Латунь чем варить – Сварка латуни и бронзы аргоном, и другие технологии, применяемые в домашних условиях
alexxlab | 29.09.2020 | 0 | Вопросы и ответы
Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.

Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка. И именно это отличает сварку латуни от сварки меди.
Как правильно заварить латунь – варианты и особенности
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.
- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.
Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка латуни – основные технологии, особенности, видео
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.

Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
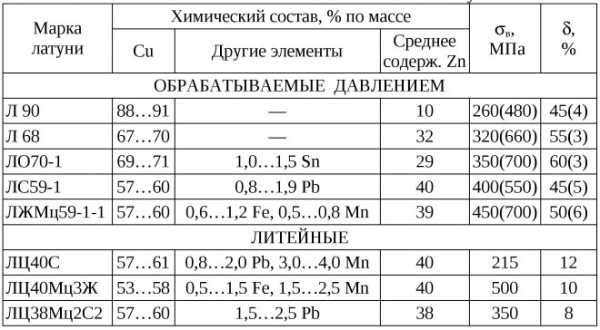
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.

Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
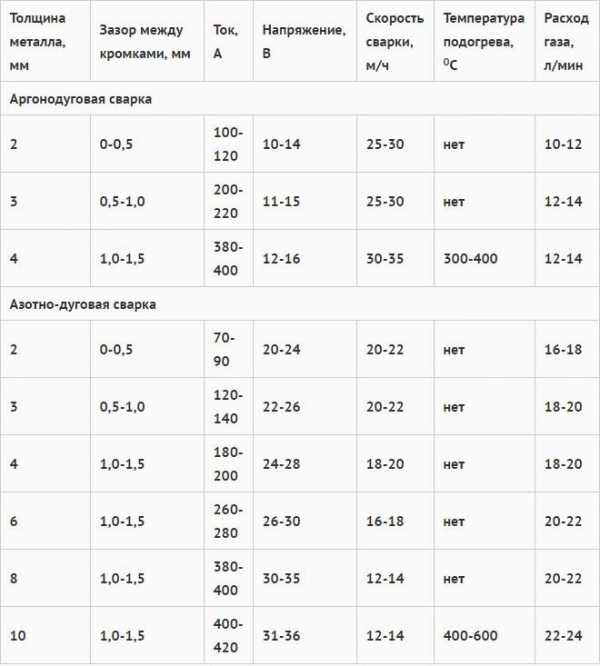
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Сварка латуни в домашних условиях
При обработке цветных металлов часто возникают трудности, так как при высоких температурах их физические свойства изменяются. Особого внимания заслуживает сварка латуни, при которой происходит активное испарение цинка. Несмотря на имеющиеся сложности, с данным сплавом вполне реально работать и в бытовых условиях.

Основные свойства материала и получение
Прежде чем будет подробно рассмотрена сварка латуни, необходимо ознакомиться с характеристиками самого материала. В состав сплава входят два базовых металла – медь и цинк. Содержание последнего из них может варьироваться в пределах 5-45 процентов. Его вводят не только для улучшения физических свойств, но и для удешевления конечного продукта.
Из латуни изготавливается большое количество изделий. К таковым относятся всевозможные втулки, переходники, трубы и различные элементы декора. При их производстве могут добавляться легирующие элементы, влияющие на качественные характеристики:
- олово позволяет повысить показатели устойчивости к коррозии:
- алюминий в какой-то мере уменьшает летучесть цинка;
- кремний улучшает свариваемость при небольшой потере прочности;
- свинец дает возможность получать менее твердые изделия для удобной обработки методом разрезания.

В качестве исходного сырья для изготовления сплава выступают цинковые и медные заготовки, а также некоторые виды других металлов. В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Меры предосторожности при осуществлении работ
Самостоятельная сварка латуни не должна привести к формированию опасных условий для человеческого организма. В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.

Не допускается осуществлять сварочные мероприятия рядом с материалами и веществами, воспламеняющимися очень быстро. В непосредственной близости от рабочего места не должно быть бензина, деревянной стружки, пакли или газовых баллонов. Обязательным условием является наличие вентиляции в помещении.
Мероприятия по подготовке элементов
Когда осуществляется сварка латуни небольшой толщины, выполнять предварительный подогрев нет необходимости. При соединении массивных элементов рекомендуется производить местную термическую обработку. Подготовка кромок может не выполняться для изделий толщиной 1,5-6 мм.
Если элементы имеют большее сечение, то в любом случае потребуется V-образная разделка швов. Она отличается простотой, но не является оптимальной. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.

Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни аргоном: описание процесса
Среда из защитных газов предоставляет возможность несколько сгладить негативные эффекты. Сварка бронзы и латуни при таком варианте проходит с использованием постоянного тока, имеющего прямую полярность. В связи с большой долей вероятности прожога рекомендуется обрабатывать место стыковки посредством длинной дуги.
Электрод вставляется в горелку, представляющую собой токопроводящий механизм. После этого осуществляется включение агрегата. Сама операция сопровождается повышенным треском, который появляется из-за выделения цинковых паров. Присадочная проволока внедряется внутрь шва вручную.
Части совмещаются отдельными валиками, а не по технологии сплошной варки. При заделывании кратера желательно немного снизить напряжение дуги. На завершающей стадии ее нужно убрать в сторону. Рабочее напряжение должно уменьшаться не сразу, а постепенно.
Использование газового оборудования
В зонах с отсутствием электрического источника электродуговая технология не может быть применена. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.

При работах избежать чрезмерного испарения цинка удается путем применения окислительного пламени в рабочей горелке. Кислорода должно быть гораздо больше, чем водорода. При обработке стыка на поверхности появляется оксидная пленка, позволяющая в некоторой степени защитить окружающее пространство от выделений цинка.
При сварке присадочную проволоку рекомендуется размещать под углом от 15 до 30 градусов к боковым кромкам. Следует избегать поперечных колебаний при осуществлении операции. Горелка должна находиться под углом от 70 до 80 градусов к заготовке.
Присадочный материал укладывается над расплавленной ванной непосредственно в пламя горелки. Нельзя погружать используемый пруток во внутреннюю часть шва. При проходке желательно придерживаться определенной скорости. Обычно она составляет 15-25 см в минуту.
Если соединяются заготовки большой толщины, то их следует располагать под углом от 10 до 15 градусов к горизонту. Сварка при этом осуществляется на подъем. Как правило, потолочные швы в таком случае не выполняются, так как материал является жидкотекучим.

Сварка с другими металлами и сплавами
Иногда требуется соединить латунь с другими разнородными материалами. В этом случае необходимо знать об особенностях проведения подобных работ. При совмещении со сталью могут возникать некоторые трудности, что связано с различными физико-химическими характеристиками двух сплавов.
Распространенным дефектом при сварке считается появление трещин на стальной поверхности непосредственно под слоем латуни. Для снижения риска образования подобных изъянов рекомендуется использовать никелевый сплав. Лучше всего подходит аргонодуговая технология, выполняемая при помощи вольфрамовых электродов.
Совмещение титана с медными сплавами может приводить к образованию хрупких химических связей. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
По физическим свойствам ниобий во многом схож с титаном, поэтому он удовлетворительно сваривается с латунью. Однако операция должна проводиться в инертной среде. Часто используются специальные камеры, в которой атмосфера полностью контролируется.

Завершающая часть
Следует отметить, что технология сварки латуни имеет свои особенности, которые должны учитываться при создании неразъемных соединений в домашних условиях без привлечения специалистов. При изучении всех тонкостей процесса вполне реально добиться качественного соединения заготовок. Что касается выбора методики, то она в большей степени зависит от наличия конкретного оборудования и условий проведения работ.
fb.ru
Сварка латуни в домашних условиях: особенности
Работа с цветными металлами, такими как латунь, всегда сопряжена с рядом трудностей. Это связано с тем, что физические свойства латуни могут изменяться под воздействием высокой температуры. Многие начинающие сварщики, впервые столкнувшись со сваркой латуни и не знающие всех особенностей, получают неудовлетворительный результат и больше не хотят работать с цветными металлами.

Они считают, что такой сложный по свойствам металл можно сварить только дорогостоящими методами, такими как контактная сварка латуни. Но это не так! Мы готовы доказать, что сварка латуни возможна даже в домашних условиях. В данной статье мы расскажем, как выполняется полуавтоматическая сварка аргоном и проволокой, поскольку такой комплект оборудования наверняка есть у многих домашних умельцев и работа с ним не так уж сложна.
Содержание статьи
Общая информация
Латунь — широко применяемый металл, в составе которого в большом количестве присутствует медь и цинк. При этом содержание цинка может достигать 50%. Благодаря цинку латунь приобретает улучшенные эксплуатационные характеристики, а себестоимость металла уменьшается.

