Конвейер ленточный устройство – Ленточный конвейер – устройство, применение
alexxlab | 05.11.2019 | 0 | Вопросы и ответы
Ленточный конвейер – устройство, применение
Перед тем как рассказать об устройстве ленточного конвейера, давайте ознакомимся с этим видом промышленного оборудования.
Практически во всех отраслях промышленности используются ленточные конвейеры, иначе называемые ленточные транспортеры (от англ. belt conveyor), которые обеспечивают непрерывность процессов транспортировки различных видов грузов и материалов. Их применение позволяет доставлять до нужного объекта штучные грузыиматериалы, имеющие сыпучую/кусковую структуры. Транспортировка, какв горизонтальном, так и в наклонном положении (при угле наклона 18°), обеспечивается за счет особой конструкции устройства. Благодаря использованию специальных транспортеров в карьерах и шахтах, осуществляется доставка не только добываемых природных ископаемых к погрузочному пункту или на предприятие, но и людей.

Горизонтальные и комбинированные трассы, по которым производится транспортировка, могут достигать длины в 10-12 км. Производительность конвейеров измеряется кубометрами перемещаемых грузов в час. В некоторых областях достаточным количеством считается несколько кубометров, а в других необходимо осуществлять транспортировку нескольких тысяч кубометров в час. По ширине конвейерные ленты встречаются как узкие (30 см), так и достаточно широкие (2 м).
Различают конвейерные ленты, перемещающие грузы с разной скоростью, от 0,5 до 5 м/с. В соответствии с принятыми нормативами при ручной разборке грузов, скорость движения ленты должна быть минимальной. Выбор ленты зависит от тех, параметров, которые необходимы для транспортировки конкретного вида грузов. Таким образом, во внимание принимаются степень трения об ленту, скорость и способ загрузки конвейера, а такжеего угол наклона. Различают два вида лент: ПВХ-лента или резинотканевая.
Устройство ленточного конвейера
Основными частями ленточного конвейера являются рама, приводной барабан, натяжной барабан, ролики конвейера, транспортерная лента.
На раме закреплены ролики, по которым транспортерная лента скользит, и перемещает груз в пространстве. Для натяжения ленты служит два больших ролика, называемых барабанами. Один из них – натяжной, закреплен на подшипниковом узле и служит для регулировке натяжении ленты. Другой – приводной барабан конвейера, закреплен на противоположном конце конвейера и имеет специальный вал, который соединен с электродвигателем через редуктор. Собственно с помощью передачи вращательного движения от электродвигателя или мотор-редуктора к приводному барабану, и происходит движение ленты транспортера.
Преимущества ленточных конвейеров перед другими способами транспортировки налицо. Во-первых, благодаря значительной скорости движения ленты обеспечиваются высокая эффективность и производительность промышленных процессов. Во-вторых, подобный конвейер потребляет относительно мало энергии. В-третьих, надежная конструкция устройства даже при длительном сроке эксплуатации обеспечивает качественное выполнение задач.
Транспортировку штучных грузов обычно производят на конвейерах, имеющих ленты гладкого типа. Для мелких грузов и сыпучих материалов предусмотрена возможность перемещения по ленте с рифленой структурой основания. Именно такой тип устройства ленточного конвейера обеспечивает максимальное КПД. Существует несколько видов рифления – в виде ромбов, треугольников, пирамидальный тип и др. Транспортируемый груз можно перемещать под наклоном до 45° за счет поперечно установленных перегородок высотой до 20 см. Эффективная работа предприятия возможна, благодаря наличию конвейеров, имеющих разные типы лент: резинотканевую, брезентовую, сетчатую, специальную пищевую. В зависимости от характеристик конкретного груза/товара процесс транспортировки осуществляется на специально предназначенном для него конвейере.
Установка транспортеров возможна не только в отапливаемых помещениях, но и в зданиях, не имеющих обогрева, и на открытом воздухе. Для оптимальной работы транспортеров рекомендуется их эксплуатация при температуре от-50 до +45 °С. Вспомогательное оборудование, установленное на конвейере, позволяет осуществлять процессы транспортировки грузов при температуре, достигающей 200°С, обеспечивая надежную работу встроенных механизмов.
Большинство ленточных конвейеров оснащено специальными устройствами, предупреждающими падение грузов, и очищающими поверхность от просыпавшихся материалов. Постоянное расширение областей применения возможно благодаря новым технологиям, позволяющим улучшить конструктивно-технологические параметры конвейеров. Усовершенствование процессов работы транспортеров снижает оборачиваемость ленты, уменьшает количество промежуточных перегрузок и повышает срок эксплуатации ленточных конвейеров. Появление лент из морозостойких материалов и особых сортов смазки, предназначенных для холодных условий, область применения и особенности устройства ленточных конвейеров расширяется вплоть до районов, относящихся к Крайнему Северу.
promplace.ru
Ленточный конвейер | Принцип работы, устройство и монтаж, классификация и технические характеристики – на промышленном портале Myfta.Ru
 Принцип работы
Принцип работы
Ленточные конвейеры, занимая лидирующее положение, как транспортное средство непрерывного действия, особенно успешно проявляют себя в шахтах и рудниках.
Сегодня в угольных шахтах наблюдаются нарастающие темпы добычи угля с увеличением нагрузки в очистных забоях, что происходит благодаря усовершенствованию технологических процессов и внедрению в производство высокопроизводительной техники по добыче полезных ископаемых.
Кроме того, концентрация горных работ, совершенствование схем вскрышных работ – все это обусловило широкое использование конвейеров при необходимости доставить уголь или сланцы из очистных забоев.
Еще одним из факторов развития средств непрерывного транспорта является то, что устройство ленточного конвейера (рис.1) достаточно простое и его монтаж не требует больших затрат.
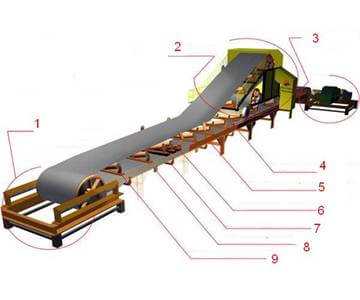
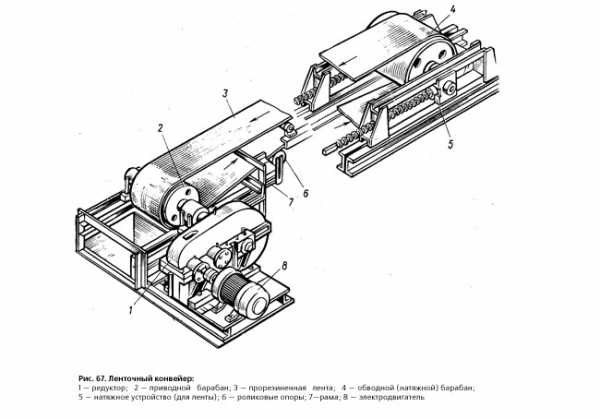
Рис.1. Ленточный конвейер
Отличительным признаком ленточных конвейеров общего назначения можно считать бесконечную гибкую ленту (2),играющую роль несущего и тягового органома Опорой для ленты, как ее рабочей, так и холостой ветвям, служат роликовые опоры (5,6,7,8,9) на концах конвейера лента огибает приводной (3) и натяжной(1) барабаны.
В отдельных случаях, когда конвейер короткий и предназначается для транспортировки штучного груза, рабочую ветвь ленты монтируют на деревянном или металлическом настиле. Движение ленты осуществляет приводной барабан фрикционным способом, а достаточное натяжение сбегающей ветви ленты создает натяжной барабан с помощью натяжного устройства
Транспортируемый материал, а это, как правило, сыпучие материалы, загружают на конвейер с помощью загрузочной воронки, которую устанавливают в начале конвейера над концевым барабаном.
Разгрузку ленты чаще всего делают на конце конвейера с приводного барабана, но разгрузка может быть и промежуточной, тогда используют или передвижную разгрузочную тележку(4), или стационарный плужковый сбрасыватель (Рис.2).
Поток сбрасываемого с барабана материала направляется разгрузочной коробкой.
Рис.2. Плужковый сбрасыватель
Чтобы очистить ленту по рабочей стороне от остатков груза, на конвейере устанавливаются приспособления с вращающимися щетками (из капрона, резины) или неподвижные скребки.
Наличие таких устройств по многим транспортируемым материалам является необходимостью, так как налипание остатков груза на роликах холостой ветви в виде трудноудаляемой неровной корки, приводит к неравномерному их вращению и ускорению износа ленты. Очень эффективным устройством по очистке ленты является вращающийся барабан, на котором установлены спиральные скребки.
Также оберегается от случайно попавших частиц груза и внутренняя сторона холостой ветви ленты, для этого у натяжного барабана устанавливается сбрасывающий скребок. Очищать ленту после приводного барабана следует для того, чтобы остатки груза, осыпаясь от вибрации, не создавали в районе каждой опоры холостой ветви завалы, что усложняет техническое обслуживание и работу конвейера.
С целью обеспечить центрирование обе ветви ленты и для исключения ее возможного поперечного смещения используют разные виды центрирующих роликовых опор.
Конструкция ленточного конвейера предусматривает ответственный блок, которым является привод барабана ленточного конвейера, с электродвигателем, редуктором и соединительной муфтой.
Сборка и монтаж ленточного конвейера
Одним из достоинств ленточного конвейера является простота и легкость, с какой его можно собрать на новом места и быстро разобрать после окончания работ. Все его элементы монтируются на металлоконструкциях, которые крепятся или на фундаменте, или на несущих частях здания.
Металлоконструкция, на которой закреплен приводной барабан, привод и разгрузочная коробка, называется приводной станцией. Такая же конструкция, но с натяжным устройством, называется натяжной станцией. Средняя часть конвейера выполняется в виде отдельных одинаковых линейных секций.
Таким образом, монтаж ленточного конвейера сводится к соединению всех линейных секций, переходных участков, приводной и натяжной станций болтами. Обычно, при транспортировке сыпучих грузов монтируются многороликовые опоры,чтобы придать ленте желобчатую форму. С такой формой ленты при одинаковой ширине и скорости производительность возрастает почти в два раза по сравнению с конвейером, имеющим плоскую ленту.
Имеет место применения двухбарабанных сбрасывающих тележек, назначение которых промежуточная разгрузка только сыпучих грузов в стороны от ленты по отводящему патрубку. В то же время стационарные плужковые сбрасыватели используются как для сыпучих, так и штучных грузов. Кроме стационарных известны конструкции и передвижных плужковых сбрасывателей, которые устанавливаются на тележках.
Кроме перечисленных элементов, на конвейерах устанавливаются стопорные устройства или двухколодочные нормально закрытые тормоза, также в конструкции конвейеров с наклонными участками трассы предусматриваются ловители ленты в случае ее обрыва, монтируются и приспособления безопасности и автоматические устройства управления.
Ленточные конвейеры можно с одинаковым успехом монтировать на открытом воздухе на эстакадах и на открытых площадках, в туннелях, галереях, в зданиях. Допускаемая при эксплуатации конвейеров температура окружающей среды может колебаться от -50 до+45 °С, а в отдельных случаях он могут работать при температуре от -50 до +200 °С.
Основные классификации и технические характеристики ленточных конвейеров
Широкое распространение конвейеров практически по всем отраслям современной промышленности, вызвало повышенный интерес науки к этой области знаний и практики.
