выше. Чем выше температура плавления, как правило, тем выше крепость соединения и его твердость. Но это далеко не все факторы, от которых зависит выбор припоя.
Свойства популярных марок
Перед тем как выбрать припой для пайки, стоит ознакомиться с его характеристиками. Здесь приведены свойства одних из самых популярных марок.
Технические характеристики ПОС 90
Химический состав
Химический элемент | Содержание химических элементов в припое, % |
Олово | 90 |
Свинец | 9,5 |
| Сурьма | 0,5 |
Физические свойства
Параметр | Значение |
| Температура плавления | 220 Co |
| Плотность сплава | 7,9 килограмм/ метр кубический |
| Удлинение относительное | 58% |
Сопротивление механическому воздействию (временное) на разрыв | 47 Мпа |
| Интервал кристаллизации | 37 градусов |

Внешний вид припоя ПОС-90
Технические характеристики П14
Химический состав
Химический элемент | Содержание химических элементов в припое, % |
| Медь | около 90% |
| Фосфор | 5,6-6 % |
| Олово | 3,8-4,2 % |
Физические характеристики
| Параметры | Значение параметра |
| Температура начала плавления, Co | 645-675 |
| Рабочая температура пайки, Co | 720-730 |
| Прочность шва соединения при испытании на разрыв, МПа | 290-320 |
| Ударная вязкость, к*Дж.метр/см2 | 2 |
| Коэффициент замены серебра | 45% |

Внешний вид припоя П 14
Технические характеристики HTS 2000
| Параметр | Единицы измерения | Значение |
| Степень растяжения | PSI | 45900 |
| Степень удлинения | % | 10 |
| Степень сдвига | PSI | 31000 |
| Масса | г/куб. дюйм | 240 |
| Температура плавления | Градусы Цельсия | 390 |
| Толщина диаметра | мм | 2-3 |
| Длина | м | 0,46 |
| Количество компонентов в составе | шт | 9 |
| Температура плавления | Градусы Цельсия | 347 |
Внешний вид припоя HTS-2000
Особенности подбора марок и критерии выбора
Подбор марки является очень ответственным делом, от которого во многом зависит дальнейшая служба изделия. Для каждого вида металла нужно обращать внимание на свои особенности. «Важно»! Всегда можно подобрать аналог, если нет конкретной марки. Он может быть от зарубежных производителей или ближайшей маркой из той же серии.»
Каким припоем лучше паять акустический кабель? Здесь нужно исходить из того, что кабель имеет тонкие провода, которые могут переплавиться от высокой температуры. Таким образом, это должен быть мягкий сплав с низкой температурой плавления. Он должен иметь низкое сопротивление, поэтому, в составе желательно наличие металлов с хорошей электропроводностью, таких как серебро.
Какой припой лучше выбрать для пайки медных труб? Здесь уже лучше отталкиваться от крепости соединения. Во-первых, в составе должна быть медь, как крепкий и тугоплавкий металл, обеспечивающий высокую прочность соединения. Во вторых медь также имеет сопротивление к коррозии, поэтому, основные металлы в составе также не должны подвергаться ржавчине. Для домашнего применения лучше выбрать марку с более низкой температурой плавления, так как не у всех есть возможность разогреть материал до 760 градусов Цельсия.
Какой припой лучше выбрать для пайки стали? Сталь, особенно нержавеющая ее разновидность, плохо поддается свариванию, но для нее все равно нужны твердые марки, которые имеют в своем составе тугоплавкие металлы. Зачастую это многосоставные припои, многие из которых являются универсальными. Желательно, чтобы состав присадочного материала был близок к составу основного металла. «Важно! Здесь нужно следить за содержанием углерода и чугуна, так как они ухудшают качество соединения.»
Чем паять алюминий? Для этого металла используются припои, в которых нет алюминия, но есть олово, серебро и другие легкоплавкие металлы. Для качественного соединения нужно не только правильно подобрать материал, но и придерживаться технологии подготовки алюминиевой поверхности.
Чем паять серебро? Для серебра используются специальные серебряные припои. Они обладают достаточно высокой стоимостью, но для создания и ремонта ювелирных изделий именно такой вариант является наилучшим. Существуют как чисто серебряные, в которых драгоценный металл занимает 90% и более, а также с содержанием различных добавок, где серебра менее 50%.
Какой припой лучше выбрать ПОС 61 или ПОС 63?
Этот вопрос задают себе многие радиолюбители, но именно для пайки радиоэлементов разницы особой нет, так что можно выбирать тот, что подешевле и доступнее. В остальном же, ПОС 63 считается улучшенной версией ПОС 61 за счет более высокого содержания олова в составе.