Латунь изготавливают в промышленных индукционных печах, используя не только медные и цинковые заготовки, в составе могут присутствовать и другие металлы. Например, олово, алюминий, кремний и свинец. Все эти металлы обладают легирующими свойствами и улучшают характеристики латуни. Благодаря им цинк меньше испаряется, улучшаются антикоррозийные свойства, металл легче поддается нарезке. Словом, легирующие металлы придают латуни множество положительных качеств, тогда как в основе всегда остается цинк и медь.
Но, какими бы положительными свойствами не обладали легирующие добавки, у латуни все же есть свои особенности, из-за которых процесс сварки затрудняется. О них, и о технологии сварки латуни мы поговорим далее.
Особенности
Сварка латуни в домашних условиях и на предприятии всегда связана с некоторыми трудностями. У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
Самая главная особенность — это активное испарение цинка во время сварки. Дело в том, что цинк плавится при относительно низкой температуре (около 400 градусов по Цельсию). Из-за этого образуются летучие вещества, которые вступают в контакт с кислородом. В таких случаях на поверхности сварного соединения образуется видимый белый порошкообразный налет. Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Технология сварки
Перед сваркой детали нужно подготовить. Кто-то рекомендует прокаливать заготовки, но мы считаем, что эта процедура излишняя. Мы рекомендуем подогревать только места стыков, и то в случае, если детали крупные и толстые. Что касается кромок, то их нужно разделывать на любых деталях. А вот зачистка необходима только деталям, толщина которых больше 5 миллиметров. Естественно, вне зависимости от толщины металла, с его поверхности нужно убрать грязь, краску и очаги коррозии.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Проволока должна быть изготовлена из латуни. В качестве газа рекомендуем использовать аргон, его можно легко найти в специализированных магазинах. При этом не обязательно покупать большие баллоны, в продаже имеются более компактные варианты по 10-15 литров, они легко поместятся в багажник и их можно перенести самому.

Вставьте проволоку в горелку и только после этого включайте полуавтомат. Установите на полуавтомате постоянный ток и прямую полярность. Проволока латунная сварочная будет подаваться в автоматическом режиме, но если вы уже имеете некоторый опыт ручной подачи проволоки, то можете делать это самостоятельно. В процессе работы следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык. Дуга должна быть длинной, чтобы уменьшить вероятность образования прожогов на поверхности металла.
Читайте также: Газ для полуавтоматической сварки
Во время сварки вы будете слышать сильный треск. Не беспокойтесь, это абсолютно нормально, подобный звук образуется при испарении цинка. Ведите горелку ровно, не отклоняясь в стороны. После выполнения шва не нужно резко отводить горелку в сторону и отключать подачу газа. Отведите горелку плавно и пусть газ подается в сварочную зону еще секунд 10. После этого прекратите подачу газа.
Техника безопасности
В большинстве случаев сварка латуни относительно безопасна, даже в бытовых условиях, например, в гараже. Но учитывайте, что при плавлении выделяются пары цинка, а это уже может быть опасно для дыхательных путей, так что используйте респираторы. Не забывайте о других обязательных средствах защиты: одежде из плотной ткани, ботинок, не проводящих электричество, защитных перчаток и маске. Держите рядом огнетушитель.
Кстати, технике безопасности мы посвятили множество статей, вы можете ознакомиться с ними тут, тут, и тут. Чем лучше вы знаете правила и умеете применять их на практике, тем выше вероятность, что в критической ситуации вы сможете сохранить себе здоровье и жизнь.
Вместо заключения
Как вы понимаете, технология сварки латуни не так уж сложна, как может показаться на первый взгляд, но она все же имеет ряд особенностей. У новичков часто не получается правильно выполнить сварку, из-за чего они делают вывод, что работа с латунью им не по плечу. Не стоит отчаиваться! Все, что вам нужно, это полуавтомат, латунная проволока для сварки и баллон с аргоном.
К тому же, домашняя сварка не предполагает высочайшего качества швов, вам не нужно соблюдать ГОСТы и беспокоиться о недостатках своей работы. Это дает возможность свободно практиковаться, без переживаний за конечный результат. А вы когда-нибудь работали с латунью? Расскажите о своем положительном (или отрицательном) опыте в комментариях к этой статье.
svarkaed.ru
Сварка латуни в гаражных условиях. Сведения о сварке латуни

