Литье латуни в домашних условиях – особенности технологии и этапы процесса
alexxlab | 04.12.2017 | 0 | Вопросы и ответы
Температура плавления латуни и плавка в домашних условиях
Такой параметр, как температура плавления латуни, является важным во многих ситуациях. Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.

Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Характеристики и сферы применения латуни
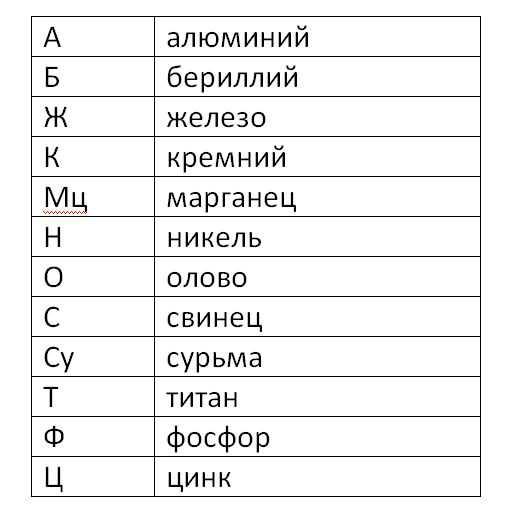
Среди множества разновидностей латуни наибольшее распространение получили два ее типа – двойная и многокомпонентная. Основным элементом, определяющим характеристики данного сплава, является цинк, который может присутствовать в нем в количестве от 5 до 45%. Кроме цинка, в составе латуни в зависимости от ее марки могут присутствовать марганец, железо, никель и свинец, которые также оказывают влияние на ее свойства.
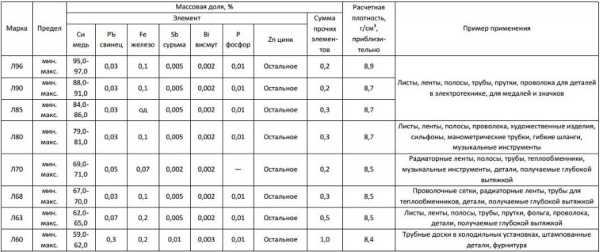
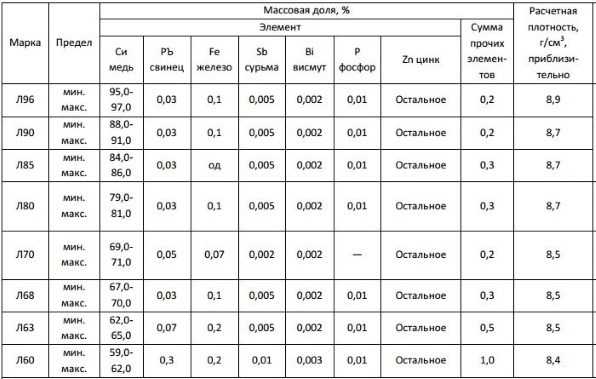
Простые латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и другой медный сплав – бронза, активно используется в различных отраслях промышленности. Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
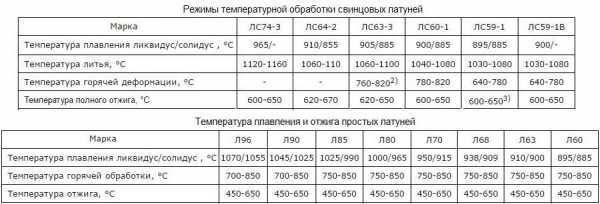
Режимы обработки простых и свинцовых латуней (нажмите для увеличения)
В зависимости от химического состава латуни температура ее плавления может находиться в интервале 880–950°. Основным элементом, который оказывает влияние на данный параметр, является цинк: чем его больше в составе латуни, тем при меньшей температуре ее можно расплавить.
Плавка – не единственная технологическая операция, которой хорошо поддается латунь. Как и бронза, этот сплав можно подвергать различным видам механической обработки. Более того, для соединения латунных деталей можно использовать сварку. На текучесть латуни в расплавленном состоянии, что особенно важно учитывать при выполнении литья, негативно влияют такие химические элементы в ее составе, как свинец и висмут.
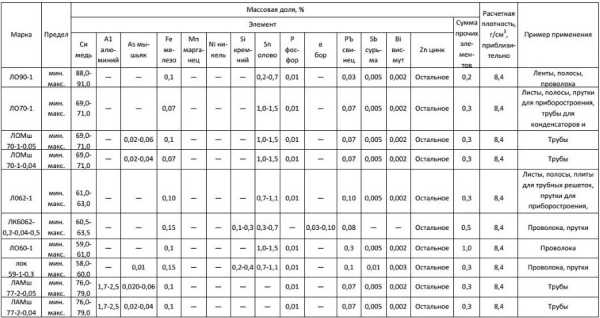
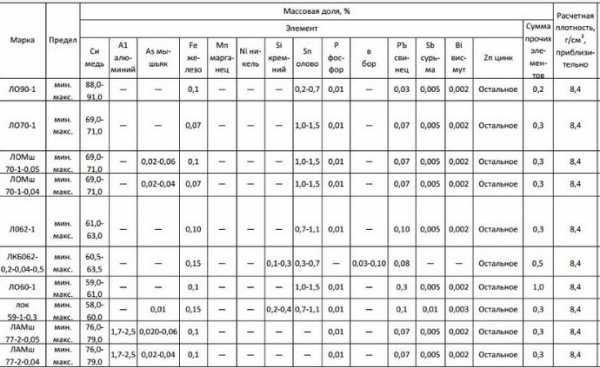
Сложнолегированные латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и бронза, которая также относится к категории сплавов, выполненных на основе меди, – цветной металл, что во многом и определяет сферы ее применения. Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Как и бронза, латунь обладает высокой устойчивостью к коррозии, что позволяет успешно применять данный сплав для производства предметов, которые эксплуатируются в условиях повышенной влажности. Широкому распространению изделий из латуни в различных отраслях промышленности способствует и то, что она обладает хорошими антифрикционными свойствами.
Одним из достоинств данного сплава, что особенно важно при выполнении литья, является его низкая склонность к ликвации.