Припой для пайки ПОС-61
В нем также отсутствуют примеси других металлов, что тоже является положительным моментом. Благодаря этому, он более пластичный, имеет относительно низкую температуру плавления. У него лучше проявляются антикоррозионные свойства и обеспечивается высокая текучесть во время процесса спаивания.
svarkaipayka.ru
Каким припоем паять микросхемы?

Каждое современное электронное устройство работает благодаря микросхемам различного размера и сложности. Ни одно изделие не может работать вечно. Микросхемы ремонтируют с помощью пайки. Работа с ними – это достаточно сложное деликатное занятие. Из-за большого количества контактов расположенных максимально близко друг к другу, их пайка требует максимальной аккуратности и осторожности.
Для пайки микросхем не подойдет обычный паяльник, для этого нужно приобретать специализированное оборудование. Также особого внимание требуется выбор расходного присадочного материала. Для того чтобы на максимально возможный уровень облегчить работу требуется использовать припой с относительно низкой температурной отметкой плавления. Огромную роль на итоговый результат пайки оказывает качество расходного материала. Естественно, что его стоимость достаточно высокая, но она вполне оправдывается высоким качеством. Также стоит отметить, что для пайки контактов в микросхемах не требуется большое количество припоя, что позволит использовать одну упаковку вещество достаточно долго.
Существует большое количество разнообразных моделей припоев, которые отличаются друг от друга химическим составов, физическими свойствами и, несомненно, качеством. Это обусловлено их широким спектром использования. Припой для пайки микросхем используется повсеместно как любителями и частными профессионалами, так и на огромных масштабных производствах.
Выбор присадочного материала для работы с микросхемами достаточно сильно отличается от подбора материала для обычной пайки. Здесь в первую очередь требуется обращать внимание не на свойство прочности, а на стойкость к воздействию высоких температур, способность проводить электрический ток и т.д.
Наиболее популярные модели припоев для пайки микросхем
Различных моделей припоев от разнообразных производителей, основное назначения которых заключается в работе с контактами микросхемы, очень много. Можно отдельно выделить пару отечественных моделей популярных в нашем государстве. Одной их таких является припой для микросхем ПОС 61. Его химический состав очень разнообразен и выглядит следующим образом (значения указаны в процентном соотношении):
- Sn – 61;
- Pb – 38.5;
- Fe – 0.02;
- Bi – 0.01;
- Sb – 0.05;
- Ni – 0.02;
- S – 0.02.
Такой набор элементов в химическом составе расходного присадочного материала позволяет ему обрести следующие физически свойства и механические характеристики:

- вещество начинает подвергаться процессу плавления при достижении температурной отметки равной 189 градусов по Цельсию;
- плотность наплавленного припоя на один квадратный сантиметр равна примерно восьми с половиной граммам;
- материал способен удлинятся относительно самого себя примерно на 45-47%;
- ударная вязкость материала равна 3,9 килограмм на один квадратный сантиметр площади наплавленного вещества.
В качестве альтернативы вышеописанному припою можно использовать модель ПОС 30. По общему уровню качества он достаточно сильно уступает предыдущей модели, однако низкая температура плавления позволяет создать комфортные условия для пайки микросхем. Его химический состав состоит всего лишь из двух компонентов (значения в процентном соотношении):

Этот несложный состав обеспечивает припою следующие технические характеристики:

