Кровельные станки фальцепрокатные – Фальцепрокатные кровельные станки в России
alexxlab | 28.05.2019 | 0 | Вопросы и ответы
Фальцепрокатный станок своими руками
Станок фальцепрокатный сфп 700
Какой ручной фальцепрокатный станок лучше?
Работы, связанные со строительством зданий и монтажом кровли проходят с применением современного оборудования.
Ручной фальцепрокатный станок
Для этого используются станки для создания швов. Это может быть самодельный станок, изготовленный своими руками, либо заводской аналог, например фальцепрокатный станок СФП 700.
Для чего нужен ручной фальцепрокатный станок?
Для создания кровли из фальцевого покрытия используется листовой или рулонный металл. Кромки такой кровли соединяются посредством особого шва – фальца. Формирование водонепроницаемого фальцевого шва возможно при использовании такого устройства как фальцепрокатный станок lc 12r или СФП 700.
Основное предназначение такого агрегата – обеспечение механической гибки листового металла для кровли с целью создания швов. Аренда фальцепрокатного станка актуальна в том случае, если объем проводимых работ не будет большим.
В ходе применения устройства марки СФП 700 все виды кровли можно сделать в виде рулонов, а не отдельно положенных листов. Используя станок модели СФП 700, есть возможность существенно сократить время выполнения работ в несколько раз, повысить производительность труда и сократить до минимума количество поперечных швов кровли.
Аренда фальцепрокатного станка позволяет создать двойной или даже тройной замок на стыках кровли, а готовые панели будут оснащены прокатными ребрами жесткости. Эти элементы значительно увеличат прочность всей конструкции и улучшат внешний вид кровли.

Станок нужен для формирования водонепроницаемого фальцевого шва на листе металла
Аренда фальцепрокатного станка актуальна и в тех случаях, когда необходимо сформировать кровельную картину прямоугольной, клиновидной или трапециевидной формы. Кроме того ручной агрегат СФП 700 может быть использован для создания:
- кровель;
- воздухоотводов;
- дымоходов;
- отливов;
- откосов;
- систем водосточных труб;
- декоративных кровельных изгибов.
Ручной станок СФП 700 предназначается для изготовления различных профилей на краях заготовок или листов из оцинкованной стали. Также могут использоваться материалы с полимерным или лакокрасочным покрытием.
Единственным существенным недостатком представленного станка является высокая стоимость и большие габариты некоторых моделей. Однако, такой агрегат, как СФП 700 и его аналоги отличаются:
- адаптивностью к условиям современных строительных площадок;
- отсутствием повреждений покрытия материала;
- высоким качеством изготовленных панелей;
- возможностью изготовления прямолинейных панелей;
- наличием ступенчатой переналадки для нужной ширины заготовки.
к меню ↑
Особенности устройства
Ручной станок модели СФП 700 имеет такие модули как формирующее устройство, станину и электропривод. Станина представлена в виде сварной металлоконструкции, на которой размещаются валы.

Стальные вальцы протягивают металлическую полосу вдоль станка
Они обеспечивают формирование ровного сварочного шва. Формирующее устройство протягивает металлическую полосу вдоль станка. Таким образом, создаются ребра жесткости и составные элементы двойного фальца, необходимые для замкового соединения элементов кровли.
Если нужно изменить ширину металлической полосы, то устройство вручную перенастраивается под новый размер. Электрический привод агрегата СФП 700 состоит из электродвигателя, передачи цепного типа и редуктора на червячной тяге. Самодельный станок можно дополнительно укомплектовать роликовым размоточным устройством.
Оно предназначается для монтажа, разматывания и дальнейшей подачи металла в рулонах. Также агрегат может быть оснащен устройством, соединяющим листы в непрерывное кровельное полотно. В подвижную часть станка входит два перемещающихся штока, соединенных между собой прижимным угольником.

Процесс вальцовки на станке
Подвижное устройство крепится с помощью пружин вверху станины. Оно помогает вставлять лист металла и вынимать его после того, как кромка будет согнута. Профилирующий механизм размещается на трубчатой раме из стали. Ролики этого элемента изготавливаются с применением стали, покрытой особой финишной отделкой.
Она защищает элементы от появления коррозийного налета. Самодельный агрегат может быть оснащен как ручным, так и автоматическим обжимным устройством. Кроме того самодельный станок для удобства транспортировки необходимо оснастить четырьмя колесами. к меню ↑
Обзор распространенных заводских моделей
Мобильное устройство для гибки кровли СФП-700 способно производить панели, оснащенные двойным стоячим фальцем. Станок может работать со всеми разновидностями кровельного металла, в том числе со сталью, медью, цинком или полимерными покрытиями.
Он оснащен шесть рабочими клетями и имеет оптимизированную конфигурацию профилировочных роликов. Они обеспечивают высокое качество изготавливаемого покрытия. При работе на строительной площадке представленный станок может одновременно обслуживать до двух кровельных бригад. Среди преимуществ следует выделить:
- небольшой вес и габариты устройства;
- простую и надежную конструкцию;
- возможность ступенчатой регулировки ширины будущих панелей от 200 до 700 мм;
- возможность изготовления различных типов панелей – прямых, трапециевидных, односторонних;
- возможность установки механического двигателя (при отсутствии электросети).
Фальцепрокатный станок lС 12R, как и его аналог ручной фальцепрокатный станок lc 12r (ФПС) также производят подготовку краев заранее раскроенных кровельных листов. Модель с обозначением «R» производит накатку 5 разновидностей фальцев, в том числе и стоячего по радиусу.

Ручной фальцепрокатный станок lc 12r
Как и фальцепрокатный станок lc 12dr, устройство с маркировкой «DR» также способно накатывать до 5 видов разных фальцев. Дополнительное преимущество устройства в том, что оно может формировать соединительную рейку.
Фальцепрокаточные станки моделей СТД-11019А и СТД-11019А-01 также могут быть использованы для фальцевой прокатки, создания соединительных реек и элементов, а также для прямоугольных воздухоотводов. Устройства могут работать с тонколистовыми низкоуглеродистыми видами сталей любой марки.
Толщина листа может колебаться от 0,5 до 1 мм. Представленные агрегаты отличаются:
- пониженными шумовыми характеристиками рабочего привода;
- улучшенными возможностями для регулирования роликов;
- новой электрической схемой управления станком;
- наличием винтовых опор для установки без подготовленного фундамента.
к меню ↑
Делаем фальцепрокатный станок (ФПС) своими руками
Станок при желании можно изготовить не только из металла, но и из дерева. Он сможет сгибать металлические и алюминиевые листы небольшой толщины. Укрепляется конструкция с помощью металлических уголков.
Обжимной пуансон крепится к основанию при помощи гаек барашкового типа, снизу которых размещаются шайбы с соответствующим диаметром. По необходимости пуансоны можно изготовить с разными размерами. Особенно удобно это в тех случаях, когда предполагается обработка листов с разной толщиной.
Ели нужно изготовить листогиб для работы с более толстыми металлическими листами, то вместо дерева лучше использовать швеллера и уголки.
Для создания такого агрегата будет нужен сварочный аппарат для соединения деталей. При этом детали конструкции будут аналогичными: пуансон, обеспечивающий прижим, основание и сам прижим.
Все детали должны быть с увеличенными размерами для обеспечения работы с более масштабными расходными материалами. Важно проследить за тем, чтобы пуансон и прижим были короче основания на 5-7 мм. После того, как прижим будет установлен в нем нужно просверлить два отверстия для крепежных болтов.

