Латунь чем пилить – Чем лучше резать латунь? Ну проксоном…
alexxlab | 12.06.2016 | 0 | Вопросы и ответы
Как разрезать лист латуни?
ronin999 13-09-2008 01:36Купил наконец латунь. Но споткнулся на том, как ее резать. Начал резать ножницами по металлу, так ее ведет. Резаком из ножовочного полотна тоже не получается. Друг посоветовал купить дремель.
Может есть какие народные способы?
болгарка фореверр… !!
Mastor 13-09-2008 02:09По видимому латунь тонкая.
А по сему:
1) ножницы по металлу, своевременно подгибая отрезаемую часть, чтобы не уводило.
2) ножовка по металлу, под острым углом если материал тонкий.
3) рубка при помощи зубила.
Ну думаю хватит…
Кстати тонкий материал при резке болгаркой при определенных условиях может “сыграть”, “закусить”, и сломать диск. У меня покойный ныне друг так себе глаз выбил, (пилил листовое железо толщиной около 1,5 – 2 мм, без защиты)…
Daniel 13-09-2008 02:47я отрезной машинкой режу (болгарка)… 1mm диск ставлю и режу всё подряд, латунь, бронзу, ньюсильвер. Раньше дремелем резал, потом отказался…
KYV 13-09-2008 03:59у мну 1 мм латунь. Ножницами по металлу режу, но это тяжко. Ножовкой еще муторнее.
Mastor 13-09-2008 04:17quote:
у мну 1 мм латунь. Ножницами по металлу режу, но это тяжко. Ножовкой еще муторнее.
Со всем уважением, ножовкой под острым углом режется “бегом”.
Недавно знакомый мебельщик на пробу сделал киот, (ежели кто не знает – открывающийся “ящик” под икону)… Стал он искать фурнитурку для закрывания дверки, (крючки как на шахматных досках были), не нашел, обратился ко мне. Я ему сделал эти крючки из 2-х мм нержавейки, буквально на коленке, между делом. Когда надо было вырезать заготовки, под рукой не оказалось ножниц по металлу, (упер на другую квартиру), плюнул, разметил крючки, засверлил два отверстия в каждом и в течении 10 минут вырубил их из пластины зубилом, далее рихтанул, обточил, шлифанул, выгнул как надо и полирнул. Хочу заметить нержавейка это вам не какая то там латунь, так что ИМХО конечно, но проблема надумана…
YoNas_Kaki 13-09-2008 04:29Mastor, Илья, тут вопрос навыков. Я, например, стамеской вааще работать не умею и все подобные работы делаю ножом. Все, кто это видел или просто знает об этом, считают меня мозгосношателем Однако я уже неплохо наловчился и мне нормально.
Такую латуньку (тонкую) можно и отрезным куругом с бормашинкой резать, только ОБЯЗАТЕЛЬНО НАДЕТЬ ОЧКИ!!!!!!! И лучше зафиксировать машинку, хотя это и усложнит резку (может усложнить). Опять же, я так наловчился (даже не крепя машинку), но кому-то это совсем неудобно будет
Я для подобных дел использую лобзик, ручной. Быстро, тихо, точно. Один миллиметр- для хорошей пилки ничто, серебро пилил до 10 мм, прорезал паз под хвостовик. Хвостовики на клинках, кстати, тоже им обрезаю.
boroda-fish 13-09-2008 10:08Латунь около миллиметра, если не напряжно, лучше отжигать-режется большими хирургическими ножницами(не 10 см а сотня заготовок на самотрясы к сезону)без проблем, лобзик вообще-прелесть… но Ув.Mastor прав-
quote:
проблема надумана
——————
С уважением boroda-fish
Спасибо всем за ответы.
Латунь у меня 0,8 мм. Планировалось нарезать полоски на лайнеры для перочинника. При резке ножницами полоски скручиваются, потом я их конечно молотком выстучал, но лайнеры должны ведь быть идеально ровными, иначе щели будут.
Чувствую, закончится все покупкой дремеля. Я так понял, для новичков при ограниченном бюджете Skill хвалят.
quote:
Спасибо всем за ответы.
Латунь у меня 0,8 мм. Планировалось нарезать полоски на лайнеры для перочинника. При резке ножницами полоски скручиваются, потом я их конечно молотком выстучал, но лайнеры должны ведь быть идеально ровными, иначе щели будут.
Чувствую, закончится все покупкой дремеля. Я так понял, для новичков при ограниченном бюджете Skill хвалят.
Ну ежели так, то, как уже написали уважаемые камрады abalmix и boroda-fish, все это можно аккуратно сделать обычным ручным лобзиком…
i_vb 13-09-2008 11:39Лобзик китайский, маленький, с пилкой по металлу. 250р. Металл не режет, латунь и мельхиор – на “ура”.
Va-78 13-09-2008 12:59Не вкурил сакрального смысла темы чесгря… Что мешает отрихтовать отрезаную латуньку киянкой?
quote:
Латунь у меня 0,8 мм. Планировалось нарезать полоски на лайнеры для перочинника.
Вы имеете ввиду “замок” лайнер? о_О Из 0,8мм. латуни?CTC 13-09-2008 14:05
Есть еще “народное средство” – зажать тонкий металл между двух дощечек и пилить ножовкой…
С уважением
Александр.
quote:
Не вкурил сакрального смысла темы чесгря… Что мешает отрихтовать отрезаную латуньку киянкой?