Как результат такого интереса можно считать появление прочной прорезиненной ткани, новых стальных конструкций со спиральными винтами и т.д. Получили развитие конструкции конвейеров, как пример можно привести появление инерционных конвейеров, которыми перемещаются тяжелые грузы на значительные расстояния.
В связи с этим в современном мире сложилась следующая форма классификации конвейеров.
Исходя из самого устройства конвейера, они бывают:
- по типу тягового органа — ленточными, цепными, канатными, винтовыми, инерционными.
- по типу грузонесущего органа- люлечными, пластинчатыми, ленточными, ковшовыми, скребковыми.
- по виду перемещаемого груза — под навалочные грузы , для штучных грузов.
- по виду применения- стационарные, передвижные, подвесные.
Индивидуально технические характеристики ленточного конвейера сводятся к следующим показателям:
- Грузоподъемность 1пм в кг
- Рабочие: ширина в мм
- Высота конвейера в мм
- Скорость подачи в м/мин
- Мощность электродвигателя в кВт
- Габариты в мм по:
- длине
- ширине
- высоте
- Вес в кг
Виды ленточных конвейеров
Особенность той или иной конструкции конвейера зависит от типа применяемой ленты. Так в промышленности часто эксплуатируются конвейеры, имеющие стальную ленту.
При одинаковой схеме использования они от конвейеров общего назначения отличаются отдельными конструктивными элементами, что вызвано повышенной жесткостью ленты. Барабаны для конвейеров со стальной лентой изготавливаются больших размеров, а роликовые опоры выполняются в форме дисков на одной оси, пружинные ролики, и настил с бортами или без бортов.
Есть конвейеры с проволочными лентами, для них характерны опоры из одного горизонтального ролика. Своеобразная неплотная лента этих конвейеров ведет к тому, что их используют на транспортировке штучных грузов. Эти конвейеры в состоянии работать при температуре до 1100°.
Стремясь устранить ленту в качестве тягового органа, конструкторы создали канатно-ленточные конвейеры, где на двух опирающихся на блоки тяговых канатах лежит лента с грузом. Лента в сочетании с тяговой цепью позволили создать ленточно-цепной конвейер. Тяговая цепь в таком конвейере проходит через направляющие блоки, а боковые кромки ленты ложатся на наклонные поддерживающие ролики.
Когда используются ленточные конвейеры для подачи груза на некоторую высоту, то длина конвейера будет зависеть от угла подъема — чем круче конвейер, тем длина его меньше.
А с уменьшением длины конвейера снижается его стоимость, сокращается занимаемая им площадь, когда это происходит в производственном помещении или на ограниченной территории обслуживаемого объекта. Поэтому при необходимости уменьшить длину и стоимость конвейера, а также в случае производственной необходимости применяют наклонный конвейер ленточный и вертикальный конвейер ленточный, у которого наклон достигает почти 90°.
В конструкции таких конвейеров предусматриваются верхние прижимные элементы, а также цепная сетчатая лента, прорезиненная тканевая лента и катки с дополнительной лопастной лентой. Очень часто, чтобы увеличить угол наклона применяются специальные рифленые ленты, имеющие на рабочей стороне уступы или гребни.
При перемещении сильно пылящих материалов на практике используются конвейеры, имеющие трубчатую ленту с застежкой типа «молния» и устройством для ее открывания и закрывания.
Для условий пересеченной местности создана конструкция конвейера с лентой, которая подвешивается на цепях к кронштейнам и стальным проволочным канатам, лежащим на опорных блоках. Разновидностью таких конвейеров можно считать конвейеры с трубчатой лентой.
Несмотря на большое разнообразие приведенных выше ленточных конвейеров у них один общий признак — это стационарный ленточный конвейер
Рис 3. Передвижной ленточный конвейер
Передвижные и переносные ленточные конвейеры представляют многочисленное семейство. Здесь показан ПЛК с крутым наклоном, он предусмотрен и используется в качестве ленточного погрузчика легкого типа, имеющий переменный угол наклона и поперечные планками на ленте.
На большинстве передвижных ленточных конвейеров применяются мотор-барабаны, с встроенным в него приводом и винтовым натяжным устройством, которые устанавливаются в верхней части машины.
myfta.ru
Схема ленточного конвейера | Устройство конвейера, детали привода, принцип работы и область применения – на промышленном портале Myfta.Ru
 Устройство
Устройство
Ленточный конвейер – это транспортирующий механизм непрерывного действия, в котором грузонесущий и тяговый орган представлен замкнутой (бесконечной) гибкой лентой. Лента движется благодаря силе трения ленты и приводного барабана, а вес конструкции и груза равномерно распределяется по стационарным роликоопорам.
B горной промышленности ленточными ковейерами перемещают полезные ископаемые и породы от места добычи по выработкам горных предприятий и для подъема их на поверхность с последующей транспортировкой к обогатительным фабрикам или на погрузочную площадку внешнего транспорта, a породу — в отвал. Ленточными конвейерами можно доставлять полезные ископаемые от горных предприятий непосредственно к потребителю. Это может быть уголь для теплоэнергоцентрали или руда на металлургический завод.
Простейшая кинематическая схема ленточного конвейера выглядит следующим образом :
Рис. 1 Схема ленточного конвейера
Ленточный конвейер общего назначения построен на принципе, когда бесконечная гибкая лента, с ее рабочей и холостой ветвями, опираясь на роликовые опоры, огибает приводной и натяжной барабаны, расположенные по концам конвейера. В конструкции коротких конвейеров, которые используют для транспортировки штучных грузов, часто рабочая ветвь ленты скользит по деревянному или металлическому настилу.
Лента приводится в движение приводным барабаном. Необходимое натяжение сбегающая ветвь ленты получает от натяжного барабана с помощью натяжного устройства. Для погрузки сыпучего материала, который подлежит перемещению, используются загрузочная воронка, устанавливаемая обычно у концевого барабана в начале конвейера.
Материал разгружается с ленты двумя способами, это может быть разгрузка с приводного барабана и называется концевой или промежуточной, для чего используют передвижную разгрузочную тележку, либо стационарные плужковые сбрасыватели. Для направления потока доставленного к месту разгрузки материала используется разгрузочная коробка.
Чтобы очистить ленту с рабочей стороны от остатков груза устанавливают щетки из капрона или резины, либо неподвижный скребок. Установка очистного устройства крайне необходимо в тех случаях, когда возможно прилипание остатков транспортируемого материала на роликах холостой ветви и образование трудноудаляемой неровной корки, что приводит к неравномерному вращению роликов и ускоренному износу ленты.
Когда возникает необходимость очистки внутренней поверхности холостой ветви ленты от случайно попавших остатков груза, в районе натяжного барабана устанавливается дополнительный сбрасывающий скребок. Очищать ленту после приводного барабана необходимо с целью предотвращения осыпания прилипших частиц материала от вибрации, в результате чего под опорами холостой ветви возникают завалы, затрудняющие эксплуатацию конвейерной линии.
Привод ленточного конвейера
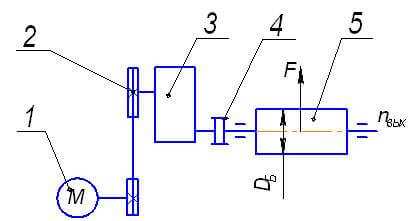
Рис. 2. Схема привода ленточного конвейера.
Составляющими звеньями привода ленточного конвейера являются электродвигатель (1), зубчатоременная передача (2), редуктор (3), зубчатая муфта (4), приводной барабан (5). Кинематическая схема привода ленточного конвейера построена на том, что асинхронный электродвигатель вращает с помощью ременной передачи быстроходный входящий вал цилиндрического редуктора. Входящий вал редуктора вращение передает на промежуточный вал при помощи косозубой передачи.
В свою очередь промежуточный вал при помощи прямозубой зубчатой передачи вращает выходной вал редуктора. С помощью компенсирующей зубчатой муфты крутящий момент от выходного вала редуктора передается к валу приводного барабана конвейера.
Конструкция конвейера полностью зависит от типа применяемых лент. Если сравнить ленточный конвейер со стальной лентой одинакового назначения с конвейером общего назначения, схема будет отличаться от последних теми элементами конструкции, которые зависят от повышенной жесткости ленты.
Также будут отличия и в конструкции барабанов у конвейеров со стальной лентой, они будут иметь большие размеры, ролики будут выполняться в форме дисков на одной оси, и другие отличия. Когда конвейеры с проволочными лентами становится возможным применение опор, состоящих из горизонтальных роликов. Конвейеры с проволочными лентами работают при высоких температурах до 1100°.
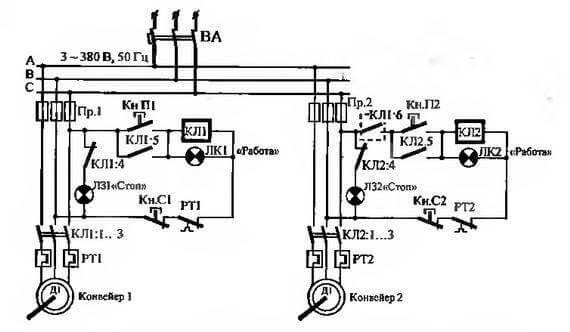
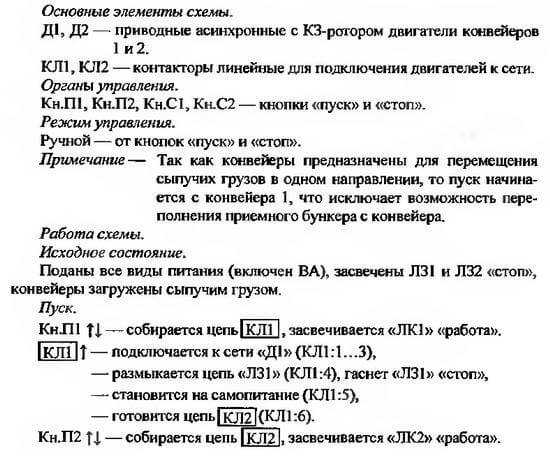
Электропривод синхронного вращения
Электрическая схема ленточного конвейера имеет определенные особенности, которые связаны с тем, что у конвейеров привод, порой состоит из одинаковых электродвигателей (два и более), и требуется согласованное вращение этих электродвигателей, а соединить их каким-то механическим валом не предоставляется возможности.
Для решения этой задачи применяют электрическую связь роторов асинхронных (АД) или синхронных (СД) двигателей, которую называют электрическим валом.
Один из вариантов такой специальной схемы рассматривается здесь.
myfta.ru
Как работает ленточный конвейер | Мастер Милк
Оборудование на заказ
Мы осуществляем производство и поставки оборудования под заказ на территории России, Украины, Белоруссии, Казахстана, Молдавии, Азербайджана, Грузии, Латвии, Финляндии, Греции, Польши.
Телефоны: +38 (067) 535-53-31; +38 (067) 531-64-92; +38 (0536) 79-28-87 E-mail: [email protected] ЗаказатьЛенточный конвейер довольно плотно вошел в технологические процессы большинства производств. Его используют для транспортировки всевозможных грузов на предприятиях разных отраслей пищевой индустрии, сельском хозяйстве, горно-добывающих предприятий, в металлургии, на складах и портах для разгрузки и погрузки.
