Координатный станок сам – Координатный станок сам
alexxlab | 31.07.2016 | 0 | Вопросы и ответы
Координатный станок сам
3х координатный фрезерный ЧПУ станок — Сообщество «Сделай Сам» на DRIVE2
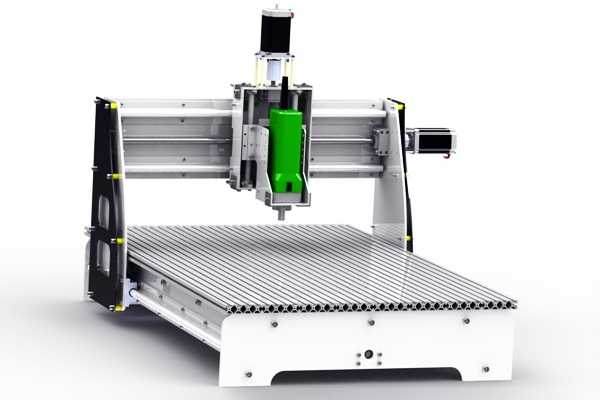
Всем доброго времени суток. Расскажу я вам сегодня об одном человеке с золотыми руками, а точнее о его скромном творении, а именно о 3х координатном фрезерном ЧПУ станке. Его имя Александр, он работает вместе со мной в ателье Авто Имидж, и согласился рассказать о своем детище.Был приобретен набор из четырех шаговых двигателей, четыре драйвера для их управления, и контроллер на пять осей для перспективы развития станка. Так же для этого всего необходим комплект направляющих – линейные подшипники круглого сечения Ø20мм на T-образном основании. Ходовые винты и гайки (Ø15мм и шагом резьбы M5) с подшипниками к этим винтам. И также 3 переходные муфты от винтов к шаговому двигателю. Ну и конечно же асинхронный (без коллекторный) шпиндель, с частотным блоком управления на 2.2Квт, водяное охлаждение, и цанговый патрон ER20 с максимальным зажимом 13мм минимальный 1мм.Станком управляет программа Mach5 через Lpt порт в реальном времени. По этому требованию на компьютере кроме Windows и программы Mash5 желательно что бы ничего больше не стояло.Первый опытный образец был собран из МДФ но он не подошел из за отсутствия плоскостной жесткости. В дальнейшем был переделан из 15мм фанеры(ножки 2х слойные, сам подвижной портал и вертикальные стойки 3х слойные). Гибкий кабель канал сделан из ПВХ материала. Вытяжка на данный момент осуществляется простым пылесосом Karcher, в дальнейшем планируется установка циклона, и весь мусор будет оседать в нем.
Рабочее поле 450х800мм и высота хода 180мм.
Ну и как всегда долгожданные фотографии данного творения.Для того что бы проверить работу станка, Александром были куплены в интернете модель иконы и креста в формате Stl, вот что из этого вышло.
.Так же Александр изучает программу SolidWorks. Выбор именно этой программы Саша обуславливает тем что она больше подходит для создания твердотелых конструкций, и в ней к примеру можно проверить работу собранного двигателя, запустив его…К сожалению у него нет акаунта на нашем любимом ДРАЙВЕ, и я не особо в этом всем разбираюсь, но если вам стало интересно и у вас возникло желание собрать подобный станок, или заказать какую ни будь деталь, то вот вам номер Александра 8-904-762-76-87. Единственное он просил звонить с в будние дни с 9:00до 17:00. Также что бы он сразу понял о чем пойдет речь то можете сказать ему что вы от Инсара.
www.drive2.ru
Зх координатный станок, или полезное для мастерской
Пост для техников и тех, кому нравятся станки самоделки, кто любит работать по дереву, ну и для подписчиков конечно. Простой 3х координатный станок с ручным управлением. У столяров часто возникает проблема – не склеить мебельный щит, а выравнять его после склейки… так как рейсмус есть не у всех..

А вот ручной фрезер у большинства есть. И можно сделать для него простой 3х координатный станок с ручным управлением

Всё из обрезков фанеры и досок) Идея не новая, это просто корыто в котором свободно перемещается сам фрезер. Причём для точных работ таких как нарезка канавки и тп его можно легко зафиксировать струбциной. Чтобы не зажимало корыто по бокам можно использовать любые колёсики или подшипники.. я использовал простые от дивана)

Для выравнивания небольших столешниц и так же старых толстых досок в самый раз. Подойдёт абсолютно любая фреза с плоскими ножами – я тут использовал фрезу ласточкин хвост. Я на этом станке выравнивал даже спил сувели (наросты на берёзе, по простому кап)

ручной привод

фреза

Фрезер в станке используется по мере надобности его не нужно долго ставить или снимать, а остальное время им можно пользоваться -никаких изминений он не претерпел. Очень рекомендую сделать такой станок ! P/S.
Представляю комментарии)) и скажу сразу – Да знаю что для него лучше использовать опорные круглые направляющие или трубы со скользящими подшипниками,

и вложить внутрь ДСП чтоб варавнять сам стол для более точной настройки фрезы от поверхности и тп…. Просто скажу – бюджет стола был 3500 руб, включая фрезер и 2 уголка из алюминия из хозтоваров для лучшего скольжения корыта.. Если вы долистали мой пост до конца значит вам интересна эта тема
а вот и видео самой работы станка.
Опубликовано 13.02.2017 в 13:05
vashesamodelkino.ru
3х координатный фрезерный ЧПУ станок — DRIVE2
Всем доброго времени суток. Расскажу я вам сегодня об одном человеке с золотыми руками, а точнее о его скромном творении, а именно о 3х координатном фрезерном ЧПУ станке. Его имя Александр, он работает вместе со мной в ателье Авто Имидж, и согласился рассказать о своем детище.Был приобретен набор из четырех шаговых двигателей, четыре драйвера для их управления, и контроллер на пять осей для перспективы развития станка. Так же для этого всего необходим комплект направляющих – линейные подшипники круглого сечения Ø20мм на T-образном основании. Ходовые винты и гайки (Ø15мм и шагом резьбы M5) с подшипниками к этим винтам. И также 3 переходные муфты от винтов к шаговому двигателю. Ну и конечно же асинхронный (без коллекторный) шпиндель, с частотным блоком управления на 2.2Квт, водяное охлаждение, и цанговый патрон ER20 с максимальным зажимом 13мм минимальный 1мм.Станком управляет программа Mach5 через Lpt порт в реальном времени. По этому требованию на компьютере кроме Windows и программы Mash5 желательно что бы ничего больше не стояло.Первый опытный образец был собран из МДФ но он не подошел из за отсутствия плоскостной жесткости. В дальнейшем был переделан из 15мм фанеры(ножки 2х слойные, сам подвижной портал и вертикальные стойки 3х слойные). Гибкий кабель канал сделан из ПВХ материала. Вытяжка на данный момент осуществляется простым пылесосом Karcher, в дальнейшем планируется установка циклона, и весь мусор будет оседать в нем.
Рабочее поле 450х800мм и высота хода 180мм.
Ну и как всегда долгожданные фотографии данного творения.