Освоив технику литья латуни, можно создавать настоящие шедевры
Изделия из сплавов, выполненных на основе меди, к числу которых относится латунь, широко используются не только в промышленности, но и в быту. В связи с этим информация о том, как плавить такой металл, какая у него температура плавления и как правильно выполнять из него литье, может оказаться полезной во многих ситуациях.
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их. Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками. Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь. Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич. Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.

Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.

Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент. Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик. Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности. Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.

Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни. Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро. Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни. Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко. В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.

Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился. Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно. На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
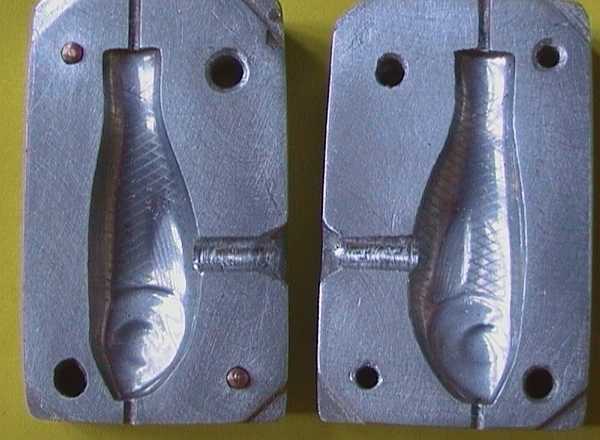
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.

Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.

Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Ювелирное литье в домашних условиях для новичков
Приветствую, Самоделкины!Сегодня я покажу основы и расскажу о базовых знаниях, которые помогут вам отлить ваше первое изделие. Так же вы увидите процесс моделирования, литья, обработки, ковки кольца в размер и чернения латуни. И всё это в одной статье.

