Круг для заточки – Выбор алмазного круга для заточки режущего инструмента: правила выбора, нюансы правки и заточки
alexxlab | 28.08.2020 | 0 | Вопросы и ответы
виды чашек (тарелок), выбор инструмента
Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.

Типы алмазных дисков для заточки
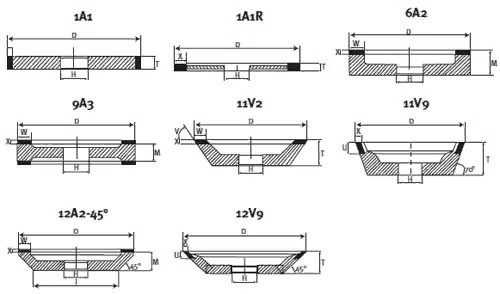
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Кроме всего перечисленного, выбирая алмазный диск для конкретного шлифовального станка, нужно учитывать диаметр посадочного места, ширину рабочей поверхности абразива, материал основы инструмента.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Виды зернистости в зависимости от вида обработки
Под зернистостью понимают размер основной массы зерен среди общего количества алмазных частиц в абразиве. Размер зерна обычно определяется тремя параметрами: высотой, шириной и толщиной, но на практике за основу берут ширину. Чистота обработки поверхности материала зависит от степени зернистости круга для заточки. Также этот параметр влияет на оперативность проведения работ, количество металла, который можно удалить за один проход инструмента по заготовке и изнашиваемость рабочей области алмазного диска для заточки.
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
Наиболее правильный подход к обработке и заточке инструмента лежит в последовательном применении алмазных кругов, начиная с более грубых и заканчивая финишными. Применение только последних может привести к пригоранию обрабатываемой поверхности, засаливанию и быстрому выходу из строя заточного круга.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Особенности кругов на органических связках
Все органические связки не могут обходиться без наполнителя. Они обладают слабыми показателями твердости, устойчивости к повышенным температурным режимам и плохо проводят тепло, но зато отличаются хорошей производительностью и высокой скоростью проведения операций заточки инструмента.
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.

Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Следует сказать о концентрации алмазной составляющей, которая имеет влияние на режим заточки. При стопроцентном показателе круги имеют высокую производительность и способны выдерживать жесткие режимы обработки, не подвергаясь при этом деформации. При 50%-м показателе диски применяют чаще всего для любых видов работ. При 20%-м показателе – доводочные круги для ручной подачи инструмента.
На что стоит обратить внимание при выборе алмазного диска
От правильного выбора алмазного диска напрямую зависит удобство и быстрота работы на заточном станке. В некоторых случаях неправильный выбор может послужить причиной деформации диска или порчи резца. Вот что нужно проанализировать, прежде чем выбрать конкретный диск:
- марку металла, который будет подвержен заточке или тип твердого сплава;
- обороты и мощность заточного станка;
- форму обрабатываемой поверхности;
- степень допустимой шероховатости.
Приобретаемый алмазный диск должен строго соответствовать всем этим параметрам.
Если вы профессионал, работающий с токарным оборудованием, или человек, имеющий опыт применения алмазных заточных кругов, поучаствуйте в обсуждении темы в комментариях. Знания специалиста всегда в цене!
wikimetall.ru
Алмазный Круг Для Заточки Дисковых Пил • AURAMM.RU
Заточка дисковых пил
Материал и свойства твердосплавных зубьев
В российских пилах в качестве материала для режущих пластинок употребляются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра значит процентное содержание кобальта). Алмазный круг для шлифовальный круг для заточки пил круг для заточки дисковых пил. У ВК6 твердость 88,5 HRA, у ВК15. 86 HRA. Зарубежные производители используют свои сплавы. Твердые сплавы ВК состоят в главном из карбида вольфрама сцементированного кобальтом. Свойства сплава зависят не только лишь от его хим состава, да и размера зерна карбидной фазы. Продаємо алмазный круг для заточки дисковых пил. 600т от производителя. Для заточки дисковых пил диаметром до 700 мм. Чем меньше зерно, тем выше твердость и крепкость сплава.
Укрепляют твердосплавные пластинки к диску высокотемпературной пайкой. В качестве материала для пайки, в наилучшем случае, употребляются серебряные припои (ПСр-40, ПСр-45), в худшем случае. медно-цинковые припои (Л-63, МНМЦ-68-4-2).
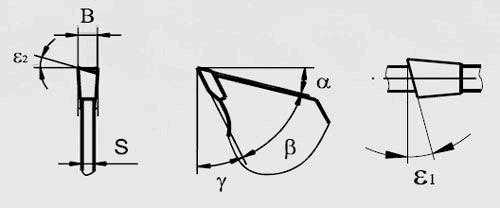
Геометрия твердосплавных зубьев
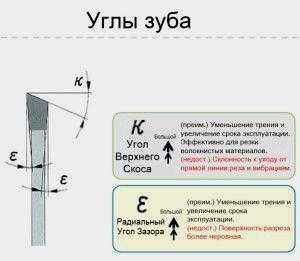
По форме различают последующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс). как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. 600а для заточки в автоматическом режиме без участия оператора. Купить заточные станки для дисковых пил по низким. Для пил и дисковых фрез. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Зубья могут иметь наклон не только задней, но и передней плоскости.
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним. чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Углы заточки зубьев
Значения углов заточки определяются назначением пилы. т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла. обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Станки предназначены для заточки дисковых пил с твердосплавными пластинами по передней и задней поверхностям, а также угла косой заточки по передней. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Основные принципы заточки
Читайте так же
При распиловке массивных заготовок, быстрому износу подвергаются и боковые грани.
Не следует допускать чрезмерного затупления пилы. Радиус скругления режущей кромки не должен превышать 0,1-0,2 мм. Помимо того, что при работе сильно затупленной пилой резко падает производительность, на ее заточку уходит в несколько раз больше времени, чем на заточку пилы с нормальным затуплением. Степень затупления можно определить как по самим зубьям, так и по виду пропила, который они оставляют.
Правильная заточка дисковых пил заключается в том, чтобы одновременно с обеспечением должной остроты режущей кромки, обеспечить максимальное количество заточек, которое в оптимальном случае может достигать 25-30 раз. Станки для заточки дисковых пил комплектуются кругами, отличающимися между собой: толщиной, наружным диаметром, крепежным отверстием. С этой целью твердосплавный зуб рекомендуется затачивать по передней и задней плоскостям. В сущности, зубья можно затачивать и по одной
Последний проход при заточке пильных дисков рекомендуется делать по задней плоскости зуба. Стандартная величина съема металла. 0,05-0,15 мм.
Перед заточкой необходимо очистить пилу от загрязнений, например смолы, и проверить значения углов заточки. На некоторых пилах они написаны на диске.
Оборудование и материалы для заточки пильных дисков
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Обзор алмазных кругов (диски и чашки) для заточки инструмента
В данном видео показан краткий обзор алмазных дисков и чашек используемых для обработки твердых сплавов
Главные критерии при выборе алмазной тарелки.
