Координатная пробивка металла – Прайс на пробивку металла – координатная пробивка металла в Москве
alexxlab | 19.12.2019 | 0 | Вопросы и ответы
Координатная пробивка листового металла в Москве, лучшие цены в Галактике
Координатная пробивка металла – это одна из технологий обработки металлов. Она позволяет создавать на листовом прокате отверстия определенных размеров и форм с точностью до 0,04 миллиметра. Операция выполняется на пробивном станке с числовым программным управлением. Он выполняет и контролирует весь комплекс процессов, в том числе и смену инструмента. При необходимости изменения координат, ЧПУ самостоятельно изменяет параметры. Само оборудование характеризуют высокоточные механизмы. Они безошибочно располагают заготовки и обрабатывающий инструмент. Такое решение разрешает производить металлообработку быстро и точно.
Особенности технологии координатной пробивки
Координатная пробивка листового металла выполняется пуансоном по матрице. Между ними должен быть зазор. Его параметры определяются по толщине заготовки. Если зазор меньше, чем необходимо, то ломается обрабатывающий инструмент. Если расстояние между матрицей и пуансоном большое, то на краях отверстий образуются заусенцы, деформации или неровности. Современное оборудование комплектуется барабанами. На них устанавливаются инструменты различного типа, в количестве от 2 до 34 единиц. Есть модели с большим числом останки.
Преимущества координатной пробивки металлов:
- участие оператора минимально, все процессы контролирует компьютер;
- высокая точность обуславливается позиционным механизмом, обрабатывающим инструментом и электронным управлением;
- высокая скорость выполнения операций – до 10 ударов в секунду, для тонких листов процессы замедляют во избежание деформаций;
- для толстых и тяжелых заготовок используются два типа покрытия: шариковый и щеточный;
- возможность выполнять несколько видов операций: формовка, создание сквозных отверстий, неполная пробивка листа.
Преимущества заказа в компании «Галактика»
Компания «Галактика» предлагает предприятия и частным лицам любые услуги по точной металлообработке. Координатная пробивка металлического листа выполняется на высокотехнологичном оборудовании опытными специалистами. Собственная производственная площадка, большая клиентская база и оптимизированное ценообразование обуславливают доступную стоимость услуг. Мы принимаем заказы любого объема. Услуги сертифицированы и сопровождаются гарантиями. Подать заявку можно online на сайте, по телефону, по email и в нашем офисе.
galaxycut.ru
Координатная пробивка
Координатно-пробивной пресс с ЧПУ позволяет как перфорировать листы металла отверстиями различной формы, так и делать сложные плоские детали, используя набор соответствующих инструментов. Это технология альтернативна лазерной резке металла, но более производительна. Именно это свойство выводит ее на первый план при производстве крупных серий продукции.
Заказать
Стоимость координатной пробивки металла за одно отверстие
| Толщина, мм | Холоднокатанная сталь | Оцинкованная сталь |
Нержавеющая сталь | Алюминий | Медь | Латунь |
| 0,35 | 5,00р. | 5,00р. | 5,00р. | — | — | — |
| 0,5 | 5,00р. | 5,00р. | 5,00р. | 7,00р. | 7,00р. | 7,00р. |
| 1 | 4,80р. | 4,80р. | 4,80р. | 7,00р. | 7,00р. | 7,00р. |
| 1,5 | 5,10р. | 5,10р. | 5,10р. | 7,00р. | 7,00р. | 7,00р. |
| 2 | 6,00р. | 6,00р. | 6,00р. | 7,00р. | 7,00р. | 7,00р. |
| 2,5 | 6,20р. | 6,20р. | 6,20р. | 9,00р. | 9,00р. | 9,00р. |
| 3 | 8,00р. | 8,00р. | 8,00р. | 9,00р. | 9,00р. | 9,00р. |
| 3,5 | 9,20р. | 9,20р. | 9,20р. | 9,00р. | 9,00р. | 9,00р. |
| 4 | 9,50р. | 9,50р. | 9,50р. | 9,00р. | 9,00р. | 9,00р. |
| 4,5 | 9,80р. | 9,80р. | 9,80р. | 12,00р. | 12,00р. | 12,00р. |
| 5 | 10,00р. | 10,00р. | 10,00р. | 12,00р. | 12,00р. | 12,00р. |
* Минимальная сумма заказа услуги координатная пробивка составляет – 5000р.