После рихтовки лист все равно кривой будет. Имеются в виду, очевидно, не замки, а рамка ножа( её тоже иногда лайнером называют).ronin999 13-09-2008 22:32
Да, под лайнером имеются ввиду именно перегородки между лезвиями в многопредметном перочиннике. Или они еще как-то называются?
А электролобзик с тонкими пилками не подойдет?
А ручной гильотиной пробовали?Ювелирной. Или для нарезки бумаги?
ronin999 14-09-2008 03:27Все порезал электролобзиком, вроде все ровно. Даже уже обточил.
Mastor 14-09-2008 05:09quote:
Все порезал электролобзиком, вроде все ровно. Даже уже обточил.
Вот и славненько
Fktrcfylh 15-09-2008 11:43Я жестянки режу гильятинкой самодельной, от тестя досталась по наследству. Я так понимаю потребность разрезать разовая. Так и чего огород городить, заезжай ко мне в гараж, на и покромсай как надо.
guns.allzip.org
Лазерная резка латуни: виды обработки
Гидроабразивная и лазерная резка латуни представляет собой технологию, при которой происходит вырезание металла по контуру или проделывание отверстий различных форм.
Латунь является сплавом цинка и красной меди, при этом, чем больше процент цинка в сплаве, тем выше показатели твердости и хрупкости металла.
В результате такая латунь тяжело поддается резке, становится практически непригодной для технических целей. Поэтому наличие цинка в латуни не может превышать 42%.
Помимо Zn, некоторые латунные сплавы содержат в небольших количествах олово и свинец, которые повышают качество резки сплава, и улучшают его антикоррозийные свойства.

Резка латуни — наиболее востребованный метод ее обработки, а выполняется он путем применения двух распространенных технологий: гидроабразивной и лазерной резки. Совсем редко применяется газовая обработка металла.
Рассмотрим особенности обработки металла резанием с применением трех упомянутых технологий, а также упомянем о таком варианте, как агрегатный станок для создания деталей из латуни.
Особенности лазерной резки латуни
Лазерная резка латуни — проверенная технология, которая занимает большую часть ниши в сфере обработки металла путем резания.
При этом опыт, которого требует технология лазерной резки, есть у многих специалистов. В домашних условиях воспользоваться данным способом практически не представляется возможным. Благодаря ему существенно уменьшается время создания деталей из латуни.
Лазерная резка цветного металла осуществляется за счет применения мощного лазерного излучения. В данном случае аппаратом лазерной резки управляет специальная компьютерная программа.
Под воздействием лазерного лучевого потока происходит расплавление рабочей зоны поверхности латуни, после чего сплав возгорается и удаляется сильной газовой струей.
Лазерная резка латунных изделий предусматривает воздействие лазером только на нужные участки материала, процесс не вызывает особых изменений форм.
Результатом данной технологии является качество и высокая производительность, указанные характеристики очень ценятся в сфере машиностроения, где время, затраченное на изготовление деталей, ценится очень высоко.
Единственный минус применения лазерной резки заключается в небольшом оплавлении рабочих зон материала, поэтому для работы с некоторыми элементами деталей из латуни метод непригоден.
Ввиду того, что лазерная резка находится под управлением компьютерной программы, человеческое вмешательство в рабочий процесс сводится к минимуму.
Видео:
Что в свою очередь позволяет исключить неточности в работе и повысить ее качество.
На данный момент лазерная резка латунного сплава может выполняться с помощью разного оборудования, применение каждого из них зависит от технических параметров материала и назначения заготовки.
Особенности гидроабразивной резки латуни
Гидроабразивная резка латуни не так давно стала конкурентом лазерной резки. Однако для работы в домашних условиях этот вариант тоже не подходит.
На данный момент современная технология обработки разного рода материалов нашла свое применение во многих промышленных сферах, включая авиационную и камнеобрабатывающую область.
Принцип действия гидроабразивной резки заключается в эрозийном воздействии абразивной струи на латунь.
Скорость обработки металлов регулируется мощностью струи и абразивным составом.
Гидроабразивная технология настолько эффективна, что без ее применения сегодня не может обойтись космическая и военная промышленность.
Превосходство над лазерной резкой объясняется рядом преимуществ, основное из них – высокий показатель точности в работе.
Дополнительными достоинствами гидроабразивной резки являются:
- минимальные потери материла в процессе обработки;
- отсутствие плавления или обгорания определенных участков металла;
- пожаро- и взрывобезопасность;
- экологическая безопасность.
Так как данная технология резки относительно недавно нашла свое место на рынке, ей присущи и недостатки: дорогостоящие расходные материалы, из-за чего повышается стоимость обработки латуни и других металлов, а также недостаточный ресурс комплектующих.
Применение газовой технологии для резки латуни
Так как лазерная и гидроабразивная технологии резки по причине высокой стоимости не могут использоваться в быту, то газовая обработка металла путем резания может применяться в домашних условиях.
Принцип действия газовой резки сводится к нагреву металлической поверхности в зоне разреза с использованием температуры 1300ºС.
Видео:
На начальном этапе прогревают небольшой участок по предварительно отмеченной линии.
Затем на зону разреза воздействуют режущей кислородной струей, одновременно поддерживают процесс нагревательным пламенем.
В результате под влиянием газовой струи металл выгорает на всю толщину, на его месте образуется узкая линия пустоты.