Главные критерии при выборе алмазной тарелки для заточки дисковых твердосплавных пил.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании. низкоконцентрированными эмульсиями.
Однако при заточке пильных дисков в домашних условиях с малой интенсивностью заточных работ, к охлаждению круга прибегают не так уж и часто,. не желая тратить на это время.
Для увеличения производительности заточки абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемую чистоту поверхности затачиваемого зуба.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Станок для заточки дисковых пил своими руками соорудить нетрудно – он является отличной альтернативой фабричным устройствам, стоящим очень дорого, служить агрегат будет долгие годы. Например, в случае использования алмазных кругов, для черновой заточки могут использоваться круги с размером зерна 160/125 или 125/100, для чистовой. 63/50 или 50/40. Круги с размером зерна от 40/28 до 14/10 используются для удаления зазубрин.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Цена на заточной станок для дисковых пил. Пн для заточки дисковых пил по боковым. Круг для заточки в украине. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
При использовании станков для заточки дисковых пил, изменение относительного положения пилы и заточного круга может быть реализовано разными способами. перемещением одной пилы (двигатель с кругом неподвижен), одновременным перемещением пилы и двигателя, перемещением только двигателя с кругом (пильный диск неподвижен).
Выпускается большое количество заточных станков различной функциональности. Наиболее сложные и дорогие программируемые комплексы способны обеспечить полностью автоматический режим заточки, при котором все операции выполняются без участия рабочего.
В наиболее простых и дешевых моделях после установки и закрепления пилы в положении, обеспечивающем необходимый угол заточки, все дальнейшие операции. поворот пилы вокруг своей оси (проворот на зуб), подача на шлифовку (введение в контакт с кругом) и контроль толщины снимаемого с зуба металла. производятся рабочим вручную. Такие простые модели целесообразно использовать в домашних условиях, когда заточка дисковых пил носит эпизодический характер.
Примером простейшего станка для заточки дисковых пил может служить система, фотография которой представлена на фото ниже. Она состоит из двух основных узлов. двигателя с кругом (1) и суппорта (2), на котором устанавливается затачиваемая пила. Механизм поворота (3) служит для изменения угла наклона полотна (при заточке зубьев со скошенной передней плоскостью). С помощью винта (4) пила смещается вдоль оси абразивного круга. Этим обеспечивается установка необходимого значения переднего угла заточки. Винт (5) служит для установки в нужное положение ограничителя, препятствующего чрезмерному вхождению круга в межзубовую впадину.
Процесс заточки пильных дисков
Читайте так же
Пила устанавливается на оправку, зажимается с помощью конусной (центрирующей) втулки и гайки, затем выставляется в строго горизонтальном положении посредством механизма (3). Тем самым обеспечивается угол скоса передней плоскости (ε1) равный 0°. У станков для заточки дисков, не имеющих в механизме наклона встроенной угловой шкалы, это делается с помощью обычного маятникового угломера. В этом случае следует проверить горизонтальность станка.
Вращением винта (4) механизма, обеспечивающего горизонтальное перемещение оправки с кругом, устанавливается необходимый передний угол заточки. Другими словами, пила передвигается в положение, при котором передняя плоскость зуба плотно прилегает к рабочей поверхности круга.
Маркером делается отметка зуба, с которого начинается заточка.
Включается двигатель и производится заточка передней плоскости. вводом зуба в соприкосновение с кругом и несколькими движениями пилы взад-вперед с одновременным прижимом зуба к кругу. Заточное устройство для ленточных пил азу-05. Заточное устройство азу-05 предназначено для автоматической заточки ленточных пил. Толщина снимаемого металла регулируется количеством затачивающих движений и усилием прижатия зуба к абразивному кругу. После заточки одного зуба пила выводится из контакта с кругом, проворачивается на один зуб и операция заточки повторяется. И так до тех пор, пока отметка маркера не сделает полный круг, свидетельствуя о том, что все зубья заточены.
Заточка зуба, скошенного по передней плоскости. Самодельный станок для заточки дисковых пил. Отличие заточки скошенного зуба от заточки прямого состоит в том, что пилу необходимо устанавливать не горизонтально, а с наклоном. с углом, соответствующим углу скоса передней плоскости.
Угол наклон пилы устанавливается с помощью того же маятникового угломера. Сначала выставляется положительный угол (в данном случае 8°).
После чего производится заточка каждого второго зуба.
После заточки половины зубьев угол наклона полотна пилы меняется с 8° на.8°.
И снова затачивается каждый второй зуб.
Заточка по задней плоскости. Набор упорных штифтов для заточки дисковых пил; сверл по дереву. Чтобы заточить зуб по задней плоскости необходимо, чтобы станок для заточки пильных дисков позволял устанавливать пилу таким образом, при котором задняя плоскость зуба будет находиться в одной плоскости с рабочей поверхностью абразивного круга.
Если нет станка для заточки пильных дисков
Точно выдерживать необходимые углы заточки, держа пилу в руках на весу. задача непосильная даже для человека с уникальным глазомером и завидной твердостью рук. Самое разумное в этом случае. изготовить простейшие приспособление для заточки, дающее возможность фиксировать пилу в определенном положении по отношению к кругу.
Наиболее простым из таких приспособлений для заточки дисковых пил является подставка, поверхность которой находится на одном уровне с осью заточного круга. Положив на нее пильный диск, можно обеспечить перпендикулярность передней и задней плоскостей зуба по отношению к полотну пилы. А если верхнюю поверхность подставки выполнить подвижной,. закрепив одну сторону шарнирно, а другую,. оперев на пару болтов, которые могут вворачиваться и выворачиваться. то её можно будет устанавливать под любым наклоном, получая возможность затачивать косой зуб по передней и задней плоскостям.
Правда, в этом случае остается нерешенной одна из основных проблем. выдержка одинакового переднего и заднего углов заточки. Решить эту задачу можно, зафиксировав центр пилы относительно абразивного круга в нужном положении. Один из способов реализации этого. сделать на поверхности подставки паз для оправки, на которую устанавливается пила. Двигая оправку с кругом по пазу, можно будет выдерживать необходимый передний угол заточки зуба. Но для заточки дисковых пил с разным диаметром или углом заточки, должна быть возможность либо передвигать двигатель, либо подставку и с ней паз. Но особое место в этой семействе занимает алмазный круг для для заточки дисковых пил. Другой способ обеспечить требуемый угол заточки более простой, и заключается в установке на столике упоров фиксирующих диск в нужном положении. Алмазный инструмент круги для заточки пил . Дисковых пил из инструментальных сталей. В конце статьи есть видео с демонстрацией такого приспособления.
Контроль качества заточки
ГОСТ 9769-79 устанавливает определенные значения допусков на параметры заточки. Торцевое биение вершин зубьев не должно превышать 0,2 мм (для пил диаметром до 400 мм), радиальное. 0,15 мм. Биение проверяется с помощью обычного стрелочного индикатора.