Самодельный ручной фальцепрокатный станок
Рычаг можно сделать из арматурного прута, который предварительно выгибается и приваривается к уголкам. Диаметр прута не должен быть меньше 15 мм. Далее конструкция оснащается боковыми защитными панелями. С этой целью можно использовать листовую сталь с толщиной в 5 мм.
Перед тем как листы приварить, следует заранее рассчитать их будущее местоположение.
Для этого необходимо провести пробную сборку. В тисках следует зажать пуансон и основание таким образом, чтобы рабочая зона угла пуансона и швеллер, закрепленный на основании, располагались в одной плоскости. Зазор между деталями не должен превышать 1 мм. После этого защитные панели надеваются на ось пуансона и привариваются в нескольких местах.
Далее можно произвести тестовую гибку металла, используя с этой целью тонкие листы. При проведении работ можно производить калибровку аппарата. С этой целью боковые листы не следует приваривать окончательно. После корректировки их можно будет закрепить должным образом. к меню ↑
Как работает ручной фальцепркатный станок? (видео)
Главная страница » Для гибки
Кровельные станки СФП-700 в Москве
Москва Санкт-Петербург Астрахань Белгород Благовещенск Брянск и область Великий Новгород Владимир и обл Владивосток Волгоград Вологда и обл Череповец Воронеж Екатеринбург и обл Нижний Тагил
Иваново Ижевск Иркутск Казань (Татарстан) Калуга и обл Кемерово Краснодар и край Красноярск Набережные Челны Новосибирск Новороссийск Курск Липецк Нижний новгород Дзержинск
Новокузнецк Омск Орел Оренбург Пенза Пермь Петрозаводск Псков Ростов-на-Дону Ставрополь Самара и обл Тольятти Саранск Саратов Смоленск
Сургут Сыктывкар Тамбов Тверь Тула Тюмень Уфа и республика Чебоксары Чита Ярославль и область Респ. Казахстан
Все записи Все записи
Мобильный кровельный станок СФП-700 производит панели для фальцевой кровли с двойным стоячим фальцем. Станок работает со всеми типами кровельного металла (сталь, в т.ч. с полимерным покрытием, медь. в т.ч. патинированная, алюминий, алюцинк, цинк-титан) в рулонах и листах. Шесть рабочих клетей и оптимизированная конфигурация профилировочных роликов обеспечивают высокое качество получаемых кровельных панелей. При работе на стройплощадке кровельный станок СФП-700 обслуживает одновременно две бригады кровельщиков.
Кровельный станок сфп 700 нужен для изготовления фальцевой кровли. Процесс производства строится на использовании современной рулонной технологии. Избегая ненужных горизонтальных соединений, вы можете делать кровельные картины по всей длине ската. Конечно, кровельное железо стоит занчительно меньше, чем листы металла. Подъём рулона на кровлю чрезвычайно удобен. Скорость производства, если сравнивать с ручным методом, в несколько раз выше.
Пара больших заказов и автоматическое оборудование сразу же окупится.
Обязательно обратите внимание на преимущества, которые даёт кровельный станок сфп 700:
Вам не нужно больше перестраивать ролики вручную. Ширина материала подвергающегося обработке плавно регулируется поворотом ручки. Станок очень легко подстраивается под ширину рулона.
Хорошая прокатка картины. Отсутствие волн обеспечивают семь пар прокатывающих роликов.
Для того, чтобы сделать прокатку верхнего фальца используют уникальные составные ролики. Каждый из роликов разделён на две независимые части, и они закреплены на одной оси. Данная схема позволяет избегать царапин на поверхности, которая подвергается обработке. Это имеет важность, если Вы работаете с действительно дорогими материалами или с картинами с покрытием.
Кровельный станок мобипроф сфп 700 просто необходим, если вы занимаетесь изготовлением кровли. Возможности этого станка действительно впечатляют!
Ознакомьтесь со значениями в техническом паспорте и если они соответствуют тем требованиям, которые вы предъявляете к своему производству, то сделайте верный шаг и приобретите станок!
Преимущества кровельного станка СФП-700:
- кровельный станок СФП-700 идеально подходит для использования на стройплощадке благодаря небольшой массе и габаритам;
- простая и надёжная конструкция значительно снижает эксплуатационные расходы;
- ступенчатая регулировка ширины кровельной панели в пределах 250 – 700 мм;
- изготавливает кровельные панель-картины прямой и трапециевидной формы, а также с односторонним фальцем;
- возможна установка дополнительных роликов для проката рёбер жёсткости двух видов на поверхности кровельной панель-картины;
- возможна установка комплекта для формирования кровельных картин арочной формы;
- в условиях отсутствия электросети вместо электродвигателя возможна
- два года гарантии и бессрочная сервисная поддержка российского производителя.
Кровельный станок Мобипроф СФП -700 в комплекте Разматыватель рулона на 500 кг в комплекте для поперечной резки заготовки перед профилированием дополнительно дополнительно дополнительно Комплект профилировочных роликов для проката дополнительно Комплект профилировочных роликов для проката дополнительно Комплект профилировочных роликов для проката дополнительно Комплект роликов для проката фальца высотой 35 мм дополнительно
| Ширина обрабатываемого материала, мм | 250 – 700 |
| Толщина обрабатываемого материала, мм | 0,5 – 0,7 |
| Высота фальца, мм | 25 |
| Скорость проката, м/мин | 6 |
| Потребляемая мощность, кВт | 0,55 |
| Напряжение питания, В | 380 |
| Размеры, ДхШхВ, мм | 1450х825х830 |
| Масса, кг | 140 |
Отзывов пока нет.
Добавить отзыв
Станок фальцепрокатный СФП-700 220Вольт в прокат
прайс на аренду станков.xlsx
Фальцепрокатный станок СФП-700 сконструирован и изготовлен в России с учетом потребностей российских кровельщиков. Станок может накатать до 1000 м.кв. кровельных картин в смену. Легок в транспортировке и переноске. Может быть установлен непосредственно на кровле.
Доставка:
Доставка осуществляется круглосуточно.
Доставка 1 станка в пределах МКАД 1500 руб, за МКАД 30 руб/км.
Станки привозятся на микроавтобусе, поэтому для выгрузки — приемки фальцепрокатного станка на площадке желательно должно быть 4 человека.
Технические характеристики:
Толщина металла (алюминий 250 N/mm2) — 0.5 — 0.8 ммТолщина металла (400 N/mm2) — 0.5 — 0.8 ммТолщина металла (нержав. сталь 600 N/mm2) — 0.5 — 0.7 ммТолщина металла (нержав. сталь 800 N/mm2) — 0.5 ммРабочая скорость — 5 м/минВысота фальца — 25 ммШирина ленты — 450 — 700 ммЭлектропитание, В/Гц 220/50Потребляемая мощность, кВт 0.75Габариты:Длина — 1450 ммШирина — 870 ммВысота — 830 мм
Вес — 140 кг
Комплектация:
Станок отправляемый к Вам на объект комплектуется размотчиком на 200 кг.
Вам необходимо предусмотреть наличие подмостей для приема выходящей из станка прокатаной кровельной картины, подмости должны быть кратны длинне прокатываемой картины. Так же необходимо обеспечить питание станка, данный станок укомплектован двигателем 220 Вольт.

