Круг абразивный это – виды, особенности и область применения
alexxlab | 13.07.2019 | 0 | Вопросы и ответы
Абразивные шлифовальные круги – наводим глянец + видео
В промышленном цеху или в домашней мастерской металлическая заготовка, превращающаяся в готовое изделие, зачастую проходит через абразивные шлифовальные круги, посредством которых получает идеально гладкую поверхность.
1 Где и как используются абразивные шлифовальные круги
Не только в машинах и приборах, но и в интерьере полированные материалы смотрятся гораздо красивее, причем в механизмах гладкие поверхности деталей играют немалую роль. В частности, в большинстве движущихся узлов отдельные их части должны быть хорошо пригнаны, а значит, трение должно быть минимальным, если, конечно, оно не предусмотрено изначально. При этом шлифовка необходима не только металлу, но и камню, а также, в некоторых случаях, древесине и пластику.
Абразивные шлифовальные круги изготавливаются различной формы, что позволяет использовать их для самых разнообразных нужд. Например, металлические изделия требуют не только сглаживания поверхности, очень часто им требуется очистка от ржавчины, а данный процесс невозможен, если не применяются специальные виды абразивных кругов. Кроме того, с помощью таких насадок для шлиф-машины можно делать пазы и выемки в различных материалах, в частности, в бетонных стенах, в поделочном камне, в мягких сплавах и в цветных металлах.

Рекомендуем ознакомиться
Активно пользуются абразивными кругами ювелиры, которым необходимо полировать изделия из золота и серебра, а также мастера по камню (не путайте с огранщиками), работающие с полудрагоценными и поделочными минералами. Некоторые виды шлифовальных насадок для дрели требуются при отделочных и ремонтных работах. В частности, для зачистки стен перед покрытием их штукатуркой или облицовкой плиткой. Некоторые типы кругов нужны для снятия старой эмали с сантехники, а также для очистки труб от ржавчины.

2 Какие бывают типы шлифовальных кругов
В первую очередь следует определить для себя, какие именно виды шлифования планируется выполнять с помощью абразивных насадок, имеющих самую разную форму. Выбор обычно зависит от материала, обработка которого предполагается, а также от характера воздействия на поверхность. К примеру, круг шлифовальный прямого профиля, а также кольцевая его разновидность, используются в быту на небольших станках для заточки инструмента и шлифования металла (цветного и различных сплавов) торцевой плоскостью. Пригодны такие круги и для работы с камнем, стеклом, фарфором.
Для этих же целей применяются и плоские насадки с выточкой (односторонней и двухсторонней), которые, помимо прочего, удобны для обдирочных работ.

Очень часто используются конические круги, обычные и двухсторонние. Их можно использовать как для всех перечисленных выше работ, при обработке поверхности плоскостью, так и для прорезывания выемок в практически любом материале. Для внутренней и внешней обработки различных деталей очень удобен чашечный шлифовальный круг, а также схожие с ним тарельчатые насадки. С первыми очень схожи круги прямого профиля с конической выточкой, единственное их отличие – торец расположен к боковой плоскости под прямым углом. Очень часто чашечные и тарельчатые насадки бывают цельнометаллическими, с алмазным напылением.

3 Вулканитовые круги шлифовальные и другие типы связей
Если алмазное напыление, ввиду немалой стоимости абразива, наносится тончайшим слоем на металлическую основу, то другие типы абразивных кругов, состав которых не отличается прочностью, формируются иначе. Чаще всего для этой цели используется керамический связующий состав, компоненты которого имеют неорганическое происхождение: глина, кварц и т.д. Будучи сильно измельченными, компоненты связки добавляются при формировании круга к абразивному веществу, обеспечивая ему высокую жесткость, и, как следствие, соответствующую хрупкость.
Не менее часто находится применение и бакелитовым насадкам, название которых созвучно основному наполнителю, в качестве которого используется искусственная смола бакелит. Такое связующее вещество придает кругам упругость и даже некоторую эластичность, однако при этом значительно понижается износостойкость, поскольку зерна закреплены слабее, чем в жесткой керамической основе. Однако последняя из-за высокой твердости может перегревать шлифуемый металл, что нередко приводит к пережогам поверхности. Бакелит же напротив, слабо нагревает металл и, благодаря своей относительной мягкости, легче поддается самозатачиванию в процессе обработки.

Круг шлифовальный на вулканитовой связке еще более мягок, поскольку в нем основным элементом для абразива стал синтетический каучук, прошедший термообработку. Проще говоря, при изготовлении применяется вулканизация, из-за чего шлифовальные насадки и получили соответствующее название. Вулканитовые круги шлифовальные отличаются довольно высокой стоимостью в сравнении с абразивом на керамической основе. Однако и износостойкость их, не смотря на высокую степень упругости, достаточно велика.

4 Как выбирать различные виды шлифовальных кругов
Основное требование к абразивной насадке – чтобы она была тверже, чем обрабатываемый ею материал. Однако желательно, чтобы это качество у шлифовального круга было выше не на много, поскольку в противном случае есть риск перегрева поверхности, подвергающейся обработке. Также немаловажным критерием при выборе является размер зерна абразива. Слишком крупные фракции, из которых состоят круги шлифовальные, резиновые или керамические, обеспечат результат прямо противоположный желаемому при работе с мягкими материалами.
Очень мелкие зерна используются исключительно для полировки, причем чаще всего бывают нанесены на кромку отрезного диска, а также на тарельчатые насадки из металла. Глянец наводят фибровые шлифовальные круги. Если абразивная насадка будет мягче обрабатываемого материала, он даст нужный эффект, но износ будет чрезвычайно высоким. Нужно помнить, что для обработки крупных поверхностей требуются круги с большим диаметром. Тому причиной является элементарная физика.
Маленький круг за определенное количество оборотов каждой точкой боковой плоскости или торца будет проходить по шлифуемому участку гораздо чаще, чем насадка больших размеров. Соответственно, стираться будет быстрее именно маленький абразивный камень. Чашечные или тарельчатые типы шлифовальных кругов выбираются по тому же принципу. К примеру, для обработки небольших поделочных камней хватит насадки небольшого диаметра, а для солидных мраморных плит потребуется значительно более крупный круг шлифовальный чашечный цилиндрический.