Ленточные конвейеры являются высокопроизводительными устройствами независимо от длины транспортерной ленты и скорости перемещения грузов. Такие агрегаты могут входить в состав сложных механизмов или же работать в качестве самостоятельного устройства.
Конструкция ленточного конвейера

Основными узлами ленточного конвейера являются натяжные и приводные устройства, транспортерная лента, роликоопоры, опорная металлоконструкция, загрузочные и разгрузочные устройства, очистные системы.
По способу установки ленточный конвейер может быть:
- Транспортируемый: передвижной, переносной
- Стационарный
- Поворотный
Максимальное расстояние для транспортировки любого объема и веса грузов у стационарных конвейерных устройств может достигать до 3 км. Транспортируемые машины могут перемещать небольшие грузы на расстояния до 20 м. Отличным вариантом может быть последовательное расположение конвейерных устройств. Их применяют для транспортировки грузов на десятки километров.
Конвейерное оборудование — универсальные устройства, конструкция которых может быть разработана в зависимости от особенностей технологического процесса. Для экономии производственного пространства отличным решением будет использование спирального транспортера.
Конвейерная лента — основной рабочий орган ленточного транспортера.
Из всей конструкции лента подвергается наибольшему внешнему влиянию, является самой дорогостоящей и недолговечной. В современных устройствах применяют следующие виды лент:
- резинотканевые
- резинотросовые
- полимерные
- модульные
Принцип работы ленточного конвейера

В ходе работы конвейерного оборудования перемещаемый груз транспортируется по верхней части ленты. Она вертикально замкнута, закреплена и поддерживается специальными роликоопорами. Приводной барабан задает темп движения конвейерной ленты. Натяжение транспортерной ленты регулирует натяжной барабан.
Для загрузки грузов на конвейерную ленту используют загрузочные агрегаты. Конечная выгрузка производится в приемное устройство. Возможна также промежуточная выгрузка по трассе конвейера. Она осуществляется барабанными или плужковыми разгружателями.
Для очистки конвейерной ленты от прилипшей грязи, пыли используют специальные очистные устройства.
Классификация ленточных транспортеров

Транспортировка любого типа грузов: ящики, коробки, мешки, сыпучие и штучные грузы с легкостью перемещаются ленточными конвейерами. В зависимости от особенностей и задач производства, размера производственных площадей и груза может быть выбран соответствующий вид конвейера.
Разделяют ленточные конвейерные установки по типу трассы.
- Горизонтальные конвейеры имеют в основе гибкую ленту. Это универсальное оборудование, которое широко распространено на разных предприятиях. С помощью такой машины легко перемещать сыпучие, штучные и кусковые грузы. Его используют на сортировочных линиях и складах.
- Наклонные конвейеры отличаются от прямых размещением транспортерной ленты под углом. Такой тип конвейера используется для перемещения грузов на разные уровни склада, в производственных процессах. Эти машины являются универсальными и используются как в помещениях, так и на улице. Их можно разделить на несколько подвидов:
- Крутонаклонные ленточные конвейера способны поднимать или спускать ящики, коробки и другие грузы между разными уровнями производства.
- Конвейеры с изменяющимся углом наклона транспортерной ленты поднимают грузы на необходимый уровень или высоту. Регулировка угла наклона может выполняться либо в ручном режиме, либо механически.
- Наклонные Z, L, Г – образные конвейеры нашли применение в различных отраслях промышленности. Их используют для обеспечения особенностей технологического процесса, в помещениях с ограниченным пространством, для экономии производственных площадей.
По типу несущей поверхности можно разделить конвейеры на следующие типы.
- С прямой гладкой поверхностью ленты широко используются в любых технологических операциях. Такая конструкция безопасна для рук сотрудников и отличается прочностью ленты. В пищевой промышленности ее используют при процессах охлаждения, заморозки, расстойки.
- Желобчатые ленточные конвейеры и транспортеры в основе имеют алюминиевую или стальную желобчатую роликовую опору. Довольно удобно транспортировать сыпучие грузы с помощью такого устройства.
- Конвейер с перегородками или поперечинами на ленте эффективен при транспортировке сыпучих материалов под углом наклона выше 30 градусов.
- Конвейер с гофробортом на ленте имеет специальные защитные борты, что способствует одновременному перемещению большого количества грузов. С помощью такого оборудования можно легко транспортировать грузы округлой формы, так как металлические борты защищают груз от падения или скатывания.
- Конвейеры с модульной конструкцией ленты используют для транспортировки любого типа грузов. Лента такой машины состоит из набора пластиковых звеньев. Такая конструкция ленты позволяет собирать ее любых размеров и делает ее гибкой.
Преимущества ленточных конвейеров
- высокая производительность;
- простота конструкции;
- возможность проектирования сложных трасс транспортирования;
- позволяет снизить количество персонала;
- повышает эффективность производства.
Инженеры компании «Мастер Милк» занимаются разработкой конвейерных систем любой сложности для производств различных отраслей промышленности. Опытные менеджеры помогут купить ленточный конвейер с учетом особенностей технологических процессов и предполагаемых задач.
mastermilk.com
Ленточный конвейер: назначение, устройства, преимущества
Назначение ленточного конвейера
Во многих отраслях промышленности используют конвейеры (транспортеры). Из всех транспортеров чаще всего используют ленточные конвейера. При их помощи можно перемещать различные грузы и продукты, как габаритные, так и не габаритные, штучные, сыпучие, кусковые, пластичные массы. Скорость перемещения грузов может быть различной от 1мм/с до 5м/с. Продукт может перемещать как в горизонтальном положение, так и в наклонном. Угол наклона может достигать 70градусов, для чего к ленте крепятся дополнительные перегородки и элементы. Производительность конвейера может измеряться от единицы объема, так и от единицы массы.
Ленты могут использоваться различных типов в зависимости от перемещаемого продукта. Ленты изготавливаются из таких материалов как ПВХ, полиуретан, полиэстер, хлопчатобумажные, фетровые, а так же резинотканевые. Ширина ленты варьируется от 100мм до 2м, а длина трассы конвейера может быть от нескольких десятков сантиметров до нескольких километров.
Устройство ленточного конвейера
Что из себя представляет ленточный конвейер?
Это лента натянутая между двумя барабанами, натяжным и приводным. Между барабанами лента скользит по поддерживающим роликам или настилу. Настил используется в тех случаях, когда масса перемещаемого груза не значительная и длина трассы не очень большая. Натяжной барабан представляет из себя трубу с двумя фланцами через которые проходит вал и подшипниковые узлы с устройством натяжения. При помощи этого барабана лента натягивается до нужной степени, а так же центрируется для предотвращения сползания ленты. Приводной барабан это труба с двумя фланцами и валом на конце которого установлен электродвигатель с редукторным механизмом.
Преимущества ленточного конвейра
 Ленточные конвейеры имеют ряд преимуществ перед другими способами транспортировки. Процесс перемещения продукции непрерывен. Скорость конвейера может быть достаточно большой, в связи с чем достигается высокая производительность промышленного процесса. Еще одним преимуществом является то, что конвейер потребляет относительно немного энергии. Следующее преимущество, конструкция продумана и надежна, что позволяет выполнить задачи наиболее продуктивно и качественно. Как правило, чтобы переместить штучный груз используют гладкую ленту. А если необходимо перемещать сыпучий груз в особенности для наклонных конвейеров используют различные рифлености поверхностей ленты. Так же возможно наваривание на ленту всевозможных поперечных профилей, высотой до 100мм. Эффективность работы, выполнения производственного процесса для транспортировки конкретного груза/товара во многом зависит от правильно подобранного типа ленты. В зависимости от отрасли производства используют ленты из разных материалов, так например в пищевой промышленности это ПВХ, полиуретан и другие.Для горно-шахтного производства (перемещения песка, щебня, угля и пр.) применяют резинотканевые ленты. Производить установку ленточных конвейеров можно, как в отапливаемых помещениях, так и в зданиях не имеющих отопление и на открытом воздухе.
Ленточные конвейеры имеют ряд преимуществ перед другими способами транспортировки. Процесс перемещения продукции непрерывен. Скорость конвейера может быть достаточно большой, в связи с чем достигается высокая производительность промышленного процесса. Еще одним преимуществом является то, что конвейер потребляет относительно немного энергии. Следующее преимущество, конструкция продумана и надежна, что позволяет выполнить задачи наиболее продуктивно и качественно. Как правило, чтобы переместить штучный груз используют гладкую ленту. А если необходимо перемещать сыпучий груз в особенности для наклонных конвейеров используют различные рифлености поверхностей ленты. Так же возможно наваривание на ленту всевозможных поперечных профилей, высотой до 100мм. Эффективность работы, выполнения производственного процесса для транспортировки конкретного груза/товара во многом зависит от правильно подобранного типа ленты. В зависимости от отрасли производства используют ленты из разных материалов, так например в пищевой промышленности это ПВХ, полиуретан и другие.Для горно-шахтного производства (перемещения песка, щебня, угля и пр.) применяют резинотканевые ленты. Производить установку ленточных конвейеров можно, как в отапливаемых помещениях, так и в зданиях не имеющих отопление и на открытом воздухе.
Наша компания имеет большой опыт в производстве ленточных конвейеров, если у ЫВас есть необходимость в приобретении или разработке ленточного конвейра, то мы то, что Вам нужно.
Наши телефоны: +7-983-306-02-64 или +7 903 997-40-96 Наша почта: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
gustaprom.ru
ГОСТ, устройство, типы, применение, принцип работы
Ленточные конвейеры используются более 100 лет. В основе транспорта — бесконечная лента, вращаемая приводным барабаном. Они используются для перемещения самых разнообразных твердых, сыпучих и аморфных грузов на расстояние от нескольких сантиметров в фармацевтике до нескольких десятков метров в горнодобывающей промышленности.

Сфера применения
Ленточный конвейер, или транспортер — недорогое и эффективное средство механизации перемещения грузов на производствах и складах. Назначение любого ленточного конвейера — перемещение груза. Они используются как для непрерывной подачи материалов или предметов, так и для дозированной, с определенным темпом или по мере надобности. Область применения различных ленточных конвейеров включает в себя:
- подача сыпучих или штучных материалов в технологических установках практически в любой отрасли промышленности;
- перемещение заготовок на сборочных линиях конвейерного типа;
- движение сырья на линиях ручной или машинной обработки, сортировки;
- перемещение материалов на складах и в логистических комплексах;
- погрузка и разгрузка всех видов транспорта- от гужевого до авиационного;
- выдача багажа в аэропортах;
- перевозка пассажиров в терминалах аэропортов и вокзалов и торговых центрах.
Разработка, изготовление и использование ленточных транспортеров регламентируется стандартами: ГОСТ EN 620-2012; 22645-77; 25722-83.
Скачать ГОСТ 22645-77
Скачать ГОСТ 25722-83
Скачать ГОСТ EN 620-2012
Устройство ленточных конвейеров
Конструкции транспортеров сильно разнятся в зависимости от их назначения, однако практически все они состоят из следующих основных частей и узлов:
- несущая рама;
- двигатель;
- ведущий барабан;
- натяжной барабан;
- опорные валки;
- лента;
- система управления и вспомогательные устройства.