Станок фальцепрокатный СФП700 идеальный вариант для изготовления фальцевых картин на строительной площадке. Станок надежен, неприхотлив и не требует высокой квалификации для работы с ним. Жестянщик-кровельщик должен уметь настраивать станок на требуемую ему ширину расстановку вальцующих роликов. В зависимости от расстаноки роликов получается заданной ширина кровельна я картина. После изготовления кровельных картин можно приступать непоследственно к укладке кровельных картин и собственно монтажу кровли
Адрес этой страницы
<<Предыдущая страницаОглавление книгиСледующая страница>>
§ 3. Машинное изготовление фальцев. Машинные фальцы.
Фальцепрокатные станки : ВМС-52У и ВМС-55У.
Машинное изготовление фальцевых швов осуществляют на фальцепрокатных и фальцезакаточных станках.
Фальцепрокатные станки служат для формообразования (прокатки) кромок соединяемых листов. Кромки фальцев, выполненных на фальцепрокатных станках, имеют особую форму, отличную от формы кромок, изготовляемых вручную.
Основным отличием машинной фальцевой кромки является наличие подсечки (рис. 152), препятствующей разъединению кромок фальца во время эксплуатации изделия.
Рис.
152. Фальцевал отсечка
Машинные фальцы обладают большей прочностью, чем ручные, и поэтому в большинстве случаев могут заменить двойной или полуторный фальц.
Машинные фальцевые кромки изготовляют на фальцепрокатных станках ВМС-52У и ВМС-55У. На фальцепрокатном станке ВМС-52У изготовляют кромки на листах из кровельного железа толщиной 0,5-0,8 мм. Основной частью станка (рис. 153) является приводной механизм, состоящий из пяти пар валов 6 с десятью парами прокатных роликов 5.
Валы расположены в два ряда.
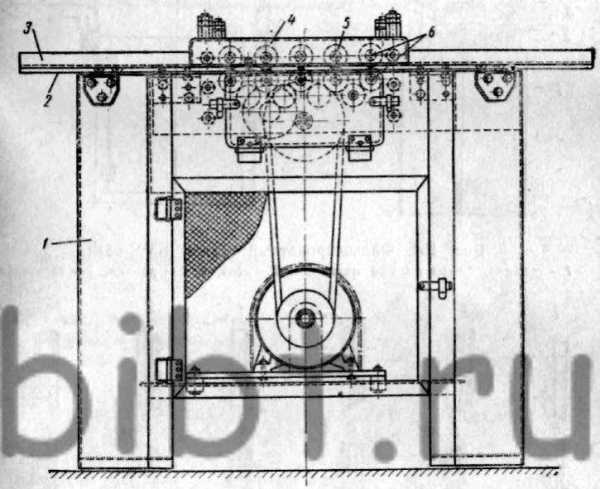
Рис. 153. Фальцепрокатный станок:
1 — станина, 2 — стол, 3 — направляющие планки, 4 — крышка, 5 — прокатные ролики, 6 — вал
Верхние и нижние валы соединены между собой попарно через зубчатые колеса. Четыре паразитных зубчатых колеса входят в зацепление с зубчатыми колесами залов нижнего ряда, обеспечивая принудительное вращение всех валов и вместе с ними насаженных на них роликов.
Нижний ряд роликов выступает над поверхностью стола, верхний укреплен над поверхностью стола и закрыт крышкой 4.
Окружная скорость прокатных роликов 0,28 м/с. На столе станины укреплены направляющие планки 3, при помощи которых заводят и выводят обрабатываемый лист. На планках имеются поперечные овальные прорези для регулирования их относительно продольной оси приводного механизма.
Прежде чем приступить к работе на станке, лист очищают от загрязнений и обрезают на ножницах.
Затем кромку листа вводят в щель роликов 5 первой пары и пропускают лист между роликами каждой из последующих пар. При формообразовании лист самозатягивается и рабочий при этом лишь следит за горизонтальностью его расположения и прижимом кромки к направляющей планке.
За прокатными роликами пятой пары установлен рассекатель, выполняющий калибровку кромок, т. е. раскрытие кромок на определенную величину.
Вторую кромку формообразуют так же, как и первую.
После формообразования кромки соединяют вручную и производят закатку и уплотнение на фальцезакатных станках ФО-1, С-241 и др. или вручную.
Фальцепрокатные станки ВМС-55У (рис. 154) применяют для одновременной закатки двух кромок для лежачего фальца в изделия цилиндрической формы из кровельного железа толщиной 0,5-1 мм. Окружная скорость роликов 0,16 м/с.
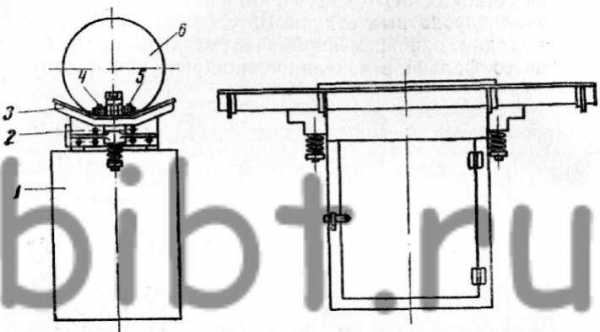
Рис.
154. Фальцепрокатный станок ВМС-55У:
1 — станина, 2 — роликовый механизм, 3 — стол, 4, 5 — ролики, 6 — заготовка
Для прокатки заготовку 6 укладывают на столе так, чтобы обе кромки упирались в направляющие планки. Перемещаясь между роликами, кромки деформируются шестью парами роликов и приобретают заданную форму. Оформленные кромки соединяют вручную, закатывают и уплотняют вручную или на станках ФО-1, С-241 и др.
Угловые фальцы получают на станках ВМС-52У по описанной выше технологии.
Соединяют фальцы вручную, а уплотняют вручную или на станке ФО-1. Последовательность образования правой и левой кромок на станке ВМС-55У приведена на рис.
Создание листогибочного станка своими руками
155, а, б.
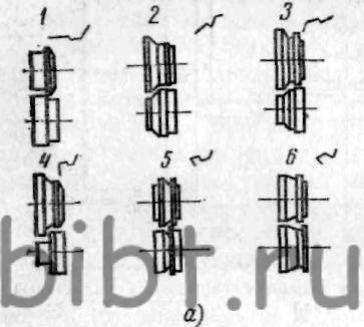