Мастер-самоделкин специально, по возможности, пользовался самыми доступными материалами и средствами, которые возможно и не совсем подходят, но тем не менее работают. Поэтому не спешите говорить, что для моделирования есть ювелирный воск, здесь не об этом. Чтобы сделать модель кольца, автор взял самый обыкновенный свечной парафин и расплавляя его горелкой, собрал в жестяную банку.


После расплавления он очень долго остается жидким, а в процессе отверждения пластичным. Затвердевая, парафин становится еще рыхлым и ломким. Это явно один из ужаснейших материалов для моделирования, но повторюсь это бюджетный, доступный вариант.
Для модели кольца нам понадобится болт М20. Этот болт примерно подходит к размеру пальцев автора. Так как болт холодный, то парафин при соприкосновении с ним быстро твердеет и прилипает к нему. Это нам на руку, поэтому окунаем болт в расплавленный парафин, раз за разом наращивая севший слой.

Немного подождав пока парафин остынет, приступаем к моделированию. Для этого простым скальпелем или любым другим царапательно-резательным предметом, убираем лишний материал.
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое – сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.


В этом положении нам нужно надежно удержать конструкцию, до момента остывания гвоздей. Надежность данного способа достаточна, чтобы кольцо не отвалилось до самого момента заливки формовочной смесью. Но автор все же не решился стучать пальцами по опоке после формовки, чтобы выявить возможные пузырьки воздуха из гипса. Поэтому пришлось лить гипс очень тоненькой струйкой, чтобы максимально избежать возможности брака. Отсутствие спешки избавит от этих пузырей.


И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент – момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
В процессе плавки, неплохо было бы посыпать расплав бурой. Ее можно купить в радиотехнических магазинах.
Металл расплавился, и можно аккуратно занимать позицию, продолжая поддерживать высокую температуру опоки. После чего, уверенным движением, убираем горелку в сторону и начинаем махать этой «рулеткой сатаны» что есть силы.


Рулетка сатаны потому, что однажды автор неловко дернул стакан, и расплавленный металл разлился по всей мастерской. Так что имейте это в виду и не пренебрегайте техникой безопасности и средствами защиты. Освоить способ с картошкой, явно безопаснее.
Ждем минутку-две и закидываем опоку в ведро с водой.

От этого масса разрушается и освобождает отливку. Ну что, отливка удалась, все пролилось как надо.

Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.

Но существует довольно простая технология для решения этой проблемы. Так как стенки кольца довольно толстые, то можно просто расточить его напильником. Или же сделать все более интересней. Для этого, берем тот самый болт м20. Как вы можете заметить, после отливки кольцо дало небольшую усадку. Оно с трудом садится на болт. Запихиваем сколько можем и берем в руки молоток.

Начинаем выстукивать по площади шинки кольца. Особо не усердствуйте, металл отлично поддается растягиванию таким способом.

Вот теперь кольцо отлично садится на палец.

По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.
Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Видео:
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
usamodelkina.ru
Температура плавления латуни: плавка в домашних условиях
Латунь является уникальным сплавом, использующимся не только в промышленности, но и в быту. Из него выполнены разнообразные интерьерные предметы, а также многочисленные конструкции. Для умельца знание температуры плавления этого металла станет хорошим подспорьем при сооружении или же ремонте разнообразных предметов. Данный сплав имеет медную основу с цинковой легирующей составляющей, которая может дополняться никелем, марганцем, а также свинцом либо железом.