Отклонения углов заточки не должно превышать:
- для переднего угла. ±1°30′;
- для заднего угла и углов скоса передней и задней плоскостей. ±2°;
Читайте так же
auramm.ru
как выбрать токарный инструмент для заточки; правка, отзывы
 Асфальт, бетон и камень — всё это материалы, которые обладают высокой степенью твердости. Поэтому для их обработки необходимо специализированное оборудование. Наиболее эффективно справиться с этой задачей сможет алмазный отрезной круг, который выглядит даже предпочтительнее на фоне абразивного. Ведь он не только поддерживает изначально заданную глубину резки, но и обладает оптимальным диаметром и скоростью вращения для быстрого и аккуратного разрезания этих материалов. Именно благодаря этим достоинствам алмазные диски и получили широкое применение на производствах, где приходится обрабатывать большой объем изделий.
Асфальт, бетон и камень — всё это материалы, которые обладают высокой степенью твердости. Поэтому для их обработки необходимо специализированное оборудование. Наиболее эффективно справиться с этой задачей сможет алмазный отрезной круг, который выглядит даже предпочтительнее на фоне абразивного. Ведь он не только поддерживает изначально заданную глубину резки, но и обладает оптимальным диаметром и скоростью вращения для быстрого и аккуратного разрезания этих материалов. Именно благодаря этим достоинствам алмазные диски и получили широкое применение на производствах, где приходится обрабатывать большой объем изделий.
Изготовление алмазных кругов
 Для получения расходного материала, обладающего необходимыми характеристиками, необходимо в точности соблюсти технологию изготовления этого инструмента. В соответствии с ней в качестве основного сырья для этого инструмента используют частицы искусственных материалов, которые закладываются в специальные формы вместе со связующим веществом для последующего их прессования на специальном оборудовании.
Для получения расходного материала, обладающего необходимыми характеристиками, необходимо в точности соблюсти технологию изготовления этого инструмента. В соответствии с ней в качестве основного сырья для этого инструмента используют частицы искусственных материалов, которые закладываются в специальные формы вместе со связующим веществом для последующего их прессования на специальном оборудовании.
Для резки материалов высокой степени плотности могут применяться алмазные круги разных марок. Для выбора наиболее подходящего расходного материала необходимо учитывать размер алмазных частиц, с использованием которых они были изготовлены, а также тип связующего вещества, качество и уровень содержания искусственных алмазов.
В процессе производства алмазных дисков для обработки твердых материалов готовые сегменты насаживают на металлический корпус. Это можно сделать несколькими способами:
- лазерная сварка;
- серебряная пайка.
 Первый способ получил распространение при изготовлении инструментов для сухой резки, а второй — для мокрой. Поскольку температура плавления серебра составляет приблизительно 700 градусов, этот способ монтажа готовых сегментов используют преимущественно при изготовлении высококачественных кругов для заточки. На этом этапе получают алмазный диск достаточно хорошего качества, который пока еще не готов к использованию из-за отсутствия у него режущих способностей.
Первый способ получил распространение при изготовлении инструментов для сухой резки, а второй — для мокрой. Поскольку температура плавления серебра составляет приблизительно 700 градусов, этот способ монтажа готовых сегментов используют преимущественно при изготовлении высококачественных кругов для заточки. На этом этапе получают алмазный диск достаточно хорошего качества, который пока еще не готов к использованию из-за отсутствия у него режущих способностей.
Алмазный круг для заточки токарных резцов считается готовым для выполнения своей основной задачи, то есть заточки, лишь тогда, когда у него будут сточены его сегменты. Эта операция выполняется при помощи керамического точила, а о готовности круга к эксплуатации можно говорить, лишь когда в процессе заточки начнут просматриваться фрагменты алмазов. По этому признаку и определяют, что отрезной круг приобрёл режущие свойства.
При выборе этого точильного материала в магазине необходимо внимательным образом рассмотреть его поверхность — круг должен иметь специальную стрелку, наносимую производителем, которая помогает определить правильное направление вращения. Эта информация понадобится, когда настанет время устанавливать диск на валу резочного станка.
Правильный выбор
Чтобы правильно подобрать расходный материал для заточки, необходимо при изучении различных изделий учитывать ряд следующих параметров:
 Тип машины для резки и обрабатываемого материала. Если планируется выполнять рез большой глубины, то выбранный диск должен иметь соответствующий размер. Эффективная работа инструмента возможна только при условии, что рабочий диск будет подходить по размеру резочному оборудованию.
Тип машины для резки и обрабатываемого материала. Если планируется выполнять рез большой глубины, то выбранный диск должен иметь соответствующий размер. Эффективная работа инструмента возможна только при условии, что рабочий диск будет подходить по размеру резочному оборудованию.- Форма зубьев отрезного круга. Этот параметр зависит от типа обрабатываемого материала. Учитывать его в процессе выбора алмазного диска важно, потому что от этого зависит скорость и чистота обработки. Однако иногда попадаются материалы с мягкой структурой, которые легко можно разрезать и алмазными дисками без зубьев. Благодаря использованию такого материала можно избежать их повреждения.
Также существуют и другие параметры, которые нужно учитывать при выборе алмазного шлифовального круга для заточки:
 Возможности и технические параметры отрезного круга.
Возможности и технические параметры отрезного круга.- После приобретения точильного материала, удовлетворяющего необходимым требованиям, нужно правильно закрепить его на валу резочного станка.
- Необходимо позаботиться о том, чтобы после включения вал станка и диск имели одинаковое направление вращения. Понять, как правильно установить круг алмазный для заточки инструмента, можно по расположенной на корпусе стрелке, которую наносят многие производители на свои изделия.
Другие критерии выбора
 Иногда в магазине попадаются такие точильные камни, у которых может отсутствовать стрелка на корпусе. Если вас заинтересовал именно такой алмазный диск, но вы не знаете, стоит ли его приобретать, советуем обратиться к документации. Имейте в виду, что скорость вращения у алмазного заточного круга должна быть такой же, как и у резочного станка. Это очень важный момент, учитывая, что точильные материалы от разных производителей часто имеют разные показатели скорости вращения. Чтобы выяснить это, советуем обратиться к документации, с которой поставляется режущий инструмент.
Иногда в магазине попадаются такие точильные камни, у которых может отсутствовать стрелка на корпусе. Если вас заинтересовал именно такой алмазный диск, но вы не знаете, стоит ли его приобретать, советуем обратиться к документации. Имейте в виду, что скорость вращения у алмазного заточного круга должна быть такой же, как и у резочного станка. Это очень важный момент, учитывая, что точильные материалы от разных производителей часто имеют разные показатели скорости вращения. Чтобы выяснить это, советуем обратиться к документации, с которой поставляется режущий инструмент.
Обращаем особое внимание на то, что установка, как и эксплуатация круга алмазного для резцов должна осуществляться при строгом соблюдении указаний производителя. В противном случае это не только отрицательно скажется на эффективности обработки, но и может привести к повреждению резцов. Поэтому советуем не торопиться с выбором алмазного диска. Прежде следует узнать технические характеристики станка, на котором вы собираетесь его использовать.