Несущая рама крепится на стационарном или подвижном основании, она является основой всей конструкции. На ней крепятся опорные валки, по которым прокатывается транспортерная лента. Она приводится в движение ведущим (или приводным) барабаном. Рядом с ним или даже на одном валу размещается двигатель, приводящий в движение весь механизм. Момент вращения может передаваться на барабан и с удаленного источника энергии с помощью ременных, цепных или других передач. Н такая схема применяется все реже и реже- проще, и эффективнее разместить электромотор непосредственно на раме. второй барабан называют натяжным, он вращается на валу, который может перемещаться вдоль рамы и создает натяжение ленты.

При работе с сыпучим грузом конвейер снабжают бортиками, не дающими ему рассыпаться.
Конструкция ленты разнится в зависимости от характера перемещаемых грузов. Для работы с сыпучими материалами часто устанавливают ребра, поперечные или под углом. Ребра могут изготавливаться заодно с лентой, тогда их называют рифлеными. Рифление также может быть треугольным, прямым, трапециевидным.
Отдельные предметы чаще перемещают на гладких транспортерах. Ленты изготавливают из прорезиненной ткани, специальных износостойких пластиков, металлических сегментов.
Установка на ленте высоких ребер, перегородок или ковшей дает возможность транспортировки груза под углами до 45°.
Принцип работы ленточного конвейера достаточно прост:
- натяжной барабан обеспечивает натяжение лены и ее сцепление с ведущим барабаном;
- приводной барабан приводит ленту в движение;
- груз выкладывается или насыпается на рабочую ветвь в начало ленты;
- он едет на ней до барабана и там ссыпается в бункер, снимается работниками или механизмами либо передается на следующий транспортер.
Производительность конвейера определяется многими факторами, среди них:
- мощность двигателя;
- скорость движения ленты;
- ширина транспортера;
- угол уклона.
Зависит производительность и от характера транспортируемого материала.
Общая классификация ленточных конвейеров
За десятилетия использования конструкторы создали множество разновидностей транспортеров. Их применяют как отдельные устройства, так и встраивают в механизмы, сложные технологические комплексы и производственные линии. Исходя из конструкции основного рабочего орган- ленты среди конвейеров различают следующие типы:
Прямые
Это самая простая и самая распространенная разновидность. Рама расположена горизонтально или под небольшим углом. Натяжной барабан перемещается на каретке вдоль рамы, обеспечивая необходимое натяжение. Чрез равные промежутки установлены опорные ролики, не дающие ленте провисать под тяжестью груза.
Барабаны и ролики вращаются на своих валах с помощью подшипников качения.
Теоретическая производительность таких транспортеров может достигать 25 тонн/час, длина, 10 метров. С увеличением длины возрастают потери энергии на трение, и производительность устройства снижается.

Горизонтальные конвейеры – оборудование универсального назначения. Они широко применяются на складах, логистических комплексах, производствах, сортировочных и сборочных линиях. С помощью скорости ленточного конвейера задается темп работы всей линии.
Желобчатые конвейеры
Ролики такого механизма имеют вогнутый профиль, часто вместо одного ролика используют пару, закрепленную V- образно. Такие устройства используют для транспортировки сыпучих материалов и отдельных предметов, кусков породы разной величины. Ленту часто снабжают рифлением или ребрами.
Применяется в строительной, добывающей, химической и пищевой индустрии.
Наклонные
Наклонные ленточные транспортеры устроены практически так де, как и прямые. Их рама наклонена под определенным углом, фиксированным или регулируемым. Они обязательно снабжаются бортиками, чтобы защитить работающий персонал от случайного падения груза с высоты.
Такие механизмы позволяют поднимать перевозимые ими грузы на определенную высоту. Для каждого устройства в паспорте указывается предельный угол возвышения для разных видов перемещаемых материалов.
Используются такие конвейеры и для опускания грузов. Для этого им придают отрицательный угол наклона.

Вертикальные транспортеры снабжаются высокими ребрами, ковшами или другими средствами удержания груза. Они позволяют эффективно поднимать его с уровня на уровень или даже с этажа на этаж, занимая при этом очень малую площадь. Если необходима постоянная подача материалов или предметов, ленточный транспортер заметно эффективнее лифта, и существенно проще в управлении.
Смешанного типа
Устройства смешанного типа являют собой сочетание различных типов ленточных транспортеров. Это позволяет экономить площадь и пространство в стесненных условиях, там, где установка наклонного транспортера заняла бы слишком много места.
Сочетание прямого, наклонного и снова прямого участка называют Z-образным ленточным конвейером, прямого и вертикального-L-образным. Часто такие устройства оборудуют бункерами- накопителями, дозаторами, обеспечивающими равномерную загрузку ленты, встроенными весами, средствами регулируемого сброса в конце рабочей ветви и другим дополнительным оборудованием.
Поворотные
Это наиболее сложные по своей конструкции системы. Плоская лента состоит не из непрерывного полотна из прорезиненной ткани или пластмассового материала. Она набрана из перекрывающихся листовых сегментов и способна изгибаться в плоскости транспортировки. Ленточный конвейер, таким образом, получает возможность поворачивать, огибать производственное оборудование либо строительные конструкции.
На таких устройствах перемещают обычно штучный груз, выкладываемый прямо на поверхность сегментов или в контейнеры.
Такие ленточные конвейеры широко используются на сборочных и отделочных производствах с большим числом операций над изделием, выполняемых на разных рабочих постах, расставленных в порядке выполнения действий над продуктом. Устройство транспортирует заготовки от одного к другому, задавая общий темп работы.
Широко применяются такие транспортеры и в кондитерской промышленности, при ручном производстве конфет или пирожных.
Еще одна область использования таких конструкций- посты выдачи багажа в терминалах аэропортов и вокзалов.
Телескопические
Телескопические системы- также относятся к конструктивно сложному оборудованию. Это универсальные системы, позволяющие оперативно, по мере надобности, менять свою длину. Они имеют раздвижную раму и несколько секций обычного прямого ленточного конвейера. Секции хранятся в корпусе механизма, их можно быстро устанавливать в рабочее положение один за другим, набирая, таким образом, необходимую. длину подачи груза. Предназначенные для штучных грузов ленточные телескопические транспортеры устанавливают секции встык, и груд передается с одной на другую. Вся конструкция может устанавливаться и под наклоном, обеспечивая подъем или опускание груза.

Если груз сыпучий, секции располагают под небольшим наклоном так, чтобы возвышения хватало для ссыпания материала на приемную площадку следующей серии.
Производство ленточного конвейера
Производство ленточных конвейеров требует кропотливых расчетов и тщательного проектирования. Конструкция конвейера должна
- обеспечивать проектную производительность, высоту и дальность перемещения материала;
- исключать падение перемещаемых материалов;
- отвечать требованиям безопасности и охраны труда;
- укладываться в заданные параметры энергетической и экономической эффективности.
В ходе расчета параметров ленточного конвейера необходимо прежде всего определиться с построением схематической геометрической модели устройства. Она должна быть уравновешена статически и проверена кинематически. Кинематическая схема роликового конвейера будет более сложной, но и для ленточного также необходимо рассчитать множество параметров, таких, как натяжение, тяговое усилие, усилие торможения, скорость движения рабочей ветви и многие другие. После выверки схемы наступает этап предварительного макетного конструирования. На нем определяют основные размеры ленточного конвейера, детали конструкции.
Следующим этапом проводится детализированный расчет параметров. По его результатам осуществляется выбор оборудования среди готовых покупных изделий или формирование технического задания на проектирование и изготовление уникального.
Геометрическая схема конвейера
Построение геометрической схемы ленточного конвейера имеет целью скомпоновать в одном пространственном контексте все основные узлы устройства.
На ней определяют взаиморасположение этих узлов и деталей и их взаимодействие, статическое и кинематическое. особое внимание при создании схемы уделяют схеме привода ленточного контейнера и узлу натяжения.
Задача расчета
Целью расчета служит нахождение параметров, необходимых для правильного подбора оборудования и комплектующих.
Главные характеристики – это производительность и тяговое усилие привода.
результат расчета производительности ленточного конвейера должен совпасть с заданной проектной производительностью в рамках допустимого отклонения.
Данные для расчета
Основные данные для расчета берутся из технического задания. В их число входят:
- проектная производительность агрегата Q, в тоннах/час;
- линейная скорость V, м/с;
- тип перемещаемого материала;
- его плотность, γ т/м3;
- длина общая и в проекции на основание;
- ширина В, мм;
- угол возвышения, в угловых градусах;
- константа g (ускорение св. падения).
Длина в проекции определяется из чертежа.
Определение тягового усилия на приводном барабане
Для определения тягового усилия необходимо вычислить усилие, необходимое для перемещения полезной нагрузки и преодоления сопротивления трения барабанов и опорных роликов обеих ветвей. Анализируя устройство ленточного конвейера, конструктор учитывает количество роликов в рабочей и холостой ветвях, нагрузка на единицу длины, усредненная нагрузка от перемещаемого материала и ряд других параметров.
К полученному расчетному значению добавляют запас на преодоление сил инерции элементов конструкции и груза, находящегося на транспортере.
Подбор оборудования
В ходе подбора оборудования конструктору предстоит выбрать тип и конкретную модель:
- ленты;
- опорных роликов;
- ведущего и ведомого барабанов;
- тягового привода, электродвигателя и трансмиссии;
- тормозного устройства;
- дополнительного оснащения.
Подбор ленты
Рассчитанное в ходе статического уравновешивания механизма статическое напряжение, рабочая нагрузка и ширина ленты определяют выбор материала, числа тканевых прокладок и толщину.
Длина определяется исходя из проектной длины по трассе, диаметра барабанов и количества стыков.
По найденным параметрам выбирается конкретная лента исходя из требований ГОСТ.
Подбор барабанов
Барабаны устройства подбираются исходя из толщины материала. Предельный радиус ее изгиба должен быть больше, чем радиус барабана.
С учетом коэффициента трения площадь пятна контакта ленточного полотна и ведущего барабана должна обеспечивать передачу тягового усилия с нормативным запасом.
При использовании отклоняющего ролика ведущий барабан делают по диаметру больше, чем ведомый.

Для натяжного барабана проектируют натяжное устройство, исходя из расчетного натяжения ленточного полотна, ее длины и коэффициента удлинения за срок службы.
Ход устройства обычно делают не менее, чем диаметр ведущего барабана.
Подбор привода
Мощность электродвигателя (или двигателя внутреннего сгорания для моделей, способных работать без электроснабжения) определяют, исходя из тягового усилия, коэффициента полезного действия привода, потребной скорости перемещения ленты и нормативного запаса, принимаемого равным 25%
Обороты ведущего барабана рассчитываются исходя из скорости ленты и его диаметра.
Если результаты расчетов не позволяют прямо применить один из доступных двигателей, применяется редуктор, понижающий число оборотов и повышающий крутящий момент
Расчет тормоза
При уклоне свыше 16° установка тормозного механизма считается обязательной. Однако тормоз часто ставят и при меньших уклонах и даже при горизонтальной транспортировке, особенно при больших скоростях транспортера и массах одновременно находящегося на ней груза.
Отрицательный крутящий момент торможения рассчитывается, исходя из кинетической энергии перемещаемого груза и самого механизма, диаметра барабана, разницы усилий в точке набегания и сбегания ленты, ее толщины и передаточного отношения трансмиссии.