Рис.
155. Последовательность (1-6) образования правой (а) и левой (б) кромок при изготовлении лежачих фальцев на фальцепрокатном станке
Обработка фальцевых швов завершается закаткой на фальцезакатных станках. Для закатки фальцевых швов применяют станки с ручным и механическим приводом.
Фальцепрокатный станок С-241.
Перейти вверх к навигации
Принцип работы ручного фальцепрокатнго станка
Фальцевальный станок BAUM CF20
Профессиональный высокоскоростной фальцевальный станок BAUM20 CF предназначен для работы с бумагами повышенной плотности, которые на обычных фальцовках ломаются. Машина не имеет автоматической подачи, но имеет приводной стол бокового равнения.
Лист попавший на этот стол выравнивается по боковому упору и затем фальцуется. Машина имеет полиуретановый фальцевальный вал диаметром 70 мм и специальные кассеты для работы с плотностями до 600 г/м², не оставляя помарок. Независимый пульт управления и каскадная приемка в стандартной комплектации.
BAUM20 CF предназначена для работы в линию с другими машинами, например с биговальной машиной (PIT STOP) и имеет уникальную систему изменения высоты.
Вы просто вращаете ручку, пока машины не поднимутся на один уровень.
Фальцевальная секция имеет 4 фальцевальных группы и клипсовую настройку на толщину бумаги.
Особенности:
- Мощная рама, герметичные подшипники, косозубые шестерни, централизованная система смазки;
- Клипсовая настройка на толщину бумаги;
- Съемная каскадная приемка с независимым электроприводом;
- Мощные оси большого диаметра (27,2 мм) для дополнительных операций – перфорации, биговки, продольной резки;
- Быстрая и легкая настройка кассет на длину фальца, устранение диагонального перекоса;
- Датчик замятия на выходе машины;
- Звукопоглощающие кожуха.
| максимальный / минимальный формат, мм | 520 х 780 / 100 х 150 |
| минимальный размер фальца, мм | 38 |
| количество фальцев, шт | 2 (2) |
| механическая скорость, метров / минуту | 208 |
| плотность бумаги, грамм / кв.м | 60 — 385 |
| электропитание | 380 В |
| габариты (ДхШхВ), мм | 2362 х 990 х 620 |
| вес, кг | 585 |
Самодельный листогиб сделанный своими руками, по собственным чертежам, не только экономит ваши средства на покупке заводского варианта станка, но и доставляет огромное удовольствие при работе, ведь вы сделали его таким каким хотели.
Ниже мы покажем вам несколько вариантов изготовления листогибочного станка выполненного по схеме с поворотной балкой, а также в виде гибочного пресса прямого действия с матрицей и пуансоном.
По возможности выложим видео работы самодельных гибочных станков, а также рассмотрим отдельные узлы подробнее, а вы сможете взять для себя самое лучшее.
При грамотном подходе самодельные листогибочные станки не уступают многим заводским аналогам, но нужно понимать, что оборудование созданное в «гаражных» условиях может проигрывать в точности и технологичности заводским моделям.
Фальцепрокатный станок
Хотя ниже будут указаны пути решения проблем с «домашними» листогибами и в некоторых случаях удается собрать станок превосходящий по характеристикам своих заводских «собратьев».
Основные узлы листогиба с поворотной балкой (вариант №1)
Этот вариант самодельного листогиба можно собрать располагая стальным уголком 40х40х4, 100х100х10, швеллером №12 (120 мм), прямоугольной трубой 60х40х4, водопроводной трубой диаметром 48 мм со стенкой 3 мм.
Также понадобится стальной лист толщиной 2,5 мм шириной 130-135 мм (можно отпилить болгаркой от целого листа). Чертеж самодельного листогиба приводить не будем, на схеме все ясно и понятно, единственная рекомендация не делать станок длиннее 2000 мм, так как сложно добиться жесткости конструкции при использовании выше указанного стального проката, потому что станок рассчитан на массовое повторение и изготавливается из доступных всем материалов.
Схема сборки основных элементов листогиба
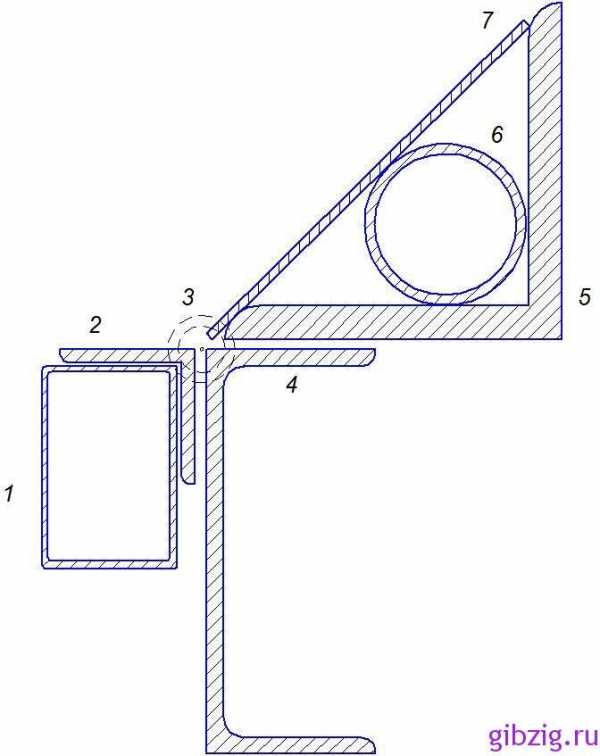
Нумерация элементов подробнее:
- Труба прямоугольная.
- Уголок усиливающий поворотную балку.
- Шарнир поворотной балки.
- Швеллер основание.
- Уголок основание прижимной балки.
- Труба усиливающая прижимную балку.
- Стальной лист.
А вот на этих картинках подробнее рассмотрим конструкцию шарнира поворотной балки:

или вот еще вариант:

Следите за нашими публикациями, чтобы узнать более подробно о сборке самодельного гибочного станка.
Фальцепрокатный станок своими руками
Десятая операция. Уплотнение и подсечка двойного фальца. Уплотнение фальца выполняют киянкой, при этом удары киянкой наносят сверху и сбоку фальца. Подсечку фальца выполняют поддержкой и киянкой. После уплотнения и подсечки образуется фальц требуемой формы и размеров, при этом листы деталей 1 и 2 находятся в одной плоскости (рис.
178,ж).
Для изготовления лежачих фальцев применяют фальцепрокатные и фальцезакаточные станки. На фальцепрокатных станках выполняют гибку кромок для образования фальца, т. е. последовательно изгибают кромки листов, пока им не будет придана необходимая форма. На фальцепрокатных станках кромки листов только изгибают, но не соединяют их вместе и не уплотняют.
На фальцезакаточных станках закатывают кромки, выполненные на фальцепрокатных станках или ручным способом.
Кроме того, на фальцезакаточных станках уплотняют фальцы. Закатывают кромки и уплотняют фальцы на фальцезакаточных станках под продольные фальцы. Кромки листов под продольные фальцы до закатки на фальцезакаточных станках соединяют ручным способом.
Кромки фальцев, выполненных на фальцепрокатных станках, имеют особую форму. Эти кромки по конструкции значительно отличаются от кромок лежачих одинарных и двойных фальцев, выполненных ручным способом. Особенностью кромки фальца, выполненной на фальцепрокатном станке, является наличие отсечки (см.
рис. 180,6), препятствующей разъединению кромок фальца во время эксплуатации воздуховодов и фасонных частей к ним.
Рис. 180. Последовательность образования кромок на станке ВМС-52У (а), рассекатель (б)
Фальцы, изготовленные на фальцепрокатных и фальцезакаточных станках, обладают большей прочностью, чем фальцы, выполненные ручным способом, и поэтому в большинстве случаев могут заменить двойной или полуторный фальц.
Фальцепрокатный станок ВМС-52У (рис.
179, а), предназначен для заготовки кромок специальной формы с отсечкой. На этом станке изготовляют кромки на листах из кровельной стали толщиной 0,5—0,8 мм.

Рис. 179. Фальцепрокатный станок ВМС-52У: а — общий вид, б — приводной механизм
Станок имеет станину 1 и стол 2.
Основной частью этого станка является приводной механизм (рис. 179,6), состоящий из пяти пар валов 5 с десятью парами прокатных роликов 7. Валы расположены в два ряда. Верхние и нижние валы соединены между собой попарно зубчатыми колесами.
Четыре паразитных зубчатых колеса входят в зацепление с зубчатыми колесами валов нижнего ряда, обеспечивая тем самым принудительное вращение не только всех валов, но и насаженных на них прокатных роликов.
Нижний ряд прокатных роликов, находящихся внутри станины, выступает несколько выше плоскости стола. Верхний ряд прокатных роликов укреплен над поверхностью стола и закрыт крышкой 4 (см. рис. 179,а).
Число оборотов в минуту прокатных роликов в работе 103. Окружная скорость прокатных роликов 0,28 м/сек.
Внутри станины помещается электродвигатель мощностью 1,7 кВт.
Передача от электродвигателя к шестеренчатому редуктору приводного механизма клиноременная. В станине имеется дверка 6, через которую осматривают внутреннюю часть станка и осуществляют его текущий ремонт.
На столе станины укреплены направляющие планки 3, с помощью которых вводят и выводят обрабатываемый лист, чтобы кромка получилась требуемой ширины. На планках имеются поперечные овальные прорези для регулирования планок относительно продольной оси приводного механизма станков.
Размеры станка ВМС-52У: (мм) длина 1250, ширина 600, высота 900.
Прежде чем приступить к заготовке кромок на станке ВМС-52У, лист очищают от загрязнения и ровно его обрезают со всех сторон на ножницах.
Заготовка кромок на листе возможна при горизонтальном расположении его над столом станка. Лист должен находиться справа от рабочего. Кромку листа вводят в щель роликов первой пары 5, затем пропускают лист между роликами каждой из последующих пар.
Лист кромкой подается вращающимися прокатными роликами со скоростью 0,2 м/сек, не требуя на свое перемещение вперед никаких усилий со стороны рабочего, который должен лишь поддерживать лист в горизонтальном положении и следить, чтобы кромка листа все время была прижата к направляющей планке.
Направление изменяют реверсивным переключателем электродвигателя.
Во время работы станка ВМС-52У кромка листа, пропускаемая через прокатные ролики, претерпевает пять последовательных операций и постепенно приобретет необходимую форму.
Последовательность изменения формы кромки листа для лежачего фальца при помощи пяти пар прокатных роликов показана на рис.
180, а. Па станке за прокатными роликами пятой парой установлен рассекатель особой формы.
Рассекателем выполняют калибровку кромок, т. е. раскрытие кромок на строго определенную величину, чтобы можно было легко и быстро соединить одну кромку с другой при образовании лежачего фальца (рис. 180,6).
Вторую кромку на листе прокатывают на фальцепрокатном станке тем же способом, что и первую кромку фальца.
Для прокатки второй кромки фальца на звеньях воздуховодов круглого сечения эти звенья предварительно немного разгибают.
Posts tagged: фальцепрокатные станки
В этом случае звенья крупных воздуховодов обычно деформируются, поэтому их затем подгибают и правят ручным способом. Кромки на листах под продольные фальцы, выполненные на фальцепрокатном станке ВМС-52У, сначала соединяют одну с другой, затем уплотняют и закатывают ручным способом или на фальцезакаточных станках ФО-1, С-241 и др.
Фальцепрокатный станок ВМС-55У (рис.
181) предназначен для одновременной закатки на листе двух кромок для лежачего фальца в звеньях воздуховодов круглого сечения, изготовляемых из кровельной стали толщиной 0,5—1,0 мм.