При этом нагревание соседних участков заготовки минимально, а продукты, выработанные в процессе сгорания, выдуваются кислородом.
В домашних условиях резка металла осуществляется с помощью специального резака, посредством которого выходит газовая режущая струя.
Данная технология резки подходит для обработки низкоуглеродистой стали, а вот для резки латуни в домашних условиях необходимо использовать флюсокислородную резку.
Агрегатный станок является еще одним способом обработки металла. Однако сегодня станок не может составлять конкуренции современным способам обработки металла, поскольку прогресс не стоит на месте.
В данном случае предусмотрено применение не только кислорода, но и порошкообразного флюса.
Основывается технологический процесс на непрерывной подаче в кислородную режущую струю флюса, чаще всего это железный порошок.
При его сгорании происходит дополнительное выделение тепла, за счет чего в рабочей зоне повышается температура, которая не дает затвердеть образовавшимся окислам.
Антикоррозийная обработка латунного сплава
Наиболее быстрым и эффективным способом создания и обработки деталей из латуни является агрегатный станок.
Латунь может содержать в своем составе 10-50% цинка, помимо которого сплав дополняют определенным количеством других добавок, за счет чего повышается антикоррозийная характеристика латуни.
В качестве добавочных компонентов применяют железо, никель, алюминий и олово.
Результат воздействия коррозии на латунь выражает себя растрескиванием и обесцинкованием.
Видео:
По данным проведенных учеными исследований выяснилось, что причиной растрескивания латунного сплава является его внутреннее растягивающее напряжение и влияние межкристаллитной коррозии.
Кроме того, растрескивание латуни проявляется в результате отличий химической устойчивости между атомами красной меди и цинка в момент их присутствия в твердом металлическом сплаве.
Коррозийное растрескивание чаще всего возникает при повышенном содержании цинка в латунном сплаве.
Предотвратить растрескивание латуни позволяет антикоррозийная обработка цветного металла, которую выполняют путем отжига с применением температуры от 250ºС до 300ºС.
Технологию отжига проводят на протяжении определенного времени, что позволяет снять основное внутреннее напряжение металлических сплавов.
При этом не всегда сплавы, для которых был применен отжиг, обладают изначальной механической прочностью.
Поэтому подбирая температуру отжига для какого-либо изделия из латуни, рекомендуется учитывать вероятность изменения его твердости.
Латуни с высоким содержанием цинка имеют идеальную прочность, но слабоустойчивы к коррозии. Такие сплавы лучше подвергаются обработке резанием, чем томпак или чистая медь.
Обработка путем резания представляет собой процесс снятия верхнего слоя металла с помощью специального режущего инструмента.
В результате чего удается избавить заготовку от шероховатой поверхности, получить нужную геометрическую форму с точными размерами.
Если вы хотите сэкономить время на изготовлении деталей, то для этого понадобится агрегатный станок.
rezhemmetall.ru
Лазерная резка латуни и других цветных металлов
Резка металлов медной группы имеет свои особенности из-за высокой теплопроводности материала. Медь отличается также большим коэффициентом теплоемкости. Это накладывает определенные требования к оборудованию. При подготовке к процессу, нужно учитывать, что лазерная резка латуни и, особенно, меди тем сложнее, чем толще обрабатываемая пластина. Необходимо правильно подобрать параметры мощности и скорости луча. Общие правила такие: размер лазерного пятна должен быть как можно меньше, а мощность — высокой. Соблюдая условия технологии, можно добиться ровной линии реза. В результате качественно выполненной резки кромки изделия не деформированы.
Разновидности технологий резки лазером
Распространенная технология обработки металлов лазером применима практически ко всем металлам. В их число входят:
- нержавеющая сталь,
- титан,
- алюминий,
- медь и сплавы на ее основе.
Самым сложным в работе признан алюминий. При его обработке, также как нержавеющих сталей и титана, скорость процесса снижается из-за светоотражающих свойств этих материалов. При этом толщина листа ограничена (≤6 мм), а лазер используется азотный. Для порезки тугоплавкого стального сплава используется мощный кислородный инструмент. Такой лазер разрезает толстые листы (≤20 мм).
Термины «азотный», «кислородный» лазер происходят от типа газовой среды, в которой происходит процесс. Азот или кислород снижают негативные эффекты образования шлаков, наплывов, возникновение окалины. Детали малых размеров получают путем волоконной резки. Технология подходит для углеродистой, марганцевой или оцинкованной стали, редкоземельных металлов.
Посредством резки лазером изготавливают следующие виды продукции: посуду, автозапчасти, детали лифтов, электрические компоненты, бытовую технику. Отдельно стоит технология гравировки по латуни и меди, используемая для предметов художественного назначения.
Особенности резки металлов медной группы
Для резки деталей из латуни лазером оборудование настраивается на определенный режим.
- Тонкий лист режут в импульсном режиме.
- Лист большой толщины обрабатывается путем включения микроплазменного режима.
Пористость и шероховатость торца среза устраняется достаточно легко с нижней части изделия. Медный лист плохо поглощает излучение. По этой причине медный прокат режут на минимальных скоростях.
Кроме правильного выбора режимов, необходимо соблюдать условия резки лазером применительно к толщине проката. Этот параметр отличается для сталей, алюминия и меди и ее сплавов с цинком (латунь) и оловом (бронза). Максимальная толщина каждого материала приведена в таблице.