Тормозной момент должен препятствовать самопроизвольному движению конвейера с грузом при включенном питании устройства.
Преимущества использования ленточного конвейера
Преимущества ленточных конвейеров проявляются при необходимости организовать быстрое, экономически и энергетически эффективное перемещение различных материалов или предметов в ограниченных пределах производственного участка, склада, логистического терминала или даже горного карьера.
Основные достоинства данного вида транспорта следующие:
- высокая скорость транспортировки;
- высокая производительность, существуют транспортеры со скорость до 10 м/с и шириной ленты до 3 метров, они перевозят до 30 тысяч тонн в час и применяются на добывающих и обогатительных предприятиях;
- возможность организации как непрерывной подачи, так и управляемой, и дозированной;
- минимальные затраты энергии на перемещение единицы полезной нагрузки;
- минимальная трудоемкость транспортировки, отлаженные устройства работают без вмешательства человека;
- высокая отказоустойчивость и надежность обуславливаются минимальным количеством движущихся частей;
- возможность преодолевать подъемы или даже поднимать грузы вертикально, при условии применения транспортеров соответствующей конструкции;
- наличие мобильных и телескопических моделей позволяет быстро развернуть оборудование на удаленном объекте и организовать эффективную транспортировку.
Как и любому виду оборудования, ленточным конвейерам присущ и ряд недостатков:
- возрастание сопротивления и связанных с ними потерь энергии при удлинении ленты;
- ограничения на величину угла возвышения при транспортировке сыпучих грузов (для плоской ленты — до 20°).
- зависимость гибкости материала ленты от температуры;
- необходимость в периодической регулировке для восстановления натяжения ленты после ее удлинения и провисания в ходе работы;

Особенности эксплуатации, такие, как тяжелые климатические условия, контакт с агрессивными средами и другие могут существенно сократить срок службы ленты и самого ленточного конвейера.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Статья на тему «Ленточные конвейеры»
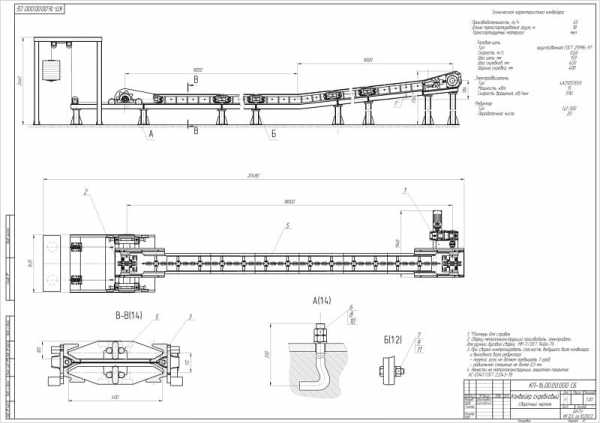
Описание товараЛенточные конвейеры.
Ленточные конвейеры получили наибольшее распространение в машиностроении, и в других отраслях промышленности, в частности, стройиндустрии, горнодобывающей промышленности и пищевой промышленности. Объясняется это простотой их конструкции, неприхотливостью к условиям работы (влажность, запыленность, перепады температур), а также удовлетворительной надежностью, долговечностью и ремонтопригодностью.
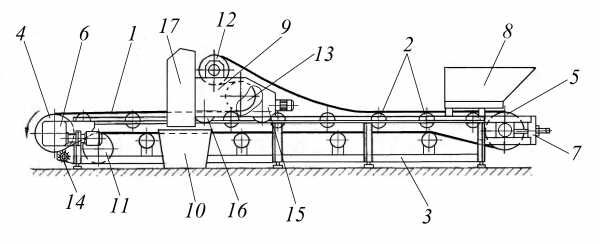
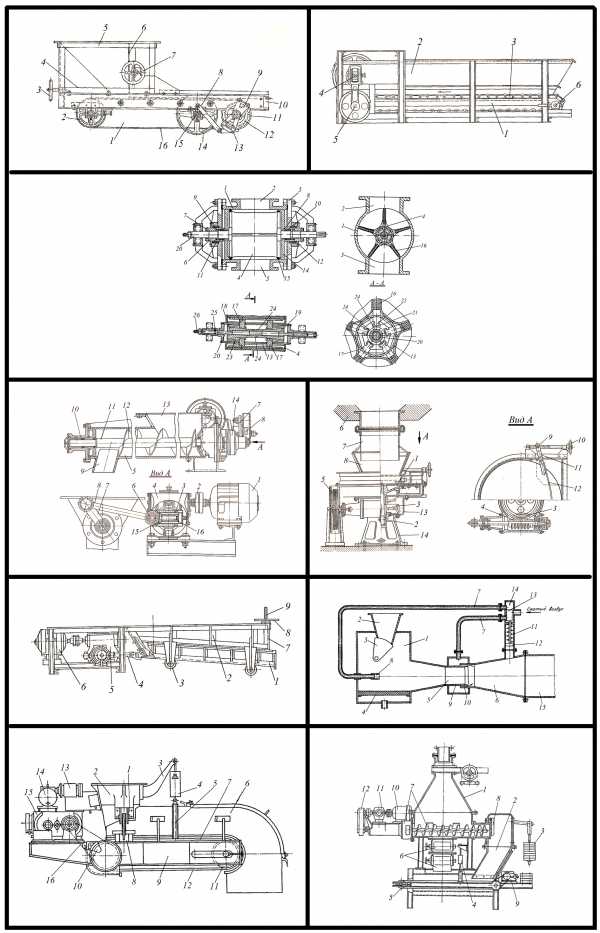
Рис 1 Конструктивная схема ленточного конвейера
Конструктивная схема ленточного конвейера показана на Рис 1. Он состоит из тягового элемента 1, которым является конвейерная лента, перемещающаяся по опорным ро-ликам 2, установленным на сборной раме 3, выполненной из нескольких секций, приводного барабана 4 с электромеханическим приводом 6 и натяжного барабана 5 с натяжным устройством 7, загрузочного бункера 8, передвижного разгрузочного устройства 9, разгрузочной емкости 10, отклоняющего барабана 11 и устройства 14 для очистки конвейер-ной ленты. При этом передвижное разгрузочное устройство 9 содержит два барабана 12 и 13, огибаемых конвейерной лентой 1, электромеханический привод 15, ходовые колеса 16 и отводящий лоток 17. Устройство 14 для очистки конвейерной ленты выполнено в виде барабана с несколькими рядами щеток, расположенных на его периферии и получающего вращение от отдельного привода со скоростью несколько большей скорости вращения ведущего барабана 4.
Ленточные конвейеры могут быть горизонтальными или наклонными с движением ленты с грузом вверх или вниз. Величина угла наклона ленточного конвейера ограничивается возникновением скольжения (ссыпания) транспортируемого материала вниз по ленте под действием силы тяжести и должна быть меньше угла трения груза на ленте. Ленточные конвейеры могут быть прямолинейными и изогнутыми в вертикальной плоскости выпуклостью вверх и выпуклостью вниз. При выпуклости вниз лента в месте изгиба лежит на расположенных по кривой роликовых опорах, при этом радиус кривизны должен быть достаточно велик, чтобы лента не поднималась над роликовыми опорами. При выпуклости вверх лента в месте изгиба огибает отклоняющий барабан или несколько барабаннов расположенных по кривой.
Тяговым элементом и одновременно грузонесущим элементом ленточного конвейера является конвейерная лента с каркасом из тканевых прокладок, соединенных между собою тонкими резиновыми прослойками. Основные параметры конвейерной ленты устанавливаются ГОСТ 20 – 85 и выбираются из предлагаемого в нем ряда в зависимости от условий эксплуатации, необходимого тягового усилия и потребной ширины ленты. Для образования замкнутого контура конвейерной ленты ее концы соединяют петлями, скобами и различными оригинальными соединительными элементами, а также соединяют концы методом вулканизации. В отдельных случаях, в частности, для лент тяжело нагруженных конвейеров, в качестве каркаса используются тонкие тросы и проволока.
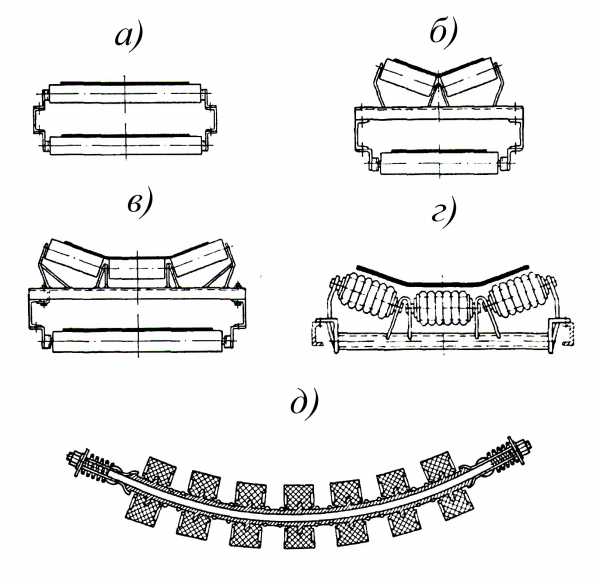
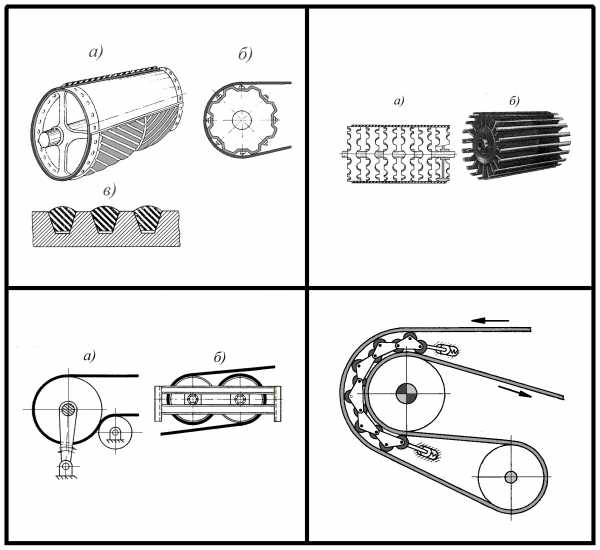
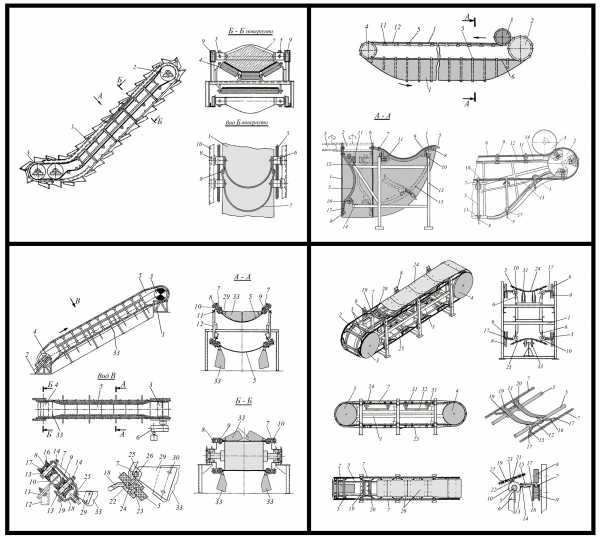
Рис 2 Варианты конструкция роликовых опор ленточного транспортера
Опорные ролики, поддерживающие при перемещении конвейерную ленту с транспортируемым материалом, в зависимости от ширины ленты и потребной производительности конвейера, а также содержания мелких и крупных фракций в транспортируемом материале могут иметь различную конструкцию и количество. В конвейерах для транспортирования материала, состоящего из мелкой и средней фракции, применяются жесткие роликовые опоры, которые в зависимости от ширины ленты и производительности конвейера могут состоять из одного, двух, трех и даже пяти роликов (см. Рис 2а, б, в) Для улучшения условий работы конвейерной ленты применяют амортизирующие опоры, в которых на ролики одеты резиновые кольца (см. Рис 2г), а при транспортировании материала содержащего большое количество крупной фракции (кусков) применяют подвесные шарнирные поры, состоящие из гирлянды упругих дисков, выполненных из резины или пластмасса, шарнирно установленных на продольных балках рамы конвейера или на продольных канатах (см. Рис 2д).