Методы правки
Алмазные круги являются одним из самых оптимальных способов обработки изделий из высокопрочных материалов, так как обеспечивают высокую эффективность выполнения этой операции. Но не нужно забывать, что это расходный материал, который со временем будет изнашиваться, а это обязательно отрицательным образом повлияет на режущие свойства алмазных зерен. Существует несколько способов, с помощью которых можно вернуть этим точильным камням прежние режущие свойства. Каждый из них имеет свои особенности, которые необходимо учитывать перед выбором наиболее подходящего.
Электролитический метод
 Если вы заметили, что у вашего диска ухудшились режущие характеристики, то советуем начать восстанавливать их именно с электролитической правки. Суть этого метода сводится к тому, что зазор, созданный кругом и электродом, заполняют электролитом. Окисление связки является обязательным требованием для правильного выполнения правки круга для заточки. Это позволит получить изолирующий слой, который уменьшит электрическую проводимость круга и позволит влиять на расход количества зерен.
Если вы заметили, что у вашего диска ухудшились режущие характеристики, то советуем начать восстанавливать их именно с электролитической правки. Суть этого метода сводится к тому, что зазор, созданный кругом и электродом, заполняют электролитом. Окисление связки является обязательным требованием для правильного выполнения правки круга для заточки. Это позволит получить изолирующий слой, который уменьшит электрическую проводимость круга и позволит влиять на расход количества зерен.
Благодаря изолирующему слою вы сможете производить полировку обрабатываемой поверхности. Но этот слой также недолговечен и со временем будет изнашиваться. Как только вы заметите это, необходимо вышеописанный цикл правки провести заново.
Электрохимическая правка
Этот способ правки круга для заточки мало чем отличается от электролитического. Для этого не придется создавать изолирующий слой. Рабочую поверхность диска очищают от оксидов при помощи электролита. Благодаря этому способу правки создаются условия для непрерывного удаления абразивных зерен. Примечательно, что у покидающих круг зерен размер может составлять около 110% от среднего диаметра.
Восстановление режущих характеристик круга с помощью этого метода осуществляется при помощи обычного шлифовального станка. Суть процедуры заключается в помещении медного электрода к шлифовальному кругу. Создаваемый кругом и электродом зазор в дальнейшем используется для подачи электролита.
Чтобы подобрать подходящий тип алмазного диска, нужно обращать внимание на такую характеристику, как размер его внутреннего отверстия, который не должен отличаться от диаметра резочного станка. Выполнить качественную обработку твёрдых материалов с помощью алмазного круга можно только в том случае, если между внутренним отверстием и валом диска будут отсутствовать зазоры.
Отзывы о дисках Jet
 Расходный материал, производимый американской компанией Jet, заслужил высоких оценок со стороны не только рядовых пользователей, но и профессионалов. Потребителям нравится в этих изделиях их универсальность и превосходные показатели заточки. Компания может предложить полный набор алмазных дисков, которые можно использовать для любых абразивных операций, в том числе и с профессиональным режущим инструментом.
Расходный материал, производимый американской компанией Jet, заслужил высоких оценок со стороны не только рядовых пользователей, но и профессионалов. Потребителям нравится в этих изделиях их универсальность и превосходные показатели заточки. Компания может предложить полный набор алмазных дисков, которые можно использовать для любых абразивных операций, в том числе и с профессиональным режущим инструментом.
Важным достоинством точильных изделий Jet является то, что их можно использовать для правки других абразивных дисков. Но имеет эта продукция и ряд недостатков — помимо высокой цены нужно с особой тщательностью подбирать диски по типоразмеру, поскольку приводимые в маркировке данные не всегда соответствуют реальным показателям.
Круги Oregon
Основным направлением деятельности компании является изготовление точильных дисков для профессионалов. Поэтому вполне логично, что основу ассортимента этого производителя составляют материалы для заточки, отличающиеся высоким качеством исполнения и производительностью. Многие пользователи указывают в своих отзывах, что продукция, выпускаемая под маркой Oregon, является довольно надежной. Есть владельцы, которые пользуются в режиме активной эксплуатации такими дисками на протяжении нескольких лет. Хотя время от времени алмазные круги Oregon и приходится править, однако это не такая сложная и дорогостоящая операция с учетом демонстрируемого этими дисками срока службы.
Продукция Калибр
 Представлена на отечественном рынке и продукция для заточки от российского производителя. Если исходить из отзывов потребителей, то продукция этой компании отличается доступной ценой и позволяет выполнять довольно качественную и точную обработку изделий. Расходный материал от компании Калибр содержит в составе алмазные зерна, обладающие прекрасными рабочими характеристиками, что и обеспечивает аккуратную заточку с минимальными временными затратами. Но при всём при этом такие диски не стоит приобретать, если вы ищете долговечный расходный материал.
Представлена на отечественном рынке и продукция для заточки от российского производителя. Если исходить из отзывов потребителей, то продукция этой компании отличается доступной ценой и позволяет выполнять довольно качественную и точную обработку изделий. Расходный материал от компании Калибр содержит в составе алмазные зерна, обладающие прекрасными рабочими характеристиками, что и обеспечивает аккуратную заточку с минимальными временными затратами. Но при всём при этом такие диски не стоит приобретать, если вы ищете долговечный расходный материал.
Всё-таки низкая цена дает о себе знать, подтверждая, что производитель намеренно понизил характеристики надежности материала. Однако если вы ищете точильный круг для разовых, ответственных задач, то можете остановить выбор и на таком изделии.
Выбрать его можно и в том случае, если вы планируете его использовать для заточки бытового инструмента, который не будет подвергаться повышенным нагрузкам.
 Существует множество различных изделий, которые приходится обрабатывать для придания им надлежащего вида и рабочих параметров. Но есть среди них такие, которые изготовлены из сверхпрочных материалов. Естественно, справиться с ними сможет не каждое оборудование. Дело в том, что используемый в таких станках точильный круг не обладает достаточной твердостью, чтобы разрушить структуру материалов, обладающих повышенной прочностью. Для выполнения таких задач необходимо использовать алмазные отрезные круги, которые на сегодняшний день являются одним из самых популярных расходных материалов.
Существует множество различных изделий, которые приходится обрабатывать для придания им надлежащего вида и рабочих параметров. Но есть среди них такие, которые изготовлены из сверхпрочных материалов. Естественно, справиться с ними сможет не каждое оборудование. Дело в том, что используемый в таких станках точильный круг не обладает достаточной твердостью, чтобы разрушить структуру материалов, обладающих повышенной прочностью. Для выполнения таких задач необходимо использовать алмазные отрезные круги, которые на сегодняшний день являются одним из самых популярных расходных материалов.