Таблица: максимальная толщина материалов для лазерной резки
Для справки. Легирующими элементами для бронзы являются также алюминий, свинец, кремний, бериллий. Добавки оказывают влияние на характеристики процессов обработки сплавов.
Оборудование для лазерной резки медной группы
Лазерная резка меди требует использования соответствующего оборудования.
Станки подразделяются на три основных типа.
- Твердотельные. Здесь расходным материалом выступают рубин, алюмоиттриевый гранат, неодим. Мощность установок не превышает 6 кВт. Обрабатывают медь, латунь, алюминий.
- Газовые, в которых активное тело — газ. Приводятся в действие путем электроразряда. Мощность достигает 20 кВт.
- Газодинамические установки создают мощность порядка 150 кВт. В них газ прокачивается со скоростью выше звуковой. Такими машинами режут трубы из разных материалов.
Чтобы не деформировать толстые медные детали, лучше «доверить» процесс твердотельным лазерам. Обычные станки не расплавят лист большой толщины.
Области применения лазерной резки
Кроме обычного раскроя листов металла, способ резки при помощи лазерного излучения востребован в ювелирном деле. Гравировка используется при выполнении надписей на изделиях. Таким методом маркируют промышленные металлические образцы, кодируют детали оборудования, прочее. Ювелирные изделия украшают резьбой, выполненной способом гравировки. Лазерная технология в художественной резке дает отличное качество и высокую точность. Недостаток в использовании лазера — высокие затраты энергии.
В качестве примера приведем набивку на двигателе автомобилей. Символы должны быть маленькими и четкими. Технология обеспечивает требуемую точность. Другое применение — нанесение значков на хрупкие или тонкие изделия. Лазер не создает механического воздействия и не испортит поверхность.
В заключение
Обработка меди, латуни, бронзы лазером выгодна при порезке листов малой толщины. Для резки толстых медных листов придется пользоваться очень мощной установкой. При этом затраты энергии, а значит, и цена будут высокими. Лазер востребован там, где нужна ювелирная точность и четкий контур детали. Технология не накладывает ограничения на размер и конфигурацию искомого изделия. Ювелирные украшения из меди и сплавов обрабатывают лазером, т.к. способ исключает повреждение изделия.
В статье не уделено внимания возможности самостоятельного использования метода лазерной резки. Если у Вас есть подобный опыт, просим поделиться им в блоке комментариев.
wikimetall.ru
Чем резать чугун – от домашних до промышленных способов
Чаще всего необходимость разрезать чугунную конструкцию возникает при демонтаже устаревших коммуникаций. Надежда на скорое завершение работы рушится сразу — в Советском Союзе трубы соединяли цементом, серой и алюминием, поэтому разрезать их неимоверно трудно. Но парочка работающих методик известна. О том, чем резать чугун и конструкции из него, вы узнаете из материала ниже.
Способы резки материала
Как и с любым металлом, методы резки чугуна делятся на термические и механические. Выбор конкретного инструмента зависит от особенностей конструкции. Ниже приводится оборудование, что распиливает (или разрезает) чугун:
- труборез;
- углошлифовальная машинка;
- зубило;
- ножовка по металлу;
- лобзик
- плазменная установка;
- газовые резаки.
Теперь стоит оценить резку при помощи названных инструментов с предметами из чугуна.
Труборез
Это специальное устройство для резки труб из разных материалов. Различают ручные (механические) и электрические инструменты. Оба вида подходят для диаметров 15-360 мм.
Сначала на аппарат насаживается твердосплавный диск. У съемного элемента есть ряд преимуществ перед классическими абразивными. Например, увеличенная в 4 раза скорость реза, отсутствие искрения и необходимости добавления каких-либо веществ в зону резки. Поверх режущей кромки наносится алмазное напыление, продлевающее срок службы изделий. Примеры труборезов для чугунных труб — переносные изделия Exact Pipecut для диаметров менее 360 мм.
Увы, редко домашний трубопровод легко поддастся резке при помощи трубореза. К нему может быть осложнен доступ инструмента или место резки загнуто так, что устройством не захватить. Поэтому стоит рассмотреть другие варианты.
Углошлифовальная машинка
С болгаркой работается быстро и удобно, но не без минусов. Например, она режет лишь по прямой. Попытка сделать фигурный рез приведет к «закусыванию» диска, его поломке, возможной травме пользователя. Поэтому машинку используют для резки по прямой. Другой минус — пожароопасность метода (абразивный диск + металл = искрение). Перед работой вам придется одеть очки, защиту на лицо и руки.

Кругом резать эффективнее, чем лобзиком, поэтому чаще пользователи выбирают шумную болгарку. Покупая отрезной круг, предпочтите изделия на бакелитовой связке, ведь они на порядок прочнее керамических аналогов.
Ножовка по металлу
Похожее на болгарку принципом работы устройство. Возиться с ней придется не один час, особенно если разрезать чугунную трубу большого диаметра. Минусы метода — временные затраты, физические усилия, невозможность работы на ограниченной площади. Зато способ безопасен.
Работа зубилом и молотком
Эта пара изделий поможет разделить чугун в труднодоступном месте. Демонтажная работа начинается с удаленных от стояка труб в местах, куда не просунуть болгарку или ножовку. Поскольку чугун — хрупкий материал, он легко разрушается после точечных динамических нагрузок.