Латунь – это сплав меди с цинком, в незначительном количестве могут присутствовать другие легирующие элементы. И поскольку цинк металл легкоплавкий, температура его плавления в чистом виде 400 оС с «хвостиком», поэтому сварка латуни – занятие неприятное и небезвредное.
Цинк сгорает с выделением гари и неприятного запаха. Для проведения работ нужно обязательно обзавестись респиратором, который вряд ли защитит вас от вредных выделений полностью, но это все-таки лучше, чем совсем без него. Как бы то ни было, для разовой работы респиратора будет вполне достаточно. Цинк находится с медью в связанном на молекулярном уровне состоянии, что приводит к снижению температуры плавления латуни в два раза, если сравнивать с чистой медью. Латунь плавится при температуре около 900 оС.
В связи с вышесказанным, резонно сделать вывод, что латунь все же лучше паять. Пайка лучше всего протекает, когда в руке твердосплавный припой, но с температурой плавления все же более низкой, чем у латуни. Лучше всего подходят медно-фосфорные припои. Оксидная пленка на поверхности цветного металла препятствует смачиванию, растеканию и схватыванию припоя с поверхностью детали, поэтому применяют флюсы, которые окислы снимают. Наиболее известный флюс, о котором все слышали, кто занимается сварочными или паяльными работами, это бура. Ее всегда можно приобрести в ближайшем магазине, и она будет полезна не только для пайки латуни, но и вообще всех медных сплавов, а также стали, чугуна. Есть и специальный флюс, который поможет при работе с латунными изделиями – ПВ209, его чаще используют на производстве.
По некоторым причинам пайка меди все же заменяется сваркой. Какие это могут быть причины?
- Первая, встречаются люди, которые с недоверием относятся к пайке. В некоторых случаях они могут оказаться действительно правы, особенно если деталь будет в работе испытывать какие-то серьезные нагрузки, которые будут ее крутить, изгибать и всячески испытывать эту деталь на прочность. Пайка медно-фосфорными припоями дает отличную прочность паяного соединения, более дорогостоящие серебряные припои – еще более высокую (соответствующие значения «сигмы временного» — временного сопротивления разрыву и других характеристик вы можете найти в интернете), однако пайка никогда по прочности не сравнится со сваркой. Последняя дает наиболее высокие прочностные характеристики.
- Вторая причина – возможные требования заказчика к однородности основного металла и шовного по цвету. При пайке определенно будут более выражены цветовые различия, так как не образуется сварочная ванна и не происходит перемешивания металлов. Возможны отличия и при сварке, но все же они минимальны, либо же вообще отсутствует (зависит от технологии сварки и применяемых присадочных материалов).
- Третья причина и вовсе прозвучит банально – варят, потому что нет возможности паять, так как из оборудования есть в наличие только сварочный аппарат.
Нужно еще отметить, что латунь варится большинством из известных способов сварки:
Из специальных способов сварки можно отметить лазерную и ультразвуковую.
Если говорить об основных сварочных методах, которые используются не только на производстве, но и в гараже нашими кулибиными… Проще всего латунь варится ацетилено-кислородным пламенем. При работе с ТИГом латунь сильно шипит, так как стремительно разогревается до температуры своего кипения, а сам процесс описывают, как достаточно сложный. Не всем удается с помощью ТИГа получить какой-то приемлемый результат, но при соблюдении технологии и приобретении необходимых навыков, освоить ТИГ латуни все же возможно. При этом качество швов получается высоким. И самый интересный случай – это, конечно, сварка с помощью электродов. Рекомендуют использовать электроды со стержнем из латуни ЛК80-3, ЛМц59-02 или бронзы КМц3-1 (международное наименование CuSi3). Только забыли написать, где взять такие электроды? Вряд ли они продаются в ближайшем магазине! Выход видится в сварке графитовым электродом.
