Координатный стол своими руками – Как изготовить координатный стол своими руками: чертежи, видеоинструкция
alexxlab | 20.01.2021 | 0 | Вопросы и ответы
Координатный стол своими руками: чертежи, видео, фото
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
 Самодельный координатный стол
Самодельный координатный столОпределение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
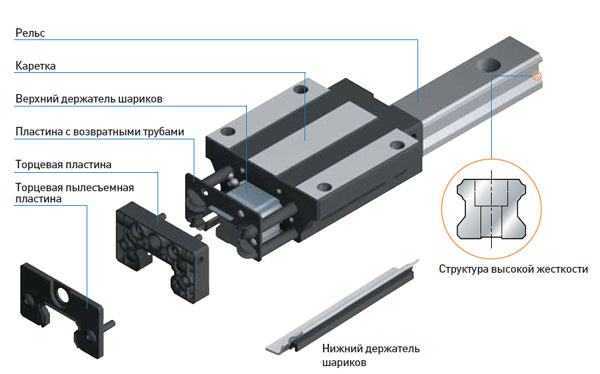
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
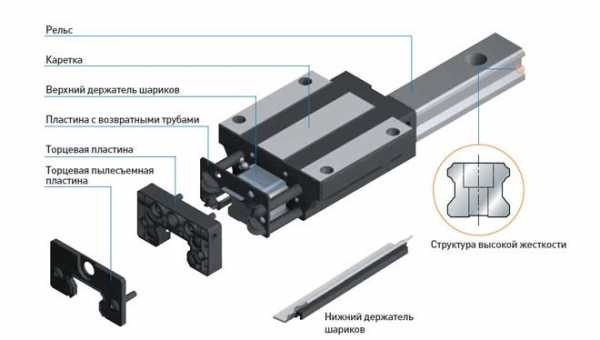
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
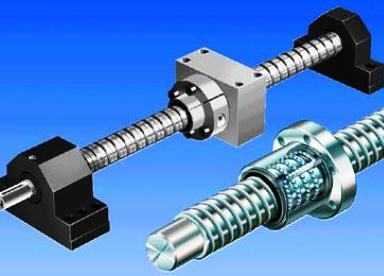
Шариково-винтовая пара
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Координатный стол для сверлильного станка своими руками
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.

Радиально-сверлильный станок TDR-20 с координатным столом
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.

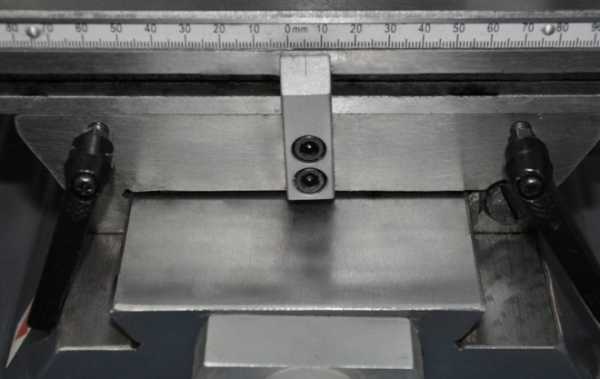
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.

Координатный стол с электроприводами
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- простота монтажа;
- доступная стоимость.
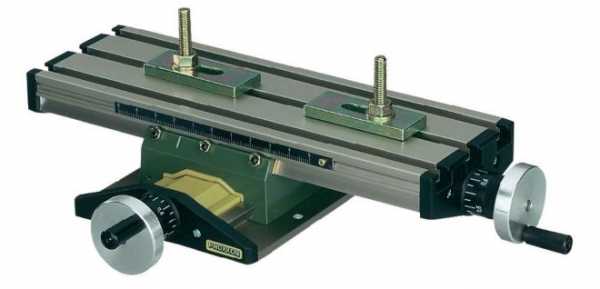
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.

Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.

Портальный 3-х координатный стол с ЧПУ
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Устройство подшипникового узла
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
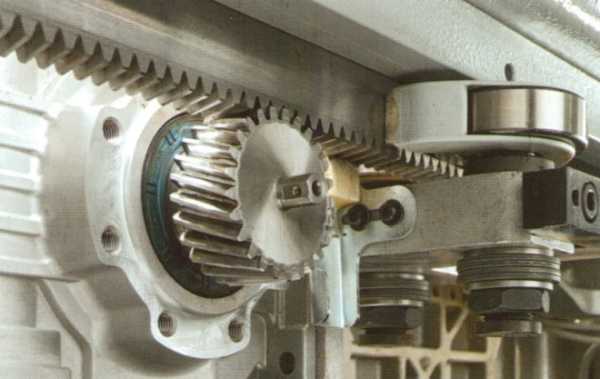
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.

Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

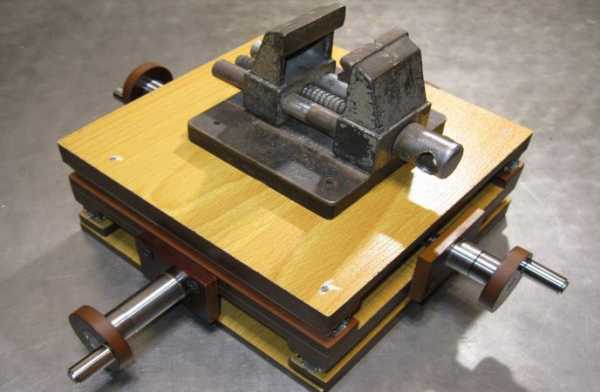
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Координатный стол для сверлильного станка своими руками
Содержание статьи:
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.

Сверлильный станок с ЧПУ
Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
- ЧПУ.
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
- чугун;
- металл;
- алюминий.
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.

Сверлильный станок с крестовым столом
Литые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
- крестовую;
- портальную.

Сверлильный станок с портальным столом
Первая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.

Чертеж шарико-винтовой передачи
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
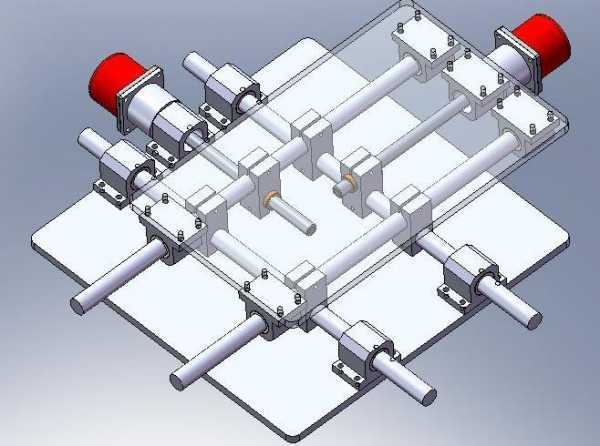
Чертежи и примеры самодельных моделей
Обзор и сравнение заводских моделей
| Модель | KT70 | КТ150 | G-5757 | KRS-475 |
| Размеры стола, мм | 200*70 | 200*200 | 312*140 | 475*155 |
| Продольное перемещение, мм | 134 | 150 | 203 | 330 |
| Поперечное перемещение, мм | 46 | 150 | 125 | 150 |
| Деление нониуса, мм | 0,05 | 0,05 | 0,02 | 0,02 |
| Масса, кг | 1,14 | 4,9 | 17 | 23,5 |
| Цена, руб | 8046 | 16510 | 11900 | 14000 |
- KT70
- КТ150
- G-5757
- KRS-475
stanokgid.ru
Видео координатный стол своими руками
Видео координатный стол своими руками
Are you having trouble finding a specific video? Then this page will help you find the movie you need. We will easily process your requests and give you all the results. No matter what you are interested in and what you are looking for, we will easily find the necessary video, no matter what direction it would be.
If you are interested in modern news, we are ready to offer you the most current news reports in all directions. The results of football matches, political events or global, global problems. You will always be aware of all the events, if you use our wonderful search. The awareness of the videos we provide and their quality depends not on us, but on those who flooded them into the Internet. We just supply you with what you seek and require. In any case, using our search, you will know all the news in the world.
However, the world economy is also quite an interesting topic, which worries very many. A lot of things depend on the economic state of different countries. For example, import and export, any food or technology. The same standard of living directly depends on the state of the country, as well as wages and so on. What can be useful for this information? It will help you not only to adapt to the consequences, but also to warn against a trip to this or that country. If you are an avid traveler, then make sure to use our search.
Today it is very difficult to understand political intrigues and to understand the situation you need to find and compare a lot of different information. Therefore, we will easily find for you various speeches of the deputies of the State Duma and their statements for all the past years. You can easily understand the politics and the situation in the political arena. The policy of different countries will become clear to you and you can easily prepare yourself for the coming changes or adapt already in our realities.
However, you can find here not only various news from around the world. You can also easily find yourself a film, which will be nice to watch in the evening with a bottle of beer or popcorn. In our search database there are films for every taste and color, you can easily find an interesting picture for yourself without any problems. We can easily find for you even the oldest and hard-to-find works, as well as the classics known to all – for example Star Wars: The Empire Strikes Back.
If you just want to rest a bit and are looking for funny videos, then we can quench your thirst. We will find for you a million different entertainment videos from around the planet. Short jokes easily lift your spirits and another day will cheer you up. Using a convenient search system, you can find exactly what will make you laugh.
As you already understood, we work tirelessly, that you would always receive exactly what you need. We created this wonderful search specifically for you, that you could find the necessary information in the form of a video clip and watch it on a convenient player.
videonews.guru
Координатный стол для сверлильного станка
Как сделать самодельный координатный стол своими руками: чертежи, видео
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.

Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
- ЧПУ.
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.
 Сверлильный станок с крестовым столом
Сверлильный станок с крестовым столомЛитые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
 Сверлильный станок с портальным столом
Сверлильный станок с портальным столомПервая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
 Чертеж шарико-винтовой передачи
Чертеж шарико-винтовой передачиЗначительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Чертежи и примеры самодельных моделей
Обзор и сравнение заводских моделей
| Модель | KT70 | КТ150 | G-5757 | KRS-475 |
| Размеры стола, мм | 200*70 | 200*200 | 312*140 | 475*155 |
| Продольное перемещение, мм | 134 | 150 | 203 | 330 |
| Поперечное перемещение, мм | 46 | 150 | 125 | 150 |
| Деление нониуса, мм | 0,05 | 0,05 | 0,02 | 0,02 |
| Масса, кг | 1,14 | 4,9 | 17 | 23,5 |
| Цена, руб | 8046 | 16510 | 11900 | 14000 |
stanokgid.ru
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
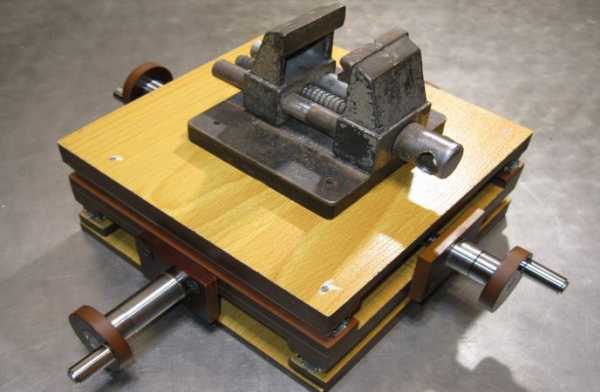
Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
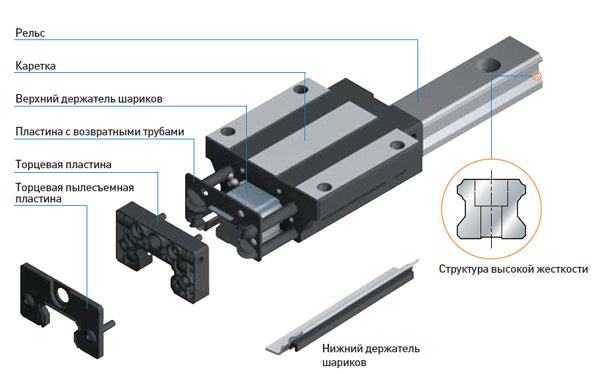
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
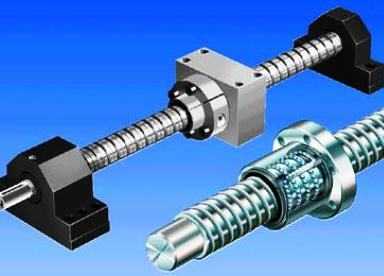
Шариково-винтовая пара
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Самостоятельное создание стола для сверлильного станка

Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.

Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.

Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Видео по теме: Как сделать координатный стол и фрезерную стойку своими руками
promzn.ru
Координатный стол для фрезерного станка
К группе металлорежущего специального оборудования относятся фрезерные станки определенного типа, класса и размера. Основной функциональный узел сверлильной установки – это координатный стол для фрезерного станка который используют для закрепления болваночных заготовок и деталей.
Все металлообрабатывающие станочные конструкции используют для: нанесения точной разметки, обработки деталей, сверления отверстий под заданным углом. Расточное оборудование имеет собственные характеристики, и разделены на:
- группы,
- модификацию,
- вид.
По значимости фрезерные (одно/двух стоечные) станки можно разделить на:
- расточные,
- токарные,
- горизонтальные,
- координатные.
Установка шпинделя и движение подачи регулируются связующими узлами токарно/фрезерного оборудования. Точность выполняемой операции зависит от правильной настройки и размера координатного продольно-подвижного стола для сверлильной установки. Нужный рабочий элемент; резец, сверло, фреза или мечик, – удерживается жестким креплением в шпинделе. Управление обработкой заготовочных деталей зависит от модификации металлорежущего станка:
- автоматика,
- ЧПУ,
- Ручной,
- оптический отсчет координат,
- цифровая индикация.
Координатный стол для сверлильного станка
Точная установка координатного стола для фрезерного оборудования влияет на качество работы операторам – фрезеровщика. На горизонтальной поверхности размещают металлическую или деревянную заготовку (болванку) будущей детали. Существует две общепринятых модели координатного стола, для универсальных фрезерных станков; – обычный и вакуумный, где должна быть четко закреплена заготовка. Для удобного технологического процесса устанавливают конструкцию стола с определенными функциями рабочей поверхности:
- поворотную,
- поворотно/наклонную,
- поворотно/горизонтальную,
- совмещенную горизонтально/вертикальную.
От размера и специального покрытия (пластик, металл) поверхности координатной столешницы зависит производительность и точность выполняемых оператором плановых задач. На большой поверхности можно обрабатывать, раскраивать, наносить разметку на заготовки и детали большего и малого размеров. На подвижной платформе удерживаются изделия любых габаритов за счет: собственной массы, крепежа болтами или воздушным вакуумом.
Рабочая поверхность токарно/сверлильных станков – координатный стол представляет важный конструктивный узел металлорежущего оборудования. Перемещение и фиксирование возможно по двум координатным направлениям. Поверхность с механическим креплением, жесткой затяжкой болтов, деформирует обрабатываемую поверхность изделия и приводит к погрешностям при обработке.
Вакуумный крепеж обеспечивает точное позиционирование заготовки на горизонтальной плоскости за счет воздуха; изменение давления при подаче воздушной струи в зазор между столешницей и изделием. Такое крепление детальных заготовок не требует физических усилий и позволяет более качественно выполнить рабочую операцию, без нанесения механических повреждений деталям.
От размеров и функциональной подвижности координатного стола для всех типов сверлильных станков зависит технологическая обработка простых и сложных конструкций узлов и деталей. Управление координатной поверхностью стола возможно при воздействии:
- механического,
- электрического,
- ЧПУ (программного управления).
Фрезерное приспособление для токарного станка
Работа металлообрабатывающего оборудования зависит от направленного движения шпиндельной бабки (патрон), которая в свою очередь отвечает динамичному движению вала с левым и право сторонним вращением. Перемещение расточной головки для фрезерного станка с приспособлениями для операционной обработке изделий обеспечивает вертикальное движение патрона и функции координатного стола. Доработка заготовки происходит в соответствии заданной конструкции детали. Для определенных токарно-фрезерных работ применяют расточные станки с компоновкой:

- агрегатный/фрезерный (гидропривод, 2 шпиндельных головки),
- инструментальный (вертикально/горизонтальные поверхности для универсальных операций),
- карусельный/фрезерный (круглый стол, аналогичное вращение на разных скоростях),
- гравировальный/фрезерный (бесшумный, шпиндель заменяет двигатель 230 Вт).
Эффективность производства, связанного с расточными операциями, достигается за счет технического оснащения станочного оборудования. На сверлильных станках выполняют профильные задачи механической обработки детальных заготовок до окончательного оформления изделий:
- разностороннее торцевание,
- расточка,
- сверление отверстий,
- зенкерование,
- нарезание резьбы,
- обточка/шлифовка поверхности.
Полный цикл технологической обработки связан с согласованностью работы всех узловых соединений и фрезерных приспособлений для токарных станков. А так же, скорости направления подач и активности оператора.
Расточная головка для фрезерного станка
Основные операции на фрезерном расточном оборудовании выполняются с использованием делительной расточной головки для фрезерного оборудования различного типа. С помощью вертикальной фрезы можно выполнить ряд сложных операций по изготовлению:
- болтов,
- звездочек (зубчатых деталей),
- инструментов.
Дополнительное оснащение устройством позволяет оператору увеличить потенциал рабочего оборудования и выполнить операции точно, в соответствии с чертежом: сверление, обработка пазовых отверстий, торцевание деталей и т.д. Закрепление фрезерной головки для расточки на станке должно соответствовать типу станочного устройства шпинделя: горизонтального или вертикального. Дополнительное устройство для фрезы может быть:
- простым,
- оптическим,
- универсальным.