Хороший ударный инструмент имеет резиновую либо полимерную насадку, чтобы слегка смягчать удар. Это нужно, чтобы куски чугуна не разлетелись по сторонам, не попали в стояк и не создали засор.
Зубило и молоток прекрасно работают с чугуном советских времен, то есть соединенного серой, алюминием и цементом. По мере движения к стояку свободного места для работы, как правило, становится больше, поэтому далее чугун можно отрезать более эффективным устройством. Как и с болгаркой, при работе зубилом рекомендуется закрывать участки тела, в которые может отлететь чугунный осколок.
Производительность работ крайне мала, но иногда без них никак.
Электрическая ножовка
Пользователю намного удобнее работать электроножовкой, нежели болгаркой, хотя принцип действия мало чем отличен. Легкое устройство с меньшими, чем у УШМ, габаритами, полотно расходуется медленнее диска, если верно подобрано (маркировка HSS или BIM, а также учтена длина).
Меньшая травмоопасность, скорость процесса — что-то среднее между болгаркой и ручной ножовкой, дешевизна расходных элементов и их доступность — преимущества резки чугуна электроножовкой.
Плазменная резка
Способ относится скорее к производственным, нежели к бытовым, поэтому подробно рассматриваться не будет. Если целью стоит минимальный расход материала, быстрота работы, бесшумность, лучшего оборудования для резки чугуна нет. Плазма сделает разрезы в заготовках толщиной более 200 мм, а распиливаемый материал по окончании работ почти не придется обрабатывать.
Метод используется крупными предприятиями металлургии, промышленности, где есть необходимость резки и транспортировки чугунного лома. Плазменные установки незаменимы для объемных работ.
Газовая резка
Выделяют два метода газовой резки чугуна:
- газокислородный;
- кислородно-копьевой.
В первом случае на заготовку воздействует тончайшая струя пламени, подаваемая под высоким давлением. Продуктом горения обычно является смесь кислорода с керосином либо с соляркой. Кстати, эффективный метод при ликвидации техногенных аварий.
Второй способ напоминает газокислородный, только режущим элементом выступает тонкая трубка из каленой стали. Ее кончик нагревается почти до 1500 градусов (сварка/паяльник/лампа), затем через нее подается кислород, воспламеняемый на выходе и нагреваемый до 2000 градусов. Полученная горящая смесь легко справляется с толстым чугуном.
Оба способа хороши, но минусы есть — важно иметь опыт работы с газовым оборудованием. Ответственная и точная резка выполняется только профессионалом. Второй недостаток — выделение вредного для здоровья газа при работе резака.
Метод подходит для работы на свежем воздухе либо в гараже. Например, необходимости ликвидации чугунного замка с распашных ворот. Резак работает тихо, вы никому не помешаете.
Заключение
Опираясь на мнение опытных строителей и ремонтников, наилучшими способами резки чугуна выступают:
- для дома — болгарка, ножовка по металлу;
- в гараже — газовый резак;
- на производстве — плазменные установки.
Опытные люди советуют взять несколько инструментов на вооружение при работе дома, начиная с зубила и заканчивая лобзиком.
Известны ли вам способы, как быстро отпилить чугунный замок или трубу? Поделитесь своим опытом с читателями в комментариях.
wikimetall.ru
Пилки для электролобзика по металлу. Маркировки пилки и их формы
Бывают случаи, когда надо распилить что-либо металлическое, а под рукой из электроинструмента имеется только лобзик. Это не самый хороший вариант, но и не самый плохой. Лобзик вполне подходит для того, чтобы пилить металл.

Но если у вас до этого момента был только опыт работы с древесиной, нужно понимать очень важную вещь: дерево и металл – разные материалы по своей структуре. Значит, подход к выбору инструментов и самому процессу распила существенно отличается.
Как правильно пилить металл электролобзиком
Некоторые производители электроинструмента не рекомендуют работать с металлическими деталями, если их толщина превышает 5 мм. Но есть и такие, что позволяют работать с деталями толщиной до 10 мм. Все зависит от надежности и качества определенной модели. В частности, от качества узла маятника.
Прежде чем приступить к самим распиловочным работам, нужно провести определенную подготовку и настроить инструмент. Для правильной настройки лобзика шаг маятника при распиле нужно уменьшить до первой позиции или убрать совсем. Так сказать, убрать биение маятника. Это делается для того, чтобы уменьшить износ узлов лобзика и избежать затупления режущей поверхности пилы.
С силой давить на лобзик необязательно. Быстрее пилить у вас все равно не получится, а риск вывести из строя инструмент увеличивается. Скорость лобзика тоже не должна быть высокой. На высокой скорости можно получить перегрев режущего элемента, а это приведет к снижению остроты и твердости пилы. Берите в расчет, что одной пилки может не хватить на всю работу. Особенно если у вас недостаточно опыта. Всегда держите в запасе одну или две запасные детали.
Важно! В ходе работ рекомендуют лить масло на линию спила и на прижимной ролик. Это предотвратит нагрев и продлит срок эксплуатации пилки.
Основные виды пилок по металлу для электролобзиков
Теперь перейдем непосредственно к режущим инструментам. О том, что это полотно предназначено для работы с металлом, вам расскажет надпись на самой пилке или на упаковке. Такие изделия маркируются надписями: «For Metal» или «Для металла», в зависимости от производителя.