Характеристики металла
Латунных материалов выпускается несколько разновидностей, имеющих обширное применение. К наиболее распространенным данным металлическим соединениям относятся:
- многокомпонентный состав;
- двойной из сплава цинка с медью.
Температура плавления латуни зависит от ее компонентов. Помимо промышленности, из нее изготавливают различные предметы интерьера и детали мебельных конструкций. Это стало возможным благодаря литью, которое предоставляет возможность придать изделию любую форму. Плавка в домашних условиях не составляет особых проблем при соответствующих познаниях и наличии необходимого спецоборудования. Для этого обязательно следует знать, при какой температуре этот металлический состав плавится. Он имеет желтоватый цвет, который без дополнительной защиты чернеет от воздействия воздушной среды.
Нижний предел, при котором происходит плавление латунного состава составляет порядка 880 °С, а его верхнее значение доходит до 950 °С. Для снижения температурной точки плавки латуни в нее добавляют больше цинковой составляющей. На характеристики металла оказывают негативное влияние висмут или же свинец. Учтите, что температура плавления меди отличается от латунного состава. При нагреве материала они значительно снижают его способность к пластичной деформации.

Латунь способна оказывать высокую сопротивляемость коррозии, обладает повышенной текучестью и отличными антифрикционными характеристиками. Благодаря всем этим свойствам ее активно используют как в общепромышленных изделиях, так и в узконаправленных компонентах. Поверхность состава превосходно полируется, что позволяет надолго сохранять его великолепный вид. Температуру плавления латунь и бронза имеют различную, что учитывается при выборе режима работы.
Особенности обработки
В быту находятся множество изделий, имеющих в составе латунные компоненты. Для их ремонта или же изготовления применяются несколько методов. Все они построены на технологии плавления латуни. Этот процесс имеет свои нюансы и особенности, которые могут значительно усложнить ремонт. Сплавы на основе меди, а также бронзы имеют несколько отличающиеся характеристики, поэтому важно знать с каким именно составом придется работать.
Мягкие латунные сплавы содержат цинковую часть до 32,5 %, что предоставляет возможность для легкой обработки материала не только в горячем состоянии, но также и в холодном. Эта процедура выполняется протяжкой или же прокаткой. Данные составы маркируются: Л 68, Л 80, ЛМ 70, а также ЛТ 90. Увеличение цинка приводит к значительному повышению твердости состава, который становится обрабатываемым в горячем виде. Холодное воздействие на эти материалы весьма ограничено и требует наличия специальных инструментов. Помимо этого, производятся сплавы смешанного вида, отличающиеся достаточной универсальностью.
Что необходимо для плавки
Имея необходимый комплект оборудования и специальных принадлежностей можно не только заниматься восстановлением разнообразных изделий, но и изготавливать латунные компоненты дома. Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Основной составляющей мастерской служит печь индукционного типа, позволяющей в домашних условиях плавить латунь. Она собирается из огнеупорного кирпича, соединенного раствором, выдерживающим высокие термальные нагрузки. Источник тока, который будет использоваться для нагревательных элементов должен выдерживать нагрузку порядка 25 кВт. Для работы с разнообразными сплавами, можно приобрести специальную печь, рассчитанную на работу свыше 1000 °С. Это позволит выплавлять бронзу, а также многие цветные металлы.
Дополнением к плавильной печке служит тигель графитового типа, в котором непосредственно будет расплавляться латунный состав. Для каждого из типов металла используется собственная емкость. Новый тигель обязательно закаливается при температуре порядка 95 °С. В печи он должен прогреться на протяжении 20 минут, после чего остужается.
Для рабочего процесса потребуются стальные щипцы, а также большая ложка. С ее помощью удаляется шлак с поверхности расплавленного металла. Еще одним необходимым приспособлением является литейный ковш. Он служит для удержания тигля при его наклоне для выливания жидкого сплава в заготовленную форму.