Рис. 181. Фальцепрокатный станок ВМС-55У
Основными частями станка ВМС-55У являются станина 1, коробка с роликовым механизмом 2, стол 3.
Внутри станины укреплен электродвигатель мощностью 1,7 кет, которым через цилиндрический редуктор приводятся во вращение паразитные колеса, а также прокатные ролики 4 и 5.
В роликовом механизме станка имеется двенадцать пар прокатных роликов, расположенных на концах консольных валов в два ряда (по шесть пар в ряду).
Верхние и нижние прокатные ролики каждой пары различаются по форме рабочих частей. Число оборотов в минуту прокатных роликов 59,2. Окружная скорость прокатных роликов 0,16 м/сек.
Стол станка имеет корытообразную форму, что обеспечивает удобство при заготовке кромок на звеньях воздуховодов.
Размеры станка ВМС-55У (мм): длина 1250, ширина 600, высота 930.
Для прокатки кромок на станке заготовку звена 6 укладывают на стол станка таким образом, чтобы обе кромки опирались в направляющие планки.
Затем, придерживая заготовку звена руками, продвигают ее вперед и вставляют в щель первой пары прокатных роликов. Когда заготовка звена будет захвачена прокатными роликами и будет перемещаться автоматически, следят за тем, чтобы кромки были прижаты к направляющим планкам.
Перемещаясь между прокатными роликами, кромки листа проходят пять последовательных операций и приобретают необходимую форму.
На рис.
182 изображены правильные ролики разной формы и показана последовательность образования правой (рис. 182, а) и левой кромок (рис. 182,6) на звене воздуховодов с лежачим фальцем.
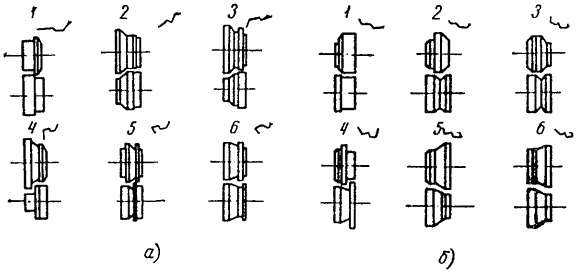
Рис. 182. Последовательность образования правой (а) и левой (о) кромок при изготовлении лежачих фальцев на фальцепрокатном станке ВМС-55У
Кромки под продольные фальцы, выполненные на фальцепрокатном станке ВМС-55У, сначала соединяют одну с другой вручную, затем закатывают и уплотняют ручным способом или на фальцезакаточных станках ФО-1.С-241 и др.
stroitel12.ru
Какой ручной фальцепрокатный станок лучше?
СодержаниеРаботы, связанные со строительством зданий и монтажом кровли проходят с применением современного оборудования.
Ручной фальцепрокатный станок
Для этого используются станки для создания швов. Это может быть самодельный станок, изготовленный своими руками, либо заводской аналог, например фальцепрокатный станок СФП 700.
Для чего нужен ручной фальцепрокатный станок?
Для создания кровли из фальцевого покрытия используется листовой или рулонный металл. Кромки такой кровли соединяются посредством особого шва – фальца. Формирование водонепроницаемого фальцевого шва возможно при использовании такого устройства как фальцепрокатный станок lc 12r или СФП 700.
Основное предназначение такого агрегата – обеспечение механической гибки листового металла для кровли с целью создания швов. Аренда фальцепрокатного станка актуальна в том случае, если объем проводимых работ не будет большим.
В ходе применения устройства марки СФП 700 все виды кровли можно сделать в виде рулонов, а не отдельно положенных листов. Используя станок модели СФП 700, есть возможность существенно сократить время выполнения работ в несколько раз, повысить производительность труда и сократить до минимума количество поперечных швов кровли.
Аренда фальцепрокатного станка позволяет создать двойной или даже тройной замок на стыках кровли, а готовые панели будут оснащены прокатными ребрами жесткости. Эти элементы значительно увеличат прочность всей конструкции и улучшат внешний вид кровли.

Станок нужен для формирования водонепроницаемого фальцевого шва на листе металла
Аренда фальцепрокатного станка актуальна и в тех случаях, когда необходимо сформировать кровельную картину прямоугольной, клиновидной или трапециевидной формы. Кроме того ручной агрегат СФП 700 может быть использован для создания:
- кровель;
- воздухоотводов;
- дымоходов;
- отливов;
- откосов;
- систем водосточных труб;
- декоративных кровельных изгибов.
Ручной станок СФП 700 предназначается для изготовления различных профилей на краях заготовок или листов из оцинкованной стали. Также могут использоваться материалы с полимерным или лакокрасочным покрытием.
Единственным существенным недостатком представленного станка является высокая стоимость и большие габариты некоторых моделей. Однако, такой агрегат, как СФП 700 и его аналоги отличаются:
- адаптивностью к условиям современных строительных площадок;
- отсутствием повреждений покрытия материала;
- высоким качеством изготовленных панелей;
- возможностью изготовления прямолинейных панелей;
- наличием ступенчатой переналадки для нужной ширины заготовки.
к меню ↑
Особенности устройства
Ручной станок модели СФП 700 имеет такие модули как формирующее устройство, станину и электропривод. Станина представлена в виде сварной металлоконструкции, на которой размещаются валы.

Стальные вальцы протягивают металлическую полосу вдоль станка
Они обеспечивают формирование ровного сварочного шва. Формирующее устройство протягивает металлическую полосу вдоль станка. Таким образом, создаются ребра жесткости и составные элементы двойного фальца, необходимые для замкового соединения элементов кровли.
Если нужно изменить ширину металлической полосы, то устройство вручную перенастраивается под новый размер. Электрический привод агрегата СФП 700 состоит из электродвигателя, передачи цепного типа и редуктора на червячной тяге. Самодельный станок можно дополнительно укомплектовать роликовым размоточным устройством.
Оно предназначается для монтажа, разматывания и дальнейшей подачи металла в рулонах. Также агрегат может быть оснащен устройством, соединяющим листы в непрерывное кровельное полотно. В подвижную часть станка входит два перемещающихся штока, соединенных между собой прижимным угольником.

Процесс вальцовки на станке
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Подвижное устройство крепится с помощью пружин вверху станины. Оно помогает вставлять лист металла и вынимать его после того, как кромка будет согнута. Профилирующий механизм размещается на трубчатой раме из стали. Ролики этого элемента изготавливаются с применением стали, покрытой особой финишной отделкой.
Она защищает элементы от появления коррозийного налета. Самодельный агрегат может быть оснащен как ручным, так и автоматическим обжимным устройством. Кроме того самодельный станок для удобства транспортировки необходимо оснастить четырьмя колесами.
к меню ↑
Обзор распространенных заводских моделей
Мобильное устройство для гибки кровли СФП-700 способно производить панели, оснащенные двойным стоячим фальцем. Станок может работать со всеми разновидностями кровельного металла, в том числе со сталью, медью, цинком или полимерными покрытиями.
Он оснащен шесть рабочими клетями и имеет оптимизированную конфигурацию профилировочных роликов. Они обеспечивают высокое качество изготавливаемого покрытия. При работе на строительной площадке представленный станок может одновременно обслуживать до двух кровельных бригад. Среди преимуществ следует выделить:
- небольшой вес и габариты устройства;
- простую и надежную конструкцию;
- возможность ступенчатой регулировки ширины будущих панелей от 200 до 700 мм;
- возможность изготовления различных типов панелей – прямых, трапециевидных, односторонних;
- возможность установки механического двигателя (при отсутствии электросети).
Фальцепрокатный станок lС 12R, как и его аналог ручной фальцепрокатный станок lc 12r (ФПС) также производят подготовку краев заранее раскроенных кровельных листов. Модель с обозначением «R» производит накатку 5 разновидностей фальцев, в том числе и стоячего по радиусу.