 Для того что бы проверить работу станка, Александром были куплены в интернете модель иконы и креста в формате Stl, вот что из этого вышло.
Для того что бы проверить работу станка, Александром были куплены в интернете модель иконы и креста в формате Stl, вот что из этого вышло.


 .Так же Александр изучает программу SolidWorks. Выбор именно этой программы Саша обуславливает тем что она больше подходит для создания твердотелых конструкций, и в ней к примеру можно проверить работу собранного двигателя, запустив его… К сожалению у него нет акаунта на нашем любимом ДРАЙВЕ, и я не особо в этом всем разбираюсь, но если вам стало интересно и у вас возникло желание собрать подобный станок, или заказать какую ни будь деталь, то вот вам номер Александра 8-904-762-76-87. Единственное он просил звонить с в будние дни с 9:00до 17:00. Также что бы он сразу понял о чем пойдет речь то можете сказать ему что вы от Инсара.
.Так же Александр изучает программу SolidWorks. Выбор именно этой программы Саша обуславливает тем что она больше подходит для создания твердотелых конструкций, и в ней к примеру можно проверить работу собранного двигателя, запустив его… К сожалению у него нет акаунта на нашем любимом ДРАЙВЕ, и я не особо в этом всем разбираюсь, но если вам стало интересно и у вас возникло желание собрать подобный станок, или заказать какую ни будь деталь, то вот вам номер Александра 8-904-762-76-87. Единственное он просил звонить с в будние дни с 9:00до 17:00. Также что бы он сразу понял о чем пойдет речь то можете сказать ему что вы от Инсара.www.drive2.ru
3х координатный фрезерный ЧПУ станок — Community «Сделай Сам» on DRIVE2
Всем доброго времени суток. Расскажу я вам сегодня об одном человеке с золотыми руками, а точнее о его скромном творении, а именно о 3х координатном фрезерном ЧПУ станке. Его имя Александр, он работает вместе со мной в ателье Авто Имидж, и согласился рассказать о своем детище.Был приобретен набор из четырех шаговых двигателей, четыре драйвера для их управления, и контроллер на пять осей для перспективы развития станка. Так же для этого всего необходим комплект направляющих – линейные подшипники круглого сечения Ø20мм на T-образном основании. Ходовые винты и гайки (Ø15мм и шагом резьбы M5) с подшипниками к этим винтам. И также 3 переходные муфты от винтов к шаговому двигателю. Ну и конечно же асинхронный (без коллекторный) шпиндель, с частотным блоком управления на 2.2Квт, водяное охлаждение, и цанговый патрон ER20 с максимальным зажимом 13мм минимальный 1мм.Станком управляет программа Mach5 через Lpt порт в реальном времени. По этому требованию на компьютере кроме Windows и программы Mash5 желательно что бы ничего больше не стояло.Первый опытный образец был собран из МДФ но он не подошел из за отсутствия плоскостной жесткости. В дальнейшем был переделан из 15мм фанеры(ножки 2х слойные, сам подвижной портал и вертикальные стойки 3х слойные). Гибкий кабель канал сделан из ПВХ материала. Вытяжка на данный момент осуществляется простым пылесосом Karcher, в дальнейшем планируется установка циклона, и весь мусор будет оседать в нем.
Рабочее поле 450х800мм и высота хода 180мм.
Ну и как всегда долгожданные фотографии данного творения.Для того что бы проверить работу станка, Александром были куплены в интернете модель иконы и креста в формате Stl, вот что из этого вышло.
.Так же Александр изучает программу SolidWorks. Выбор именно этой программы Саша обуславливает тем что она больше подходит для создания твердотелых конструкций, и в ней к примеру можно проверить работу собранного двигателя, запустив его…К сожалению у него нет акаунта на нашем любимом ДРАЙВЕ, и я не особо в этом всем разбираюсь, но если вам стало интересно и у вас возникло желание собрать подобный станок, или заказать какую ни будь деталь, то вот вам номер Александра 8-904-762-76-87. Единственное он просил звонить с в будние дни с 9:00до 17:00. Также что бы он сразу понял о чем пойдет речь то можете сказать ему что вы от Инсара.
www.drive2.com
i-perf.ru
Координатный станок: описание
Координатный станок может иметь от 3 и более осей. В простейшем случае это горизонтальное, вертикальное и вращательное движение. Оптимальным решением являются 5-координатные системы, позволяющие обрабатывать большинство сложных изделий. Для более специализированного применения к существующим осям могут добавляться еще наклонные либо поворотные механизмы.
Назначение многоосевых систем
Координатный станок имеет независимые оси, ориентирующие одновременно инструмент и деталь относительно него. К дополнительным осям относят противошпиндельный узел, поворота стола, механизмы выгрузки и загрузки заготовок. Управление осуществляется от контроллеров станка.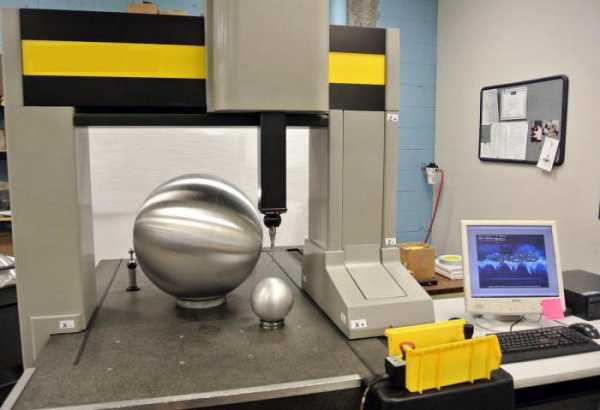
Координатный станок имеет такое название благодаря точности нанесения отверстий на поверхности обрабатываемой детали вдоль какой-либо оси системы. Как правило, стол перемещается по двум координатам, а инструмент движется вертикально по третьей. Добавим возможность вращения самой детали и изменение наклонной поверхности.
Координатный станок снабжается двумя дополнительными осями перемещающие сам инструмент в двухкоординатной системе, что позволяет выполнять даже самые сложные пазы и отверстия.
Классические обозначения
Все координатные станки с ЧПУ стараются изготавливать со стандартными именами осей. Однако производитель может менять буквенное обозначение по своему усмотрению. Сложилось так, что горизонтальное перемещение ассоциируется с латинской буквой X, Y чаще выполняет роль вертикальной проекции, но на 5-координатных системах эта ось является вторым направлением движения стола.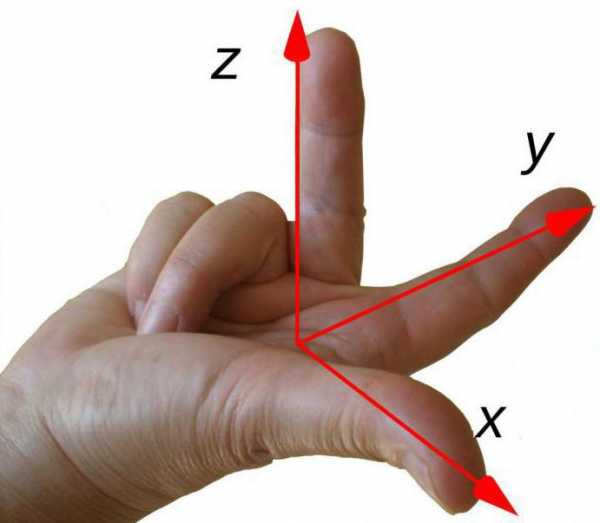
Перемещение по вертикали и по направлению движения инструмента к детали обозначают латинской буквой Z. Причем увеличение счета положения происходит при направлении от заготовки. C осью чаще именуют вращательное движение, чаще такое обозначение используется при цилиндрической обработке.
Дополнительные оси назначаются согласно продолжению алфавита. Однако диску вращения инструмента присваивается буква A. Противошпиндель именуется буквой E. Дальнейшие наименования производитель станка выбирает согласно своим предпочтениям.
Разнообразие вариантов осевых систем
Координатно-фрезерный станок становится более дорогостоящим с каждой добавленной осью. Перемещение самого инструмента по двум координатам дает большие возможности для реализации реза в труднодоступных местах. Однако это должно быть оправдано с точки зрения технологии.
Часто дополнение вращения самого инструмента снижает прочность всей конструкции и такие системы становятся менее долговечными. Чем меньше присутствует кинематических связей, тем надежнее становится станок и он способен обрабатывать более жесткие материалы. Более рациональным решением будет не дополнять вращение инструмента, а выбрать модели с поворотным столом.
При последнем варианте станка вращается более крупный узел, но такая модель будет, несомненно, дороже. Однако сохраняется важная характеристика координатно-расточного станка: жесткость конструкции и надежность. Снижается этот параметр при обработке деталей по весу превышающие нормально допустимые параметры.
Возможности многоосевых систем
Координатно-сверлильный станок позволяет получать сложные детали:
- Бобышки, отверстия нестандартной формы.
- Фасонные поверхности, корпусные изделия.
- Зубчатые колеса, шестерни, крыльчатки, роторы.
- Без труда отрабатываются ребра жесткости.
- Отверстия в любой проекции под различными углами, пазы, резьбы.
- Все сложные детали, требующие криволинейной обработки.
- За один цикл можно обработать полностью всю поверхность заготовки.
В последнее время широко применяются вакуумные столы для удержания обрабатываемой детали за счет всасывания воздуха. Классические крепления уже не используются, что сокращает время на извлечение и установку новой заготовки.
Полный процесс производства
Координатно-фрезерный станок с ЧПУ работает по стандартному алгоритму. Сначала создается модель будущей детали на бумаге или персональном компьютере. Далее следует перенос размеров и контуров через приложение в понимаемый машиной вид векторной графики. Программист задает направление движения инструмента, вставляет технологические паузы. Выбирает тип инструмента, скорость обработки, точность позиционирования вращающихся осей.