** Все цены указаны ориентировочно и не являются публичной офертой. Конечная цена заказа рассчитывается индивидуально.
МАТЕРИАЛЫ
- Листовая холоднокатаная, горячекатаная и оцинкованная сталь
- Листовая нержавеющая сталь
- Цветной листовой металла
ПРЕИМУЩЕСТВА
- Высокая производительность
- Минимальные отходы материала
- Высокая Точность выполнения работ
- Возможность обработки сложных контуров.
- Низкая термическая нагрузка на материал.
Опыт наших инженеров и операторов координатно-пробивного оборудование позволяет минимизировать отходы и обеспечить высокое качество и скорость пробивных работ.
Если по каким-то причинам ваше задание не проходит по какому-либо из параметров оборудования, наши инженеры всегда предложат возможные варианты решения и проконсультируют по вопросам технологичности ваших деталей предложив пути уменьшения стоимости производства.
batcom-metal.ru
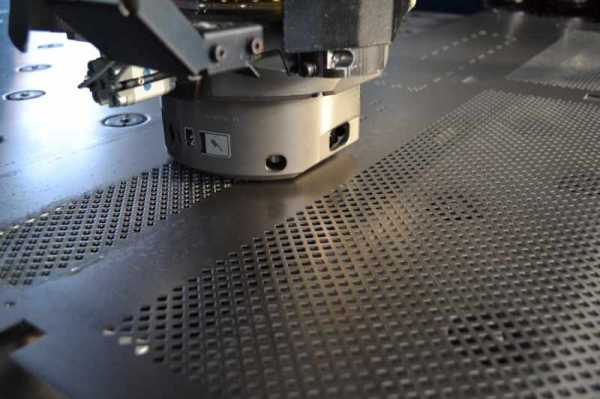
Координатная пробивка металла на станке
Координатная пробивка металла на станке стала распространенной после развития оборудования с числовым программным управлением. Связка компьютерной программы и точного механизма дали возможность создать металлообрабатывающие станки с осуществлением достаточно сложных процессов (к примеру, автоматизированной смены обрабатывающего инструмента) и с переналадкой одной детали на другую.
Координатная пробивка металла на станке
Способ обработки металла пробивным координатным прессом состоит в пробивки отверстия в детали посредством специального инструмента в заданном месте. Механизмы с повышенной точностью располагают между частями инструмента (матрицей и пуансоном) заготовку для пробивания.
Матрица – это главная база с отверстием, а пунсон – это инструмент, выбивающий отверстия в металле, которые повторяют в точности его контур. Между пуансоном и матрицей подбирают нужный зазор для разной толщины деталей.
Зазор зависит от толщины детали. Если неправильно выбрать зазор, то обязательно возникнут проблемы. Когда металл обрабатывается с недостаточным зазором, то это приводит к поломке инструмента. А когда он сильно большой, то края пробитого отверстия деформируются, образуются неровности и заусеницы.
Современные станки для координатной пробивки имеют в своем составе специальный барабан с несколькими инструментами различного типа. Барабан называется револьвером, а станок – координатно-пробивным прессом. Часто используются станки, в револьвере которых имеется от 2 до 34 инструментов. Кроме того, выпускают прессы для обработки металла, в которых количество инструментов более ста.
Суть метода координатной пробивки
Обрабатываемый металл укладывают на рабочую зону станка. Затем оператор крепит лист в особом упоре, который при необходимости выдвигается. Позиционирующий механизм действует на приводах, которые двигают захваты по осям вместе с листом.
Скорость перемещения так высока, что при обработке металла тонкого изделия ее занижают, поскольку при резких и быстрых ударах на листе образуются волны, что деформирует изделие. Резка металла не всегда способна исправить деформации.
Металлическая толстая деталь отличается тяжелой структурой и для того, чтобы облегчить ее движение используют два разных покрытия рабочего стола – щеточное и шариковое. Шариковый стол имеет в своем составе металлические шарики, расположенные в виде сетки. С их помощью можно работать с толстым и тяжелым листом. Щетки используются для работы с тонкими и легкими листами.
Современные станки способны производить до 10 ударов в секунду. В процессе металлообработки при соприкосновении с поверхностью пуансона издается звук, который поход на автоматную очередь. Металлический лист «дергаясь» проходит, таким образом, весь путь.
С помощью станков для координатной пробивки металла на заказ можно получить следующее:
- сквозные отверстия;
- формовку;
- неполную пробивку.