При помощи диска (лимб) можно обрабатывать плоскости на поворотном столе. Лимб имеет от 12 до 30 делений/отверстий для точной фиксации. Червячная передача обеспечивает плавность вращения диска. Это простой вариант разметки и расточки, универсальный расширяет возможность оператора проводить более сложные операции в производстве геометрических форм деталей. Параметры размеров и диаметр основания расточных головок указывают на допустимый вес заготовок для обработки на фрезерных станках (УДГ от 100 до 400 соответствует весу 25 – 106 к.г.).
Оснащение расточной головкой для любого фрезерного станка соответствует виду технологических операций и делится на определенные типы:
- расточная,
- угловая,
- долбежная.
Резцы расточные для координатно расточных станков
Все расточные держатели резцов можно разделить на две группы разной подачи: автоматической радиальной и ручной. Все они имеют общие составные элементы:
- хвостовик,
- ступица,
- пиноль.
Фиксируются расточные резцы для координатно фрезерных станков при помощи ползуна. Поступательные движения резцов зависят от типа станка и выполняемой на нем операции по обработке детали. Конструкция универсальной фрезерной головки позволяет оператору закрепить несколько рабочих резцов одновременно.
При плотном контакте детали и конуса резца получается срез поверхности заготовки. В процессе изготовления изделия расточные резцы крошатся, тупятся или ломаются. Основные элементы составляющие этот инструмент: рабочая часть и углы плоскости конуса. По направлению (левые и правые резцы) могут иметь разные конструктивные особенности оси головки к державке:
- прямые,
- отогнутые,
- изогнутые,
- оттянутые,
- новаторские/универсальные.
По поперечному сечению стержень резца расточного для различных координатно расточных станков может быть квадратным, круглым или прямоугольным. Изготавливают инструмент для сверлильного оборудования двумя способами: комбинированный (составной) – пластина конуса крепится к державке, штампованный (цельный) – использование одной заготовки.
Прочность инструмента зависит от применяемых материалов и сплавов (быстрорежущая, углеродистая сталь). Показатель качества стандартной обработки зависит от толщины каждого срезанного слоя с заготовки до: 0.5 – 1 мм. (чистовая), 5 – 7 мм. (черновая), 3 – 5 мм. (черновая из разных сплавов).
Для сверлильных работ применяют токарные резцы для координатно фрезерных расточных станков любой модификации. Выбор типа расточного резца зависит от принципа крепления детали на координатном столе фрезерного станка:
- тангенциальные,
- радиальные.
Операции на расточном оборудовании можно выполнять с применением других инструментов:
- расточный резец (токарно/ фрезерный станок),
- трехперые цельные зенкеры (сверлильный),
- четырехперые насадные зенкеры,
- расточные головки (вертикально/расточный),
- борштанги (вертикально/горизонтальный станок).
themechanic.ru
i-perf.ru
Стол для сверлильного станка своими руками
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.

Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.

Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
- риск обрыва ремня при нагрузках.
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Видео по теме: Как сделать координатный стол и фрезерную стойку своими руками
promzn.ru
Координатный стол своими руками – Автоматика, Челябинск, официальный сайт дилера Delta Electronics
Есть желание собрать и автоматизировать координатный стол своими силами?
Предлагаем Вам ознакомиться с нашими “исследованиями” в этой сфере и примерным набором компонентов конструкции и системы управления (ЧПУ).
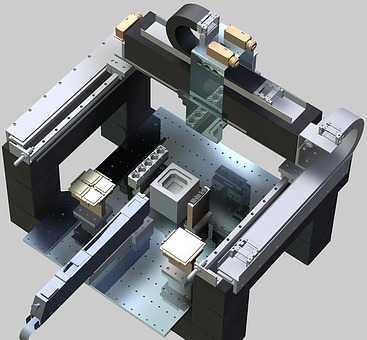
Координатный стол – это манипулятор, состоящий из нескольких осей, и предназначенный для перемещения технологической головки (лазер или плазма, фреза или стеклорез) в двух или трех плоскостях. Координатные столы используются в установках для контактной обработки материала (фрезерование, электроэрозия, сварка, гравировка, резка или раскрой материала), и бесконтактной обработки материала (лазер, плазма, нанесение герметиков и т.д.).
Основа координатного стола – рама или каркас, облегченная конструкция подходит для применения в станках без контактной обработки материала (лазер, плазма) или транспортных манипуляторах для небольших нагрузок. Усиленная конструкция может применяться для создания сверлильных и фрезерных станков, а также для манипуляторов, испытывающих большие нагрузки. Аналогично с каркасом элементы конструкции тоже выпускаются в разных исполнениях. Рассмотрим их поподробнее…
Если вы решили разработать конструкцию станка сами, придерживайтесь нескольких простых правил:
- Не экономьте на жесткости.
- В силовом каркасе станка применяйте глухие или прессовые посадки и по возможности сварку, т.к. простое болтовое соединение жесткости не дает. Если конструкция сварная, организуйте каркас фермами.
- При кручении жесткость пропорциональна квадрату размеров сечения, а при изгибе – четвертой степени, т.е. при увеличении размеров сечения детали 2 раза, ее жесткость на изгиб увеличивается 16 раз.
- При выборе материалов предпочтение отдается легким конструкциям. Монолитная алюминиевая деталь жестче, чем равная ей по весу стальная, но оребренная.
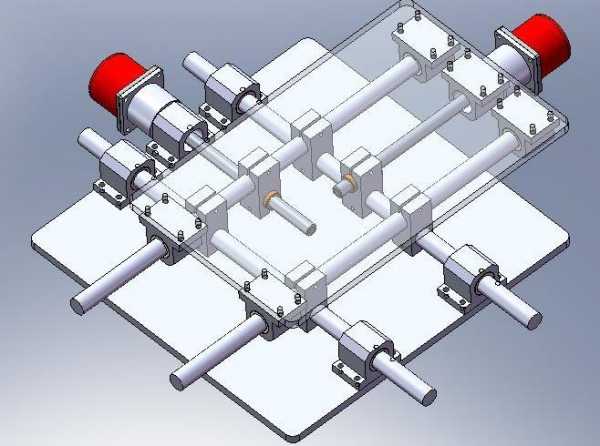
В основном, сборка столов выполняется из линейных модулей на основе алюминиевого профиля или профильной трубы и направляющих по которым будут перемещаться узлы стола: портал и каретка.
Направляющие могут быть цилиндрические и рельсовыми, поставляются с каретками со встроенными подшипниками. При выборе направляющих стоит отметить, что основная нагрузка в двигателей подач состоит в преодолении сил трения, потому выбор направляющих определяет мощности приводов подачи. При выбор подшипников качения трение будет меньше, но при этом пострадает точность, так как подшипники скольжения имеют меньший люфт.
В качестве передачи, как правило, используются зубчатая рейка, ШВП или армированный зубчатый ремень.
Передача подбирается исходя из требований к системе по нагрузке, точности и скорости перемещения. Шарико-винтовая пара обеспечивает высокую точность позиционирования (6-12 микрон), плавность хода, низкий люфт, однако имеет скоростные ограничения, особенно при длине винта от 1500 мм и более. Посчитать скорость не сложно: сервопривода мощностью до 1 кВт имеют стандартные показатели скорости 3000 об/мин, в пересчете шага винта 10мм (хотя бывают и более тихоходные винты) это 30 метров в минуту или 0,5 м/сек, то есть 3 метра винт преодолеет за 6 секунд. При удешевлении проекта можно ставить передачу винт-гайка, но необходимо обеспечить достаточную смазку.
Пара шестерня-рейка имеет высокую точность перемещения (до 10 микрон) и высокие скоростные характеристики. Дает возможность создания крупногабаритной системы за счет стыковки (наращивания) реек. Недостатком системы является необходимость компенсации люфта в редукторе привода и самой передаче.
Ременная передача самая недорогая и простая в обслуживании, она обеспечивает достаточно высокие скорости перемещения. Ее недостатки – ограничения по ускорению, относительно быстрый износ, невысокая точность и удлинение про приложении нагрузки.
В качестве приводов подачи в таких системах обычно применяются шаговые двигатели постоянного тока и синхронные двигатели (серводвигатели). Шаговые двигатели по сравнению с синхронными имеют более низкие скоростные и динамические характеристики и меньшую мощность, зато и цена их значительно ниже. В системах, не испытывающих высоких динамических нагрузок, допускается применение асинхронных двигателей с обратной связью.
Управление приводом и механизмами координатного стола осуществляется системами ЧПУ. По принципу формирования управляющего сигнала они делятся на аналоговые, импульсные и цифровые. Аналоговые схемы ЧПУ сегодня самые распространенные и широко используются в машиностроении. Тем не менее из-за ограниченного быстродействия их применение не всегда возможно в системах, работающих на высоких скоростях.