После преобразования модели в машинные коды станок готов выполнять нарезку детали. Но перед этим следует отладка программы. Сначала проводится 3D-отработка перемещений и контроль получаемого результата. Затем на ограниченной подаче запускают цикл автоматики без вращения главного узла – шпинделя. Если все проходит гладко и без отклонения траектории движения, то начинают нарезку детали.
Следует помнить, что ни один ЧПУ-станок не может физически иметь защиту от невежд. В лучшем случае производители предусматривают мягкие предохранительные муфты от механических повреждений. Но даже такая малая поломка может привести к длительному простою оборудования. Поэтому все цифры, вносимые в программу обработки, должны быть осмысленными и рассчитанными. Аналогично действуют при добавлении корректоров на износ инструмента и компенсацию люфтов.
Инструменты для создания программ и экспорта в станок
Координатный станок, как и обычный, имеет внутреннюю память и набор стандартных интерфейсов, позволяющих «заливать» управляющие программы через разъемы: USB, COM, Flash-картой, Ethernet, беспроводными методами. Все перечисленные способы записи программ являются опциями и добавляют нагрузку к стоимости оборудования. В простейшем случае управлять станком можно через старенький ПК посредством установленной управляющей платы и соответствующего приложения. Эта реализация является самой доступной, но для организации правильной работы всех узлов требуются немалые знания в области станкостроения.
Для создания управляющих кодов используются CAD/CAM приложения. Выбор их огромен, существуют и бесплатные варианты от ведущих производителей станков. Однако при серийном производстве деталей требуется целый отряд работников, состоящий из проектировщика, программиста, технолога-наладчика и ремонтника. Как показала практика, один человек не сможет одновременно заниматься автоматизированным циклом и вносить доработки в текущий процесс обработки. С помощью приложений такая возможность частично возникла, но пока не существует универсального средства, исключающего человеческое участие в расчетах параметров конечного продукта.
Технологический останов
Паузы в обработке детали требуются на отвод скопившейся СОЖи и стружки из зоны реза, для контроля параметров и внешнего осмотра целостности инструмента. Также они нужны и при интенсивной обработке, когда требуется время на остывание нагревшихся частей заготовки.
Автоматический останов программист вносит для подтверждения оператором действия. Так проводится контроль присутствия работника вблизи станка во время работы. Дополнительно вводится пауза для контроля надежности захватов во время выгрузки или после загрузки заготовки.
Область применения
Многоосевые станки пользуются спросом практически у любого производителя металлических изделий, мебели, пластмасс, уникальных изделий. Наибольшее количество координатных систем насчитывается в автомобиле- и авиастроении, космической промышленности. Также такие машины можно увидеть на площадках разделки листового материала.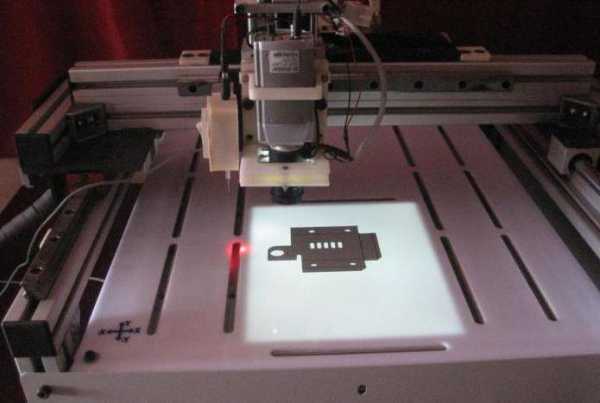
Вертикальные многоосевые центры мобильны и легко устанавливаются на ровной площадке на новом месте. Производители закладывают возможность модернизации оборудования путем добавления осей, соответственно увеличивать приходится память, количество входов на интерфейсных платах. Из 3-координатного центра можно легко получить 5 или 6-осевые системы.
Разновидности машин
Многоосевые системы находят применение не только для изготовления отверстий и металлообработки. Координатное управление может быть реализовано под следующие цели:
- По аналогичному принципу строится координатно-шлифовальный станок.
- Система печати плат может иметь аналогичную структуру.
- Автоматика покраски автомобилей и других деталей.
- Наполнение форм различными материалами проводится по координатной сетке.
На основе уже готового станка существует множество решений под узкие задачи в производстве. Специалисты компаний производителей способны доработать некоторые модели и снабдить роботами, компрессами для удержания деталей либо осуществить более сложный проект.
fb.ru
Координатные станки с ЧПУ: характеристика, настройка, оси
ФрезерныйСовременные координатные станки с ЧПУ отличаются в зависимости от количества поддерживаемых координат. От этого зависит их эффективность при создании различных деталей.
Современные координатные станки с числовым программным управлением отличаются в зависимости от количества поддерживаемых координат. От этого зависит их эффективность при создании различных деталей.
Конструкция
Конструкция большинства современных координатных станков с ЧПУ предусматривает обслуживание металлических заготовок по 3-м направлениям.
Специализированный координатный станок передвигает фрезу в продольном (X) и поперечном (Y) направлении по горизонтали. Также предусматривается перемещение по вертикали (Z). Если в конструкции предусматривается наличие специального поворотного устройства (обрабатывающего заготовки цилиндрической формы), горизонтальное передвижение можно заменить путем поворота стального сырья по продольной оси. Но в любом случае, направление перемещения фрезы может определяться только по трем независимым координатам.
Технические способности станка являются оптимальными, чтобы перемещать фрезы агрегата по достаточно сложным маршрутам, параллельно достигая одновременной обработки различных поверхностей, не меняя положение заготовки.
В более продвинутом оборудовании удалось модернизировать систему координат станка с ЧПУ, расширяя их количество до пяти. При своеобразной «пятикоординатной обработке» обработка осуществляется вокруг 2-х дополнительных осей (меняется наклон инструмента). Настроить оборудование в таком случае достаточно просто – для этого достаточно загрузить во внутреннюю память чертежи, после чего ЧПУ станка самостоятельно определит направление, в котором осуществляется передвижение. В процессе работы токарного станка с ЧПУ угол инструментов меняется за счет движения платформы, либо наклона шпинделей.
Что являет собой система координат?
Богатство программных настроек в станках с ЧПУ тесно взаимосвязано с координатной системой. Оси координат выступают в качестве расположенных в параллельной позиции направляющих фрезерного станка, давая возможность указать длительность перемещений и руководить направлением перемещения рабочего органа.
В виде полноценной системы выступает правая координатная система. Здесь оси X, Y и Z определяют, в каком направлении должен перемещаться инструмент в зависимости от положения жестких (зафиксированных) элементов. В положительных направлениях предусматривается удаление инструментов и заготовок между собой.
Как отсчитываются перемещения?
В современном оборудовании применяются два варианта определения положения перемещений – абсолютные и относительные. Выбор в пользу абсолютной или относительной системы на ЧПУ определяется исходя из ряда факторов. Например, каким именно образом составляются размерные цепи на чертежах. Тем или иным системам управления станком свойственно выбирать между двумя вариантами – в приращениях (относительный способ), либо от конкретной размерной базы (абсолютная методика).
Вне зависимости от количества точек, в проекте должна присутствовать базовая размерная точка. В системах с ЧПУ базовой точкой удобно пользоваться в качестве нулевой. Но в системах координат станков ЧПУ всегда надо пользоваться абсолютными координатами. Рассмотрим каждую систему поподробнее.
В системе, использующей абсолютный способ отсчета, станок с ЧПУ проводит фрезерные операции начиная с точки P0, перемещаясь по прямой, вплоть до точки P1. Пользуясь относительной системой, токарные станки, по сравнению с рассматриваемым ранее вариантом, перемещается по иному принципу.
Пятикоординатная обработка
Токарная установка для фрезерования сталкивается с наибольшими проблемами в процессе обработки фасонных и криволинейных поверхностей. При этом токарный станок достаточно часто проводит фрезерование таким способом, потому что готовые детали имеют широкое применение. Поэтому для производства технически сложных деталей используется оборудование, способное обрабатывать заготовку в пяти координатах. Такого рода станки относятся к категории продукции премиум-класса. Предлагая дополнительные настройки, на станке можно быстро получить технически сложные детали.