По маркировке можно узнать о материале, из которого изготовлена пилка. Самая распространенная сталь – это HSS. Из описания производителя следует, что это быстрорежущая сталь.
На некоторых изделиях встречается маркировка BIM. Это обозначение Биметалла, твердой режущей кромки и мягкости тела полотна. Соединяются два различных по плотности материала путем наплавки. Мягкое тело полотна не дает хрупкой стали на зубьях ломаться.
Режущий инструмент отличается по форме. Наиболее популярны изделия с мелким фрезерованным волнистым зубом. Они дают ровный срез, при надобности с незначительным поворотом. Но такие полотна режут материал толщиной 1–3 мм.
Чтобы резать детали с большей толщиной, существуют специальные пилки с разведенным «зубом» и измененной геометрией. Так называемый «прогрессивный шаг», при котором зубья увеличиваются от лобзика к краю полотна. Подобные модели могут резать детали толщиной до 10 мм.
Пилкой с разведенным зубом можно обрабатывать цветные металлы (такие как алюминий, медь, латунь) и дерево твердых пород. Ими можно резать металлический профиль (трубу или квадрат), если диаметр не превышает 30 мм, а толщина стенки – 1.2 мм.
Вывод очевиден: пилить металлы лобзиком можно. Но подходить к этому процессу необходимо грамотно. Убирать биение маятника, смазывать и не перегревать режущую поверхность, применять правильные полотна для различных материалов.
Не расстраивайтесь, если не получилось с первого раза. Немного терпения и внимания – и у вас все получится!
pro-instrument.com
Лобзик. Продолжение, металл. – [believe]… в лучшее
После освоения кружочков из фанерки начинается следующий этап. Выпиловка по металлу. Металл – медь, латунь, нейзильбер – что-то из этого. Толщина около1 мм (по вкусу:). Можно потоньше, толще не стоит пока. Слишком тонкий металл будет мерзко дребезжать, деформироваться и портить кайф:)Я уже писала, что при выпиловке на металле есть свои моменты, на которые стоит обратить внимание. Вот сейчас мы их и рассмотрим.
Что нужно для счастья:
-) лобзик
-) пилки vallorbe 3.0 или 4.0
-) финагель для выпиловки (как в предыдущей части поста)
-) орнамент, напечатанный на бумаге
-) клей, я использую момент кристалл. Короче, резиновый клей тут подойдет.
-) керн, молоток (что это такое, написано здесь)
-) бормашинка со сверлом (минидрель\шуруповерт\цанга со сверлом – что есть)
-) плоская синтетическая кисть
Я буду показывать на примере своей учебной работы, там как раз мне нужно выпиливать детальки.
Берем заготовку металлической пластины. Если металл неровный, то его нужно отжечь до малинового цвета и выровнять деревянным молотком на наковальне. По буграм выпиливать не стоит. У меня заготовка только что из вальцов, ровная. Орнамент, предварительно распечатанный в масштабе 1:1, нужно вырезать приклеить на металл.
Я приклеила детали к заготовке:
Жду, пока приклеится.
(дальше монтаж, я расчленила все детальки, пока батарейки для фотика заряжались, дальше буду пилить по отпиленной от основного пласта детали)
Сразу напишу отступление про воск. Для того, чтобы пилки служили дольше, советуют натирать их воском. Но на деле воск плавится и засоряет рисунок. С ним пилить, может, и хорошо, но уж больно долго. Потому что постоянно приходится чистить деталь от воска. Я предпочитаю выкинуть лишнюю пару пилок, но сэкономить время.
Начинаю пилить. Запиливаюсь неглубоко в край финагеля, останавливаюсь, прикладываю деталь к пилке нужным местом, продолжаю пилить и финагель, и деталь одновременно. Когда на детали образуется небольшой запил, около миллиметра, я перестаю пилить. Перекладываю деталь в центр финагеля, и пилю уже одну только деталь по нужной линии, как нарисовано на бумажке.
Для чего такие сложности? Если начинать пилить сразу металлическую деталь, положив её в центр финагеля, пилка в самом начале может сорваться и пропилить не то место на детали. Получится зазубрина, которую потом придется удалять. А когда пилка сидит в финагеле, ей соскакивать уже некуда и она будет пилить деталь в нужном месте.
Теперь с картинками. Общий вид. В финагель я запилилась, металлическую деталь приложила:
То же самое, крупнее: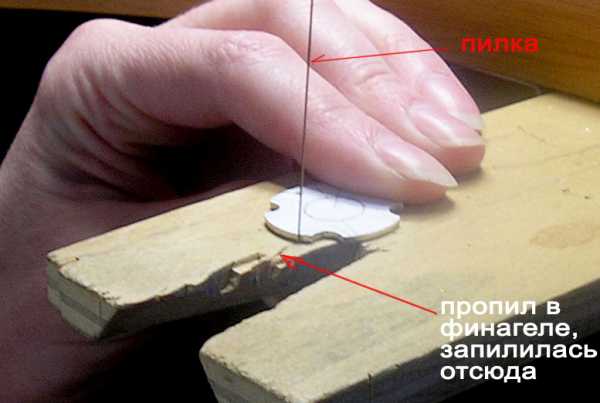
Вот форма детальки, которую мне предстоит выпилить:
Вот на этой фотке я уже передвинула деталь по центру финагеля, она лежит над прорезью в финагеле, пилка лобзика пилит только деталь. Я уже пропилила одну линию и разворачиваю пилку, собираюсь выпилить внешний угол: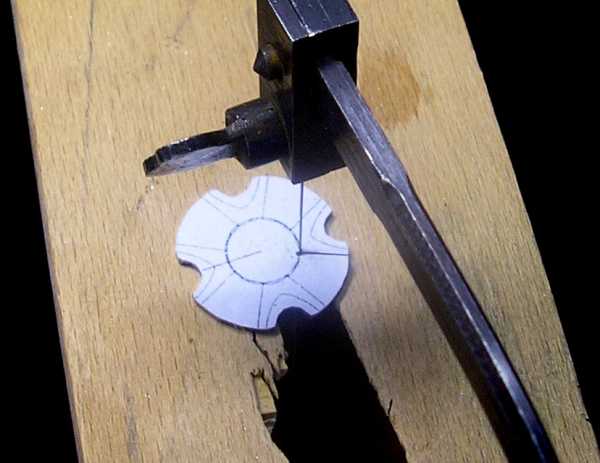
Опилки, которые образуются при выпиловке, нужно смахивать плоской кисточкой в шафлатку. Фото кисточки нет, может потом доложу.