Во всех случаях, теория гласит, что чем больше в присадочном прутке легирующих элементов, которые являются раскислителями, тем лучше. Раскислителями являются, например, такие элементы, как кремний или марганец. Они связывают свободный кислород в расплаве и выводят его на его поверхность в виде шлака. Таким образом, вредная составляющая выводится из металла и в результате снижается количество дефектов – отсутствует пористость или же она сведена к минимум – единичные поры, раковины. Насколько раскислители, которые находятся в сварочной проволоке, влияют на качество шва (латунь) в плане его бездефектности на практике – трудно сказать. Например, при наплавке меди М1 прутком М1 на электротехническую сталь типа 10895 или 10864,10865 ацетилено-кислородной или кислородно-пропановой горелкой наблюдается серьезная пористость наплавленного слоя – частные цепочки пор. Причем тем больше пористость, чем выше интенсивность пламени, его скорость. Дефекты наплавки (или шва) скорее появляются из-за того, что расплавленный металл «обдувается» скоростным пламенем и наличие или отсутствие раскислителей в составе присадки здесь вряд ли что-то может изменить в лучшую сторону. Кардинально ситуацию меняет, например, сварка в аргоне – здесь аргон подается с меньшей скоростью и образует как бы облако газа вокруг сварочной ванны. В результате наплавленный слой практически не имеет пор.
Латунь – это не медь, а сплав на ее основе. Однако, как нам кажется, здесь можно провести определенные параллели. Часто принимается за абсолютную действительность теоретические сведения, которые были выведены в свое время высоколобыми учеными, но имеют к реальности отдаленное отношение. Но вернемся к сварке латуни…
Так как ацетилен наиболее подходящий для сварки латуни метод, остановимся на нем более подробно.
Сварка латуни ацетиленом в домашних условиях
Понадобится флюс бура – белый порошок, который выглядит как соль. Продается он по килограммам в полиэтиленовых пакетах. Проволока латунная, реализуется в прутках. Стоимость проволоки высокая, но если варить время от времени по хозяйственным нуждам, небольшой связки прутков хватит на долгое время.
Технология сварки
Если нужно проварить толстостенные детали, нужно делать разделку. Она может быть У-образная; Х- образная, или самая обычная с углом раскрытия 45 оС. Если детали тонкостенные, разделка не требуется, необходимый провар и так будет обеспечен. Для сварки можно использовать как ацетилен, так и пропан, так как для плавления латуни большой температуры не требуется. Единственное что, массивные латунные изделия, если такие найдутся в хозяйстве, пропаном греть придется дольше.
Мундштук – насадка на горелку выбирается самый маленький (№1). Пламя должно быть небольшим. Пламя настраивается так же, как на сварку черного металла, только немного мягче.
Для начала нагревается латунное изделие. Если детали имеют тонкие стенки, нужно контролировать процесс так, чтобы металл не провалился, это может произойти, если его сильно прогреть. Нагреваем деталь не докрасна (хотя она и не греется до такого цвета). Затем пруток окунается в флюс и подается к соединению. Капля «падает» с прутка, попадает на соединение и эту каплю необходимо «размазать» небольшими колебательными движениями горелки. И так постепенно продвигаетесь вперед.
Контролируйте визуально отсутствие пор. Если появились – значит мало флюса. Добавили флюс – и пора заплавляется. Процесс сварки латуни ацетиленом сильно не отличается от сварки углеродистых сталей.
Читайте статью «Выбор присадочного прутка и особенности аргонодуговой сварки (TIG) черной стали, нержавейки, алюминия, меди и ее сплавов, магния»
svarka-master.ru
Сварка латуни – особенности и рекомендации к обработке
Сварка латуни является технологически сложным процессом, так как входящие в состав сплава медь и цинк обладают различными физико-химическими свойствами. Тем не менее производить соединение различных деталей, изготовленных из латуни, с помощью сварки можно несколькими вполне доступными способами, причем технологически этот процесс в большей степени похож на сваривание меди.
Определение