Преимущества, которыми характеризуется фрезерный инструмент с 5-координатной системой перемещения, не ограничиваются фрезеровкой деталей с повышенной технической сложностью. Нередко и простые детали, включая корпусные, имеют точки, состоящие из огромного количества составных частей, нуждающихся в правильном обрабатывании.
К каждой точке такого чертежа необходимо уделять особое внимание – в зависимости от того, насколько хорошо выполнена настройка оборудования, определяется общее качество готовой детали.
Для технологов это достаточно сложная задача, потому что надо правильно определить последовательность относительных операций по обработке. Использование 5-координатных токарных станков с компьютерным управлением дает возможность уменьшить длительность работы над каждой точкой, параллельно гарантируя высокое качество фрезеровки. Имея файл с осями, в таких токарных станках нет необходимости регулярно подводить инструмент самостоятельно. Техника пользуется программным правилом обработки, заданным пользователем.
Как программировать станок?
Правильное определение настроек дает возможность получить высококачественную деталь на выходе. Действия по программированию выполняются по стандартному правилу.
- Сначала создается или редактируется уже готовая модель, предусматривающая обработку в абсолютном или ином координатном направлении.
- Создается оптимальная траектория передвижения, включающая работу над каждой осью.
- Как только все чертежи и координаты будут получены, результат экспортируется в формат, который распознает техника.