Как выпилить внешний угол – надо выгрызть пилкой пространство для разворота и развернуть пилку на нужный угол.
Схематично эта операция выглядит так: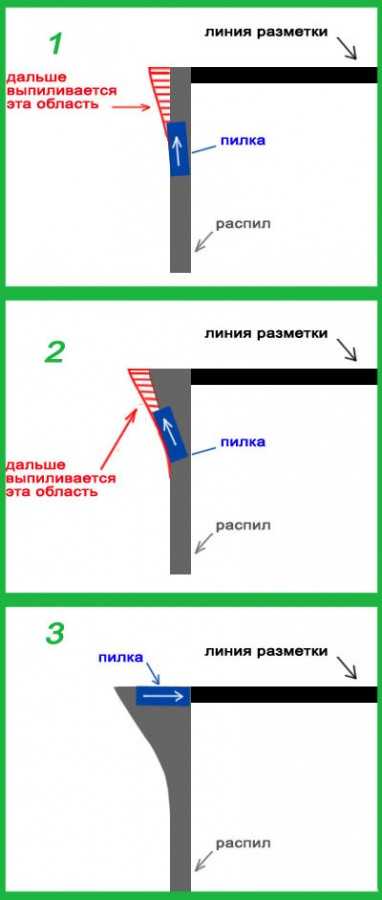
Не уверенна, что картинка понятна, поэтому напишу словами.
Мы пилили по линии и дошли до угла(серый распил). Нам надо развернуть пилку(синий прямоугольник) направо по часовой, чтобы продолжить пилить по линии (черная линия разметки). Для этого мы запиливаемся в пространство слева(красная штриховка) до тех пор, пока слева не образуется достаточно места для разворота пилки. И пилим по линии разметки дальше.
Схему нарисовала только на внешний угол. Для внутреннего угла нарисую картинку апдейтом. Там та же система, но только если при развороте на внешний угол можно допустить погрешности (пропилить выше вверх, выгрызать пространство по окружности), то для внутреннего угла важна четкость, чтобы сохранить форму детали.
Вот здесь на фото видно, что я пропилила пространство для разворота выше, чем рисовала на схеме. В данном случае это не важно и так можно было сделать.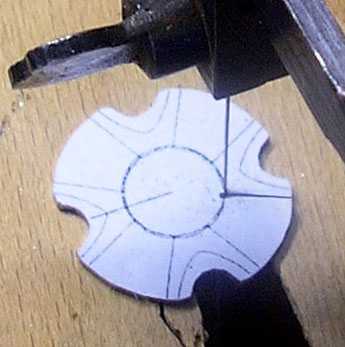
Таким образом выпиливаю почти всю деталь: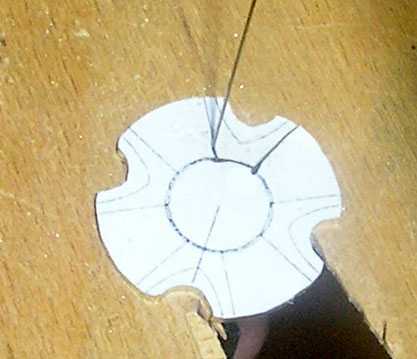
И перед самым окончанием выпиливания (примерно за миллиметр-полтора до конца) я вновь запиливаюсь в финагель, и дальше пилю и финагель, и деталь (как в самом начале). Вот так: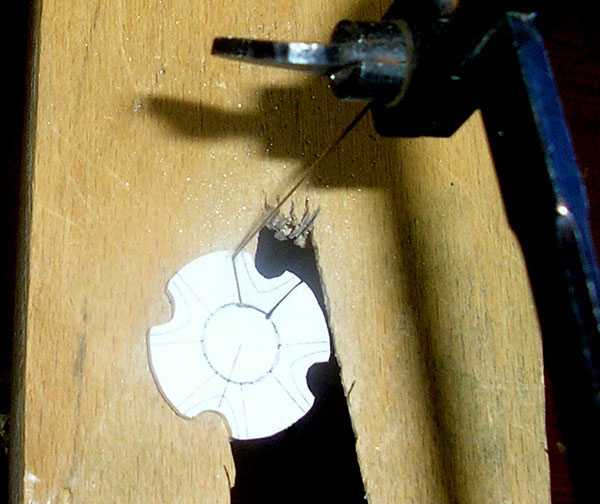
Так заканчивают пилить для того, чтобы в конце не отпилить пальцы. Если допиливать деталь в центре финагеля, то когда деталька отпилится, пилка по инерции продолжат движение вперед. А впереди чаще могут быть пальцы. Причем без толку отслеживать тот момент, когда наконец деталь допилится, чтобы вовремя остановится. Все происходит в доли секунды. Раз – и полоса по пальцам. Для того, чтобы этого не случилось, нас учат заканчивать пилить в финагеле: пилке из дерева деваться некуда.