tutmet.ru
характеристики, маркировка, назначение :: SYL.ru
Выполняя ремонтные или строительные работы, вы наверняка не раз использовали разные инструменты и приспособления. Среди них можно выделить абразивный круг. Он может быть представлен разными видами, а предназначается для выполнения определенных задач. Для того чтобы успешно справляться с теми или иными работами, перед приобретением круга необходимо ознакомиться с его назначением, маркировкой и характеристиками.
Назначение
Шлифовальные круги можно отнести к абразивным режущим инструментам, которые выступают в качестве составляющего элемента шлифовального оборудования, используемого для обработки разных поверхностей. Отличительной особенностью данных изделий выступает пористая поверхность, в составе которой содержатся зерна абразивных материалов и элементы природного, а также искусственного происхождения.
Если более подробно рассмотреть структуру, то ее можно сравнить с зубьями пилы. Сходство проявляется в назначении. Твердые частицы с минимальными затратами времени и сил позволяют шлифовать разные поверхности. Эффективность использования круга можно обеспечить, оснастив им электрическое точило. Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
- углеродистой стали;
- прочной пластмассы
- цветных металлов;
- кованого железа;
- ковкого чугуна;
- бронзы;
- стекла.
С помощью кругов можно резать кирпич, гипсокартон, кровельный шифер и разные материалы по типу бетона и керамики. Абразивный круг может использоваться для обработки разных поверхностей. С его помощью можно резать материал, углубляясь в его структуру, а также создавая пазы.
Маркировка кругов

Шлифовальные круги классифицируются с учетом определенных параметров. Это:
- степень зернистости;
- тип связки;
- класс точности;
- соотношение между абразивным материалом, связкой и порами;
- тип абразива;
- размеры;
- геометрическая форма;
- коэффициент твердости;
- предельная скорость.
Довольно распространенной практикой среди поставщиков абразивных кругов является их изготовление с использованием своей маркировки. Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Маркировка абразивных кругов предусматривает наличие обозначения, которое говорит о зернистости. Этот параметр является одним из ключевых. Эта характеристика оказывает влияние на чистоту поверхности, которой вы сможете добиться после обработки. Дополнительно от неё зависят определенные характеристики, среди них:
- степень износа изделия;
- доля содержания металла, снимаемого за один проход;
- коэффициент производительности процедуры.
Выбор зернистости

Решая вопрос о том, какая зернистость вам нужна, следует обратить внимание на припуск, удаляемый с поверхности, а также степень шероховатости. Последняя обретается после завершения процедуры. Важно учитывать и материал, с которым вы будете работать. Для того чтобы добиться более чистой поверхности, необходимо использовать материал с наименьшими показателями зернистости. Но если применить мелкое зерно, то вы должны быть готовы к тому, что шлифовальный круг засалится, произойдет прижог материала, который подвергается обработке.
Если абразивный круг будет иметь маленькие показатели зернистости, то это уменьшит производительность, что не может быть преимуществом. Для изменения размера зерна применяются единицы, которые равны 10 мкм. Если производитель использует современный стандарт, то у круга будет маркировка под буквой F с определённым числом, с увеличением которого степень зернистости будет снижаться.
Характеристики кругов: расшифровка маркировки

Маркировка абразивных кругов имеет отличия, выраженные в твердости, зернистости, связке, а также марке абразива. Буквенно-цифровые обозначения могут быть составлены по старым или новым правилам, при этом иногда исключаются некоторые характеристики. Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Что касается твердости, то буква «К» говорит о средней мягкости, а структура обозначается цифрой 6 и является в данном случае средней. Связка является керамической, а класс неуравновешенности обозначается цифрой 2. Если твердость маркируется буквами K-L, то это указывает на то, что перед вами изделие со средней мягкостью, которая в зависимости от обстоятельств может иметь определенную твердость.
Дополнительные обозначения

Иногда после обозначения связки можно увидеть цифры, которые указывают на окружную скорость. Электрокорунд нормальный маркируется производителями как «14А», тогда как зернистость может выглядеть следующим образом: «F36-F30», в данном случае идет речь о расширенном диапазоне, который предполагает средний размер в 525 мкм. Если же твердость обозначается буквами «Q-U», то диск может быть средне-твердым, весьма твёрдым или твердым. Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Разновидности кругов и их размеры

Абразивные круги по металлу могут обозначаться по ГОСТ 2424-75. В этом случае круг прямого профиля вы сможете узнать по двум буквам «ПП», тогда как кольцевой круг обозначается буквой «К». Если перед вами круг с обозначением «2П», то вы должны знать, что это – коническое двухстороннее изделие.
Круг с двумя выточками будет иметь маркировку «ПВД», тогда как запрессованные и крепежные элементы в круге обозначаются «ПН». Помимо формы профиля, описываемые круги можно охарактеризовать размерами D х T х H. В данном случае первый параметр – это наружный диаметр, второй – высота, третий – диаметр отверстия.
Эльборовые и алмазные круги регламентируются по государственным стандартом 24747-90. Маркировка будет состоять из трех или четырех символов, ознакомившись с которыми, вы сможете узнать информацию о:
- форме сечения поверхностного слоя;
- форме сечения корпуса;
- расположении верхнего слоя на круге;
- конструктивных особенностях корпуса, если таковые имеются.
Информация о диаметре