Труба латунная
Латунь является двойным или многокомпонентным сплавом меди и цинка, для чего дополнительно добавляют в состав в небольшом количестве олово, никель, свинец, марганец, железо и другие присадки. Металлургическая классификация разделяет латунь и бронзу как разные по физико-химическим свойствам сплавы.
В промышленности используют два основных вида латунных сплавов:
- однофазный или альфа, где цинк составляет не более 35% от общей массы. Изделия на основе такого состава легко деформируются в любом состоянии без необходимости в дополнительном нагреве.
- двухфазный или альфа-бета, в состав которого добавляют до 60% цинковой массы. Отличительной чертой данного сплава является хорошая прочность и износостойкость, а вот обработку приходится производить с помощью давления и высокой температуры.
Особенности при сварке латуни
Основная трудность, с которой сталкиваются при сварке латунных изделий, характеризуется большой разностью значений температур плавления меди и цинка. Так, плавление меди начинается при 1080⁰ C, а цинка всего от 420⁰ C, при этом точка кипения последнего составляет 905⁰ C. Поэтому процесс сварки происходит при интенсивном кипении цинка, что сопровождается его частичным выгоранием и частичным испарением в месте термического нагрева.

Сварочный шов
Сварка латуни также сопровождается образованием соединения кислорода и цинка или окислением последнего по формуле 2Zn+O2=2ZnO. Оксид цинка в виде пленки белого цвета образуется непосредственно в зоне термической обработки и покрывает участки металла в районе сварного шва, тем самым препятствуя свободному сплавлению латунных деталей.
Для термической обработки латуни также характерен процесс поглощения свободного водорода, который при попадании в расплавленный металл не успевает вовремя выделиться и застывает, тем самым способствуя образованию газовых пузырей и пор в структуре сварного шва, тем самым значительно снижая его прочность.
Таким образом, если обобщить трудности, с которыми придется столкнуться при сварке латуни, то можно выделить:
- испарение и выгорание цинка,
- окисления цинка с образованием оксидной пленки,
- образование пористости и трещин в месте сварки.
Методы сварки латуни
Сварка латуни очень похожа на сварку меди и происходит при температуре в 1100⁰ C, но при этом требуется учитывать все особенности свойственные сплаву меди и цинка, возникающие в процессе проведения сварочных работ.
На практике применяют три основных способа сварки латуни, а именно:
- электродуговую сварку,
- газопламенную сварку,
- аргоновую сварку.
В свою очередь электродуговая сварка делится на:
- сварку с помощью латунных электродов,
- сварку с помощью угольных электродов.
Для обычной электродуговой сварки латуни используют постоянный электрический ток прямой полярности. Сварка производится короткой дугой из нижнего положения, которую поддерживают силой тока в 250 ампер для пятимиллиметровых электродов, при этом скорость укладки сварочного шва составляет до 30 сантиметров в минуту.
По окончании работ сварочный шов необходимо проковырять и дополнительно отпустить путем разогрева до температуры в 600-650⁰ C. Изготовление электродов для электродуговой сварки производят из латунной проволоки на основе меди и 40% цинка с небольшими добавками до 5% марганца, алюминия, железа и прочих компонентов.
Выбор электродов
Сварочные электроды для электродуговой сварки латуни используют двух типов:
- графитированые, для изделий небольшой толщины не требуют дополнительной присадочной проволоки;
- толстопокрытые электроды, с многослойным покрытием.
Изготавливают электроды путем покрытия сварочной проволоки типа ЛК-80-3 слоем обмазки толщиной в треть миллиметра, приготовленной из смеси состоящей из одной трети жидкого стекла и двух третьих частей сухих веществ:
- марганцевая руда — 30%,
- концентрат титана — 30%,
- ферромарганцевых компонентов — 15%,
- меловая крошка — 20%,
- калий сернокислого — 5%.
После высыхания обмазки ее дополнительно покрывают миллиметровым слоем флюса, представляющего собой смесь жидкого стекла с борным шлаком.