Ручной фальцепрокатный станок lc 12r
Как и фальцепрокатный станок lc 12dr, устройство с маркировкой «DR» также способно накатывать до 5 видов разных фальцев. Дополнительное преимущество устройства в том, что оно может формировать соединительную рейку.
Фальцепрокаточные станки моделей СТД-11019А и СТД-11019А-01 также могут быть использованы для фальцевой прокатки, создания соединительных реек и элементов, а также для прямоугольных воздухоотводов. Устройства могут работать с тонколистовыми низкоуглеродистыми видами сталей любой марки.
Толщина листа может колебаться от 0,5 до 1 мм. Представленные агрегаты отличаются:
- пониженными шумовыми характеристиками рабочего привода;
- улучшенными возможностями для регулирования роликов;
- новой электрической схемой управления станком;
- наличием винтовых опор для установки без подготовленного фундамента.
к меню ↑
Делаем фальцепрокатный станок (ФПС) своими руками
Станок при желании можно изготовить не только из металла, но и из дерева. Он сможет сгибать металлические и алюминиевые листы небольшой толщины. Укрепляется конструкция с помощью металлических уголков.
Обжимной пуансон крепится к основанию при помощи гаек барашкового типа, снизу которых размещаются шайбы с соответствующим диаметром. По необходимости пуансоны можно изготовить с разными размерами. Особенно удобно это в тех случаях, когда предполагается обработка листов с разной толщиной.
Ели нужно изготовить листогиб для работы с более толстыми металлическими листами, то вместо дерева лучше использовать швеллера и уголки.
Для создания такого агрегата будет нужен сварочный аппарат для соединения деталей. При этом детали конструкции будут аналогичными: пуансон, обеспечивающий прижим, основание и сам прижим.
Все детали должны быть с увеличенными размерами для обеспечения работы с более масштабными расходными материалами. Важно проследить за тем, чтобы пуансон и прижим были короче основания на 5-7 мм. После того, как прижим будет установлен в нем нужно просверлить два отверстия для крепежных болтов.

Самодельный ручной фальцепрокатный станок
Рычаг можно сделать из арматурного прута, который предварительно выгибается и приваривается к уголкам. Диаметр прута не должен быть меньше 15 мм. Далее конструкция оснащается боковыми защитными панелями. С этой целью можно использовать листовую сталь с толщиной в 5 мм.
Перед тем как листы приварить, следует заранее рассчитать их будущее местоположение.
Для этого необходимо провести пробную сборку. В тисках следует зажать пуансон и основание таким образом, чтобы рабочая зона угла пуансона и швеллер, закрепленный на основании, располагались в одной плоскости. Зазор между деталями не должен превышать 1 мм. После этого защитные панели надеваются на ось пуансона и привариваются в нескольких местах.
Далее можно произвести тестовую гибку металла, используя с этой целью тонкие листы. При проведении работ можно производить калибровку аппарата. С этой целью боковые листы не следует приваривать окончательно. После корректировки их можно будет закрепить должным образом.
к меню ↑
Как работает ручной фальцепркатный станок? (видео)
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Кровельный фальцепрокатный станок ТМ-3 | “Кровля”, ЗАО, Киров
Нас спрашивают:
Какой максимальной длины можно прокатать кровельную панель?
Длина ската крыши редко превышает 20 метров. Наши станки могут прокатывать и более длинные листы. Главное правильно установить станок, чтобы было удобно переносить прокатанные панели к месту монтажа.
Можно ли по рулонной технологии делать кровли арочного типа?
Да, конечно. Кровельные панели, которые прокатывает фальцепрокатный станок, легко принимают арочную форму без дополнительных приспособлений проката. Никаких специальных станков и приспособлений не требуется.
Просто укладываем кровельные панели, прокатанные на станке, на арочную обрешетку. Радиус арки – от 5 метров. Стоячий фальц закрывается стандартным инструментом закрытия фальца.

Почему на некоторых кровлях нет сосулек, а на других кровлях они висят длиной более метра.
Кроме правильного устройства самой кровли необходимо ответственно подойти к устройству подкровельного пространства с выполнением таких элементов, которые в советские времена просто не делались. И которые давно считаются нормой в Европе.
На фото: вид карниза правильно выполненной крыши производственного здания.
Снег на крыше есть, а сосулек нет.
Справочная информация об организационно – технических мероприятиях, исключающих появление сосулек, прикладывается в комплект технической документации на кровельный станок ТМ-3.
Можно ли выполнять кровельные работы зимой?
Да. До –10 –15 градусов металл сохраняет пластичность, позволяющую прокатать кровельную панель и закрыть фальц. Но для самых низких температур лучше заказать сталь с гарантированными параметрами пластичности. Это сталь типа ХП (холодное профилирование), ГОСТ 14918-80.
Ранее наш станок дополнительно мог комплектоваться устройством усиления тяги для проката заиндевелых и обледенелых сталей. Сейчас это устройство встроено в станок постоянно, что гарантирует уверенную работу станка в зимних условиях.
Зачем резать оцинковку для станка на малые рулоны весом 350 – 400 кг.
Причин несколько:
1. Рулон именно такого веса двое рабочих могут уверенно установить вручную на малый напольный разматыватель. С рулонами весом более 500 кг работать тяжело и неудобно.
2. Выгоднее всего станок максимально приблизить к месту кровельных работ, то есть поставить на чердак или даже на временную площадку на крыше. Но любые чердачные перекрытия просто НЕ ВЫДЕРЖАТ нагрузку от рулона весом в несколько тонн.
Как часто для кровель применяется сталь толщиной 0.7 мм?
Очень редко. Дело в том, что сталь толщиной 0.7мм не имеет никаких преимуществ перед сталью 0.5мм.
Жёсткость стали практически одинаковая, поэтому шаг обрешетки будет такой же. В случае повреждения наружного защитного слоя процесс ржавления идёт со скоростью 0.05 – 0.2 мм в год, поэтому и тут разница непринципиальная.
А вот работать кровельщикам со сталью 0.7 гораздо труднее. Поэтому в странах Европы в основном применяется кровельная сталь толщиной 0.5 мм.
Наш фальцепрокатный станок сделан с запасом и по мощности двигателя и по прочности основных узлов, поэтому при прокате стали 0.7 мм не возникает никаких проблем.
Более того, как то по ошибке, при прокате мерных листов длиной 2.5 м. в станок вставили сразу 2 слипшихся листа. И станок прокатал металл общей толщиной 1.0 мм. Рабочих, конечно наругали, но…… Со станком ничего не случилось. Прочность и надёжность всех узлов оказалась очень высокой.
Какая комплектация фальцепрокатного станка рекомендуется для начала?
Минимально необходимо:
1. фальцепрокатный станок ТМ-3
2. малый напольный разматыватель .
3. инструмент закрытия фальца.
Этот минимум годится, в основном, для простых кровель, для объектов типа «склад».
4.Дополнительное устройство проката ребер «трапеция» или «полукруг».
Добавляется в станок для получения более красивого внешнего вида кровельных панелей и всей кровли. Кровли жилых домов, офисных зданий, торговых комплексов и т.д. смотрятся значительно лучше.
Прокат таких ребер также повышает жесткость кровельного покрытия вцелом, что снижает хлопанье листов кровельной стали при боковом ветре.
Комплектацию фальцепрокатного станка дополнительным устройством проката ребер мы считаем стандартной и рекомендуем всем для первоначального приобретения.
5. устройство усиления тяги для проката скользких (заиндевелых) сталей и проката металла толщиной 0.7 мм
6. поперечный отрезной нож резки перед профилированием.
Применение его рекомендуем при больших объёмах работы. Всегда можно докупить позднее, дополнительно.
Что делать, когда нет возможности приобрести оцинковку, нарезанную в рулоны весом 400 – 500 кг шириной 625 мм?