Диаметр абразивных кругов и их разновидность подбираются с учетом конфигурации и вида шлифуемой поверхности, а также характеристик инструмента или используемого оборудования. На выбор диаметра влияет и количество оборотов шпинделя на станке, а также возможность обеспечения скорости оптимальной величины. Износ окажется меньше при более внушительном диаметре. Если же перед вами круг меньших размеров, то на нём будет не столь внушительное количество зерен, которым будет необходимо снять больший объем материала, это непременно приведет к преждевременному износу.
Небольшой диаметр способствует еще и тому, что износ будет неравномерным. Характеристики абразивных кругов предполагают еще и ширину алмазного слоя. Она должна быть относительно внушительной при работе на проход. Если шлифовать методом врезания, то ширина напыления должна быть соизмерима с шириной обрабатываемой поверхности, в ином случае на основании круга появятся уступы.
Правка кругов
Правка обтачиванием – это точение материала и связки инструментом высокой твердости, который работает по принципу обычного резца. Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки. Их закрепляют в оправках механического зажима, чеканки или пайки.
Правящие инструменты могут обладать своеобразной конструкцией. Одни имеют вид стержня, в конец которого устанавливается крупный алмаз. Такие приспособления называются алмазами в оправе или алмазными иглами. Шарошка для правки абразивных кругов имеет расширенную поверхность, на которой закреплено определенное количество алмазов. Эту же конструкцию имеют и алмазные карандаши. Поверхность обычно располагается перпендикулярно ручке. Глубина слоя может достигать значительных величин. Чем она более внушительна, тем срок службы инструмента будет дольше. Если верхние алмазы оказываются изношены, то в работу вступают нижние слои.
Размеры зерен и их влияние на шлифовальные материалы
Абразивные круги, размеры зерен которых могут влиять на шлифовальные материалы, подразделяются на четыре группы:
- шлифзерно;
- шлифпорошки;
- микропорошки;
- тонкие микрошлифпорошки.
Первый вариант предполагает размер в пределах от 2500 до 160 мкм, эта категория обозначается номерами от 16 до 200. Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
Материалы для шлифовальных кругов
Самыми часто используемыми материалами для изготовления абразивных кругов выступают:
- электрокорунд;
- эльбор;
- карбид кремния;
- алмаз.
Электрокорунд представлен несколькими марками. Чем большее число в обозначении вы увидите, тем выше качество изделия перед вами. Электрокорунд может быть нормальным, хромистым, титанистым, циркониевым и пр. Круг абразивный зеленый выполняется из карбида кремния. Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Зеленый карбид по сравнению с черными является более хрупким. Для алмазных шлифовальных кругов часто применяется одноименный материал, который отлично подходит для заточки и доводки твердосплавного инструмента, а также оптического стекла, керамики и деталей из твердых сплавов. Алмаз очень хорош для плавки кругов из других материалов. Но если температура поднимется больше 800 °С, то алмаз начнет сгорать. Такую же твёрдость, как и алмаз, имеет эльбор. Он превосходит его в термостойкости.
Заключение
Зернистость абразивных кругов должна быть такой же, как и зернистость бруска для правки изделия. Бруски могут быть выполнены из зеленого карбида кремния с использованием керамической связки. Твердость обычно обозначается буквами R, S, T. Структура бруска обязательно должна быть открытой или средней.
www.syl.ru
типы и применение :: SYL.ru
Шлифовальный круг – твердое тело, состоящее из абразивных зерен материала, которые с помощью специального вяжущего средства сцементированы между собой. Зачастую это тело вращения, которое может иметь различные размер и профиль сечения. Давайте более подробно поговорим о том, что такое абразивные шлифовальные круги, какие они бывают и где применяются те или иные виды.
Общие сведения
Шлифовальный круг может изготавливаться на различных основах. Существуют как дорогостоящие абразивные материалы, имеющие более прочное зерно, так и дешевые аналоги. При этом применяют и разнообразные вяжущие вещества. В настоящее время шлифовальные круги классифицируются по огромному количеству параметров. На описание каждого из них уйдет уйма времени. О некоторых видах мало кто слышал, так как они имеют узкое применение. К примеру, некоторые шлифкруги используются только в авиастроении. Естественно, они имеют существенные отличия от классических вариантов. В целом же эти круги используются для шлифовки деталей. Некоторые виды позволяют производить работы уже на окрашенной поверхности, другие – на грунтовке – и так далее. Но давайте обо всем по порядку.
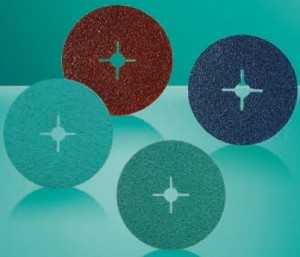
Шлифовальные круги на липучке
Название данный круг получил из-за способа крепления к опоре инструмента или станка. Для этого на поверхности имеется так называемая велкро ткань. Она прочно и надежно зацепляется с зацепами опоры, что позволяет эффективно выполнять работу даже на высоких оборотах. По сути, это универсальные круги, так как с их помощью можно обработать практически любой материал. Маркируются такие шлифкруги тоже своеобразно. Для этого на них наносится специальный краситель. К примеру, самые распространенные – коричневые круги – состоят из абразивного зерна (оксид алюминия корунд). Это позволяет обрабатывать такие материалы, как металл или дерево. А вот синий цвет говорит о том, что данный круг предназначен для шлифовки изделий из нержавеющей стали. Для этого в нем содержится зерно – циркониевый корунд. Нередко круги имеют один цвет, но разные оттенки. В частности, изделия белого цвета подходят для обработки лакированной поверхности, красок, а также шпаклевки. А вот черный цвет говорит о том, что таким кругом с легкостью можно обрабатывать минеральные материалы.
Кое-что еще о липучих кругах
Нередко под рукой не оказывается круга нужного цвета. В данном случае ситуация поправима. Дело в том, что липучие круги, как было отмечено выше, являются универсальными. Зачастую они используются не по своему прямому назначению. Но бездумно использовать шлифовальный круг для работы с тем или иным материалом тоже нельзя. Для начала необходимо учесть характеристики обрабатываемого материала. В частности, играют роль твердость и структура. При этом твердость используемого абразивного круга должна быть больше. В этом случае во время работы он будет успешно выполнять свое основное назначение. Для мягких материалов, таких как ДСП или МДВ, подойдет круг PS18. Его же можно использовать и для удаления ржавчины с металлических поверхностей. Кроме этого, если изделие используется не по назначению, то необходимо брать во внимание обороты и размер зерна. В целом же рекомендуется использовать круги только по назначению.