Пробивка металла позволяет осуществлять обработку с высокой производительностью и точностью. Последняя достигает 0.04 миллиметра. Сравнивая с плазменной резкой металла и стоимостью процессов, пробивка металла дает возможность достичь большой производительности. Наша компания предлагает услуги по координатной пробивке металла на станке в Москве.
metall-24.ru
Пробивка металла на заказ, цены на координатную пробивку отверстий в листовом металле. Координатно пробивные работы любой сложности
Координатная пробивка листового металла – одна из распространенных технологий на предприятиях, связанных с металлообработкой. Нередко для получения, например, корпусной детали требуется создать точные отверстия в определенных местах металлического листа. В данном случае и применяется координатная пробивка металла. На дынный момент современные станки, оснащенные универсальным набором штампов, способны обрабатывать лист металла толщиной до 6мм.
Оборудование и тех. характеристики
Несколько лет назад в числе машин, предназначенных для лазерной резки и гибки металла, у нас начал функционировать координатно-пробивной пресс компании Абамет, AMP 600. Технические характеристики этого аппарата позволяют реализовывать формовку, пуклевку, чеканку, маркировку, нарезание резьбы и другие виды обработки. Кроме того, на прессе установлена высокоскоростная гидравлика VOITH H+L производства Германии. Пробивка отверстий в листовом металле уже долгое время осуществляется на оборудовании бренда «Абамет», который считается лидером среди производителей листообрабатывающего оборудования. Именно поэтому мы выбираем качественное спецоборудование для производства металлических изделий.

Цены на координатную пробивку металла
Все актуальные цены на координатно-пробивные работы можно уточнить у наших консультантов по телефонам +7 (495) 290-05-05 (Москва), 8-800 350-17-07 (Бесплатный номер для звонков по России).
Чаще всего принимая заказ на большой ассортимент деталей для лазерной резки, мы нередко выделяем одну или несколько деталей, для производства которых может быть использована более дешевая и производительная координатная пробивка листового металла. Такой подход позволяет сэкономить деньги наших заказчиков и добиваться большей конкурентоспособности наших услуг на московском рынке листообработки.
Преимущества услуги/компании
- Мы ценим доверие наших постоянных клиентов, но и заинтересованы в пополнении клиенткой базы. Поэтому компания «СтальЛист» готова рассмотреть индивидуальные предложения каждого заказчика и предложить систему скидок в зависимости от объема заказа.
- Мы предоставляем бесплатную консультацию специалиста, который подробно расскажет клиенту обо всех деталях производства.
- Мы считаем необходимым, соблюдать заявленные сроки для изготовления изделия, прописанные в договоре.
Примеры работ
www.claser.ru
Координатная пробивка металла на заказ
Компания «СтилЛист» предлагает своим клиентам услуги по координатной пробивке металла, вырубке отверстий в металлических листах. Высокотехнологичное специализированное оборудование высокой точности ведущих мировых производителей дает нам возможность успешно выполнять работы по металлообработке различной степени сложности.
Координатная пробивка металла
Подразумевает пробивку отверстий в металлическом листе требуемой величины в заданном порядке. Она применяется при изготовлении как простейших деталей, так и сложных металлоконструкций. Выполнение данного вида металлообработки требует высокой точности, поскольку ошибки ведут к порче изделия.
Пробивка металла появилась довольно давно, однако в последнее время была значительно усовершенствована благодаря наличию современного оборудования. Компания «СтилЛист» выполняет изготовление деталей на пробивном станке с числовым программным управлением (ЧПУ). При этом задаются точные параметры: диаметр отверстий, место расположения перфорации. Все это значительно повышает точность операции (погрешность не более 0.05 мм) и сводит вероятность брака к нулю.
Наличие качественного специализированного современного оборудования высокой точности (координатно-пробивного пресса) позволяет нам выполнять такие виды металлообработки как перфорация листа и штамповка деталей. Благодаря этому специалисты компании «СтилЛист» могут изготовить практически любые детали из металлического листа толщиной от 0.8 до 3 мм.
Чаще всего координатная пробивка металла применяется при изготовлении корпусных деталей, кронштейнов, крепежных пластин или отдельных частей механизмов. Изготовление деталей на пробивном станке выполняется путем выполнения серии ударов пробивочного инструмента по металлическому листу, закрепленному на координатном столе. Порядок выполнения отверстий задается компьютерной программой, что повышает точность обработки.
Скорость штамповки деталей может достичь десятикратного преимущества по сравнению с системами лазерного раскроя металла, что делает данный вид металлообработки наиболее эффективным при изготовлении больших партий продукции и при серийном производстве. Кроме того, он весьма удобен при перфорации листа.