Если в вашем регионе приобрести металл и сразу заказать резку у поставщика не удаётся – смело ищите в интернете. Смотрите торгующие организации в соседних регионах.
Ищите настойчиво. Сейчас большинство крупных поставщиков могут сами недорого произвести резку металла и доставить его в ваш город.
Но что делать, если вы находитесь в совсем отдалённом районе, за тысячи километров, и малые рулоны туда везти очень неудобно и дорого?
Выход только один – приобрести линию резки металла.
Но здесь есть один неприятный момент.
Большинство линий резки металла изготавливаются в стационарном варианте. Они широкоуниверсальны и высокопроизводительны, и поэтому достаточно дороги.
Кроме этого для них требуется специальное помещение с кранбалкой.
Но ведь для фальцевой кровли надо производить резку небольших объёмов металла. Обычно не больше 1 – 2 рулона в месяц.
И покупать дорогое оборудование накладно. Да и в основном оно будет простаивать, занимая производственные помещения.
А есть ли линии резки металла специально для фальцепрокатных станков?
Да, есть.
Линия резки металла ЛПРМ специально сконструирована для резки тяжёлых рулонов весом до 8 тн на рулоны шириной 625 +- 0.1 мм и весом 400 – 500 кг.

В состав линии входят:
- самоподъёмный разматыватель, г/п 5 – 8 тонн.
- станок продольной резки ДН-3 (дисковые ножницы)
- наматыватель с ручным приводом, г/ до 2 тн.
Очень надёжна в работе. В нашей организации такая линия работает и зимой и летом под открытым небом более 12 лет.
Это самая удобная и самая дешевая линия продольной резки рулонного металла.
Производительность резки – 8 тонн в смену (1 тонна в час).
Небольшой видеоролик о резке металла на линии ЛПРМ:
Наши станки обеспечивают ПОЛНЫЙ ЦИКЛ: и резку металла и монтаж самой кровли.
Достаточно только закупить рулонный металл.
Стоимость оборудования.:
Комплект фальцепрокатного станка :
1. фальцепрокатный станок ТМ-3 – 170 000
2. напольный разматыватель (до 1 тн) – 13 000
3. инструмент закрытия фальца – 14 000
Итого (с НДС): – 197 000
Ещё раз отметим, что рекомендуем сразу дополнительно оснастить станок устройствами:
- устройство усиления тяги для проката скользких (заиндевелых) сталей и проката металла толщиной 0.7 мм – 6 000
- устройство проката ребер «трапеция» или «полукруг». – 12 000
Линия резки рулонного металла для фальцепрокатного станка (минимальный комплект)
1. разматыватель ТР-5 – 102 000
2. станок продольной резки металла ДН-3 – 117 000
3. наматыватель штрипса УН-2 – 121 000
Итого (с НДС): – 340 000
Имеются ещё вопросы?
Пишите к нам по электронной почте: [email protected]
Мы также ответим на Ваши вопросы по телефону: 8 (8332) 47-67-07
stanki800.ru
Ручной фальцепрокатный станок для кровли
Содержание статьи:
Фальцепрокатный станок предназначен для контролируемой деформации стального рулонного материала методом прокатки. Область применения данного оборудования широка: изготовление кровельных элементов, частей воздуховода, ограждающих конструкций.
Принцип работы фальцепрокатного станка

Пример ручного фальцепрокатного станка
Главным преимуществом, которым обладает фальцепрокатный станок, является возможность изготовления рулонного стального проката с двойными картинами стоящего фальца. Благодаря этому уменьшаются затраты по перевозке, монтажу и обслуживанию материала для кровли или других конструктивных элементов.
В оборудовании есть система роликов, проходя через которые плоскость рулона деформируется – образовываются углы и уступы. Таким образом происходит изменение конфигурации материала. Для повышения качества изготовления система должна состоять из нескольких пар роликов, чтобы равномерно распределить давление на заготовку. Т.е. на первой паре роликов происходит незначительное изменение строения детали. При последующем продвижении по направляющим величина деформации возрастает, при этом важно сохранить целостность материала.
Конструктивно фальцепрокатный станок состоит из следующих компонентов:
- основа станка. Она может быть настольная или напольная. Необходима для установки системы роликов и другого вспомогательного оборудования;
- ролики. С их помощью происходит деформация листового материала. Могут иметь различный диаметр. Условно разделяют по расположению – горизонтальные и вертикальные;
- система подачи заготовки. В зависимости от степени трудоемкости работ бывает ручная или автоматизированная. Во втором случае с помощью специальных зажимов происходит захват края материала и его дальнейшая протяжка по горизонтальной плоскости.
Настройка каждой пары роликов выполняется в индивидуальном порядке. Чем их больше – тем сложнее этот процесс. Однако при этом возрастают возможности станка и повышается качество обработки.
Для полноценной комплектации фальцепрокатный станок должен дополняться устройством для размотки рулонного материала. Работа этого механизма должна быть сопряжена с основным оборудованием.
Виды станков

Механизированный фальцепрокатный станок
Фальцепрокатные станки разделяются на профессиональные и для домашнего использования. В первом случае важно обеспечить высокую степень производительности и функциональности – изготовление замков различного типа. Для выполнения небольшого объема работ можно применять модели без автоматической подачи.
Устройство с ручным приводом чаще всего изготавливают в настольном исполнении. Это повышает мобильность установки, для ее монтажа не требуется много места. Недостатком подобных конструкций является низкая производительность и требования к заготовке: минимальная и максимальная ширина, толщина материала. В некоторых самодельных моделях малого габарита на передний верхний ролик устанавливают ручку для подачи заготовки.
Автоматизированные комплексы предназначены для массового производства готового рулонного материала с замками различных типов. Они обладают следующими качествами:
- высокий показатель производительности;
- возможность одновременного формирования замков нескольких типов;
- характеризуются сложностью настройки.
При выборе определенной модели необходимо учитывать ее технические и эксплуатационные качества. Для применения на строительных площадках важным показателем является мобильность устройства и возможность его автономной работы. Также особое внимание уделяется требованиям к воздействию влаги. Для работы «в поле» конструкция механизированных моделей должна иметь защиту от влаги электрической части станка.
Для уменьшения показателя износа роликов их делают из специальной инструментальной стали с дополнительной защитой от коррозии. Поэтому в случае выхода их из строя замену следует делать только на аналогичные модели.
Перечень основных технических характеристик