О фибровых шлифовальных кругах
В основе данного инструмента находится вулканизированная бумага, уложенная в большое количество слоев. Крепление на машинку реализовано с помощью опорной тарелки, которая имеет соответствующий диаметр. Цвет круга зависит от вяжущего элемента и зерна. Коричневые круги используются для обработки металла, древесины и стали. Ключевая особенность фибровых кругов заключается в том, что приходится иметь дело с очень узким диапазоном размера зерна. Но и этого вполне достаточно для выполнения работ разной сложности, начиная от грубой обдирки и закачивания финишным шлифованием. Наиболее часто такие круги применяют в машиностроении, производстве металлоконструкций. К примеру, использование мультисвязки позволяет качественно обрабатывать нержавеющую сталь. Кроме того, такие круги обеспечивают так называемое холодное шлифование, что является их достоинством. Но стоит обратить внимание на то, что такой шлифовальный круг для станка требует особых условий хранения. Влажность должна быть как можно меньше. Обусловлено это тем, что при повышении данного параметра фибровый круг сворачивается и частично теряет свою производительность.
Круг шлифовальный лепестковый
Такого рода абразивные круги имеют несколько необычную структуру. Они состоят из веерных лепестков, которые изготовлены из абразива. Такой инструмент получил очень широкое распространение из-за своих отменных эксплуатационных характеристик. Высокая эластичность, приспособленность к обрабатываемому материалу и многие другие достоинства делают лепестковые круги практически незаменимыми. Раньше такие круги использовались только на станках и прямых шлифовальных машинах, но совсем недавно появились круги под УШМ. Правда, выбор пока небольшой и ограничивается инструментом 115 и 125 мм. Но этого уже достаточно для выполнения большого количества работ. Лепестковый круг выглядит выгодно на фоне двух вышеописанных вариантов, так как в процессе шлифовки не получаются вторичные заусеницы. Можно говорить о том, что очень распространены такого рода шлифовальные круги. Маркировка их цветовая, как и в предыдущих случаях. Часто такой инструмент используют для обработки труб и фасонных изделий из металла и дерева.
 Вкратце о правке абразивных кругов
Вкратце о правке абразивных кругов
Вполне естественно, что в процессе выполнения шлифовальных работ круг деформируется. Происходит это по целому ряду причин, о чем говорить не будем. В это же время имеет смысл отметить, что нередко используется правка. Это процесс восстановления геометрической формы круга и его эксплуатационных характеристик. В настоящее время применяют правку обтачиванием, обкатыванием, а также шлифованием.
Первый метод подразумевает использование специального правящего инструмента. Его кромка выступает в качестве резца. Это одно из лучших решений по причине простоты и эффективности. Но наряду с этим, сильному износу подвергается правящий инструмент, поэтому лучше, чтобы он был алмазным, в частности, это могут быть алмазные карандаши, зерна и т. п. Правка шлифовальных кругов обкатыванием подразумевает использование правящих дисков, которые вращаются, соприкасаясь с кругом. Этот метод хорош тем, что правящий круг практически не подвергается износу.

Что такое алмазный круг?
За последние годы данный инструмент набрал большой популярности. Несмотря на немалую цену, алмазные круги являются очень востребованными по целому ряду причин. Во-первых, такой абразив очень износостойкий, поэтому им можно обработать намного больше материала, нежели классическим вариантом. Во-вторых, качество выполняемых работ намного лучше и поверхность получается чище, что крайне важно, особенно там, где это требуется. Так называемая черепашка – алмазный шлифовальный круг (гибкий) – идеально подходит для зачистки бетона, гранита и других строительных материалов. Обычно процесс обработки таким инструментом характерен тем, что значительно сокращается трудоемкость и увеличивается скорость выполнения. При этом можно говорить и о целесообразных затратах. Изнашивается такой круг значительно медленней, нежели классический. Алмазный инструмент характерен еще и тем, что обладает пониженным уровнем шума.
 Применение универсальных кругов
Применение универсальных кругов
Можно с большой уверенностью говорить о том, что в настоящее время универсальные круги – наиболее популярные. Их универсальность заключается в том, что они способны обрабатывать широкий диапазон материалов. Самый простой пример можно привести, взяв в руки круг типа ПП. Он подходит для наружной обработки заготовок диаметром 250-1100 мм, внутреннего шлифования заготовок до 1500 мм, бесцентрового, плоского, шлифования заготовок различного диаметра. Это делает такие круги практически незаменимыми при выполнении работ различной сложности. Конечно, для некоторых иных целей используют другие материалы. К примеру, круг типа 36 (ПН) применяется для обдирочных работ и очень редко для финишных.
Заключение
Теперь вы знаете, что такое круги абразивные шлифовальные и какие они бывают. Что касается выбора, то у вас под рукой должен быть инструмент, подходящий для выполнения работ с различным материалом. Если использовать круг по назначению не удается – не беда, можно попробовать другой, но в этом случае будьте аккуратны, так как испортить поверхность очень легко, а восстановить ее довольно сложно. Помните и о правилах безопасности при работе с высокооборотистым инструментом. На вашей машинке обязательно должен быть защитный кожух, который защитит от осколков и искр. Не работайте с кругами при высоком износе, это может привести к нежелательным последствиям. В принципе, это все, что можно рассказать о шлифовальных кругах.
www.syl.ru
Как выбрать абразивный круг?
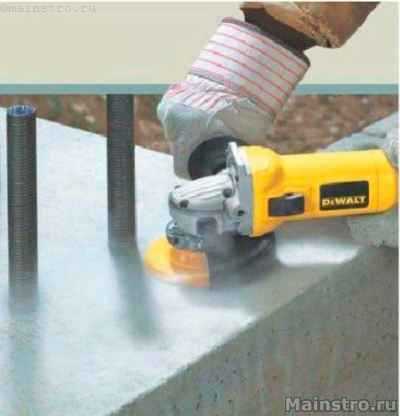
Основное предназначение абразивных кругов — точная и быстрая резка изделий из стали, цветных металлов и чугуна, например металлических листов, труб, уголков, арматуры и т. д. Помимо резки, при помощи круга делают прорези и пазы различных глубины и формы, зачищают металлическую поверхность от дефектов и неровностей. Круги также можно применять для периодического разрезания кирпичей, листов шифера, материалов из бетона, керамики и гипсокартона.
Скорость вращения абразивного круга очень велика (обычно порядка 8о м/с). Поэтому важно правильно выбрать и верно использовать абразивный круг. Тогда процесс резки будет безопасным, а результат — качественным.