Обратите внимание! Перед началом проектирования необходимо убедиться в том, что ПО позволяет экспортировать программные настройки в правильный формат. Его выбор осуществляется в зависимости от рекомендаций производителя.
Исходя из сказанного выше, различные виды фрезерных станков могут отличаться между собой по количеству активных координат, а также принципам обработки заготовок, что нужно учитывать в процессе создания новой детали.
vseochpu.ru
Одно координатные станки
Координатный станок: описание
Координатный станок может иметь от 3 и более осей. В простейшем случае это горизонтальное, вертикальное и вращательное движение. Оптимальным решением являются 5-координатные системы, позволяющие обрабатывать большинство сложных изделий. Для более специализированного применения к существующим осям могут добавляться еще наклонные либо поворотные механизмы.
Назначение многоосевых систем
Координатный станок имеет независимые оси, ориентирующие одновременно инструмент и деталь относительно него. К дополнительным осям относят противошпиндельный узел, поворота стола, механизмы выгрузки и загрузки заготовок. Управление осуществляется от контроллеров станка.
Координатный станок имеет такое название благодаря точности нанесения отверстий на поверхности обрабатываемой детали вдоль какой-либо оси системы. Как правило, стол перемещается по двум координатам, а инструмент движется вертикально по третьей. Добавим возможность вращения самой детали и изменение наклонной поверхности.
Координатный станок снабжается двумя дополнительными осями перемещающие сам инструмент в двухкоординатной системе, что позволяет выполнять даже самые сложные пазы и отверстия.
Классические обозначения
Все координатные станки с ЧПУ стараются изготавливать со стандартными именами осей. Однако производитель может менять буквенное обозначение по своему усмотрению. Сложилось так, что горизонтальное перемещение ассоциируется с латинской буквой X, Y чаще выполняет роль вертикальной проекции, но на 5-координатных системах эта ось является вторым направлением движения стола.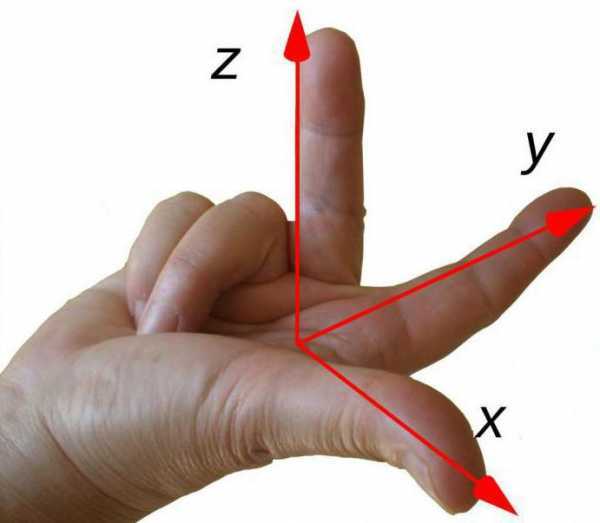
Перемещение по вертикали и по направлению движения инструмента к детали обозначают латинской буквой Z. Причем увеличение счета положения происходит при направлении от заготовки. C осью чаще именуют вращательное движение, чаще такое обозначение используется при цилиндрической обработке.
Дополнительные оси назначаются согласно продолжению алфавита. Однако диску вращения инструмента присваивается буква A. Противошпиндель именуется буквой E. Дальнейшие наименования производитель станка выбирает согласно своим предпочтениям.
Разнообразие вариантов осевых систем
Координатно-фрезерный станок становится более дорогостоящим с каждой добавленной осью. Перемещение самого инструмента по двум координатам дает большие возможности для реализации реза в труднодоступных местах. Однако это должно быть оправдано с точки зрения технологии.
Часто дополнение вращения самого инструмента снижает прочность всей конструкции и такие системы становятся менее долговечными. Чем меньше присутствует кинематических связей, тем надежнее становится станок и он способен обрабатывать более жесткие материалы. Более рациональным решением будет не дополнять вращение инструмента, а выбрать модели с поворотным столом.
При последнем варианте станка вращается более крупный узел, но такая модель будет, несомненно, дороже. Однако сохраняется важная характеристика координатно-расточного станка: жесткость конструкции и надежность. Снижается этот параметр при обработке деталей по весу превышающие нормально допустимые параметры.
Возможности многоосевых систем
Координатно-сверлильный станок позволяет получать сложные детали:
- Бобышки, отверстия нестандартной формы.
- Фасонные поверхности, корпусные изделия.
- Зубчатые колеса, шестерни, крыльчатки, роторы.
- Без труда отрабатываются ребра жесткости.
- Отверстия в любой проекции под различными углами, пазы, резьбы.
- Все сложные детали, требующие криволинейной обработки.
- За один цикл можно обработать полностью всю поверхность заготовки.
В последнее время широко применяются вакуумные столы для удержания обрабатываемой детали за счет всасывания воздуха. Классические крепления уже не используются, что сокращает время на извлечение и установку новой заготовки.
Полный процесс производства
Координатно-фрезерный станок с ЧПУ работает по стандартному алгоритму. Сначала создается модель будущей детали на бумаге или персональном компьютере. Далее следует перенос размеров и контуров через приложение в понимаемый машиной вид векторной графики. Программист задает направление движения инструмента, вставляет технологические паузы. Выбирает тип инструмента, скорость обработки, точность позиционирования вращающихся осей.
После преобразования модели в машинные коды станок готов выполнять нарезку детали. Но перед этим следует отладка программы. Сначала проводится 3D-отработка перемещений и контроль получаемого результата. Затем на ограниченной подаче запускают цикл автоматики без вращения главного узла – шпинделя. Если все проходит гладко и без отклонения траектории движения, то начинают нарезку детали.
Следует помнить, что ни один ЧПУ-станок не может физически иметь защиту от невежд. В лучшем случае производители предусматривают мягкие предохранительные муфты от механических повреждений. Но даже такая малая поломка может привести к длительному простою оборудования. Поэтому все цифры, вносимые в программу обработки, должны быть осмысленными и рассчитанными. Аналогично действуют при добавлении корректоров на износ инструмента и компенсацию люфтов.
Инструменты для создания программ и экспорта в станок
Координатный станок, как и обычный, имеет внутреннюю память и набор стандартных интерфейсов, позволяющих «заливать» управляющие программы через разъемы: USB, COM, Flash-картой, Ethernet, беспроводными методами. Все перечисленные способы записи программ являются опциями и добавляют нагрузку к стоимости оборудования. В простейшем случае управлять станком можно через старенький ПК посредством установленной управляющей платы и соответствующего приложения. Эта реализация является самой доступной, но для организации правильной работы всех узлов требуются немалые знания в области станкостроения.
Для создания управляющих кодов используются CAD/CAM приложения. Выбор их огромен, существуют и бесплатные варианты от ведущих производителей станков. Однако при серийном производстве деталей требуется целый отряд работников, состоящий из проектировщика, программиста, технолога-наладчика и ремонтника. Как показала практика, один человек не сможет одновременно заниматься автоматизированным циклом и вносить доработки в текущий процесс обработки. С помощью приложений такая возможность частично возникла, но пока не существует универсального средства, исключающего человеческое участие в расчетах параметров конечного продукта.
Технологический останов
Паузы в обработке детали требуются на отвод скопившейся СОЖи и стружки из зоны реза, для контроля параметров и внешнего осмотра целостности инструмента. Также они нужны и при интенсивной обработке, когда требуется время на остывание нагревшихся частей заготовки.
Автоматический останов программист вносит для подтверждения оператором действия. Так проводится контроль присутствия работника вблизи станка во время работы. Дополнительно вводится пауза для контроля надежности захватов во время выгрузки или после загрузки заготовки.
Область применения
Многоосевые станки пользуются спросом практически у любого производителя металлических изделий, мебели, пластмасс, уникальных изделий. Наибольшее количество координатных систем насчитывается в автомобиле- и авиастроении, космической промышленности. Также такие машины можно увидеть на площадках разделки листового материала.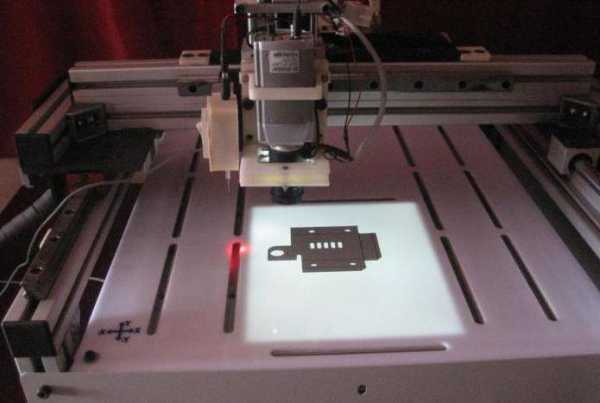
Вертикальные многоосевые центры мобильны и легко устанавливаются на ровной площадке на новом месте. Производители закладывают возможность модернизации оборудования путем добавления осей, соответственно увеличивать приходится память, количество входов на интерфейсных платах. Из 3-координатного центра можно легко получить 5 или 6-осевые системы.
Разновидности машин
Многоосевые системы находят применение не только для изготовления отверстий и металлообработки. Координатное управление может быть реализовано под следующие цели:
- По аналогичному принципу строится координатно-шлифовальный станок.
- Система печати плат может иметь аналогичную структуру.
- Автоматика покраски автомобилей и других деталей.
- Наполнение форм различными материалами проводится по координатной сетке.
На основе уже готового станка существует множество решений под узкие задачи в производстве. Специалисты компаний производителей способны доработать некоторые модели и снабдить роботами, компрессами для удержания деталей либо осуществить более сложный проект.
fb.ru
Знакомьтесь — координатно-расточные станки
Координатно-расточные станки занимают особое место в мире станков, поскольку на них возлагается одна из наиболее сложных задач – создание высокоточных отверстий, характеризующихся чрезвычайно малыми отклонениями размещения относительно друг друга. Такие агрегаты комплектуются особым отсчетным устройством. Оно позволяет достигать высокой точности обработки заготовки. Погрешность при создании отверстия не превышает 1 микрометра. Также координатно-расточные станки оснащаются специальным устройством контроля отклонений, что делает работу на них, фактически, ювелирной.
Данная техника применяется для обработки межцентровых отверстий в тех случаях, когда важно, чтобы расстояния между ними точно соответствовали заданным координатам на плоскости. При этом в процессе работы с заготовкой не используются специальные конструкции для направления инструмента.