Обратитесь к нам – специалисты компании «СтилЛист» тщательным образом изучат ваш заказ и подберут максимально выгодный вариант изготовления необходимых изделий. Качество работ мы гарантируем.
Ниже приведена таблица возможностей и ограничений нашего оборудования
| Материал | Макс. толщина металла | Мин. толщина металла | Макс. размер обрабатываемого листа без перехвата |
| Сталь х/к | 3.0 мм | 0.5 мм | 1250 х 2500 мм |
| Алюминий | 5.0 мм | 0.8 мм | |
| Оцинкованная сталь | 3.0 мм | 0.5 мм | |
| Нерж. сталь | 3.0 мм | 0.5 мм |
steellist.ru
Пробивка отверстий в металле, пресс для ручной пробивки
Пробой отверстий и перфорация материала в виде листа или труб — это довольно востребованная операция. На сегодня существует несколько вариантов ее выполнения, которые отличаются друг от друга применяемым оборудованием, от которых зависит качество и параметры точности.
- Перфорация металла

- Пробивка отверстий в металле
При изготовлении большого количества изделий, в том числе и декоративных металлических деталей. Довольно часто встречается потребность в таких операциях, как получение множества однотипных отверстий. Чаще всего их используют для крепления конструктивных элементов, но в ряде случаев их можно рассматривать как украшение.
Технолог, выбирая метод обработки детали, руководствуется требованиями нормативно — технической и конструкторской документации.
Так, при обработке листа металла толщиной от 0,5 до 4 мм оптимальным вариантом будет использование пробивки на специализированном оборудовании.
Пробивка отверстий и перфорация в чем разница
Кстати, довольно часто, пробивку листового металла именуют перфорацией. На самом деле этот процесс (пробивка отверстий) не более чем разновидность перфорации, которая включает в себя множество других способов.
Например, пробивка отверстий в профильном металле, например, трубе выполняют с помощью сверления или фрезерования. Кроме этого, для решения этой задачи применяют технический лазер, который позволяет получать отверстия в десятые доли миллиметра.
Виды оборудования
Оборудование, которое используют для получения отверстий можно разделить на «условно ручные», то есть те, которые нуждаются в постоянном присутствии оператора — станочника, и на автоматизированные, которые работают при минимальном участии человека. В качестве инструмента для пробивки отверстий в металле применяют различного вила пробойники, штампы и некоторые другие.

- Ручной пресс

- Координатно-просечные прессы
К первой группе относят оборудование, работающее от механического, гидравлического или другого вида привода. Вторые — это полностью автоматизированные станки, работающие под управлением ЧПУ, к примеру, координатно-просечные прессы или дыропробивной станок.
Ручной процесс
К ручным способам получения отверстий в металле можно отнести — сверление, пробивку. В качестве инструмента для пробивки отверстий в металле применяют сверла и соответствующее оборудование — сверлильные станки или ручные дрели. Для ручной пробивки инструмента применяют бородок и ударный инструмент (молоток, кувалда). Такой пробойник можно устанавливать на ручные прессы.
 Ручной процесс пробивки
Ручной процесс пробивкиСверление отверстий производят на сверлильных, фрезерных или токарных станках. В качестве рабочего инструмента применяют сверла. Для окончательного формования отверстия используют зенкера, цековки, развертки. С их помощью устраняют овалы, формируют фаски, повышают точность отверстия и чистоту поверхности.
Для пробивания отверстий в металле используют разные прессы — пневматические, гидравлические и пр. Усилия, развиваемые для эффективной работы штампа, состоящего из двух деталей (пуансона и матрицы), составляют от нескольких килограмм, до сотен, а то и тысяч тонн.
Пробивание отверстий на комбинированных пресс — ножницах
Нередко в производстве для получения отверстий применяют комбинированные пресс — ножницы.

Пробивание отверстий на комбинированных пресс — ножницах
Это устройство состоит из нескольких механизмов, которые позволяют обрабатывать металлический профиль, к примеру, уголок, резать полосы металла, осуществлять вырубку в форме прямо- или треугольников и, само собой, на этих ножницах устанавливают инструмент для пробивки отверстий в металле. Как правило, он состоит из пуансона и матрицы. Пуансон имеет диаметр пробиваемого отверстия. Матрица имеет в своем теле отверстие, соответствующее размеру пуансона. Через нее происходит удаление отходов вырубки.