В ряде случаев, возникает необходимость при транспортировании конкретного вида сыпучего материала обеспечить движение конвейерной ленты по роликоопорам с жесткими опорными роликами, но обладающими упругой податливостью в направлении перпендикулярном движению ленты. Это позволяет повысить амортизирующие возможности опоры, и в тоже время воспринимать ударные нагрузки, возникающим при транспортировании сыпучего материала содержащего крупные куски, например отработанной формовочной смеси содержащей крупные металлические включения.
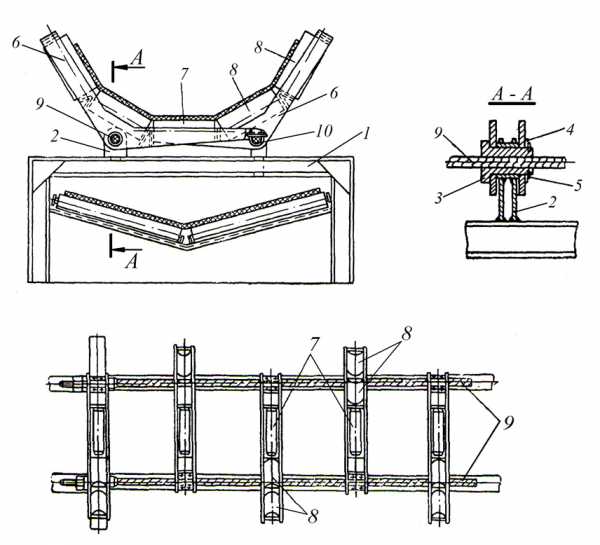
Рис 3 Конструкция роликоопоры конвейера с жесткими опорными роликами обладающая повышенной амортизирующей способностью
На Рис 3 показана конструкция роликоопоры конвейера с жесткими опорными роликами, обладающая повышенной амортизирующей способностью. Она содержит закрепленные на раме 1 конвейера стойки 2, к которым при помощи пустотелого валика 3, шайбы 4 и стопорного кольца 5 крепятся рычаги 6, на которых установлены средние ролики 7 и боковые 8, при этом нижние концы рычага 6 посредствам зажимов 10 закреплены на канатах 9, протянутых вдоль рамы 1 конвейера. Рычаги 6 установлены равномерно вдоль рамы 1 конвейера в шахматном порядке, каждый кант 9 проходит через пустотелые валики 3 и крепится на раме 1 конвейера посредствам натяжного устройства (на Рис 3 не показано). Такое расположение опорных роликов позволяет не только амортизировать ударные нагрузки, но и менять желобчатость конвейерной ленты в зависимости от объема транспортируемого сыпучего материала, и наличия крупных включений.
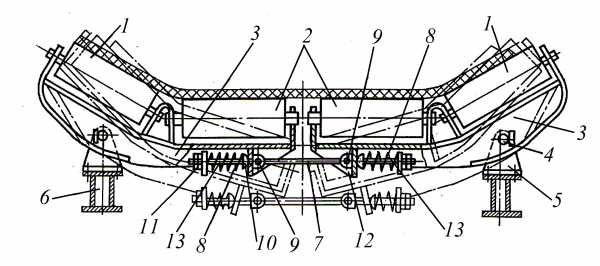
Рис 4 Конструкция роликоопоры с повышенной амортизирующей способностью при ее выполнении из двух взаимно подпружиненных секций.
На Рис 4 показана конструкция роликоопоры с повышенной амортизирующей способностью, которая получена за счет выполнения ее из двух взаимно подпружиненных секций. Она содержит боковые опорные ролики 1 и средние опорные ролики 2, установленные на рычагах 3, которые посредствам осей 4 шарнирно установлены на кронштейнах 5, закрепленных на раме 6 конвейера, при этом соседние плечи рычагов 3 соединены между собой посредствам тяги 7, которая с помощью шарниров 9 связана со шпильками 13, пропущенными в отверстия кронштейнов 12, закрепленных на рычагах 3 и несущих на себе пружины сжатия 8, усилие которых регулируется гайками 11. Для исключения воздействия на пружины 8 изгибающих нагрузок при повороте рычагов 3 между ними и кронштейнами 12 установлены сферические шайбы. Данная конструкция роликоопоры обладает высокой чувствительностью к неравномерности распределения нагрузки в поперечном сечении конвейерной ленты, меняя при этом форму желоба, что позволяет снизить динамические нагрузки на ленту. Кроме того, простая и компактная конструкция роликоопоры, имеющая низкую металлоемкость, может использоваться, как при малой, так и при большой производительности конвейера, т. е. может работать в широком диапазоне нагрузок.
Привод ленточного конвейера обычно состоит из двигателя, вал которого посредст вам упругой муфты соединен с ведущим валом понижающего редуктора, выходной вал которого, также посредствам муфты, соединен с валом ведущего барабана. Основным требованием, предъявляемым к приводу конвейера, является обеспечение им требуемой скорости движения конвейерной ленты при развитии необходимого тянущего усилия при минимальных потерях и габаритных размерах привода. Скорость движения конвейерной ленты при заданном диаметре ведущего барабана определяется скоростью вращения вала электродвигателя и передаточным отношением понижающего редуктора, поэтому, будучи заложена при проектировании, обычно гарантировано обеспечивается при эксплуатации, возможно с небольшими отклонениями, которые сложно учесть при выполнении расчета. Тянущее усилия, необходимое для перемещения конвейерной ленты вместе с транспортируемым материалом со скоростью, обеспечивающей расчетную производительность конвейера, обеспечивается мощностью приводного двигателя (электродвигателя, гидромотора) и величиной сцепления (силой трения) между барабаном и лентой. Сила трения между ведущим барабаном и лентой зависит от от коэффициента трения, угла обхвата ведущего барабана лентой и усилия прижима ленты к барабану. Показатели определяющие силу сцепления барабана с лентой необходимо обеспечить не ухудшая условий работы конвейерной ленты, которые существенным образом определяют ее долговечность. В качестве понижающего редуктора успешно применяются для приводов мощностью до 5квт. червячные редуктора (см. Рис 5).

Рис 5 Червячный привод ленточного конвейера
При большей мощности привода ленточного конвейера в качестве понижающего редуктора применяются цилиндрические, коническо – цилиндрические и планетарные редуктора, последние могут встраиваются во внутреннюю полость ведущего барабана (см. Рис. 9, 10).
Понижающий 2(х) – 3(х) ступенчатые редуктора (см. Рис 6а) применяют в случае, когда габаритный размер по ширине конвейера не лимитирован, а коническо – цилиндрический редуктор (см. Рис 6б) – когда этот габаритный размер конвейера ограничен. Двухбарабанный привод конвейера (см. Рис. 6в,г) позволяет за счет увеличения угла обхвата барабана лентой ( угол обхвата у близко расположенных барабанов увеличивается до 300 град и более) существенно увеличить силы сцепления ленты с барабаном, что обеспечивает рост тяговой способности привода, а также осуществлять автоматическое натяжение ленты. Двух – трехдвигательный привод ленточного конвейера (см. Рис. 6г) применяется в тяжело нагруженных высокоскоростных ленточных конвейерах, с целью использования двигателей меньшей мощности.
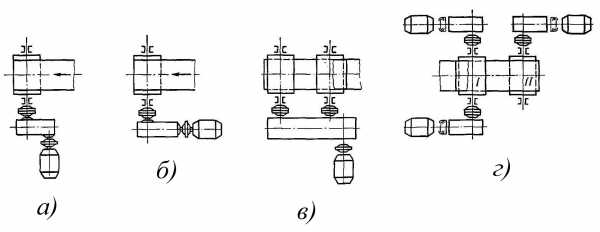
Рис 6 Схемы различных вариантов привода ленточного конвейера с цилиндрическими и коническо – цилиндрическими понижающими редукторами
В данном разделе полной версии статьи приводится 6 примеров конструктивного исполнения привода ленточного конвейера (см.Рис. в таб.)
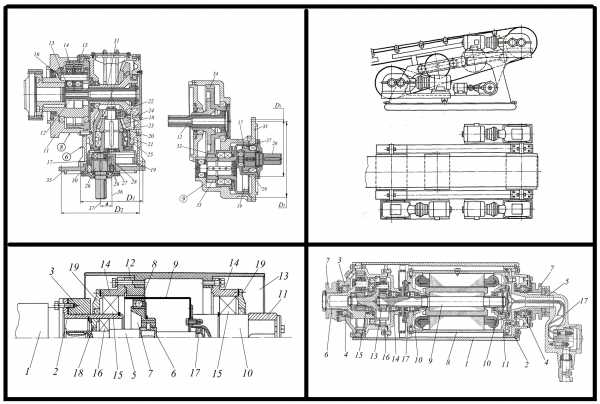
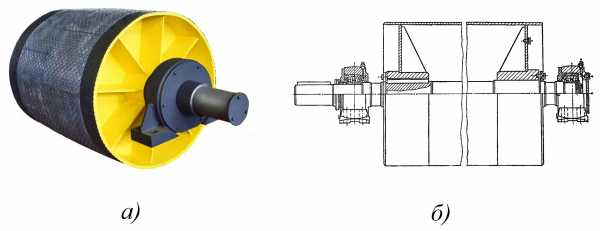
Рис 11 Общий вид и конструкция приводного барабана ленточного конвейера
Выходным звеном привода ленточного конвейера является приводной барабан, который соединяется с выходным валом понижающего редуктора посредствам соединительной, чаще всего зубчатой, муфты. Общий вид приводного барабана показан на Рис 11а, а его конструкция на Рис. 11б.
В данном разделе полной версии статьи приводится 6 примеров конструктивного исполнения приводного барабана ленточного конвейера (см. Рис. в таб.)
Натяжной барабан ленточного конвейера отличается от приводного барабана тем,
что он не сообщает ленте движение, а только поддерживаете ее, обеспечивая переход с ведущей веетви на ведомую и поэтом не имеет цапфы связанной с приводом (см. Рис. 16а) а устанавливается посредствам подшипников на опорной оси (см. Рис. 16в) или вместе с ней на подшипниках располагается в кронштейнах натяжного устройства (см. Рис. 16б)
Рис 16 Общий вид и конструкция натяжного барабана ленточного конвейера
Натяжные устройства (натяжители) устанавливаются в ленточном конвейере для обеспечения такой величины натяжения конвейерной ленты, при которой силы трения между приводным барабаном и лентой позволяют получить необходимое для работы конвейера тяговое усилие. Существуют три основные вида натяжных устройств использующихся в ленточных конвейерах, это винтовые и пружинно – винтовые, грузовые и грузо – блочные , а также лебедочные и грузо – лебедочные натяжители.