Импульсные системы используются для управления шаговыми двигателями или синхронными двигателями, имеющими импульсный вход. По характеристикам они уступают цифровым, но поскольку стоимость таких устройств почти на порядок ниже, их часто используют в бюджетных системах, не требующих особой точности позиционирования и обратной связи.
Современные цифровые системы получают сегодня все большее распространение благодаря широким возможностям обработки сигнала, удобству интерфейса, помехоустойчивости. Они реализуются с использованием стандартных протоколов – Profibus, CAN, Sercos и других. Управляющая программа для систем ЧПУ генерируется вручную либо конвертируется из файлов, подготовленных в специальных программах, таких, как AutoCAD, SolidWork, Компас.
Гибкие кабель-каналы (системы защиты кабеля) – необходимый элемент современных машин и механизмов. Высокие скорости перемещения подвижных частей станков, промышленных манипуляторов, автоматизированных сборочных линий требуют специальных мер по защите движущихся кабелей и шлангов от механических, химических, температурных и иных внешних воздействий.
Щвейцарская компания Kanya предлагает конструкционный алюминиевый профиль высокой точности. Главным конкурентным преимуществом продукции Kanya является удобство монтажа и большой выбор дополнительных элементов. Все соединения в системах алюминиевых профилей Kanya унифицированы и обеспечивают максимально простой, удобный и надежный монтаж. Оригинальные дополнительные элементы – опорные, соединительные, крепежные, защитные, декоративные, специального назначения позволяют одинаково легко собрать как станину станка, каркас промышленной установки или сборочного конвейера, так и выставочный стенд, систему стеллажей, офисное кресло, стол или оконную раму.
Компания Gudel производит достаточно широкий ряд зубчатых реек и шестерней модульного и метрического типа.
Одним из наиболее продвинутых решений для систем линейных перемещений является комплект Alpha Solution от Alpha Getriebebau.
SBC Linear Co., Ltd (Сеул, Корея) – крупнейший азиатский производитель систем и компонентов линейных перемещений.
Сегодня ни один современный станок, ни один механизм, в котором используется подвижная проводка, не обходится без кабельных каналов. Пневмошланги, шланги подачи жидкости, газа или смеси, в том числе высокого давления, силовые и сигнальные кабели – для каждого применения разработаны и широко применяются гибкие кабельные цепи.
Корейская компания CP System Co., Ltd была основана в 1993 году для обеспечения нужд быстрорастущего национального производства компонентов микроэлектроники и полупроводниковой техники современными высококачественными кабель-каналами.
Для производства кабель-каналов CPS используются только качественные, не содержащие вредных примесей, нетоксичные материалы – очищенный полиамид-6, износостойкая резина и стекловолокно. Экологически чистое производство компании CPS сертифицировано по стандартам ISO 9001 и национальным стандартам качества KOR-483-00-01.
SBC производит рельсовые направляющие качения (линейные направляющие) трех типов – общепромышленные (SBG/SBS), миниатюрные (SBM) и для высоких скоростей перемещения (SPG/SPS).
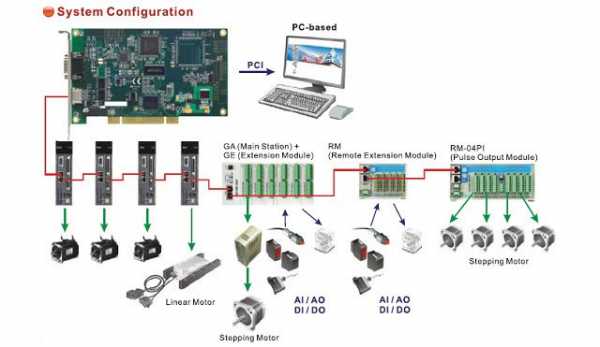
Для систем управления координатными столами применяются контроллеры движения и ЧПУ фирмы Delta Electronics (Тайвань), например DVP-PM, DVP-MC или плата PCI-DMC-A01. Эти контроллеры имеют широкую возможность к адаптации системы управления к различным технологическим задачам. В качестве приводов используются сервопривода фирмы Delta Electronics серии ASDA, обеспечивающие необходимые статические и динамические характеристики. Характеристики данных контроллеров приведены в разделе Каталог продукции. По Вашему желанию предоставим всю самую новую информацию а также референс внедрений, пишите, звоните: (351) 235-20-38, This email address is being protected from spambots. You need JavaScript enabled to view it. .
DVP-PM
Специализированный ПЛК блочного типа для управления движением
- 16 точек вводавывода с расширением до 512
- Память программы: 64К шагов
- Память данных: 10 000 слов
- 2-х/3-х осевое позиционирование с линейной, круговой, винтовой интерполяцией
- Два (три) встроенных A/B-фазных дифференциальных выхода с частотой до 500 кГц
- Встроенные RS-232 и RS-485, совместимые с MODBUS ASCII/RTU
- Полная совместимость с модулями расширения DVP-Eh3
- Поддержка G-Code/M-Code (загрузка с помощью программы с персонального компьютера либо с панели оператора Delta Electronics)
- Подключение задающего энкодера (MPG)
- Профиль E-CAM: 2048 точек
Пример программы для контроллера и панели для тестирования загрузки G-кодов.
DMCNET
Модуль для управления позиционированием по коммуникационному интерфейсу