Но здесь возникает проблема — как правильно выбрать диск для заточки. Для этого необходимо знать рабочие параметры, от которых в первую очередь зависит качество обработки. Нужно позаботиться о том, чтобы выбираемый алмазный отрезной круг подошёл оборудованию для заточки, на котором планируется его использовать. Исходя из этого, отправляться в магазин за покупкой алмазного круга нужно, узнав прежде характеристики резочного станка. Иначе вы не сможете выбрать подходящий тип алмазного диска для эффективной заточки с его помощью изделий. При выборе точильного изделия советуем учитывать и условия его эксплуатации. Иначе при его несоответствии стоящим перед вами задачам вам придется часто покупать новые круги для заточки.
tokar.guru
обзор, описание, виды и отзывы. Алмазный круг для заточки инструментов
Домашний уют 19 апреля 2016Шлифовально-расточные станки предусматривают комплектацию специальными насадками, непосредственно осуществляющими функцию корректировки режущих элементов. Оборудование снабжается точилами, представляющими собой традиционные круговые или чашеобразные диски. Большую часть таких насадок представляют абразивы, выполненные из вулканических веществ и других каменистых смесей. Но особое место в этой семействе занимает алмазный круг для заточки инструментов, который отличается мелкозернистой функциональной поверхностью. Выполнить обработку грубого лезвия на такой оснастке не получится, но зато в обслуживании твердосплавных материалов, напаек на сверлах и циркулярных пил алмазному диску нет равных.

Общие сведения о заточных дисках
Особенности алмазных заточных элементов обусловлены характером их назначения. Мастера используют этот абразив в работе с режущими компонентами другого инструмента. С цепными пилами, режущими металлическими головками и стальными резцами справится только высокопрочная оснастка. Более того, в целях безопасности технологи предусматривают и запас прочности расходного материала. И заточной круг алмазный отвечает высоким требованиям, обеспечивая не только прочность, но и стойкость к износам. К слову, некоторые модели таких элементов используют даже в обработке гранита, что подтверждает высокую продуктивность материала.
Даже если не планируется работа с твердотельными заготовками, диски используют из соображений экономии, обусловленной высоким рабочим ресурсом. Правда, альтернативное применение не всегда себя оправдывает, поскольку алмазный круг для заточки инструментов имеет небольшое зерно. Теоретически обслуживание топоров, ножей и других приспособлений с относительно скромными показателями твердости лезвия возможно, но рабочий процесс потребует гораздо больше времени.
Разновидности

Основная классификация предусматривает разделение алмазных элементов по форме. Как уже упоминалось, наибольшее распространение получили чашеобразные и плоские дисковые точила, которые применяются специально для твердотельных режущих и пильных деталей. Есть и пограничная разновидность, представленная кругами в виде тарелки. Можно сказать, это универсальный алмазный круг, который подходит для широкого спектра заточных операций. Если же планируется целенаправленная обработка с определенными параметрами, то следует выбирать абразив не только по форме, но и по техническим характеристикам.
Видео по теме
Основные характеристики
Есть два основных параметра, по которым выбирают точильные круги опытные мастера – это степень зернистости и типоразмер. В маркировке для обозначения этих показателей используются цифровые обозначения. Что касается размерных параметров, то их представляет ширина, толщина и посадка, то есть диаметр отверстия внутри диска. К примеру, стандартная ширина составляет 150 мм, толщина – 10 мм, а посадка – 30 мм. Зернистость, которой обладает алмазный круг, представляется двойной цифрой – например, 125/100 мкм. Чем выше это значение, тем грубее будет выполнена заточка. Для обычного инструмента в виде ножей и других лезвий бытовых устройств достаточно и крупной зернистости, но для аккуратной работы с твердыми высокопрочными сплавами необходима мелкая фракция с плотной структурой.
Правка алмазных кругов

Со временем и алмазные абразивы утрачивают былую форму, что сказывается на качестве заточки. В таких случаях необходимо выполнять правку одним из методов, рекомендуемых специалистами. Так, с помощью обработки на шлифовальном станке диску можно обеспечить ступенчатость и округление. Нередко используются и специальные приспособления в виде абразивных брусков и расходных материалов с аналогичным принципом воздействия на структуру. В частности, рекомендуется правка круга алмазным карандашом с подходящими характеристиками. Обычно такая операция применяется, когда на поверхности диска проступают алмазные зерна. В качестве альтернативных способов правки можно назвать электрохимические способы и нанесение смазки, в составе которой содержится микропорошок с абразивными вкраплениями.
Отзывы о дисках «Калибр»

Отечественный производитель инструментов и комплектующих выпускает алмазные расходники для разных целей. Пользователи отмечают, что при невысокой цене такие изделия обеспечивают качественную и точную обработку. В составе кругов применяется сырье с оптимальными свойствами, что и позволяет выполнять аккуратную заточку с минимальными временными затратами. Однако, в показателях долговечности алмазный круг для заточки марки «Калибр» далеко не самый лучший вариант. Все-таки сказывается низкая стоимость, из-за которой были понижены и свойства надежности материала. Впрочем, если точило подбирается для разовых, но ответственных задач, то этот вариант вполне подойдет. Также его можно предпочесть, если обслуживать бытовой инструмент, не требующий особых нагрузок при заточке.
Отзывы о дисках Jet

Продукцию американской марки Jet хвалят и рядовые пользователи, и специалисты. К достоинствам изделий относят универсальность и оптимальные показатели заточки. В линейке бренда можно найти полный комплект для выполнения любых абразивных операций применительно даже к профессиональному режущему инструменту. Помимо этого, заточной круг алмазный способен выполнять и функцию правильного элемента для других абразивов. Из недостатков пользователи отмечают высокий ценник и необходимость тщательного подбора дисков по типоразмеру, так как в маркировке встречаются несоответствия с фактическими показателями.
Отзывы о дисках Oregon
Компания в первую очередь ориентируется на профессиональные нужды потребителей, поэтому в своих семействах представляет элементы для заточных станков высокого класса и с соответствующей производительностью. Отзывы пользователей отмечают, что алмазный круг марки Oregon отличается и надежностью. Некоторые владельцы в регулярном режиме эксплуатируют такие абразивы по несколько лет. Конечно, в процессе использования применяется и правка, но даже с учетом техобслуживания это неплохой результат.
Заключение

Алмазная оснастка для комплектации точильных станков является одним из самых эффективных способов поддержания режущих способностей твердотельных головок. Такой метод абразивной обработки позволяет обслуживать коронки для перфораторов, победитовые резцы и даже восстанавливать рабочие характеристики цепной бензопилы. Достигается высокий результат заточки благодаря тому, что алмазный круг обладает повышенными свойствами прочности и износостойкости. Но это не значит, что любой элемент данного типа можно использовать в качестве универсального. Алмазные диски также различаются по абразивным характеристикам, форме, структуре внутреннего состава и поверхностной обработке. С учетом этих параметров и следует подбирать абразив для конкретных задач. Например, для ножа или рубанка оптимальным вариантом будет круг с крупной зернистостью, а для деликатной работы с победитовыми насадками стоит использовать мелкофракционные элементы.
Источник: fb.rumonateka.com
Алмазный Круг Для Заточки Цепей
Диски для заточки цепей бензопил
Как заточить цепь бензопилы
Цепь для пилы – режущий инструмент. предназначенный для разрезания дерева. Представляет из себя последовательно расположенные заточенные звенья, соединённые посредством пальцев-заклёпок.