Фальцепрокатный станок с верхним прижимным устройством
Одним из критериев выбора модели является специфика конструкции, которой обладает фальцепрокатный станок. В частности – ограничения по ширине обрабатываемого материала. В настоящее время на рынке предлагают автоматизированные модели, у которых прижимное устройство для деформации опускается сверху на заготовку. Таким образом можно обрабатывать рулоны различной ширины. Этот же принцип используется для изготовления небольших самодельных конструкций.
Помимо вышеописанной специфики конструкции необходимо учитывать габариты станка и его массу. В особенности это актуально для мобильных моделей. С целью улучшения этого качества многие из них комплектуются колесами, установленными на одну из пар опорных стоек.
Фальцепрокатный станок должен обладать следующими техническими характеристиками:
- максимальная толщина обрабатываемого материала. Этот показатель может варьироваться от 0,4 до 1,2 мм. Увеличение этого значения может привести к появлению дефектов, уменьшение – к разрыву в месте деформации;
- пределы ширины рулона;
- мощность электродвигателя – для автоматизированных линий;
- производительность, м/мин. Для ручных моделей этот показатель условный и зависит от внешних факторов.
Также учитывается конфигурация роликов, с помощью которых на поверхности формируются замки определенной формы. Это может быть «Питтсбургский фальц», «Лежачий фальц», «Стоячий» или «Рейка». Заранее необходимо определить степень сложности перенастройки станка для изготовления каждого из этих элементов.
В качестве дополнения фальцепрокатный станок может комплектоваться гильотиной для формирования ровного реза. В зависимости от специфики конструкции оборудования она может быть механическая, гидравлическая или с электроприводом.
Требования к материалу обработки
Фальцепрокатный станок предназначен для формирования замков различной конфигурации на поверхности листовых и рулонных материалов. Они изготавливаются из оцинкованного железа с нанесенным полимерным покрытием для защиты и придания лучших эстетических качеств.
Перед началом работы рулон устанавливается на специальное устройство для его размотки. Важным моментом является контроль толщины материала, а также его плотность. От этих показателей будет зависеть качество выполняемых работ. Дополнительно учитывается соблюдение геометрии (ширины) по всей протяженности рулона. Аналогичные требования предъявляются к листовому материалу.
Правила эксплуатации
Работа фальцепрокатного станка
Для работы на фальцепрокатном станке необходимо сделать его монтаж и настройку. Правила выполнения этих работ подробно описаны в инструкции по эксплуатации. Они могут отличаться в зависимости от модели оборудования.
Если станок оснащен электрическим приводом – следует правильно сделать его подключение к электросети. При этом учитывается потребляемая мощность силовой установки и обязательное обустройство заземления.
В дальнейшем во время эксплуатации оборудования необходимо выполнять такие правила:
- для моделей с электродвигателем после его активации следует подождать некоторое время, только затем приступать к работе;
- перед началом эксплуатации необходимо проверить поверхность рабочего стола на возможное наличие посторонних предметов;
- настройка прижимных роликов выполняется исходя из требуемой конфигурации формируемого замка. При этом учитывается толщина рулонного материала;
- во время прокатки запрещено изменять положение вальцов. Для выполнения перенастройки оборудования следует его остановить и извлечь заготовку;
- при возникновении неисправностей или сбоев в работе фальцепрокатного станка его останавливают и выполняют осмотр на наличие дефектов. В случае сложной поломки для ее ликвидации необходимо вызвать специалистов.
Кроме этих правил необходимо периодически проводить осмотр состояния станка, выполнять профилактические работы. В особенности это касается подвижных механизмов и электрической части.
В качестве примера можно посмотреть видеоматериал, в котором показывается работа фальцепрокатного станка:
stanokgid.ru
Кровельные фальцепрокатные станки в Москве
Компания из Москвы,доставка
не производится (самовывоз)
В МАГАЗИН Компания из Москвы,доставка (сегодня)
не производится (самовывоз)
В МАГАЗИН Компания из Москвы,доставка (сегодня)
не производится (самовывоз)
В МАГАЗИН Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (сегодня)
не производится (самовывоз)
В МАГАЗИН Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (сегодня)
не производится (самовывоз)
В МАГАЗИН Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (17 января)
не производится (самовывоз)
В МАГАЗИН Бесплатный номер 8 800… Заказ в один клик Компания из Москвы,доставка (сегодня)
не производится (самовывоз)
В МАГАЗИНmoskva.regmarkets.ru
СФПЗ фальцепрокатный станок для производства фальцевой кровли
Фирменная гарантия
по всей России 1 год
Металлические
шестерни
Европейские
стандарты производства
Технические характеристики
| Модель | СФПЗ |
| Ширина обрабатываемого материала, мм | 250 – 625 |
| Толщина обрабатываемого материала, мм | 0,5 – 0,6 |
| Высота фальца, мм | 25 |
| Скорость проката, м/мин | 6 |
| Потребляемая мощность, кВт | 0,75 |
| Напряжение питания, В | 380 |
| Размеры, ДхШхВ, мм | 2100х870х830 |
| Масса, кг | 310 |
Обзор станка
| Калибрующие ролики на выходе профиля обеспечивают высокое качество кровельной панели. | Регулировка степени зажима фальца позволяет осуществлять подстройку под металл разного типа и толщины. |
На станке осуществляется пробивка отверстий для скрытого крепления кровельной картины. |
Для соединения кровельных панелей герметичным замковым соединением достаточно нажатия. |
Кровельная фальц машина СФПЗ производит панели для фальцевой кровли с самозащёлкивающимся фальцем. Станок работает со всеми типами кровельных покрытий: сталь (в том числе с полимерным покрытием), медь (в том числе патинированная), алюминий, цинк, алюцинк, цинк-титан. Материал может быть как в рулонах, так и листах. Станок для производства кровельных материалов позволяет производить кровельные панели любой длины в производственном цехе или на стройплощадке.
Отличительные особенности самозащёлкивающегося фальца – простой и быстрый монтаж кровельной панели без применения специального инструмента, скрытая система крепления, учёт теплового расширения материала. Уклон крыши должен быть не менне 15°.
Преимущества фальц машины СФПЗ:
- оптимизированная конфигурация профилировочных роликов для качественного проката всех типов металла с полимерным покрытием;
- оборудование для кровельных материалов подходит для использования как в цеху, так и на стройплощадке;
- изготавливает кровельные панель-картины прямой и трапециевидной формы;
- возможна установка дополнительных роликов для проката рёбер жёсткости на плоскости кровельной панели;
- высокое качество получаемых изделий благодаря использованию 11-ти клетевой конструкции;
- наличие калибрующих роликов для тонкой настройки на нужный тип металла;
- один год гарантии и бессрочная сервисная поддержка российского производителя.
Сохранить в соцсетях
Видео
Комплектация
Базовая комплектация:
- Станок Мобипроф СФПЗ
- Разматыватель рулона на 500 кг
Опции:
- Дисковый нож для поперечной резки заготовки перед профилированием
- Частотный преобразователь для работы в однофазной сети 220 В и регулировки скорости проката
- Комплект профилировочных роликов для проката рёбер жёсткости “полукруг” или “трапеция”
Отзывы и вопросы
Оставьте отзыв или задайте вопросbd65c876a2f2e7d8a87f54444036694c
5790
На Ваши вопросы отвечает
Технический директор Тапко-М
Александр Куликов
Сохранить в соцсетях
tapcoint.ru
Фальцепрокатные станки для кровли в России
Warning: session_start(): open(/home/prostank/tmp/sessions/sess_19e048224b598d2a33790dabd4a5787f, O_RDWR) failed: No space left on device (28) in /home/prostank/public_html/include/config.php on line 18
Warning: session_start(): Failed to read session data: files (path: /home/prostank/tmp/sessions) in /home/prostank/public_html/include/config.php on line 18
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:18) in /home/prostank/public_html/include/csrf-magic.php on line 236
Warning: Cannot modify header information – headers already sent by (output started at /home/prostank/public_html/include/config.php:18) in /home/prostank/public_html/include/functions.users.php on line 175
- Главная
- Продажа
- Обработка рулонного и листового металла
- Фальцепрокатный станок для кровли
Вы можете очень быстро сравнить цены фальцепрокатного станка для кровли и подобрать оптимальные варианты из более чем 36528 предложений
Фальцепрокатный станок SBD4C ACL 12 CГод выпуска: 2014
В наличии
Фальцепрокатный станок SBD4C ACL 12 C в наличииролики для проката «Закрытый лежачий фальц», «Питтсбургский фальц (Американка)», по центру для проката «Соединительной рейки (С-рейка)»,…
07.12.2016 Софрино (Россия)
2 200
Фальцепрокатный станок ACL LC-12DRСостояние: Новый Год выпуска: 2014
В наличии
Фальцепрокатные станки серии LC – самое популярное оборудование для изготовления воздуховодов в России. Модели с индексом «R» позволяют накатывать отбортовку («стоячий фалец» по радиусу)….
03.03.2015 Москва (Россия)
165 000
www.prostanki.com