Что же можно делать на координатно-расточной технике? Станки подобного плана предназначены для предельно точного сверления, растачивания, чистового фрезерования, развертывания и ряда других работ, таких как проведение разметочных работ, измерение и контроль параметров детали. В основном необходимость в такой технике возникает при проделывании отверстий, где важна максимальная точность взаимного размещения. Координатно-расточные машины могут применяться как единичном, так и в мелко- или крупносерийном производстве.
Как правило, такие станки комплектуются поворотным столом, что в значительной степени расширяет их функциональность. С их помощью выполняется разметка, и контролируются ключевые размеры, такие как межцентровые расстояния и прочее. Наличие поворотной рабочей поверхности дает возможность работать с отверстиями, заданными в полярной системе координат. Техника в состоянии с удивительной точностью создавать перпендикулярные относительно друг друга или наклонные отверстия. Проточка торцовых поверхностей тоже является важной функцией, возлагаемой на такие машины.
Данные агрегаты имеют оптический элемент, позволяющий отсчитывать целые и дробные части. С помощью координатно-расточных машин можно не только проделывать отверстия, но также осуществлять контроль размеров деталей, выполненных на других агрегатах.
Большинство машин подобного плана могут выдерживать заданные расстояния с точностью до 4 микрометров. Те же модели, что укомплектованы системой цифровой индикации, достигают точности до 1 микрометра. Существует множество разновидностей координатно-расточных станков.
Признаки классификации
В зависимости от числа стоек выделяют одно- и двустоечные станки. Первые укомплектовываются крестовым столом, который позволяет перемещать заготовку по двум взаимно перпендикулярным координатным плоскостям. В таких машинах шпиндель осуществляет поступательно-вращательное движение в вертикальной плоскости.

Двустоечные машины комплектуются столом, установленным на специальных направляющих. Заготовка, зафиксированная на рабочем столе, перемещается по оси абсцисс, в то время как шпиндель перемещается по оси ординат. При этом шпиндельная бабка перемещается в вертикальной плоскости.
В зависимости от степени автоматизации агрегата выделяют координатно-расточные станки с ЧПУ, машины с набором координат и индикацией числового типа, а также агрегаты с системой автозамены инструмента и деталей. Такие агрегаты позволяют достигать максимальной точности в обработке заготовок.
Применение координатно-расточных станков с ЧПУ очень распространено на крупных предприятиях, где техника подвергается серьезным испытаниям и интенсивному режиму эксплуатации. Такое оборудование делает труд мастера максимально производительным и дает возможность снизить себестоимость готовой продукции, что и способствует его активной популяризации в крупномасштабном производстве.

Также координатно-расточные аппараты делятся на универсальные и узкоспециализированные. Первые же могут быть отделочного и горизонтального типа. Ключевым параметром, отличающим разные модели друг от друга, является диаметр шпинделя. Именно на него мастеру стоит обращать внимание при выборе.
prostostanok.ru
Координатно-расточной станок
Среди токарного оборудования станки, которые относятся к координатно-расточной группе, считаются наиболее точными. Координатно-расточной станок устанавливается для получения сложных деталей, производство которых вызывает большое количество трудностей. Горизонтально координатно-расточной станок или с вертикальной компоновкой предназначен для получения деталей с несколькими отверстиями, расположенными относительно друг друга с определенным смещением. Впервые появился именно координатно-расточной станок с ЧПУ, так как принцип работы основан на перемещении заготовки относительно режущего инструмента с точностью до одной тысячной миллиметра. При этом устройство может контролировать точность размеров, а также расположения заготовки в автоматическом режиме.

Координатно-расточной станок
Область применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.
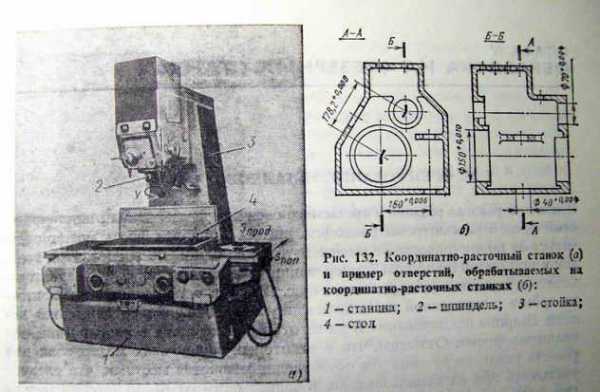
Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Возможная компоновка
Рассматривая координатно-расточные станки и их технические характеристики следует уделить внимание тому, что их применение рентабельно только в случае необходимости точного позиционирования инструмента. При этом выделяют:
- Модели с одной стойкой.
- Двухстоечный координатно-расточной станок.
В чем заключается разница подобных моделей? Рассматривая описание координатно-расточных станков следует уделить внимание тому, сколько колон возвышается над столом. При больших размерах стола для повышения жесткости конструкции и обеспечения более высокой точности позиционирования инструмента устанавливается две стойки. Координатно-расточной современный станок конструктивно может существенно отличаться, что следует учитывать.

Общий вид координатно-расточного станка
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
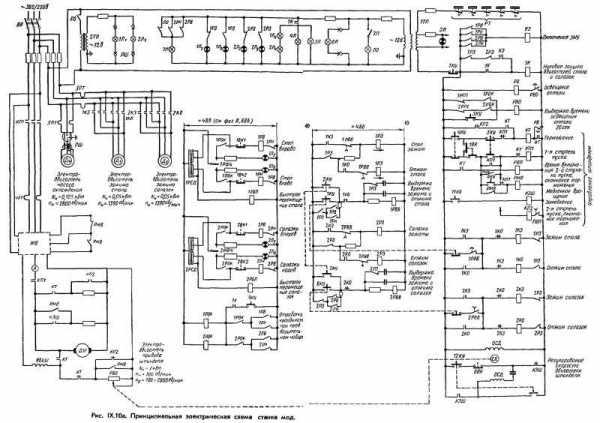
Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Однако сложность конструкции заключается не в возможности позиционирования инструмента и заготовки относительно друг друга, а в высокой точности всех размеров. Стандарт определяет точность не менее 0,004 мм погрешности.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными. Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ.