- вещество начинает подвергаться плавлению при достижении температурной отметки в 183 градуса по Цельсию;
- плотность наплавленного припоя на один кубический метр равняется десяти килограммам;
- припой способен удлиняться относительно самого себя почти на шестьдесят процентов.
Как выбирать?
Естественно, что не следует ограничиваться двумя вышеописанными моделями. Для каждого конкретного случая может понадобиться использование присадочного материала определенного химического состава для обеспечения нужных физических свойств и механических характеристик. Следует выбирать ту или иную модель припоя исходя из необходимых вам свойств.
В первую очередь нужно обращать внимание на значение проводимости электрического тока. Если сопротивление, которым он обладает, достаточно низкое, то его использование в пайке сложных микросхем будет невозможно. Конечно же, для небольших паяльных работ, выполняемых в домашних условиях, можно использовать самый простой и недорогой вариант. Но если предстоит выполнять масштабные работы, то лучше всего купить припой, в основе химического состава которого лежит серебро.
Также очень важной характеристикой является значение температуры, при достижении которой вещество начинает подвергаться плавлению. Так как рабочая деятельность практически любой микросхемы редко когда происходит при температурах превышающих сотню градусов по Цельсию, то и использовать лучше расходный материал с низкой отметкой плавления.
Стоит уделять внимание форме материала. Лучше всего если он будет реализован в форме трубки или стержня, так как такие формы способны обеспечить максимальный комфорт при работе. С их помощью очень легко взять паяльником минимально требуемое количество вещества.
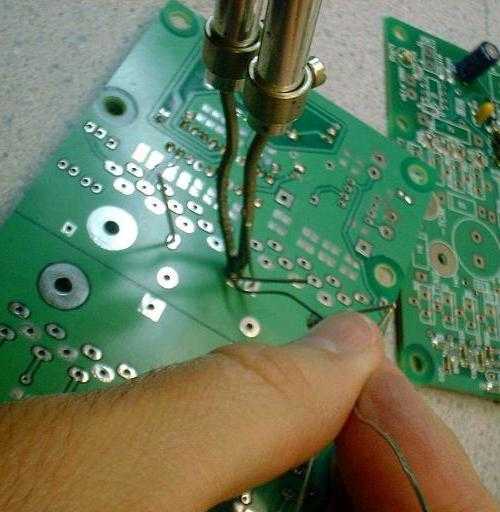
Особенности проведения паяльных работ с микросхемами
При покупке той или иной модели припоя стоит учитывать, что пайка микросхем имеет некоторые различия относительно работ с изделиями более большого размера. Для работы маленькими контактами нужно использовать небольшой паяльник с острым жалом плоской формы. Рабочая мощность ни в коем случае не должна превышать температурную отметку плавления расходного материала. Для улучшения качества итогового результата работы в обязательном порядке нужно использовать флюс в большом количестве.
Самое главное отличие паяния микросхем от работ с другими изделиями является то, что любая микросхема нуждается в очистке излишков расходного материала после выполнения работ. Это следует выполнять для того, чтобы во время работы микросхемы исключить шанс возникновения возможного короткого замыкания. Этот процесс выполняется с помощью медной оплетки, это также одна из особенностей, которая требует проведения работ при невысоких температурах.
svarkagid.com
Припой для пайки
Лучший припой для пайки металлов — это чистое олово. Но на практике применяется сплав, в котором основой выступает олово и добавляется свинец. Подобные припои можно встретить в продаже, причем марок у них немало. При желании его можно изготовить самостоятельно, если имеются в наличии все нужные ингредиенты. Припой из олова и свинца обозначается тремя буквами — ПОС, после которых идет число. Наиболее популярные марки — ПОС-60 и ПОС-40. Цифры — это процентное содержание свинца в смеси. Такими припоями проводится пайка как латуни, так и радиоэлементов и медных проводов.
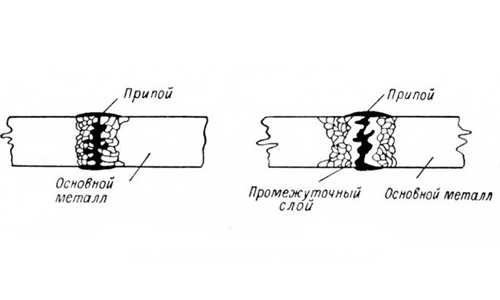
Схема пайки твердым припоем.
Как выбрать припой и его разновидности?
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления. Для тонких допускается применять припои с наименьшей температурой.
Вернуться к оглавлению
Типы припоев для проведения пайки
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.
Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина — температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки. Для пайки полупроводниковых элементов такие припои не подходят. Проводить работы с серебряным припоем тоже необходимо при высокой температуре. С его помощью проводится пайка не только меди, но и стали, чугуна, никеля и его сплавов.