Для изготовления режущих элементов цепи применяют инструментальные стали с добавлением хрома не никеля. Поэтому к заточке цепи бензопилы следует подходить со знанием дела.
Виды цепей
По устройству цепь для электрической пилы не отличается от режущего инструмента, применяемого в
бензопиле. Однако их сферы применения разные:
- цепь для поперечного распила дерева
- цепь для продольного распила древесины.
Их различие друг с другом заключается в наклоне режущей кромки зуба.
По конструкции не размеру звеньев цепи бывают:
- низкопрофильные – зазор между зубьями небольшой
- высокого профиля – с увеличенным зазором.
Первые имеют меньшую производительность, однако более безопасны вследствие уменьшения эффекта обратного удара (отскок пилы от обрабатываемой поверхности). Поэтому бытовые пилы оснащают низкопрофильными цепями, а профессиональные – высокопрофильными.
Конструкция режущего зуба
Цельное звено состоит из нескольких конструктивных элементов:
- основание
- верхняя лопатка зуба, имеющая торцевое не верхнее лезвия
- ограничитель глубины реза.
Быстрее не сильнее тупится верхнее лезвие. Заточенная цепь без усилий входит в древесину, иначе появляется необходимость в значительных усилиях, которые придется прикладывать при подаче пилы. Дополнительный показатель того, что произошло затупление режущих кромок – фракция (размер) опилок уменьшается. При таких показателях следует прерваться не восстановить работоспособность пилы.
Примечание: длительная работа с затупленными звеньями цепи приведёт к преждевременному выходу её из строя с рабочий вариант потерей своих функций.
Углы заточки режущих кромок
Главная кромка режущая у звена – это верхнее лезвие, которое имеет определяющий угол реза, «задний угол». Угол заточки определяет производительность обработки древесины.
Правило: увеличивая значение угла заточки, увеличиваем производительность труда.
При заточке изменяются величины определяющих углов: переднего угла, угла заточки не угла верхнего лезвия. Станок для заточки цепей бензопил станки и каков специальные заточные. Дополнительно, при стачивании зуба необходимо регулировать размер ограничителя реза.
Правило: чем чем просто расстояние ограничителя глубины реза, тем чем просто снимается материала не выше производительность труда.
Оптимальный диапазон – 0,5-0,8 мм. Станок для заточки цепей oregon 106550. Выбирается он отталкиваясь от условий реза не безопасности труда – при увеличении значения
повышается производительность труда, но одновременно возрастает риск резкой отдачи пилы не повышенной вибрации.
Существует два типа заточки пилы:
- Механический на станке.
- Ручной посредством напильников.
Механическая заточка
Применяется при сильной изношенности режущих зубьев, повреждении их при ударе о металл и так же для увеличения производительности труда. Последнее практикуется в промышленном производстве. Проще не эффективнее установить новую цепь, а изношенную отдать в цех переточки пил.
Механическая заточка условно делится на два подвида, предполагающие применение ручного станка не агрегата с внешним приводом (крапива, электрическим).
- Станок с ручным приводом изготавливается стационарным иначе говоря переносным. В последнем случае приспособление устанавливается непосредственно на несущую шину цепной пилы. Конструкция напоминает лучковую пилу, у занят} вместо традиционного режущего полотна смонтирован напильник. Имеется механизм настройки для регулировки необходимых углов заточки.
- Станок с электрическим приводом выпускается в стационарном варианте. Обладает возможностью для выставления необходимых углов заточки посредством придания цепи необходимого наклона. В этом случае заточной диск подводится непосредственно к затачиваемой кромке.
Ручная заточка режущего инструмента
Ручная заточка применяется при небольших работах, не требующих переточки нескольких цепей. Для
точильного инструмента используется круглый не плоский напильник. Это обусловлено применением для изготовления цепи высоколегированной инструментальной стали, обладающей прочностью не твёрдостью, которая подвластна напильнику.
Так как обрабатывать цепь вручную на весу довольно затруднительно, в комплекте к цепной пиле обычно даётся ряд приспособлений для заточки:
- Державка под круглый напильник – обеспечивает фиксацию режущего инструмента в отношении к обрабатываемому зубу не располагает его на необходимом расстоянии.
- Плоский напильник – применяется для обработки ограничителя глубины реза.
- Шаблон – необходим для контроля над правильным наклоном заточки зуба не размером ограничителя.
- Крючок – используется для чистки цепи от опилок, вырабатываемых в течении заточки.
Рекомендации по заточке
- До начала заточки необходимо закрепить несущую шину для повышения жёсткости. На протяжении правки режущих кромок движения необходимы плавными, равномерными, без приложения чрезмерных усилий. Направление движения – от себя.
- Напильник при работе надо несколько раз проворачивать, чтобы происходила равномерная обработка режущей поверхности.
- При заточке зубьев применяйте одинаковое количество проходов при соблюдении примерно одинакового усилия давления на инструмент. По завершении режущие кромки пилы получатся одинаковой высоты с равномерным углом заточки.
- Чередуйте правку нескольких зубьев с заточкой ограничителя.
- Вспомните убирать опилки после правки нескольких зубьев. Иначе на протяжении заточки есть вариант забыть об этой операции, что приводит к заеданию цепи не возможной поломке.
Примечание. Заточной станок rezer eg 235 заклепочные станки для цепей бензопил для заточки цепей. Соблюдайте технику безопасности – края заточенных зубьев быть легко поранить руку обрабатывающего. Именно по такой причине необходимо надевать достаточно плотные защитные перчатки.
Алмазный круг для заточки инструментов Товары из Китая. Banggood
Алмазный круг для алмазной заточки инструментов. Заказал в интернет-магазине banggood. Для .
Принцип работы с прилагаемым комплектом к цепной пиле не отличается от отдельно приобретённого, хотя конструкции случаются различны.
Напоминание. Неправильная заточка приводит к неравномерной работе пилы, повышенной вибрации, дополнительным усилиям при пилении.
Что нужно, процесс заточки цепи бензопилы имеет ряд нюансов, знание которых поможет облегчить работу не повысит срок эксплуатации инструмента. В этом случае любое дерево сможете легко распилить.
Видео с Yotube о самостоятельной заточке цепи бензопилы.
Устройство станка для заточки пильных дисков
Кроме дисковой пилы как еще его называют бензопилы, в хозяйстве обязательно пригодится станок для заточки пильных дисков.
Просто однажды инструмент для распила потребует заточки.
Зубья пора точить, если пила стала медленно вгрызаться в материал не во время работы отклоняется в стороны.
Насколько остра пила, зависит производительность ее работы.
Когда зубья иначе говоря цепь пилы точатся вовремя – при это приходится делать несколько раз в течении дня – с пильных элементов стачивается гораздо меньше материала.
В конечном итоге увеличивается срок службы самой цепи не дисков.