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450. При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Координатно-расточные станки: виды, модели и предназначение
Координатно-расточные машины предназначаются для самых ответственных операций в производстве. Например, их используют для обработки отверстий и последующего контроля их отклонений.
Для чего нужны?

С помощью таких станков можно обрабатывать межцентровые отверстия в прямоугольной системе координат без проведения предварительной разметки и применения сторонних приспособлений. Помимо этого, на подобных машинах можно выполнять и другие виды операций. Например, развертывание, зенкерование и даже фрезерование.
Координатно-расточные станки, оснащенные дополнительным оборудованием, также позволяют проводит контрольно-измерительные операции. К примеру, в сложных корпусных деталях с несколькими отверстиями, центры которых находятся на разном расстоянии друг от друга.
Эти станки используют практически везде: начиная от серийного и заканчивая массовым производством. Настольные агрегаты также успешно пользуются популярностью среди домашних мастеров.
Особенности

Координатно-расточные станки оборудуются специальными приборами, при помощи которых измеряются дробные и целые части позиционных размеров. Подобное устройство также позволяет проводить контроль деталей, изготовленных на других агрегатах.
Еще одной особенностью такого станка является его точность. Межцентровые отверстия можно обрабатывать с погрешностью всего в 0,004 мм. Подобными показателями не похвастаются даже самые высокоточные станки сверлильной группы. Кроме того, при помощи устройства цифровой индикации погрешность можно свести к 0,001 мм.
Виды станков
Всего существует два типа этих машин:
- Одностоечные. Такие станки имеют крестовые столы, на которых устанавливается заготовка для последующей обработки. Главные движения шпинделя вместе с режущим инструментом – вращательное и вертикально-поступательное.
- Двухстоечные координатно-расточные станки. Они имеют прямоугольные столы, которые передвигаются по двум направляющим (по координате X). Шпиндельная бабка вместе с режущем инструментом движется перпендикулярно столу, по оси Y. Чтобы опускать ее к столу и самой заготовке, используется поперечина.
Кроме того, существует также классификация, согласно которой подобные станки делятся по наличию уровня автоматизации. К таковым относятся:
- Агрегаты с ЧПУ (чаще всего с цифровой индикацией).
- Полуавтоматы.
А также, в зависимости от вида выполняемых операций, координатно-расточные станки бывают:
- Специализированными, которые предназначены для выполнения сугубо одной операции. Например, только сверление или зенкерование.
- Универсальными станками, на которых можно выполнять различные операции: начиная от растачивания и заканчивая фрезерованием отверстий.
Популярные модели

В промышленности широко применяются отечественные координатно-расточные станки. Цена таких машин значительно меньше моделей иностранного производства, а по функциональности они практически не уступают заграничным аналогам.
К наиболее популярным относятся модели 2Д450, которые выпускал Московский завод координатно-расточных станков МЗКРС. Это одностоечные машины с оптической системой измерения координат по двум осям Y, X. На них можно обрабатывать заготовки сверлением, чистовым фрезерованием, а также проводить разметку и контроль линейных размеров и межцентровых расстояний. Такие агрегаты отлично подходят для работы в инструментальных цехах. Популярные модификации: 2Е450А, 2Е450АМФ4, 2Д450АМФ2, 2Д450АФ1.
Еще стоит рассказать о станках модели 2А450 от вышеупомянутого производителя. По функциональности подобные агрегаты практически не отличаются от предыдущего варианта, но имеют одну особенность. Они оснащены поворотными столами. Это позволяет выполнить точную обработку отверстий в необходимой системе координат. Популярные модификации этого станка: 2450АФ1, 2А450АФ10, 2Л450АФ11-01.
fb.ru
i-perf.ru
5 координатный станок с ЧПУ
Для ускорения производительности современных заводов был разработан 5 координатный станок с ЧПУ, эта установка функционирует на основе шпиндельной головки, уникальной по своей конструкции.
Обработка заготовок может производиться в 5 различных плоскостях, что устраняет необходимость присутствия отдельного оборудования для осуществления таких задач.
Общая информация
Главной характеристикой функциональности координатной установки мастера называют увеличенное число степеней свободы до пяти.

Контроллер для создания ЧПУ 5 координатных станков
Допускается обработка деталей в следующих плоскостях:
- движение фрезы способно осуществляться по вертикальной оси;
- допускается передвижение в горизонтальной плоскости;
- движение фрезы под установленным углом к заготовке – 5-я плоскость.
Координатно-фрезерный станок с ЧПУ по особенностям конструкции практически похож со своими прошлыми версиями (четырех плоскостные и трехкоординатные), но по функционалу добавление пятой плоскости позволило существенно опередить их. Нововведением для инновационного станка выделяют оснащение его сервоприводом, который обеспечивает максимальную точность работы.
Основное отличие – закрепление рабочего инструмента осуществляется посредством уникального поворотного механизма. Эта особенность отвечает за наклон рабочего резца во время фрезерования.
Достоинства 5 координатной установки
Для многих устаревших моделей требовалось подбирать заготовки, которые соответствовали бы определенной шаблонной формы, работа со сложными деталями требовала значительной предварительной подготовки.
Координатно фрезерный станок способен работать с самыми сложными болванками, что делает его универсальной машиной.