Всё, я отпилила заготовку. Пилка зафиксирована в финагеле.Я специально запиливаюсь в финагель поглубже для наглядности. На деле вовсе необязательно так глубоко запиливаться, пары миллиметров достаточно:


Что делают, когда выпиливают ажурный орнамент: все то же самое, только в нужных местах (там где нужно выпиливать всякие внутренние замкнутые контуры) стучат керном и сверлят отверстие, чтобы продеть пилку. Ну, например вот так:
Допустим, здесь нужно выпилить внутренний орнамент. Красной точкой я указала одно из мест, куда можно засверлиться , продеть туда пилку и оттуда пилить.
В заключении про рисунок. Его клеят на бумажке, как я описала выше, переводят на гуашь, прорисовывают чертилкой. Из хэндмэйкерской практики нам известны и другие способы перевода рисунка, например, горячим утюгом. Не важно, как переводить рисунок, тут свобода творчества, ограничений нет.
Вроде, про металл все. Спрашивайте, если я что-то забыла.
mon-tatou.livejournal.com
кто попилит таблетку латуни в Москве
fartovy777 31-01-2010 22:55кто попилит таблетку латуни в Москве? толщина 5см, диаметр 18см, вес 9кг.


не ужели ни кто не попилит???????????
Agador 01-02-2010 21:22Чем ее пилят то? Ножовка не берет что ли?
fartovy777 01-02-2010 22:55quote:
Originally posted by Agador:
Чем ее пилят то? Ножовка не берет что ли?
берёт только сколько я её буду пилить? сто лет? если ни кто не попилит, буду м удохаться , куски по надобности отпиливать. Ножедел 02-02-2010 09:10
quote:
Чем ее пилят то? Ножовка не берет что ли?
А больгарка на что?!
Круг отрезной взять 1мм толщиной, можно и 0.8мм, и вперед! Превосходно режет!fartovy777 02-02-2010 09:38
quote:
Originally posted by Ножедел:
Круг отрезной взять 1мм толщиной, можно и 0.8мм, и вперед! Превосходно режет!
спасибо за совет! чего то я о этом не подумал. буду пробовать дней через 5.OVM 02-02-2010 13:52
quote:
Originally posted by Ножедел:
А больгарка на что?!
Круг отрезной взять 1мм толщиной, можно и 0.8мм, и вперед! Превосходно режет!
А по латуни, засаливаться (забиваться с наволакиванием) не будет?
egor82 02-02-2010 14:13quote:
А по латуни, засаливаться (забиваться с наволакиванием) не будет?
да не
распилит тока в путь =))fartovy777 03-02-2010 14:27
товарищ сегодня пробовал – вязнет, еле пилит. бросил это дело
Ермак 03-02-2010 14:53quote:
А больгарка на что?!
Круг отрезной взять 1мм толщиной, можно и 0.8мм, и вперед! Превосходно режет!
Никто цветмет абразивом не режет. Диск в момент засаливается, перегревется и разлетается или так вязнет, что лопается от перекоса.
Нужна ленточная пила, самое оптимальное. Либо на горизонтальном фрезерном дисковой фрезой.fartovy777 05-02-2010 23:02
отпилили большой болгаркой на строительном рынке. один кусок 1см толщиной, второй 2см. отпилили всего 2 куска – ушло 2 круга больших 230 ых. но гимор пипец
Ножедел 05-02-2010 23:19Странно…
Толи латунь у меня попалась “не той системы”, толи круги.
Маленькой болгарой с кругом 125мм легко откраиваю любые нужные куски!
бошевский круг для цветмета на 125 и нет никакой головной боли, а тем более разрывов и перегревов
ЮЗОН 06-02-2010 12:41А ни оловянистая бронза ли попалась, или латунь с высоким содержанием меди?
ЛС59 болгаркой пилиться нормально, круги по стали Луга 230*2мм
quote:
Originally posted by ЮЗОН:
А ни оловянистая бронза ли попалась, или латунь с высоким содержанием меди?
всё может быть, не знаю.Танк-032 06-02-2010 03:03
quote:
Originally posted by fartovy777:
отпилили всего 2 куска – ушло 2 круга больших 230 ых. но гимор пипец
И это по латуни?
Я вахуе. Что то вам не по пёрло!!!(не чего было хвалится, что досталось на халяву)шутка.fartovy777 06-02-2010 10:23
quote:
Originally posted by Танк-032:
И это по латуни?
по ней родимой! Numero13 08-02-2010 12:47
Ещё актуально? Могу попилить занедорого. Только станок не фрезерный, припуск надо будет оставлять как и под болгарку.
fartovy777 08-02-2010 14:22актуально. тел свой в личку пож
beatngu 26-02-2010 18:52пилите Шура пилите , они золотые)))))))))
guns.allzip.org