Электроды угольные
Сварку латуни с помощью угольных электродов производят аналогично процессу сварки медных деталей, с той лишь разницей, что применяется в качестве припоя латунная проволока с содержанием цинка до 40% и пятипроцентной марганцевой присадкой, которая покрыта специальным флюсом.
Латунь довольно плохо сваривается с помощью электродуговой сварки, для качественного соединения должны соблюдаться следующие условия:
- толщина свариваемых листов латуни на один проход не должна быть более 3 мм;
- объемные изделия необходимо заранее прогревать до температуры в 200-300⁰ C;
- тонкостенные материалы рекомендуется сваривать одним проходом, так как при многослойной сварке могут образовываться в большом количестве трещины и поры.
Для соединения тонкостенных деталей и труб, выполненных из латуни, в основном применяется газопламенная сварка. При ее использовании для снижения количества испарений молекул цинка, сварку латунных изделий производят пламенем с переизбытком кислорода. Вследствие чего образуется тонкая оксидная пленка ZnO, которая и позволяет в значительной мере уменьшить процесс испарения цинка. Причем кислородный избыток вдобавок позволяет связывать свободный водород, который образовывается в пламени горелки, из-за чего, в свою очередь, уменьшается его проникновение в расплавленный металл.
Флюс для газопламенной сварки изготавливают на основе прокаленной буры с добавлением борной кислоты. Эту сухую смесь предварительно разводят водой до состояния густой пасты, а перед началом работ пастообразную массу флюса просто наносят кисточкой на место будущей сварки.
Сварка латуни в среде аргона
Аргоновая сварка латуни — это процесс соединения металла с помощью электрической дуги в среде инертного газа. В основном используют аргоновую сварку для соединения деталей большой толщины в 5 мм и более.
Устройство аргоновой сварки представляет собой токопроводящий зажим, фиксирующий электрод в виде округлого сопла, при помощи которого на место сварного шва и поступает газ аргон. Формирование сварного шва производится с помощью проволочного припоя, который для качественного соединения должен быть полностью идентичен по составу с латунным сплавом свариваемых деталей.
Обязательным условием качества сварки аргоном является необходимость тщательной подготовки места будущей сварки, как в принципе и для других способ сварки. Для этого на краях заготовок необходимо вырезать специальную сварочную кромку, а место сварки тщательно зачистить до идеального блеска с помощью напильника или наждачной бумаги. Для очистки латунных поверхностей от окислов используют метод травления разбавленным раствором азотной или соляной кислоты, причем кислотную очистку надо проводить непосредственно перед началом сварочных работ.
Пару советов напоследок
В домашних условиях детали из латуни можно достаточно легко спаивать при помощи паяльной лампы и оловянного припоя, используя в качестве флюса вполне доступную буру.
Стоит знать и помнить, что во время сварки латунных изделий образуется оксид цинка в виде белого порошка или белесых паров, который является токсичным веществом и противопоказан для попадания внутрь человеческого организма. Поэтому необходимо производить сварочные работы либо на открытом воздухе, либо при хорошей вытяжной вентиляции, а также в обязательном порядке воспользоваться такими средствами индивидуальной защиты, как защитная маска или защитные очки и респиратор.
wikimetall.ru
Сварка латуни


Такой металл как латунь благодаря своим отличным эксплуатационным характеристикам получил сегодня широкое распространение и используется в различных отраслях народного хозяйства. Достаточно часто возникает необходимость сварки латуни, что выполняется с использованием различного оборудования и по строго определенной технологии. Необходимо сказать, что латунь относится к легкоплавким металлам, что необходимо учитывать при выполнении таких работ. Расскажем вам поподробнее как проводиться сварка такого металла.
Особенности сварки латуни
Если же говорить об особенностях работы с этим металлом необходимо сказать, что в отдельных случаях возникают определенные трудности, обусловленные наличием в сплаве цинка, который расплавляется и выгорает при низких температурах. Если у самой латуни температура плавления составляет порядка 700 градусов, то цинк становится жидким и начинает выгорать уже при 420 градусах. Все это существенно усложняет сварку латуни, которая при термической обработке в месте соединительного шва начинает интенсивно кипеть, что в свою очередь не позволяет сформировать правильный шов.

Во время термического воздействия при сварке латуни образуется большое количество белого осадка. Такой остаток представляет собой окись цинка, который выгорает и соединяется с кислородом. Следует также учитывать тот факт, что испарения цинка в соединении с кислородом представляют опасность для человека. Именно поэтому при выполнении таких сварочных работ следует в обязательном порядке использовать следующие средства индивидуальной защиты:
- Респираторы.
- Защитные маски.
- Перчатки.
- Очки.
- Спецодежду.

Используемые сегодня технологии сварки латуни позволяют снизить выгорание цинка, и при этом обеспечивается отсутствие в сварном шве пор, наличие которых отрицательно сказывается на качестве соединения.
Сварка латуни аргоном
Необходимость предварительного прогрева деталей перед выполнением сварочных работ зависит в большей степени от толщины таких элементов. При соединении тонких и средних по своей толщине латунных изделий выполнять их предварительный нагрев не требуется. А вот если соединяются элементы большой толщины, рекомендуется предварительно выполнить местный прогрев.