Координатно фрезерный станок
Кроме расширенной универсальности, станок с программными алгоритмами работы характеризуется следующими достоинствами:
- Допускается обработка изделий с несъемными сложными элементами: скруглениями, встроенными ребрами жесткости, различными бобышками.
- Станок позволяет высверливать любое количество отверстий, которые расположены в разных плоскостях.
- Существенно сокращается время работы на станке за счет отсутствия остановок, изменений положения заготовки, дополнительных фиксаций.
- Работа по числовым алгоритмам позволяет устранить человеческий фактор вмешательства.
- Дополнительно отпадает необходимость собственноручного размещения фрезы в «нулевое» положение после окончания работы.
Эта разновидность станков активно используется при обработке даже больших деталей сложной формы. Модель обязательно присутствует в штате рекламных организаций, ремонтных автомобильных мастерских, используется в архитектурном направлении, при изготовлении бытовых приборов и в других сферах.
Особенности 5 координатной технологии
Проведение работы на установке 5 координатного фрезерования начинается с создания основного управляющего алгоритма. Благодаря наличию ЧПУ этот процесс осуществляется в автоматическом режиме. Программное обеспечение для сложных деталей создается с обязательным присутствием специалиста.
После создания программного обеспечения наступает основной этап – воплощение механических работ непосредственно на станке. Цикл программирования пяти координатной установки выглядит следующим образом:
- Создается 3D-модель обрабатываемой детали.
- Часто используется заранее разработанный шаблон либо программирование установки осуществляется с нуля.
- Для каждого этапа процесса обработки выстраивается траектория фрезы, причем проектируется сразу и черновой вариант и конечный чистовой.
- Загрузка разработанного алгоритма в конкретный фрезерный станок.
К технологическим особенностям процесса обработки заготовок относится фрезерование контура детали. Эта функция для сохранения эффективности должна производиться как при стандартных шаблонных заготовках, так при работе со сложными деталями.
Максимальная точность обеспечивается благодаря предварительно просчитанным траекториям перемещения рабочей фрезы, а также абсолютной фиксации заготовки.
Тонкости технологического фрезерования
Благодаря единичному закреплению заготовки не требуется останавливать машину, под управлением чипа контролируется положение рабочего инструмента в каждой точке траектории. Таким точным расчетом характеризуются только 5-х и 4-х координатные станки. В процессе осуществления фрезерования эти машины самостоятельно снимают излишки стружки и устраняют ее из рабочего пространства.
Контроль угла наклона фрезы, текущее положение шпинделя – эти параметры ежесекундно контролируются ЧПУ, что лежит в основе максимально точной обработки деталей.
На станке несложно выполнить фрезерование детали относительно горизонтальной плоскости, вырезать отверстия по вертикали, осуществить резку под любым углом фрезы. Кроме того, допускается внутренняя обработка любых элементов и частей заготовки.
Расширенная функциональность этой инновационной модели сегодня используется везде. В любой сфере эта установка позволяет существенно экономить временные затраты на работу, денежные ресурсы при этом качество конечного результата только возрастает.
Видео по теме: 5 координатный фрезерный станок
promzn.ru
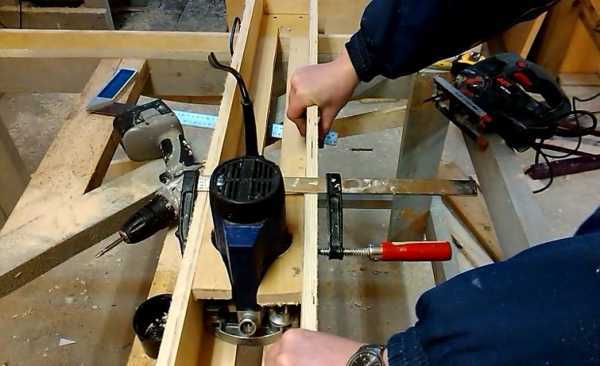
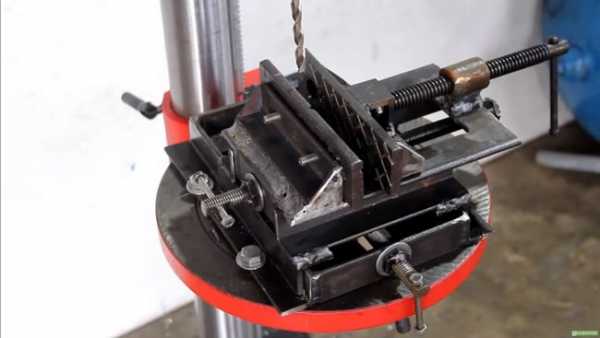
Координатный стол с тисками из уголка своими руками
Доброго времени суток, уважаемые самоделкины!Эта статья будет интересна всем, у кого есть в мастерской сверлильный станок. Автор канала “Sek Austria” покажет, как он создал координатный столик с тисками, тем самым кардинально увеличив точность сверления и возможности станка.

Стол сделан из стального уголка и шпилек. Так же автор использовал старые планки губок от тисков и прижимной винт.
Инструменты, необходимые для изготовления столика.
1. Сварочный аппарат
2. Сверлильный станок
3. Болгарка с дисками
4. Мелочевка – молоток, щетки и т.д.
Устанавливать приспособление автор планирует на поворотный стол, да и собирать в любом случае нужно на ровной поверхности.


Для этого он уже нарезал заготовки из уголков.


Теперь приступает к сборке основания, его размеры 8Х5 дюймов.

При сборке очень важно проверить прямоугольность всех углов. (Кстати, для таких вещей есть угловые магниты).


Проваривает все углы сваркой.
Повторяет с другой стороны.


Затем тщательно зачищает швы болгаркой с зачистным диском.


Теперь пристраивает полозья для первой подвижной части, или оси. Что бы они скользили свободно, подкладывает кусочек бумажки.
На этих полозьях устанавливает поперечные “рельсы” для второй оси.


Вторая подвижная часть у него готова, для точной сварки приставляет ее на будущее место.


Проваривает первую каретку.
Все отлично скользит, и первая и вторая ось. Убирает верхнюю каретку.

Затем и нижнюю, заодно выбрасывая бумажку.


В основание устанавливает шпильку М12, она будет двигать нижнюю каретку.

Затем на шпильку накручивает две гайки, они будут двигать каретку.


Фиксирует один край шпильки двумя гайками и шайбой.
То же и с другой стороны.

Зажав основание в тисках, приваривает гайки к шпильке.
Устанавливает основание и посередине него ставит планку.
Совместив центр планки с гайками на шпильке сваривает их.
Теперь саму планку – приваривает к каретке.
С верхней кареткой практически такие же действия, только вверх ногами.
Установка планки, совмещение с кареткой.
Сварка. Сначала гайки, затем планка, периодически проверяет подвижность каретки.
Итак, обе подвижные каретки, или координатные оси установлены.

Теперь нужно сделать ручки. Для этого сверлит на концах шпилек отверстия.

Затем, слегка расплющив кончик подходящего по длине стержня, забивает его в гайку.
Вставив получившуюся ручку в отверстие шпильки, забивает и вторую гайку.


Обе крутилки на двух осях готовы.


Пора сооружать на верхней каретке тиски. Начинает с уголков, в них уже просверлены отверстия для губок.
Устанавливает неподвижный уголок и приваривает к верхней каретке.
Второй, подвижный уголок, устанавливает на два маленьких, это будут его направляющие.
И приваривает подвижный к направляющим, заодно усиливает крепление неподвижного.
Вот такое крепление для губок получается.

Теперь нужно сделать прижимной винт, автор позаимствовал его у сломанной струбцины.

Надевает на конец винта уголок и гайку, зажимает его в тисках.
Гайку приваривает к винту, оставляя уголок свободно вращаться.
Соединяет при помощи сварки уголок прижимного винта и подвижное крепление губки.
Подвижное крепление губки.

Теперь приваривает гайку прижимного винта к каретке.
Механизм тисков готов!

Подготавливает губки к установке, старую насечку делает глубже при помощи болгарки. Неподвижная губка будет немного специфической формы.
Устанавливает их на свои места и стол полностью готов!
Можно испытывать столик, зажимает деталь отлично. И смещается по двум осям свободно и без люфтов.
Устанавливает приспособление на вот такой сверлильный станок.

Зажимает заготовку и сверлит шесть отверстий. Линии ровные и по вертикали и горизонтали.
Теперь просто в линию на профильной трубе.


Спасибо автору за проделанный труд, и отличную идею для мастеров! Усовершенствования – это всегда хорошо!
Всем хорошего инструмента!
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей – отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.

Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи – вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.

Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, – 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, – 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) – 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя – 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, – 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина – 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.

Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют – 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя – 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
strport.ru