Следует отметить, что вышеперечисленные способы получения отверстий не отличаются высокой производительности, особенно, в условиях крупносерийного или массового производства. Появление автоматизированного оборудования позволяет устранить эту проблему.
Пробивание отверстий на прессах
Использование оборудования, работающего под управлением системы ЧПУ привело к снижению трудоемкости производственных процессов, соответственно это положительно отражается на стоимости готового изделия.
Дело в том, что управляющая программа, которая вносится перед началом работы, содержит в себе точные данные относительно расположения отверстий на листе.

Пробивание отверстий на прессах
Например, револьверный пробивной станок оснащают барабаном, на котором установлены пуансоны (инструмент для пробивки отверстий в металле) обладающие разными размерами и формами. При работе, программа автоматически выбирает необходимый инструмент. Такое инженерное решение позволяет менять инструмент не, останавливая работу станка, и повышать скорость получения готового изделия. На оборудовании этого типа, возможно, получение до 1 500 отверстий в минуту.
Получение готового изделия состоит из нескольких операций. Первая заключается в укладке листа металла на рабочий стол. Для закрепления ее на нем применяют зажимы разного типа.
После того как установлен и закреплен оператор запускает управляющую программу. После этого начинается перемещение заготовки. По координатам, заданным в программе, в необходимой точке, происходит опускание прижимного устройства, фиксирующего лист в нужном месте. После прижима происходит удар, наносимый пробойником (пуансоном).
На инструментальном барабане может быть установлен поворотный инструмент, который существенно расширяет возможности станка и позволяет выполнять резку контуров сложных форм.
Пресс для пробивки отверстий в металле позволяют выполнять, кроме пробоя, следующие операции:
- пулевка — выдавливание, получение кромок разной направленности;
- формовка;
- неокончательная пробивка.
Координатная пробивка металла
Такой способ получения отверстий подразумевает то, что отверстия будут получены в определенном последовательности. Эта операция может быть использована при изготовлении как простых деталей, так и довольно сложных металлоконструкций. Такая обработка листового металла требует от оборудования и управляющей программы высокой точности, так как ошибки в настройке и программном коде могут привести к получению некондиционной продукции.

Координатная пробивка металла
Пробивка металла, как технологическая операция существует довольно давно, но в последние годы, благодаря появлению систем с числовым программным обеспечение, она существенно видоизменилась. Так, современное оборудование позволяет выполнять операции по пробою отверстий с точность их размещения до 0,05 мм. Координатно пробивное оборудование позволяет обрабатывать стали разных марок толщиной от 0,5 до 8 — 10 мм.
Координатная пробивка металлического листа используется при производстве деталей корпусов, крепежных комплектов и пр. Для получения набора отверстий применяют серию ударов пуансона по листу. Порядок пробоя заносится в управляющую компьютерную программу. Кстати, использование компьютерных программ и соответствующего инструмента для пробивки отверстий в металле гарантирует качество готовых изделий.
Применение координатно — пробойных прессов для пробивки отверстий в металле обеспечивает многократное повышение скорости производства и поэтому его применяют для крупносерийного и массового производства деталей из металлического листа.
Недостатки технологии
Надо помнить о том, что качество получаемой продукции напрямую зависит от нескольких факторов, среди них которых — качество инструмента, настройки оборудования, добротности программного обеспечения, применяемого для создания управляющей программы.

Координатная пробивка и ее недостатки
Но надо отметить, что в принципе, вне зависимости от способа получения группы отверстий, дефекты при ручной пробивке и автоматизированной одинаковы.
Смещение отверстий
Чаще всего при изготовлении группы отверстий можно встретить такой дефект, как смещение отверстий относительно друг друга или сторон листа. Этот дефект, может проявиться из-за ошибок в программе, неправильных настроек станка и пр.
Заусенцы
Этот дефект появляется вследствие того, что неправильно подобраны размеры пуансона и матрицы. Кроме того, заусенцы появляются в результате некачественной заточки инструмента.

Пуансоны и матрицы
Борозды
Нередки случаи появления бород на поверхности отверстия вдоль его оси. Они вызваны наличием дефектов поверхности пуансона.

Борозды при пробивке металла
Трещины
Образование трещин на кромках пробиваемых отверстий вызвано тем, что их диаметр близок по размеру к толщине листа.
Расчет необходимого усилия пробивки
Процесс вырубки металла характеризуется тем, что в ходе этого процесса появляется довольно сложная схема нагрузки, которая концентрируется в районе места взаимодействия пуансона, прорубаемого материала и матрицы.