Также исходя из толщины материала, выполняется разделка кромок под их сварку встык. В том случае, если выполняется работа с латунными листами, толщина которых не превышает полутора миллиметров, рекомендуется выполнять предварительную отбортовку листов. При этом высота такой отбортовки должна равняться двойной толщине свариваемых металлических изделий. В том же случае, если соединяются элементы толщиной более полутора миллиметров, то дополнительно обрабатывать их кромки не требуется.
При сварном соединении металлических латунных изделий следует помнить, что допустимый зазор составляет не более 2 миллиметров. В том случае, если используются дополнительные подкладки, размер допустимого зазора увеличивается до 4 миллиметров. Необходимо учитывать тот факт, что от правильности соблюдения зазора между соединяемыми деталями зависит качество выполненной сварки.

Сварка латуни полуавтоматом
Необходимо сказать, что на выбор используемых электродов непосредственно влияют особенности тех или иных латунных изделий. Наибольшую популярность получили справочные электроды марок Л62 и Л68. Использование проволочных электродов этих марок позволяет существенно уменьшить выгорание цинка, а, следственно, сварные швы отличаются прочностью и имеют правильно сформированную структуру.
Появление при выполнении сварки большого количества дефектов и разнообразных пор в сварных швах существенно усложняет выполняемые работы. Для минимизации таких пор и обеспечения максимальной плотности шва рекомендуется использовать в качестве электродов латунную проволоку, которая легирована различными раскислителями. В качестве раскислителей можно использовать серебро, марганец и алюминий. При выполнении сварочных работ рекомендуется использовать дополнительный флюс, который позволяет улучшить качество соединения и эффективно удаляет из сварного шва появляющийся оксид цинка.
При использовании кислородной сварки этого металла рекомендуем использовать электроды, содержащие в своем составе кремний и олово. В данном случае обеспечивается максимально высокая коррозийная устойчивость, а само соединение получается прочным и устойчивым к воздействию различных агрессивных сред. Распространение также получили кремнистые электроды, которые в процессе сварки уменьшают количество дыма, соответственно снижается показатель угара цинка. Такие кремнийсодержащие электроды широко используются при сварке латуни и стали.
Профессиональные специалисты при выполнении сварочных работ в обязательном порядке используют различные виды флюса. Применение таких составов препятствует окислению в расплавленной ванне и очищает сварные кромки. Все это позволяет существенно улучшить качество проведенных работ. Наилучшие результаты достигаются при использовании флюсов, изготовленных из буры и борной кислоты. Также можем порекомендовать вам использовать флюс БМ1 , который состоит из метилового спирта и метилбората. Использование такой марки флюса позволяет предотвратить выгорание цинка, соответственно сварщик будет полностью защищен от воздействия опасных для здоровья паров цинка.
Газовая сварка латуни
Следует сказать, что такие работы следует выполнять с максимально возможной в конкретном случае скоростью, что объясняется особенностями плавления этого материала. При уменьшении скорости сварки существенно увеличивается количество образующихся в шве пор. Оптимальные показатели скорости сварки составляют приблизительно 0,25 метров в минуту.

Если выполняются работы с латунными изделиями большой толщины, соединяемые детали следует устанавливать к горизонту под углом в 10-15 градусов. При этом сварка ведется снизу вверх. Предварительно необходимо разогреть соединяемые элементы, что позволит ускорить их сварку.
Присадочную проволоку при выполнении сварки латуни необходимо располагать под углом в 30 градусов к свариваемым кромкам. При этом горелка держится под углом близким к 90 градусам к поверхности изделия. Сварку нужно выполнять без поперечных колебаний, что может привести к ненужному расплавлению латунных изделий. Учтите, что проволока или электрод не должны погружаться в расплавленную ванну. Проволока должна быть в пламени горелки над расплавленной ванной. Наплавляемый металл должен располагаться в пламени горелки и каплями стекать в ванну.

Показатели прочности выполненных соединений
Следует сказать, что качество и прочность выполненной сварки латуни зависит от различных факторов. Это и толщина соединяемых элементов, разновидность используемого присадочного материала, характеристики соединяемых латунных изделий. Отметим, что применение той или иной технологии сварки позволяет обеспечить максимально возможную прочность соединения. Необходимо соответствующим образом проводить подготовку материала к работе, правильно выбирать используемый наплавляемый материал, что и станет залогом отсутствие горячих и холодных трещин в сварном шве. Также рекомендуется выполнять дополнительный отжиг соединенных элементов при температуре порядка 550 градусов. Это существенно улучшает структуру металла, обеспечивая максимально возможную прочность соединения. Отметим лишь, что подобный отжиг возможен в случае, когда свариваемые изделия имеют небольшие габариты.
svarkagid.com