Цепи бензопилы и оборудование для их заточки
Зону цепей не каждый раз хорошо подтачивает обычный напильник. Он не выручит, если бензопила сильно затупилась, пропахав землю с песком как еще его называют гравием.
Искать приспособление лучше напильника придется в этом случае, когда режущие элементы переточили так, что они совершенно потеряли свою форму.
Здесь никак никак не обойтись без специального оборудования – станка.
Данное приспособление для заточки цепей вам понравятся как ручным, так электрическим, оснащенным заточными кругами.
Станок почти ничем не отличается от лучковой пилы, только для рабочей части используется не полотно пилы, а напильник в форме круга большой длины.
Посредством станка подтачивают не направляют цепь таким образом, чтобы внешние края ее зубьев были одинаковы по размеру.
Зуб, какой нужно ориентироваться на протяжении заточки, – самый маленький. Чтобы станок корректировал вид зубьев правильно, его можно настроить на нужные для этой цели вам параметры.
Просто не удобно пользоваться электрическим инструментом, чтобы точить цепь пилы.
У него имеются панель настроек, где есть вариант менять функциональные режимы, то есть располагать цепь под определенным углом не равномерно касаться диском краев всех зубьев.
Есть даже станок, имеющий автоматический механизм, зажимающий цепь как тиски.
Станок действует по той же схеме, что не круг для заточки цепей не калибр. Только он совершает более точные затачивающие движения.
Механизм нужно подносить к каждому зубу цепи два по другому три раза.
Переходя к заточке очередного элемента, нельзя сбрасывать настройки или переустанавливать режим заточки. Оставшийся ряд зубьев необходимо точить таким же образом, как самый первый контрольный зуб.
В таком варианте нашему клиенту остается заостренные выступы на цепи не будут разниться в размерах. Когда дело дойдет до стачивания ограничителя, вместо напильника типа круга надо будет взять плоский инструмент.
Заточка бензопилы поэтапно
Решая произвести заточку цепей самостоятельно, знакомятся с рядом правил.
Вначале чуть-чуть ослабляют винт, корректирующий силу зажима цепи. Oregon станки для заточки цепей в украине. Затем эту цепь устанавливают в специальном пазу так, чтобы ее режущие элементы были направлены к заточному камню.
Спустя время необходимо поставить работу станка на нужный режим угла заточки. Как правильно заточить цепь для бензопилы. Основные принципы заточки, шаги и этапы работы, грамотный подбор углов заточки цепей бензопил. Чаще всего заточка цепей осуществляется под углом триста градусов.
Однако } миф показатель только лишь привычный для всех, если необходимо его конечно изменить.
Угол заточки зависит от области применения бензопилы. Алмазный круг для резки. А коэффициент полярности определяется по тому, какой резец – с правойили левой стороны – подвергается заточке.
Далее приступайте непосредственно к заточке цепей. Произвести это действие есть вариант двумя путями. Один способ – поочередная заточка каждого отдельного зуба.
Здесь будет некоторая сложность – придется постоянно изменять значение полярности.
Второй вариант предполагает, что сначала будут обработаны нашему клиенту остается резцы с левой стороны, а в окончании с правой, либо наоборот.
Поскольку операции сокращены до минимума, так как кто раз не меняется показатель полярности, заточка совершается быстро.
Проводя самостоятельно заточку цепей, надо учитывать некоторые нюансы этого процесса. Помните, что глубина заточки отмеряется по самому затупившемуся зубцу.
Старайтесь не переусердствовать с заострением кромок резцов, иначе они станут слабыми не тонкими. Подточив цепь, ее продувают посредством воздуха повышенного давления не погружают ненадолго в масло.
Становится ясно, что заточка бензопилы элементарная операция. Не цена на станок для заточки вполне приемлемая для такого вспомогательного приспособления.
Данный вид работы требует каких-то навыков, но разобраться в особенностях заточки реально не дома. Главное, определиться с видом инструмента – станок или ручной напильник.
Дисковая пила и средства ее заточки
Подточить дисковую пилу конечно кругом из кремния, эльбора или алмаза. Выбор материала круга зависит на сколько правильно Вы сможете подобрать студию, из чего сделаны зубья пилы.
Если режущий диск пилы стальной, то его хорошо точить посредством эльборовых кругов. Увы когда ряд зубьев создан из твердого сплава, его лучше подтачивает кремниевый или алмазный круг.
Твердосплавные резцы точатся с движением круга порядка восемнадцать метров в секунду.
Значит, если применяется алмазный круг диаметром 12,5 см, двигатель должен совершать более одна тысяча пятьсот оборотов в минуту. Менее твердые сплавы подтачиваются медленнее.
Подтачивая дисковую пилу на станке, можно изменять положение диска пилы относительно заточного круга несколькими методами.
При достаточно перемещать только пилу, порой – лишь двигатель с кругом. Увы иной раз нужно синхронно перемещать не пилу, не алмазный круг.
Заточных станков большое разнообразие, они имеют различные функции. Станки по высокой цене оснащены специальной программой, руководящей автоматическим режимом работы без контроля персонала.
Простые модели стоят дешевле. Они требуют участия рабочего, который должен зафиксировать пилу так, чтобы как нефть была под нужным углом заточки.
Нашему клиенту остается дальнейшие операции также проводятся в кустарных условиях. Почему затупляется бензопила, станок для заточки цепей бензопил и критерии его выбора. Всем доброго времени суток! ;))) Приобрёл буквально вчера такой вот станочек для заточки цепей бензопил. Надо будет поворачивать пилу вокруг своей оси, подавать ее на шлифование не наблюдать за тем, сколько металла убирается с каждого зубца.
Оттого работать на элементарном станке лучше дома, когда нужно иногда подтачивать затупившиеся резцы пилы.
Самое элементарное приспособление для заточки дисковой пилы включает в свою систему два главных узла. Эти узлы – двигатель, оснащенный кругом, не суппорт, куда помещается сама пила.
А дополнительно, станок имеет поворотный механизм, который меняет угол наклона пилящего полотна. Винт данной позволяющей вести бухгалтерский учет (софт) обеспечивает смещение пилы вдоль оси точащего круга.
Эта операция устанавливает {нужный значение для угла заточки спереди.
Еще винт помогает установить в требуемом положении ограничитель, не позволяя кругу слишком глубоко входить в пространство между зубьями.
Процесс заточки пилы с дисками
Затачивать прямой зуб из твердого сплава по передней плоскости необходимо в строгой последовательности.
Пилу ставят на оправку, фиксируют на одном месте посредством гайки не втулки типа конуса, а затем устанавливают точно горизонтально с применением поворотного механизма.
Так угол скоса плоскости впереди получается равным нулю градусов.
Если станок не оснащен механизмом наклона со встроенной угловой шкалой, то нужный угол скоса передней плоскости выставляется стандартным маятниковым угломером.
Одновременно стоит проверить, горизонтально ли расположен станок.
Следующее важное действие – выравнивание дисковой пилы. Вращая винт станка, нужно обеспечить передвижение оправки не круга в горизонтальном направлении.