Пуансон изготавливают таким образом, что он входит в материал не всем своим торцем, а только внешней кольцевой частью. Ответное воздействие возникает со стороны матрицы. Причем давление, возникающее в зоне взаимодействия этих трех компонентов, распределяется неравномерно.
Другими словами, в процессе вырубки возникает пара сил, которые формируют круговой изгибающий момент. Под его воздействием лист изгибается. В результате этого изгиба зарождается давление, которое оказывает воздействие на пуансон, и на кромку матрицы. Кроме этого, необходимо учитывать и то, что под действием сил трения появляются касательные усилия.
Как видно из выше сказанного, при пробивке возникает неоднородное силовое поле. Поэтому, при проведении расчетов применяют условную величину — сопротивление срезу.
В результате, проведенных исследований, сопротивление зависит не столько от свойств металла, но и от уровня наклепа, толщины вырубки, зазоров в паре пуансон/матрица и скорости процесса вырубки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Пробивка металла на заказ в Москве по выгодной цене
Пробивка в металле отверстий – это одна из самых востребованных технологий в металлургии. Интересным является то, что помимо этого данным способом перфорируют трубы. Их применяют в качестве несущих конструкций либо дренажа. В Москве нашей компанией принимаются заказы на пробивку металла.
Суть координатной пробивки металла
Выполнение операции на координатном пробивном прессе дало название этому процессу. Пробивка металла является таким способом металлообработки, который позволяет в листовом железе получать сквозные отверстия установленного размера. Они по форме могут быть:
- квадратные;
- прямоугольные;
- круглые;
- нестандартные.
Отверстия в листе из металла при использовании этого метода обрабатываются по краю. Посредством перфорации осуществляется формовка кромок отверстий. Координатная пробивка листов металла относится к листоштамповочной операции, при которой пробиваются отверстия по заданным координатам в нужных местах.
Процесс пробивки металла
Координатная пробивка осуществляется с помощью координатно-пробивного револьверного пресса. В последнее время существенно улучшилась технология работ. Она стала качественнее и точнее. Весь рабочий процесс контролируется компьютером, который позволяет избежать мельчайших неточностей. Мы делаем на заказ пробивку металлических листов. Необходимо лишь связаться с нами.
Лист пристраивается на станок и крепко прикрепляется к нему особыми зажимами. Позиционирующие приспособления устремляют захваты вместе с листом по траектории заданной компьютером. В это время механизмы для пробивки – матрица и пуансон выполняют свою работу. Пуансон в стальном листе пробивает отверстия, которые точно воспроизводят его собственное очертание. В зависимости от того, какова толщина листа, нужно точно выбрать зазор между кромками матрицы и пуансона. Зазор тем меньше, чем тоньше лист.
Программируемый съемник в случае, если лист металла больше, чем пробивной пресс, автоматически его перехватывает. Выполняться пробивка отверстий может со скоростью 10 ударов в секунду. Перед пробивкой массивных заготовок, их помещают на роликовые транспортеры или шаровые столы.
Бывают координатные пробивные прессы:
- гидравлические;
- электромеханические;
- комбинированные, исполняющие несколько операций.
Если для проделывания отверстий использовать пробивные координатные прессы вместо лазерной резки, то это будет экономичным методом обработки металла. С их помощью еще можно осуществлять:
- тиснение;
- неполную пробивку;
- раскрой.
Пробивной станок выделяется весьма высокой производительностью. Пробивка на новейшем оборудовании осуществляется со скоростью 1500 ударов в минуту.
Цены на пробивку металла зависят от:
- вида металла;
- формы изделия;
- толщины металлического листа;
- конфигурации отверстий;
- их количества.
С помощью такой пробивки можно получить качественные перфорированные заготовки, которые придадут конструкции легкий и изящный внешний вид.
Использование пробивки металла
Наиболее востребована пробивка нержавеющих листов. Их используют при изготовлении;
- всевозможных элементов отделки экстерьера и интерьера;
- рекламных конструкций.
Изделия, которые обработаны таким способом, применяются в различных отраслях промышленности:
- строительной;
- нефтехимической;
- машиностроительной.
Из перфорированного металла изготавливают:
- полки;
- решетки для вентиляторов и радиаторов;
- декоративные элементы.
Выполняться пробивка металла может в конструкциях из всевозможных металлов и их сплавов. Благодаря этому процессу можно получать заготовки высокого качества. Это в свою очередь существенно облегчит производственный процесс, а также придаст изделиям наиболее надежные характеристики.
metall-24.ru