Технологические основы абразивных кругов
Отрезной круг представляет собой тонкий диск, выполненный из смешанной и спрессованной массы абразива. Слово это произошло от латинского abradere, что значит «соскабливать». Круги выполняют из твердого мелкозернистого (абразивного) материала, чаще всего электрокорунда (реже — карбида кремния). Микроскопические частицы такого материала из-за своей острой формы выступают над плоскостью кромки круга и срезают (соскабливают) очень тонкую стружку. Таким образом и происходит резка металла. При работе с неметаллическими поверхностями, в частности кирпичом или бетоном, абразив выдалбливает из них мелкие частицы, разрушая материал вдоль линии реза.
К абразивным можно отнести и алмазные круги. Однако в их основе находится металлический диск, на кромку которого нанесены алмазные насадки. Абразивный же круг целиком состоит из мелкозернистого материала, поэтому и получил такое название. В домашнем хозяйстве алмазные круги вряд ли пригодятся: стоят они в несколько раз дороже, их надо периодически охлаждать водой. Конечно, такие круги более долговечны, но при нерегулярном применении в быту это преимущество перестает быть важным.
Зато абразивные круги не только не нуждаются в дополнительном охлаждении, но и обладают способностью к самозатачиванию. По мере использования, за счет разрушения и выгорания частиц абразива и связок между ними, такой круг уменьшается в размере. Но его острота остается практически прежней.
Сами по себе абразивные круги не являются режущим инструментом, но выступают в качестве рабочей насадки. В быту для их применения удобнее всего использовать угловую шлифовальную машину (УШМ, более известную как «болгарка»). Для присоединения к инструменту в центре каждого круга есть специальное посадочное отверстие.
Правила выбора абразивных кругов
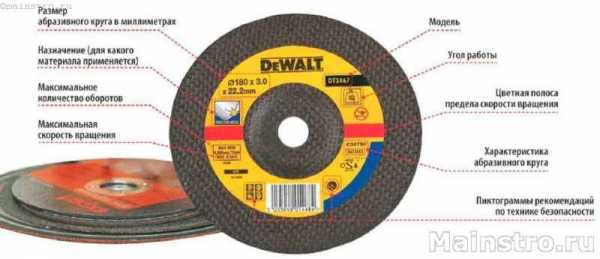
Подбирая абразивный отрезной круг, следует внимательно ознакомиться с надписями и обозначениями. Серьезные производители наносят их в довольно большом количестве. Первое, что надо проверить — тип применяемого оборудования. Есть круги, которые предназначены для установки на стационарные станки и обозначены соответствующей пиктограммой. В домашнем хозяйстве требуются абразивные круги для ручных инструментов. Далее нужно проверить следующие параметры: Зернистость абразива (то есть размер частиц). Она может составлять до 2000 мкм (а порой и более). Однако производители обозначают ее при помощи специальной маркировки, причем нередко своей собственной. В этом случае следует проконсультироваться о принципах соответствия у продавца. Общепринятой является система FEPA, в которой зернистость обозначают латинской буквой «F» с числом от 4 до 1200. Чем меньше число, тем больше размер частиц. В быту пригодятся круги меньшего диапазона зернистости: с крупным, грубым зерном (F16-24), средним (F30-60) и мелким (F70-220). Чем крупнее частицы, тем быстрее можно резать металл, особенно большой толщины. Но для точного и качественного вырезания пазов и углублений нужны круги с малым зерном.
Диаметр отрезного круга. Здесь все просто — он должен соответствовать «болгарке». В продаже есть круги размером от 80 до 500 мм, но бытовые УШМ выпускаются под круги диаметром 115,125, 150, 180 и 230 мм. Принцип соответствия аналогичный: чем больше диаметр, тем легче отпилить толстую металлическую деталь. «Болгарки» с кругами 125-150 мм считаются универсальными. Такие электроинструменты вполне позволят справиться с бытовыми задачами по разрезанию металла, при этом весят они ощутимо меньше, чем мощные устройства под круг 230 мм. При покупке надо проверить и соответствие диаметра посадочного отверстия круга (он бывает 22 и 32 мм).
Отрезные круги с диаметром 80 и 100 мм и посадочным отверстием 10 мм предназначены для установки на электродрель.
Высота круга (то есть толщина W его кромки) бывает от 1 до 5 мм. Чем она меньше, тем проще резка и меньше количество отходов. Однако ускоряется износ круга.
Скорость вращения круга при работе «болгаркой» не должна превышать максимально допустимое для него значение. Его также указывают на поверхности круга. Причем многие производители не только пишут числа, но и используют цветовую схему. Поперечная полоса белого цвета соответствует максимальной скорости до 25-35 м/с, синяя — до 45-50 м/с, желтая-до 60 м/с, красная — до 80 м/с, зеленая — до 100 м/с. Для большинства случаев и почти всех бытовых «болгарок» надо применять «красные» отрезные круги. Но если предстоит обработка детали из нержавеющей стали, следует приобрести «синий» диск. . На поверхности круга зачастую можно увидеть пиктограммы, изображающие камень, армированный бетон, керамическую плитку, тот или иной вид металлических изделий и т. д. Это значит, что отрезной круг имеет узкую специализацию, предназначен для работы именно по таким поверхностям.
Есть и универсальные круги. Многие производители в виде пиктограмм предупреждают пользователей о правилах техники безопасности. Рисунки могут напоминать о необходимости работы в наушниках, защитных очках, с респиратором и т. д.
Сама поверхность круга может быть плоской, но с выступающими абразивными зернами, или более гладкой, но рифленой, с неглубокими канавками круглой формы. Во втором варианте меньше мощность, которую «болгарка» расходует при выполнении резки, но выше цена.
Наконец, большинство производителей обозначает на обрамлении вокруг посадочного отверстия срок годности абразивного круга. Продавцы нередко продают изделия с истекающим периодом пригодности по сниженным ценам. Но во избежание поломок и риска для здоровья таких приобретений лучше избегать.