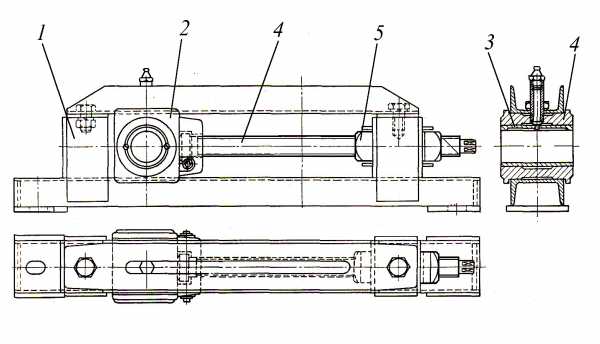
Рис 17 Конструкция винтового натяжителя
На Рис 17 показана конструкция одного модуля винтового натяжителя (натяжитель состоит из двух параллельно расположенных и закрепленных на раме конвейера модудей), применяемый в комплекте из двух единиц для перемещения опор натяжного барабана с лентой в конвейерах протяженностью до 20м и мощностью до 10 квт. Он состоит из сборно – сварного корпуса 1, устанавливаемого на раме конвейера за натяжным роликом, в направляющих которого расположена ползушка 2 со втулкой скольжения 3, а также ходового винта 4, установленного в гайке 5. Каждая цапфа оси натяжного барабана устанавливаются в соответствующее отверстие втулки скольжения 3 ползушки 2 одного из натяжителей, после чего выполняется перемещение ползушки путем вращения ходового винта 4, который за счет того, что гайка закреплена в корпусе 1 перемещается в осевом направлении вместе с ползушкой 2 и опорой натяжного барабана.
В данном разделе полной версии статьи приводится 3 примера конструктивного исполнения натяжных устройств ленточного конвейера
Устройства для очистки конвейерной ленты от приставших к ней частиц транспортируемого материала применяются для повышения ее срока службы за счет обеспечения нормальных условий эксплуатации. К средствам очистки ленты предъявляются требования не только полной ее очистки, но и сохранения обкладки ленты, что обеспечивает длительный срок ее эксплуатации. Применяемые в промышленности средства для очистки конвейерной ленты можно разделить на следующие группы: скребковые, роликовые, щеточные, вибрационные, гидравлические и пневматические, комбинированные (см. Рис. 20).
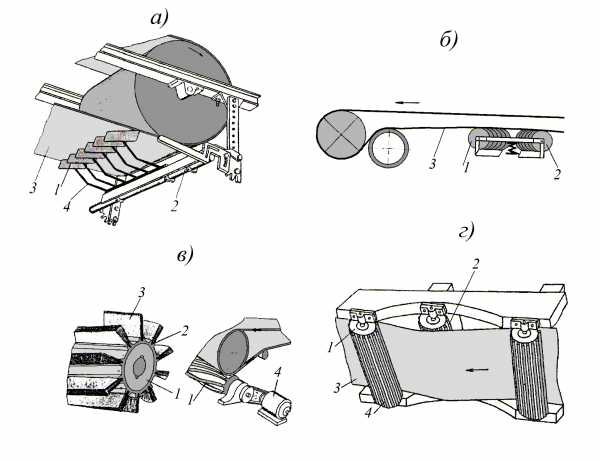
Рис 20 Конструктивные схемы устройств для очистки конвейерной ленты
В данном разделе полной версии статьи приводится описание конструкции устройств для очистки конвейерной ленты показанных на Рис. 20
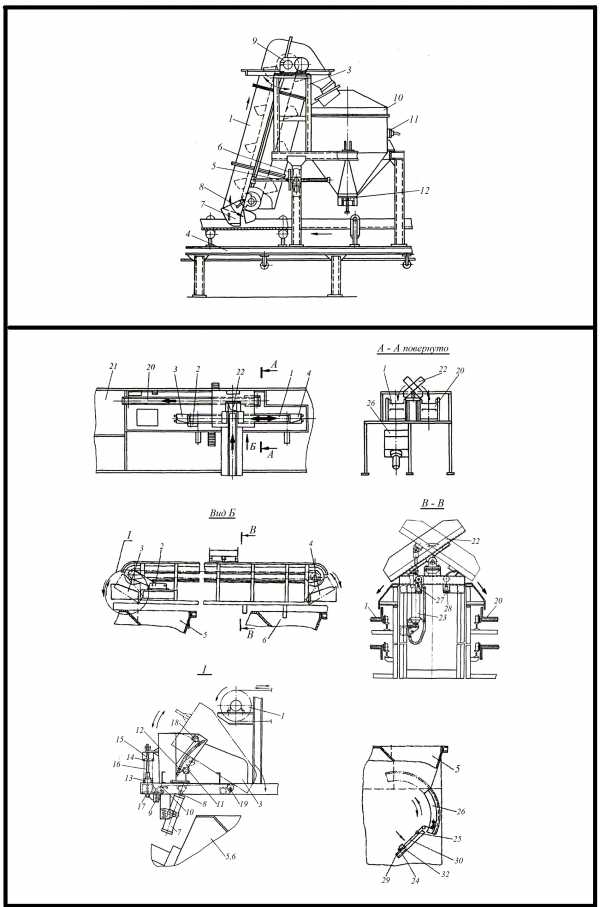
Загрузочное устройство, которым снабжается конвейер, необходимо для обеспечения постоянного направленного поступления транспортируемого материала на его ленту в процессе ее движения. Материал должен поступать на конвейерную ленту равномерно по ее длине, не образуя пропусков и завалов, центрировано по ее ширине, и при этом, не оказывать увеличенного динамического воздействия на ленту. Для загрузки конвейера сыпучим материалом состоящего из однородной мелкой или средней фракции применяются бункера, представляющие собой сварной бак без дна с наклонными стенками, который может снабжаться различного рода ворошителями и сводообрушителями. Для снижения динамических нагрузок при поступлении сыпучего материала из бункера на ленту между ними устанавливается наклонный лоток, который крепится на виброопорах, позволяющих гасить кинетическую энергию потока движущегося по лотку сыпучего материала, а для центрирования сыпучего материала по ширине ленты нижняя радиусная часть лотки выполняется с радиусной выборкой.
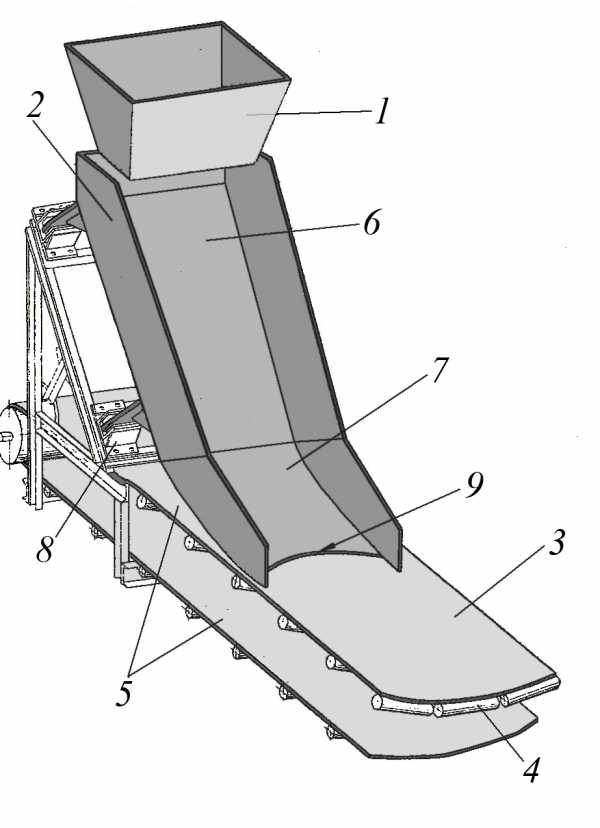
Рис 21 Бункер для загрузки на ленточный конвейер сыпучего материала содержащего крупную фракцию
На Рис 21 показана конструкция такого загрузочного лотка. Между загрузочным бункером 1 и ленточным транспортером 3 установлен лоток с криволинейным профилем в нижней части, расположенной на высоте 30 – 50 мм над ведущей ветвью конвейерной ленты 5, опирающейся на ролики 4. Загрузочный лоток 2 установлен на виброопорах 8, которые, используя энергию потока движущегося по лотку материала, улучшают его самотечность и способствуют равномерному поступлению материала на ленту конвейера. Окончание загрузочного лотка 2 имеет овальный вырез 9, который обеспечивает центрирование по ширине ленты загружаемого материала. Наличие в загрузочном лотке 2 криволинейной части 7 позволяет погасить кинетическую энергию потока материала до его попадания на ленту конвейера и равномерно распределять поток материала по длине ленты в течении всего процесса транспортирования.
Бункеры, присутствующие в конструкции рассмотренных питателей и дозаторов, имели емкость, величина которой была рассчитана на непродолжительную работу оборудования. Однако в условиях реального производства, для обеспечения работы которого, достаточно часто необходима постоянная подача большого количества сыпучего материала (например в литейном производстве), при том, что поступление исходного материала, как правило, осуществляется партиями его необходимо накапливать и хранить определенное время в емкости (бункере) имеющим значительные габаритные размеры. Бункер для накопления и хранения сыпучего материала должен обеспечивать непрерывность и равномерность истечения материала при его неизменной плотности, не должен иметь мертвые зоны, в которых залеживается материал, и не образовывать своды, препятствующие выгрузке материала. Чтобы обеспечить эти требования необходимо правильно выбрать форму и геометрические параметры бункера, учитывая, при этом, закономерности движения сыпучего материала, а также способ его загрузки и выгрузки. В бункере углы и переходы вертикальных стенок к наклонным должны быть скругленными, в нем не должно быть каких либо уступов или других элементов, препятствующих течению сыпучего материала, а внутренняя поверхность должна быть гладкой для обеспечения минимального трения материала о стенки бункера. 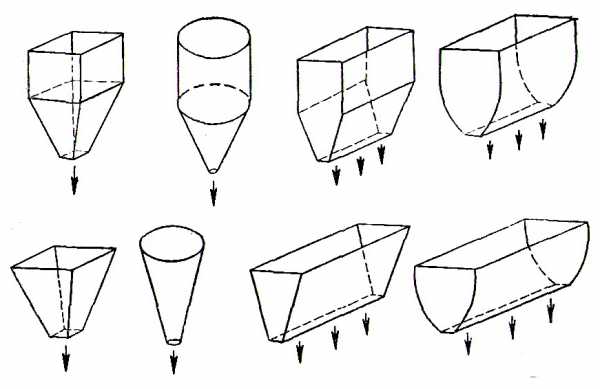
Рис 22 Типовые формы бункеров для накопления и хранения и выгрузки
сыпучих материалов.
На Рис 22 показаны наиболее типичные формы бункеров применяемых в различных отраслях промышленности. Их верхняя часть обычно представляет собою призму или цилиндр, а нижняя часть – сужающуюся воронку в виде конуса усеченной пирамиды или полусферы. Однако в ряде случаев применяются бункера для сыпучих материалов оригинальной конструкции, создание которой как правило, направлено на улучшение условия истечения материала и снижение склонности к образованию сводов.