А вот радиолюбители используют легкоплавкие припои. У них температура плавления редко достигает 400 градусов. Вот только прочность у них не очень высокая. Но для пайки проводов и радиоэлементов ее достаточно. Одним из популярных припоев является марка ПОС-61, в котором олова около 38%, свинца 61%, а остальное — это присадки, улучшающие свойства смеси. Сверхлегкоплавкие тоже применяются радиолюбителями. Кадмий и висмут в них встречаются нередко, за счет чего температура плавления едва доходит до ста градусов. Идеально подходит такой припой только для пайки мелких радиоэлементов и кристаллов, так как выдерживает очень маленькие нагрузки.
Вернуться к оглавлению
Изготовление припоя своими руками
Чтобы сделать припой для пайки в домашних условиях, вам потребуется наличие следующих ингредиентов:
- Свинца.
- Олова.
Еще нужны такие инструменты:
Материалы и инструменты для пайки латуни.
- Керамические формы (можно из гипса или жести).
- Стальная ложка.
- Стальная палочка.
- Емкость (желательно сталь).
Не забывайте о том, что работаете со свинцом — одним из опасных металлов. Надевайте очки и респиратор, помещение проветривайте. Для удобства наденьте перчатки, чтобы не получить ожог. Над газовой горелкой в емкости расплавьте свинец и олово, заранее взвесив их на весах и добившись нужной пропорции. При помощи ложки из стали снимите «навар» — шлак на поверхности. И, размешав стальной палочкой, чтобы металлы соединились равномерно, вылейте расплав в формы. Все, припой для пайки медных проводов и радиоэлементов готов, можно приступать к проведению монтажных работ. Не забудьте проветрить помещение.
Вернуться к оглавлению
Как правильно паять латунь?
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла. Выход один — нужно проводить пайку при низкой температуре, используя припой из олова и свинца. Но необходимо применять флюс, наиболее распространенным является из канифоли и спирта.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру. Причем поры образуются при любом способе пайки, как под высокой температурой, так и под низкой. Нередко применяется пайка латуни в газовой среде (при условии, что перед началом работ было проведено флюсование). Допускается не использовать флюс, если на поверхности латуни имеется слой никеля или меди.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное — в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
- ПСр-72.
- ПСр-40.
- ПСр-45.
- ПСр-25.
- ПСр-12.
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
- ПМЦ-36.
- ПМЦ-48.
- ПМЦ-54.
- Припой медно фосфорный.
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Использовать медно фосфорный припой нельзя, так как соединение оказывается малопластичным из-за образования при пайке фосфидов цинка на поверхности шва.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
expertsvarki.ru
Какой паяльник выбрать для пайки радиодеталей, проводов: ТОП-5 моделей
Каждый вид пайки несколько отличается от других разновидностей, что влияет на выбор инструмента, при помощи которого и будут производиться процедуры. Хороший паяльник для пайки труб может совсем не подойти для работы с радиодеталями. По этой причине нужно знать, как правильно выбрать паяльник для работы с микросхемами и прочими радиоэлементами. К характеристикам устройства выдвигаются особые требования, так как нарушение технологии может навредить самим деталям. В особенности это касается чувствительных элементов, которые можно испортить статическим напряжением, высокой температурой и прочими особенностями работы устройства.
Работа с радиодеталями предполагает, что нужно будет выполнять операции с достаточно мелкими элементами. Они намного быстрее плавятся и для их обработки требуется значительно меньше энергии. Выполнение процедур с такими тонкими элементами требует особой тщательности и подготовки. Это касается не только выбора правильного элемента, но и умения мастера. Здесь требуются точные движения и учет всех тонкостей обрабатываемых деталей. Хороший подходящий инструмент здесь становится лишь дополнением ко всем умениям специалиста. Но даже малоопытному человеку со специальным паяльником для этих целей будет легче справиться с работой при наличии подходящего инструмента.