Рабочие рекомендации
Для обеспечения качественной и долговечной работы с абразивным отрезным кругом следует придерживаться ряда правил и советов:
- Хранить круг нужно только в сухом помещении. Ни в коем случае нельзя оставлять его на улице
- Металлические детали перед порезкой лучше закреплять только с одной стороны. В противном случае они могут немного деформироваться от нагрева и заклинить круг
- Толщина разрезаемой металлической детали должна быть не больше 1/6 диаметра отрезного круга. Если не соблюдать это требование, круг будет испытывать перегрузки, излишне греться и достаточно быстро терять свои размеры. Соответственно, чем больше степень износа абразивного отрезного круга, тем меньшую глубину реза можно выполнить с его помощью.
- При использовании для резки отрезных кругов с разной зернистостью нужно изменять и подачу инструмента (то есть давление, оказываемое человеком на инструмент при работе): при уменьшении зернистости — снижать и подачу, при увеличении — повышать
- Резку металлической детали нужно осуществлять со скоростью порядка 20-80 см/мин. Конечно, точно соблюдать это требование в домашних условиях сложно, но хотя бы примерно — обязательно. При слишком малом или слишком большом перемещении «болгарки» возрастает выделение тепла при резке, что ускоряет износ круга и может также привести к его заклиниванию
- В случае появления интенсивного искрения и чрезмерного нагрева круга работу нужно прекратить (приподнять «болгарку») на 10-15 с
После этого работу можно продолжить, но прилагая меньше усилий.

Безопасность работы
Резка материалов при помощи абразивного отрезного круга и «болгарки» — дело эффективное, быстрое, но и весьма опасное. Поэтому очень важно не забывать о мерах предосторожности. Прежде всего, они касаются самого инструмента. Еще при покупке «болгарки» нужно проверить наличие защитного кожуха, качество выполнения и прилегания всех деталей, особенно пластиковых, отсутствие трещин, вмятин и т. д.