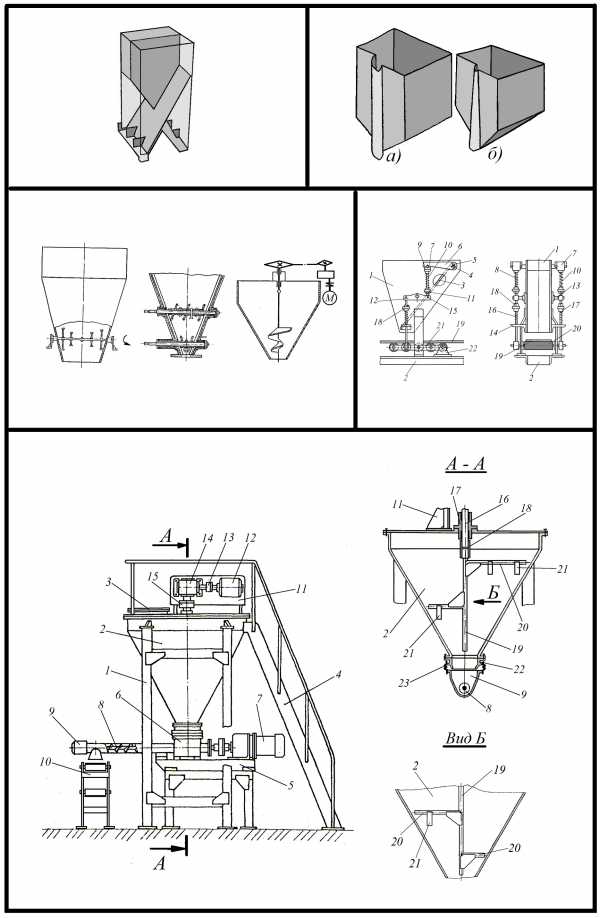
В данном разделе полной версии статьи приводится 5 примеров конструктивного исполнения загрузочных бункеров для ленточного конвейера
В ряде случаев сыпучий материал должен подаваться на конвейер в строго определенном количестве. Для объемной дозированной подачи на конвейер сыпучего материала используются питатели, а для массовой дозированной подачи – весовые дозаторы.
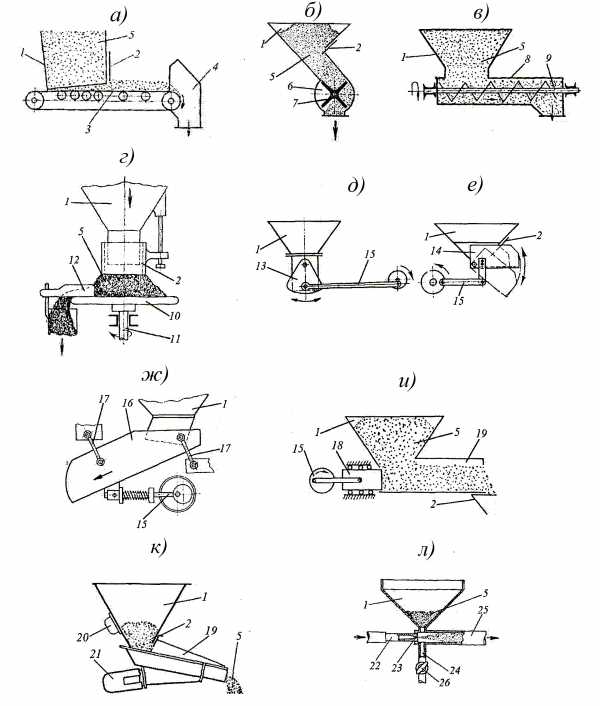
Рис 28 Конструктивные схемы питателей для подачи сыпучего материала.
Питатели, применяемые для объемной дозированной подачи сыпучего материала из бункера на ленточный конвейер, бывают следующих видов, ленточные, пластинчатые, барабанные, шнековые, тарельчатые, маятниковые, лотковые, плунжерные, вибрационные, пневматические. На Рис 28 показаны конструктивные схемы перечисленных питателей.
В данном разделе полной версии статьи приводится:
− описание принципа работы питателей конструктивные схемы которых показаны ан Рис 28
− 8 примеров конструктивного исполнения основных типов питателей и дозаторов (см. Рис. в табл.).
Разгрузочные устройства, обеспечивающие подачу сыпучего материала транспортируемого конвейером к месту его непосредственного использования, например в расходный бункер технологического оборудования, имеют более простую конструкцию, чем рассмотренные ранее питатели и дозаторы. Конструкция разгрузочных устройств зависит от вида транспортируемого сыпучего материала, расположения в пространстве и прежде всего по отношению к уровню пола разгрузочной емкости и производительности конвейера. Наиболее универсальным типом промежуточных разгрузочных устройств для конвейеров с высокой производительностью являются передвижные разгрузочные устройства, состоящие из установленных на тележке двух барабанов огибаемых конвейерной лентой (см. Рис 1). Однако, такие разгрузочные устройства неоправданно сложны при их использовании в конвейерах небольшой производительности и протяженности, поэтому находят достаточно широкое распространение, имеющие гораздо более простую конструкцию, плужковые разгрузочные устройства (см. Рис 38).
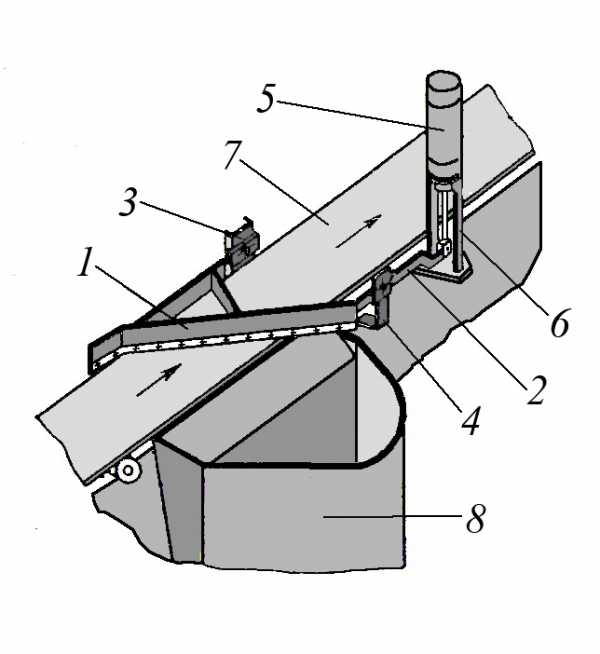
Рис 38 Конструкция плужкового разгрузочного устройства
Он содержит плужок 1, жестко соединенный с двуплечим рычагом 2 и шарнирно установленный на кронштейнах 3 и 4, при этом ведущее плечо рычага 2 также шарнирно соединено со штоком приводного цпневмоцилиндра 5, который закреплен на раме конвейера посредствам кронштейна 6. Сыпучий материал подаваемый конвейером, при нахождении плужка 1 в поднятом положении, при котором шток приводного пневмоцилиндра 5 выдвинут свободно транспортируется конвейерной лентой 7. Для осуществления сброса транспортируемого материала с конвейерной ленты 7 в приемный бункер 8 шток приводного пневмоцилиндра 5 втягивается и поворачивает при этом плужок 1 против часовой стрелки до его касания конвейерной ленты 7. При этом, транспортируемый лентой сыпучий материал, встречая преграду на своем пути в виде передней плоскости плужка 1, сначала задерживается им, а потом начинает сыпаться в приемный бункер 8. После заполнения бункера 8 материалом шток пневмоцилиндра 5 выдвигается и поворачивая плужок по часовой стрелке поднимает его над конвейерной лентой 7, тем самым создавая возможность для возобновления дальнейшего беспрепятственного транспортирования материала конвейером.
В данном разделе полной версии статьи приводится 3 примера конструктивного исполнения разгрузочных устройств для ленточного конвейера (см. Рис.в таб.)
Специальные виды ленточных конвейеров обычно применяются в условиях эксплуатации, при которых традиционной конструкция ленточного конвейера не позволяет должным образом обеспечить транспортирование сыпучего материала, а иногда и вообще оказывается непригодной. Такими условиями, делающими применение ленточных конвейеров затруднительным, прежде всего, являются траектория движения ленты и расстояние, на которое необходимо транспортировать материал.

Рис 41 Горизонтально замкнутый ленточный конвейер с прямоугольной траекторией движения ленты
Специальный, горизонтально замкнутый, ленточный конвейер с прямоугольной траекторией движения ленты показан на Рис 41. Он содержит ленту 1 перемещающуюся на роликовых опорах 2 и охватывающих в месте перегрузки материала разгрузочные 3, отклоняющие 4, хвостовые барабаны 5 и промежуточные 6. При этом, каждый промежуточный барабан 6 установлен под грузонесущей лентой 1 с возможностью расположения его образующей по касательной к вертикальной плоскости, проходящей через продольные оси 7 двух сопряженных ветвей грузонесущей ленты. С целью устранения перекосов конвейерной ленты на барабанах, горизонтальные продольные оси 8 хвостового барабана 5 и оси 9 отклоняющего барабана 4 размещены выше поперечной оси 10 промежуточного барабана 6 на величину их радиусов R1 и R2. Приводными барабанами в конвейере являются расположенные по диагонали хвостовые барабаны 5, а натяжение конвейерной ленты осуществляется отклоняющими барабанами 4.
Работает конвейер следующим образом. При включении привода конвейера (привод на Рис 41 не показан) лента 1 движется по прямоугольной замкнутой траектории, указанной стрелками на Рис 41, осуществляя при этом перегрузку транспортируемого материала с одной грузонесущей ветви конвейера на другую расположенную к первой под углом 90 град. При этом конвейерная лента совершает следующее движение в пространстве. Если по ходу движения левая сторона ленты 1 с отклоняющего барабана 4 опускается на промежуточный барабан 6 и уходит на хвостовой барабан 5, право по ходу, то она выходит на следующую линию конвейера рабочей стороной вверх. Если ленту 1 на промежуточном барабане 6 развернуть на угол 90 град, то она получает такой же разворот, но в противоположную сторону, на выходе с хвостового барабана 5.
Такая конструкция конвейера позволяет устранить холостую ветвь и соответственно ее опорные ролики, что существенно упрощает его конструкцию в целом и обеспечивает удобный и безопасный доступ ко всем ее элементам, что особенно важно при выполнении регламентных и ремонтных работ.
В данном разделе полной версии статьи приводится 5 примеров конструктивного исполнения специальных ленточных конвейеров (см. Рис. в таб.)
Расчеты основных параметров ленточных конвейеров приведены в работе [2]
ЛИТЕРАТУРА
1. Игнатьев Н П Справочно – методическое пособие Проектирование нестандартного оборудования Азов 2013г
2. Спиваковский А. О. Транспортирующие машины М.: Машиностроение 1968г.
Полная версия статьи содержит 40 страницы текста и 47 чертежей с описанием конструкции и работы основных элементов различных ленточных конвейеров
Для приобретения полной версии статьи добавьте ее в корзину
Стоимость полной версии статьи 150 руб
xn--80adfdbscmorebdjpezh9nvd.xn--p1ai