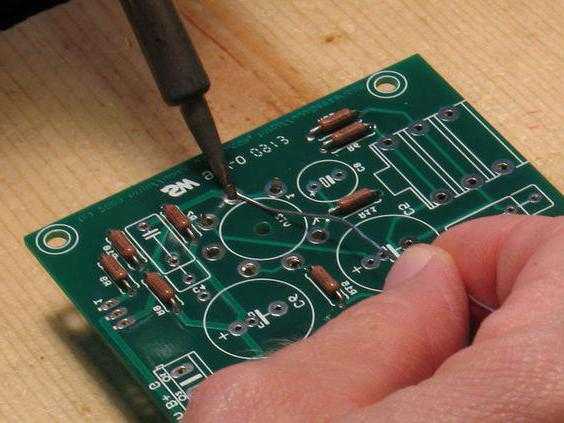
Процесс пайки радиодеталей
Требования к паяльникам для пайки радиодеталей
Чтобы подобрать качественный паяльник для конкретных целей, требуется учитывать все особенности выбранного направления. Работа с микросхемами несколько отличается от пайки труб, проводов и различных контактов. Все это отображается на инструменте, который требуется для выполнения данной процедуры.
Рассматривая варианты, какой паяльник выбрать для пайки радиодеталей для начинающих, стоит обратить внимание на такие требования:
- Форма жала. При работе с деталями радиотехники и электроники нужно, чтобы у паяльника было коническое жало. Такая форма лучше всего подходит для работы с мелкими контактами. Благодаря данному подходу, мастеру намного легче выпаивать микросхемы и впаивать их на нужное место, что является основными операциями с использованием этого инструмента.
- Материал жала. Лучше всего подбирать керамические модели, так как они помогают защитить чувствительные изделия от статического напряжения. Медные разновидности также используются и являются вполне практичными, но с ними приходится работать более аккуратно. Керамические жала легче чистить и они быстрее подготавливаются к работе.
- Регулятор мощности. Рассматривая, какой паяльник лучше выбрать, стоит обратить внимание на современные модели с регулятором мощности. Это позволяет подобрать нужные характеристики инструмента для конкретного вида работы. Благодаря этому, можно одним паяльником выполнять множество видов процедур.
- Компактность размеров. Небольшими моделями намного проще управлять при работе с микросхемами. Толстые жала, даже если они имеют нужную форму, не позволят вести тонкую работу. Соответственно, небольшая легкая модель с тонким наконечником будет отличным вариантом выбора.
- Наличие дополнительных кнопок. Кнопки для повышения температуры пайки, которые встречаются на импульсных моделях, а также в других разновидностях. Они помогают экономить энергию при работе.
Конструкция паяльника для радиодеталей
Прежде чем решаться, какой паяльник выбрать для пайки проводов в радиоэлектронике, нужно разобраться с его конструкцией. К основным элементам инструмента относится:
- Жало;
- Стержень;
- Нагреватель;
- Держатель;
- Электрический шнур и вилка;
- Трансформатор;
- Частотный преобразователь;
- Регулятор мощности;
- Кнопка управления.
В зависимости от конкретной модели, количество элементов конструкции может меняться. При выборе следует обратить внимание на соответствие параметров каждого элемента заявленным требованиям.
Особенности выбор паяльника
Естественно, что самые качественные и удобные модели будут стоить значительно выше обыкновенных бытовых. Поэтому, важно определиться с целями применения. Определяясь, какой паяльник выбрать для пайки радиодеталей, стоит обратить внимание на тип нагревателя. По данному параметру устройства разделяются на:
- Газовые. Лучше всего подходят для пайки проводов в распределительных коробках. Они могут работать в автономном режиме без подключения к источнику электроэнергии. Помимо пайки инструмент можно использовать как фен для термоусадки. Главной проблемой работы с ними является выделение вредных газов в атмосферу, а также сложность работы с мелкими микросхемами.
- Электрические. Эти модели лучше приспособлены для пайки микросхем, а не только для проводов. Здесь могут встречаться недорогие простые спиральные модели, которые долго греются, но отлично подходят для новичков. Также есть керамические модели с быстрым нагревом, но они оказываются очень хрупкими и на практике часто ломаются. Импульсные дороже всех, но они специализированы для работы с микросхемами и быстро нагреваются.
Если рассматривать, как выбрать паяльник для пайки радиодеталей, то нужно ориентироваться по следующим параметрам:
- 100 Вт и выше – модели не стоит использовать для работы в данной сфере;
- 60-100 Вт – устройства могут использоваться для пайки проводов, но другие радиоэлементы ими нельзя спаять;
- 20-50 Вт – хорошо подходят для пайки радиоэлементов в домашних условиях, но если речь заходит о тонкой работе с мелкими деталями, то могут возникнуть трудности;
- 10 Вт и менее – такой вариант используется преимущественно при работе с микросхемами и для более толстых контактов не подходит.
«Важно!
Импульсные паяльники специализированы для работы в этой сфере и часто имеют оптимизированные под нее параметры, что существенно облегчает выбор, как для бытового, так и для профессионального использования.»
Топ 5 лучших моделей паяльников для радиодеталей
Разбираясь, какой паяльник выбрать для пайки микросхем, стоит обратить внимание на эти конкретные модели:
- Baku bk-456 — модель с мощностью до 40 Вт. Температура нагрева составляет до 450 градусов Цельсия. Имеется встроенный регулятор температуры.