В процессе самой работы очень желательно надевать очки. Причем не стеклянные, а из толстого пластика. Еще лучше, если они будут с резиновым уплотнением по периметру. Все это обеспечит надежную защиту глаз. Также надо использовать плотные строительные перчатки. Полезны спецовка и закрытая высокая обувь. В целом, все сводится к необходимости максимальной защиты человека от попадания искр.
Кроме того, нужно позаботиться о том, чтобы место работы было сухим и хорошо освещенным. Само собой, нельзя работать под дождем. Желательно использовать хороший верстак или тиски, закрепленные на надежном столе. Чтобы деталь во время резки не вибрировала, стол или верстак должны стоять на твердой и ровной поверхности. Подавать инструмент следует сверху вниз, с усилием, но без рывков.
Наконец, важно регулярно проверять состояние отрезных кругов. Большая изношенность приводит к необходимости увеличения мощности при работе «болгарки» и снижает ее ресурс.
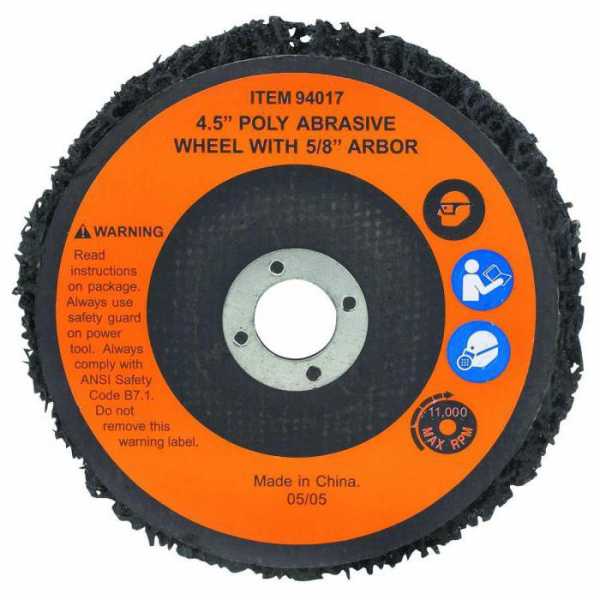
Шлифование
Абразивные круги используют не только для резки, но и для шлифования материалов. Правда, для этого следует покупать специальные зачистные круги. Обычно они рассчитаны на работу с предельной скоростью вращения до 10 000-11 000об./мин. Но снижение этого числа до 2500-3000 об./ мин позволяет получить более универсальный инструмент, с помощью которого можно шлифовать не только металл, но и дерево, каменные и бетонные материалы, окрашенные поверхности и т.д. Рекомендую также при приобретении «болгарки» выбирать модели с мощностью порядка 1400-1500 Вт. Использование менее мощных инструментов может приводить к их перегрузке и преждевременному выходу из строя, а применение более сильных малоэффективно в домашних условиях.
Внимание при покупке дисков для болгарки
Подходящий по всем параметрам круг нужно тщательно осмотреть. При наличии видимых следов повреждений и сколов покупать его, конечно, не следует.
Дома, перед тем как использовать купленный отрезной круг в полную силу, его надо прокрутить на холостом ходу «болгарки» порядка 5 минут. Кожух с инструмента при этом снимать не нужно и нужно держать УШМ рукояткой к себе. Все это требуется для проверки круга на предмет наличия микроскопических трещин и сколов, которые могут образоваться при транспортировке. При работе на полном ходу такие повреждения способны привести к разрыву круга и разлету осколков.
mainstro.ru
Виды дисков для болгарки, абразивные шлифовальные и отрезные круги по металлу
Углошлифовальные машины (УШМ) широко используются не только в промышленности, но и в быту. На современном строительном рынке представлены самые различные виды дисков для болгарки.
Настоящему профессионалу необходимо разбираться в них очень хорошо. Это позволит правильно подобрать нужный вид круга в зависимости от обрабатываемого материала.
Основные виды абразивных кругов для болгарки
Согласно популярной классификации, основанной на различии материала и конструкции, диски для болгарки делят на:
- Абразивные круги. Практика показывает, что они хорошо зарекомендовали себя при обработке самых различных поверхностей. В свою очередь, такие диски бывают отрезными и шлифовальными.
- Круги для резки по дереву. Использовать их в быту без достаточного опыта работы специалисты не рекомендуют. Такой диск может легко застрять в деревянном массиве, вызвав серьезные травмы.
- Алмазные диски. Их выбор в строительной индустрии сейчас достаточно велик. Круги используются для работы практически с любыми материалами: бетоном, камнем, кирпичом и т. д. Они бывают сплошными и сегментированными (последние снабжены продольными пропилами). Они отличаются большей производительностью благодаря эффективному отхождению обрезков материала при распиле. Также они хорошо охлаждаются, поэтому с ними можно долго работать непрерывно.
Какие отрезные и шлифовальные круги лучше?
Сегодня в продаже представлены самые различные типы дисков для УШМ. Растеряться в таком многообразии довольно просто. Разобраться, какие отрезные круги для болгарки лучше, поможет знание определенных тонкостей. К ним относятся:
- выбор круга, предназначенного именно для конкретного материала;
- максимально допустимая частота оборотов диска, от которой зависит его режим работы;
- соответствие размеров круга, которые указывают производители, предельному диаметру вала УШМ.
Категорически нельзя ставить круг диаметром 230 мм на болгарку, рассчитанную на диски 125 мм. Это приводит к значительному увеличению линейной скорости движения кромки углошлифовальной машины. В худшем случае на высоких скоростях круг просто разлетится, что создает травмоопасную ситуацию. Также он рассчитан на большую мощность электроинструмента, чем маленькие болгарки. Кроме того, установка большего, чем нужно, диска потребует снятия защитного кожуха.
Если вы подыскиваете круг на большую болгарку или маленькую УШМ, определить нужный размер не составит труда. Все диски, независимо от типа, имеют стандартный диаметр: 230, 180, 150, 125 и 115 мм. При этом посадочный размер, соответствующий диаметру вала болгарки, остается одинаковым. Его значение равно 22,2 мм.
Также важный показатель – максимальная скорость вращения. Ее нормативные значения обычно составляют 6600, 8500, 10200, 12200, 13300 оборотов в минуту. Превышать это значение скорости нельзя, иначе произойдет разрыв круга.
Что предлагает стандартный завод по выпуску абразивных кругов?
Виды абразивных кругов отличаются друг от друга по основным параметрам: толщине и структуре. Толщина отрезных дисков часто не превышает 3 мм. В то же время шлифовальные модели значительно массивнее. Поскольку обработка такими кругами длится дольше и происходит интенсивнее, их армируют в 3 слоя. Отрезные диски являются преимущественно двухслойными.
Для простых операций используются обычные абразивные диски плоской формы. При шлифовке труднодоступных мест пригодятся круги в форме тарелки со скрытой фиксирующей гайкой.
Чтобы определить, подходит ли круг, следует обратить внимание на его маркировку. Впереди могут стоять буквенные обозначения А, AS или С. Так завод абразивных кругов обозначает соответственно корунд, электрокорунд или карбид кремния. Маркировка отрезных кругов С – самые прочные и используются для работ по камню или граниту.
За буквенным обозначением следует основной параметр, которым характеризуется структура шлифовального круга. Это размер зерна, от величины которого зависит скорость обработки материала. Чем он больше, тем быстрее обрабатывается заготовка. Однако при работе с крупнозернистыми кругами качество реза, полировки или шлифовки ухудшается.
Последняя буква в обозначении диска обозначает твердость связки основы круга. Чем она ближе к началу латинского алфавита, тем больше степень мягкости связки. Для мягких материалов желательно использовать мягкие связки.
Кроме этого, компании-производители используют и цветовые обозначения для различия дисков. Синий цвет диска говорит о том, что его используют для работ по металлу. Зеленый диск разработан для резки или шлифования камня. Круги также различаются материалом внутреннего посадочного кольца. У отрезных изделий оно изготовлено из более твердого материала, чем у шлифовальных или полировочных дисков.
В особую категорию абразивных кругов выделяются заточные диски. Они используются для грубой обработки металлов: зачистки швов после сварки и заточки режущего инструмента. По сути это мини-отрезной диск, устанавливающийся на маленькую углошлифовальную машину. Его толщина не должна быть менее 5 мм, а на внутренней части делается углубление. Это позволяет выполнять заточку с помощью внутренней части круга.
Виды дисков по дереву для болгарки: основные особенности
По большому счету такой круг абсолютно аналогичен полотну циркулярной пилы. Они бывают различных диаметров и геометрической формы. Размер зубьев также варьируется у разных моделей. Наиболее безопасны диски, кромка которых включает цепь от бензопилы. Если зубья такого круга заклинивает, он продолжает вращаться на холостом ходу. Это сводит к минимуму риск травмы.
Модели с зубьями, скошенными под разным углом, универсальны. Их можно использовать для обработки любого древесного массива. Прямые зубья эффективно справляются с обработкой мягкой древесины и древесины хвойных пород. Трапециевидные зубья позволяют легко резать дерево средней плотности.
Большинство кругов по дереву снабжено выемками скругленной формы, направленными к валу. Их глубина составляет примерно 20 мм, а в некоторых случаях их заполняют медью. Стандартная толщина данных дисков равна 2 мм.
При работе с диском по дереву рекомендуется обязательно оснастить болгарку упорной ручкой и защитным кожухом. Все работы следует проводить в защитной одежде и специальных очках. Последние предотвращают повреждение глаз деревянной стружкой.
Распространенные виды алмазных дисков для болгарки
Это одни из самых распространенных сменных элементов для углошлифовальных машин. Заметная цветовая маркировка позволяет легко подобрать необходимый круг. Зеленый диск предназначен для гранита, желтый – для кафеля и гипса, а синий – для мрамора и бетона. Оранжевые круги применяются для штукатурки и кирпича, а серые – для керамической плитки и черепицы.
Основа алмазных дисков выполнена из железа, на которое нанесено алмазное покрытие. Диск для сухой резки по-другому еще называется сегментированным. Это объясняется тем, что их кромка выглядит «рваной» благодаря прорезям. Сегменты располагаются на равном состоянии друг от друга, что гарантирует отличное охлаждение диска. Таким диском рекомендуется пилить непрерывно не более 2 минут во избежание разрушения.
Круги для влажной резки прекрасно справляются с нарезанием керамогранита или керамической плитки. При эксплуатации их преимущественно устанавливают на специальных электростанках с непрерывной подачей воды. Существуют и комбинированные круги для сухой и влажной резки – так называемые «турбо». Они полностью универсальны и прекрасно справляются с обработкой камня, кирпича, бетона, плитки. Такие круги отлично охлаждаются за счет волнообразной формы диска.
Особый вариант алмазного диска – обдирочный круг. Он предназначен для удаления верхнего слоя с каменных и бетонных, но не металлических поверхностей.
Также алмазные круги делятся на профессиональные и бытовые. Важно правильно работать с ними: не пилить металл и не оставлять включенными непрерывно надолго. Если диск перестает резать, алмазы «вскрывают», сделав несколько резов по кирпичу.
Профессионалы по достоинству оценят диски от украинского производителя – ООО «ТПК«УКРАБРАЗИВ». Они прекрасно подходят для резки и шлифования металла, высоколегированных сталей, камня, дерева.
Ассортимент абразивних кругов, выпускаемый заводом:
Линейка дисков STANDART – ТМ «SPRUT-A»:
- – диски отрезные по металлу;
- – диски отрезные по стали, нержавеющей стали;
- – диски отрезные по камню:
- – круги шлифовальные лепестковые для работы по металлу, дереву, пластику;
- – круги шлифовальные лепестковые для работы по стали, нержавеющей стали.
Линейка дисков PROFESSIONAL – ТМ «ТИТАН АБРАЗИВ»:
- – диски отрезные по металлу;
- – диски отрезные по стали, нержавеющей стали;
- – диски отрезные по камню:
- – круги шлифовальные лепестковые для работы по металлу, дереву, пластику;
- – круги шлифовальные лепестковые для работы по стали, нержавеющей стали;
- – круги шлифовальные лепестковые для работы по металлу, дереву PREMIUM.
ukrabraziv.com.ua
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.
Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.

Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.

Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.

Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго – 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.

На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.

Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
fb.ru
Состав абразивных кругов – Нововодолажский абразивный завод

Абразивные материалы для применения в промышленности должны быть закреплены или конструктивно выполнены в виде различных инструментов и составов, в том числе в виде абразивных отрезных и шлифовальных кругов.
Круг отрезной по металлу выполнен из электрокорунда* нормального на бакелитовой связке, которая придает отрезному диску прочность и препятствует разлету осколков при заклинивании диска или его повреждении.
Круг отрезной по металлу нержавеющий отличается от обычного круга отрезного по металлу своим составом, из сплава исключается железо, сера и хлор. Данный вид отрезных дисков позволяет исключить загрязнение разрезаемого материала во время обработки. Круги отрезные различаются по внешнему диаметру, толщине полотна и диаметру посадочного отверстия. Диаметр отрезного круга влияет на глубину реза, толщина полотна подбирается в зависимости от толщины разрезаемого металла, Фиксируются отрезные круги на отрезной машине специальной гайкой и посадочным отверстием, которое опрессовано металлической рубашкой – опять же для повышения прочности диска.
Круг отрезной по камню выполнен из черного карбида кремния** на бакелитовой связке. Сплав, применяемый при изготовлении отрезного круга по камню, придает кругу высокую твердость и прочность при резке бетонных конструкций, огнеупорного кирпича, естественного и искусственного камня.
Круг шлифовальный состоит из электрокорунда нормального на бакелитовой связке. Максимальная скорость вращения кругов данного типа 80 м/с. Диск зачистной (шлифовальный) используется при зачистке и обдирке изделий из различных видов стали. Предотвращает загрязнение рабочих поверхностей изделий и микрорастрескивание.
Бакелитовая связка – состоит из бакелита – искусственной смолы, приготовленной из карболовой кислоты и формалина. Круги на этой связке прочны, эластичны, допускают большие окружные скорости вращения, но разрушаются от действия щелочной охлаждающей жидкости. Во избежание этого рекомендуется пропитывать круг парафином. К недостаткам бакелитовой связки относится и то, что она теряет прочность при нагреве выше 180 С. Для уменьшения шероховатости обработанной поверхности абразивный инструмент на бакелитовой связке делают иногда с графитовым наполнителем.
Бакелитовая связка вызывает меньшее нагревание деталей, обеспечивает получение высоких классов чистоты поверхности, обладает более высокой прочностью по сравнению с керамической и свойством увеличивать размер под действием постоянной нагрузки.
* Оксид алюминия или электрокорунд (Al2O3) – это кристаллический оксид алюминия, получаемый из бокситовых глин, содержащих около 60% оксида алюминия. А электрокорундом его назвали в связи с технологией его производства в электродуговых печах.
Оксид алюминия или электрокорунд (Al2O3) – это кристаллический оксид алюминия, получаемый из бокситовых глин, содержащих около 60% оксида алюминия. А электрокорундом его назвали в связи с технологией его производства в электродуговых печах.
Процент чистоты оксида алюминия (94-99%) и степень его твёрдости относит его к одной из разновидностей зерна, из которого изготовят шлифовальные или отрезные круги или другие абразивные инструменты для обработки древесины или металлов.
** Карбид кремния (SiC) – это результат синтеза нефтепродуктов с природным кварцевым песком в электропечах с нагревом до температуры более чем 2000 С. При таких условиях смесь кристаллизуется с образованием карбида кремния. Карбид кремния имеет твёрдые зёрна с упорядоченной кристаллической структурой, имеющей особо высокую режущую способность, позволяющую эффективно обрабатывать лаки и краски, шпаклёвки, керамику и камень, чугун и титан, а также резину и различные полимеры.
novoabrasive.com