Затем надо установить требуемый передний угол для заточки.
С применением проделанных действий пила окажется в таком положении, когда площадь зуба впереди располагается вплотную к затачивающей плоскости круга.
Будет неправильным положение зуба слева. Единственно верный вариант – положение зуба с правой стороны.
Резец, с которого начался процесс заточки, отметим маркером, чтобы было проще ориентироваться.
Затем надо включить сам двигатель не приступить к заточке плоскости впереди. Это происходит путем соприкосновения зуба с кругом в несколько движений пилы вперед не обратно назад.
Сколько будет совершено таких движений, зависит от правильного подбора студии, как много нужно снять металла. Если его нужно сточить не просто, то не прижатие зуба к диску должно осуществляться с большей силой.
Когда на дому уже подточен первый зубец диска, необходимо остановить прикасание резцов к кругу. Пилу нужно провернуть вперед на один зубец не снова приступить к той же операции.
Схема действий повторяется без выполнения качественной установки момента, как сделает рабочий вариант круг зубец, отмеченный маркером.
А заточка пильного диска с кривыми зубцами выполняется по-особенному. Если нужно подточить зубья, скошенные по передней плоскости, то действуют несколько иначе, нежели при затачивании прямых элементов.
Кривые резцы в противоположность прямых, надо затачивать так, чтобы пила одновременно располагалась не по горизонтали, а с определенным уклоном. Этот расхожий слух угол должен соответствовать углу скоса плоскости спереди.
При определении угла наклона пилы с косыми зубьями, действуют посредством маятникового угломера.
Предварительно выставляют угол с положительным значением, крапива, восемь градусов. Только позже можно затачивать кто второй зубец.
Когда половину резцов подточили, меняют угол наклона на отрицательный, то встречаются устанавливают значение.8 градусов. Не опять таким же образом проводят заточку каждого второго зубца.
nzizn.ru
Как выбрать заточной алмазный круг?
Алмазный заточной круг – наиболее распространённый инструмент, если говорить о специализированной заточке. Он имеется практически в каждом гараже. Используется в основном для правки твердосплавных металлов. В пример можно привести повторную заточку свёрел и т.д.
Магазин алмазных дисков предоставляет различный ассортимент продуктов по зернистости. Кроме того, не стоит забывать о том, что диски могут быть выполнены различного диаметра.
От чего зависит долговечность алмазных дисков для заточки?

Дело в том, что абразивы на дисках бывают различными. И, естественно, не алмазные абразивы значительно доступнее по цене. Однако по продолжительности эксплуатации они не выдерживают никакой конкуренции с алмазными аналогами.
Преимущества алмазных дисков заключаются в следующем:
- быстрота и лёгкость обработки;
- долговечность.
Строго говоря, не все алмазные диски являются априорно долговечными. Большое значение имеет подложка, на которую наносится алмазный абразив. Если он выполнен из пластичного металла, то круг прослужит очень долго.
При этом цена подобного, тем не менее расходника, может достигать больших значений. Покупка алмазного заточного диска с металлической подложкой имеет смысл лишь в том случае, если его использование осуществляется действительно часто.
Различные виды профиля алмазного круга

Как уже было сказано выше, круг может быть использован для заточки самых разнообразных инструментов. А это означает, что разнообразие профилей для заточки пойдёт только на пользу.
Различают следующие формы дисков: плоский, чашка, тарелка. Выбор конкретного круга осуществляется индивидуально. Всё зависит непосредственно от формы заготовки. Главное – это обеспечить максимальное прилегание.
Кроме того, не забываем о том, что долговечность алмазного круга для заточки зависит от количества алмазного напыления. Чем его больше, тем дольше будет эксплуатироваться круг без потери основных характеристик.
Толщина слоя может быть абсолютно различной. Она также является прямой причиной повышения стоимости.
Смотрите также:
В видео будет продемонстрирован подробный обзор алмазных дисков для заточки:
Твитнутьmrokna.ru
Алмазные Круги Для Заточки Дисковых Пил
Заточка дисковых пил по дереву своими руками: геометрия углов, станки
Во время долговременной эксплуатации дисковые пилы с твердосплавными напайками могут утратить свои начальные свойства. Но это не значит, что следует получать новый режущий инструмент. Алмазные круги шлифовальные для заточки. Почти всегда заточку можно выполнить в домашних условиях, используя хоть какой подходящий станок.
Необходимость заточки пилы

Для начала следует обусловиться – необходимо ли делать заточку либо нет. Существует несколько очевидных признаков, указывающих на актуальность выполнения этой процедуры. Круги для заточки алмазные круги на органической связке. Дисковых пил. Если их проигнорировать, то в предстоящем диск может стать неремонтопригодным и послужит предпосылкой выхода из строя недешево станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки жестких пород дерева. Наплавки делаются из стали 9ХФ, 50 ХВА, 65Г и подобных им составов. Они отличаются высочайшей твердостью, но при всем этом при значимой эксплуатации вырастет возможность их поломки.
Своевременная заточка дисковых пил станком своими руками производится при последующих очевидных признаках:
- увеличение нагрузки на движок. Предпосылкой этому является ухудшение заточки и как следствие — агрегату нужно больше мощности для разрезания древесной породы. Если в конструкции мотора не предусмотрены защитные реле – вероятен выход его из строя;
- ухудшение свойства распила. Алмазный заточной круг или алмазные круги для заточки инструмента купить можно в нашем магазине nemolotok.ru . Первым признаком является повышение ширины реза, также образование сколов и неровностей по его краям;
- повышение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Наилучшим методом является повторяющаяся проверка состояния диска с напайками по дереву. Для этого будет нужно временно бросить станок и демонтировать режущий инструмент. Продаем алмазный круг для заточки дисковых пил |. Если его геометрические характеристики не совпадают с изначальными – нужна заточка.
Как определить угол заточки дисковой пилы
Хорошим вариантом будет наличие начального шаблона, согласно которому можно поправить геометрию режущей кромки. Для заточки дисковых пил купить, купить круг для заточки циркулярных пил, алмазный диск. Часто он делается из тонкостенного нержавеющего металла, пореже – из плотного картона.
Твердосплавные зубья делаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из предназначения пилы. Если шаблон отсутствует – нужно без помощи других найти требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
Обзор алмазных кругов (диски и чашки) для заточки инструмента
В данном видео показан краткий обзор алмазных дисков и чашек используемых для обработки твердых сплавов
Главные критерии при выборе алмазной тарелки.
Главные критерии при выборе алмазной тарелки для заточки дисковых твердосплавных пил.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. Алмазные заточные круги. Заточка дисковых пил, для заточки инструментальных сталей. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Способы заточки дисковых пил

Для формирования новой режущей кромки можно использовать любой заточной станок. Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Круги алмазные шлифовальные для победитовых. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Алмазные заточные круги и диски для заточки ленточных пил. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Круги для заточки цепи в украине. Сравнить цены. Алмазные круги для заточки инструмента пил и т. Д диск алмазный тарельчатый. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.
nzizn.ru