Модуль DMCNET является устройством управления в режиме реального времени сетью из 12 сервоприводов – четыре группы сервоприводов с 3-х координатной интерполяцией каждая. Скорость обмена 1мс, опрос одновременно 768 входов. Благодаря DMCNET в одной системе могут быть объединены различные устройства, например, сервомоторы, линейные двигатели, устройства с дискретными и аналоговыми входами/выходами, шаговые моторы и ручные задающие устройства импульсных команд.
Реализована высокопроизводительная функция контроля – имеется два типа проверок CRC кодов по двум различным каналам, что уменьшает частоту ошибок связи.
Простота электрических соединений и монтажа снижает конечную стоимость системы, а высокая помехоустойчивость модуля повышает стабильность работы всей системы. К тому же, встроенный PROFIBUS интерфейс обеспечивает возможность оперативного контроля работоспособности подключённых устройств.
Быстрое и точное управление даёт возможность обеспечивать такие характеристики как скорость позиционирования 3 м/сек, ускорение до 5g, и разрешение до 0.001 мм.
Простая структура механической части
Использование 64-разрядных вычислений с плавающей запятой и энкодера с разрешением 1280000 импульсов /оборот даёт возможность обеспечить высокую точность работы. Имеется 35 внутренних режимов работы, поддерживаются команды абсолютного и относительного позиционирования. Встроенные функции внутреннего позиционирования, управления скоростью и моментом оказываются востребованными в различном оборудовании, причём их переключение не требует перезапуска системы.
ASDA-B2
Стандартный сервопривод общего назначения
Диапазон мощностей: 0.1 – 3кВт
- Три режима управления: положением, скоростью, моментом. Режим позиционирования осуществляется только по внешнему импульсному сигналу задания, а режимы скорости и момента – как по внутренним параметрам, так и по аналоговым сигналам задания.
- Повышенная точность. Встроенный энкодер на 131 072 имп/об (17 бит), что удовлетворяет широкому кругу применений сервопривода, и гарантирует стабильную работу на низких скоростях. Импульсный вход с частотой до 4Мгц.
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Превосходные динамические характеристики. Полоса пропускания до 550 Гц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Эффективное подавление вибрации. Три группы полосовых режекторных фильтров, автоматически минимизирующих и полностью устраняющих вибрацию исполнительного механизма.
- Встроенный цифровой пульт управления. Позволяет быстро сконфигурировать и оперативно вести мониторинг за работой сервопривода.
- Встроенный тормозной резистор. В моделях от 400Вт.
- Встроенный MODBUS. Cвязь с ПК или ПЛК по RS-232 или RS-485 интерфейсам для управления, конфигурирования и мониторинга привода
ASDA-A2
Многофункциональный, высокопроизводительный сервопривод переменного тока
Диапазон мощностей: 0.1 – 7.5 кВт
- Высокая точность. Встроенный энкодер на 1 280 000 имп/об, что удовлетворяет очень деликатным применениям сервопривода, и гарантирует стабильную работу на очень низких скоростях. Поддержка абсолютных энкодеров.
- Высокая динамика. Полоса пропускания до 1 кГц. Время изменения скорости двигателя от -3000 до 3000 об/мин составляет 10мс (без нагрузки).
- Превосходное подавление вибрации. Встроенная функция автоматического подавления низкочастотной вибрации реализована с помощью двух фильтров, минимизирующих и полностью устраняющих вибрацию исполнительного механизма. Резонансные частоты могут быть отслежены с помощью функции FFT (быстрое преобразование Фурье) программного обеспечения ASDA-A2-Soft, что поможет увеличить эффективность подавления резонанса.
- Полностью замкнутый контур позиционирования. Встроенный интерфейс (CN5) для подключения внешнего датчика положения (оптической линейки или энкодера) позволяет создать второй замкнутый контур обратной связи по положению непосредственно исполнительного механизма для задач высокоточного позиционирования.
- Уникальная встроенная функция E-CAM (электронный кулачковый вал). До 720 позиций E-CAM.Плавная интерполяция между позициями может выполняться автоматически.
- Гибкий режим внутреннего позиционирования (Pr). Режим позволяет задать 64 уставки заданных положений. Доступно 5 способов управления: 35 видов режимов выхода в исходную позицию, программируемых переходов, режимов записи параметров, скоростных и позиционных значений.
- Функции захвата и сравнения в реальном времени. Способность запоминать мгновенное значение текущей координаты во время движения. Отклик – 5мкс. Способность мгновенной активизации выхода (DO) при достижении предуста-новленных значений координат движения. Отклик – 5мкс.
- Поддержка CANopen. Скорость связи по CANbus – 1Мб/с. Совместимость со стандартом DS301 CANopen
- Компактный, узкий корпус. Корпус новой серии ASDA-A2 уже корпуса предыдущей серии ASDA-A на 40 %. Допускается плотная установка сервоприводов в шкафу. Боковое расстояние между стенками может быть всего 2 мм.
www.ural-asutp.ru