Паяльник Baku bk-456
- TLW 500W – мощный паяльник с нихромовым нагревательным элементом.

Паяльник TLW 500W
- AOYUE 3211 – модель с керамическим нагревателем. Максимальная мощность составляет до 80 Вт. Присутствует быстрый нагрев. Обладает дополнительной светодиодной подсветкой.

Паяльник модели AOYUE 3211
- ZD 416G – модель с быстрым нагревом. Максимальная мощность здесь составляет 25 Вт. Отлично подходит для работы с микросхемами.

Паяльник модели ZD 416G
- Intertool RT2001 – импульсная модель со встроенным трансформатором. Максимальная мощность достигает 100 Вт. Используется преимущественно для демонтажа элементов.

Паяльник Intertool RT2001
Производители
Среди популярных производителей можно отметить следующие бренды:
- Sthor;
- AOYUE;
- ZD;
- TLW;
- Intertool;
- Mega;
- Baku;
- Mastertool.
Заключение
Работа с радиоэлементами является достаточно специфической. Далеко не все простые модели паяльников могут подойти для этого, даже если мастер имеет соответствующий опыт работы. Пайка микросхем востребована, так что на рынке можно подобрать подходящие по цене и другим параметрам моделей. Но стоит помнить, что на качество работы влияет не только инструмент, но и опыт мастера.
Видео: рекомендации по пайке микросхем и радиодеталей
svarkaipayka.ru
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.

Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца – 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
- сам паяльник;
- припой;
- канифоль.
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго – самые распространенные.
- Жало в форме иглы – им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка – применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли – им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой – чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим “крокодил”.
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой – это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой “ПОС” – припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем “ПОС-6О”.
- Флюсы – это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется “паяльная кислота”. Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс – для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, – очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
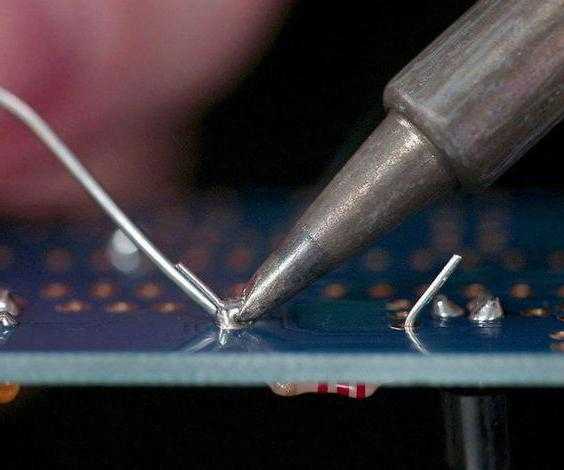
Как паять припоем с канифолью
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
fb.ru