Располагать плавильную печь необходимо на хорошо проветриваемом месте. Наилучшим расположением будет навес на улице. Это будет способствовать быстрому выветриванию углекислого газа и различных токсинов при плавке. Помимо этого, свободный доступ воздуха значительно улучшит процедуру плавки. Обязательным атрибутом безопасной работы является ящик с песком. Он располагается рядом с печкой и только над ним можно переносить жидкий сплав и разливать его по формам. Для дополнительной безопасности можно положить на пол асбестовый лист.
К специальной экипировке относятся особые кожаные перчатки, жароупорный защитный фартук, маска или же очки, а также ботинки высокого типа. Одежда должна быть с длинными рукавами и состоять из хлопковой ткани. Длинные штаны надежно защитят ноги от горячих капель жидкого металлического сплава.
Технология плавления
Когда все оборудование смонтировано и необходимые материалы подготовлены, переходят к самой процедуре плавления. Технологию процесса можно посмотреть на соответствующем видео. В тигель помещаются измельченные кусочки материала, при этом их величина будет оказывать влияние на скорость начала плавки. После этого сосуд ставится в печку и начинается ее нагрев до необходимого температурного значения плавления. На печах заводского изготовления имеется специальное окошко, которое предоставляет возможность для наблюдения за процессом. При использовании самодельной конструкции для этого служит огнеупорная крышка, закрывающая емкость.
Извлекать тигель можно лишь после полного плавления металлического состава. Поверхностная пленка на латуни подлежит снятию при помощи простой стальной проволоки. После удаления этого слоя окислов выполняется заливка массы в заранее заготовленную форму. По окончании остывания латунное изделие можно вынимать из формочки и окончательно обрабатывать.
Домашняя плавка латуни может использовать и упрощенную вариацию аналога обычной печи. В ней нагревателем выступает стандартная газовая горелка, надежно закрепленная под плавильным сосудом. При работе необходимо следить за равномерным прогревом нижней части печи. Такой способ обработки латуни в домашних условиях создает повышенное окисление плавящегося металла, что можно минимизировать с помощью древесного угля.

Что необходимо учитывать при работе
Расплавить латунь в домашних условиях можно при соблюдении некоторых особенностей работы. В процессе нагревания тигля в печи необходимо следить за состоянием массы. Готовая к заливке масса пылает ярким желтым светом, имеющим оранжевый оттенок. При дневном освещении этот цвет становится практически невидимым.
При температурном значении выше точки плавления, скорость процесса заметно повышается. Учтите, что это провоцирует ускорение окисления металлического сплава. Запрещается перемешивать сплав даже при снятии окислительной пленки. Необходимо предотвращать возникновение воздушных пузырьков в жидкой латуни, которые помешают отливке качественного изделия.
Не забывайте, что плавящийся металл является опасной субстанцией, способной нанести значительный вред при неправильном обращении. Учитывайте необходимость использования противопожарных средств, а также индивидуальную экипировку для защиты во время работы. Заранее позаботьтесь о наличии хорошей вентиляции в рабочей зоне, которая предохранит организм от воздействия опасных паров и газов. Соблюдайте меры предосторожности, что защитит от пожара и сохранит не только здоровье, но и жизнь.
oxmetall.ru
Литье бронзы: художественное, в домашних условиях
Литье бронзы в художественном стиле является настоящим произведением искусства. Это направление работы с металлом зародилось еще до нашей эры, но при этом оно не забыто и сейчас.
Постепенно технология художественного литья из бронзы совершенствовалась. Создавать причудливые изделия из бронзы специалисты могут как в домашних условиях, так и на заводском производстве.
Литые из бронзы конструкции ассоциируются с аристократическим убранством Средних веков.
Пик популярности бронзовое литье получило в эпоху европейского барокко и классицизма. Мастера того времени создавали роскошные и изысканные композиции из бронзы, которыми люди любуются и по сей день.
Сейчас бронзу используют в различных целях, в большинстве случаев для изготовления скульптур и сувениров, лестничных ограждение и решеток, элементов интерьера, люстр и бра, заборов и ворот.
Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.

Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.
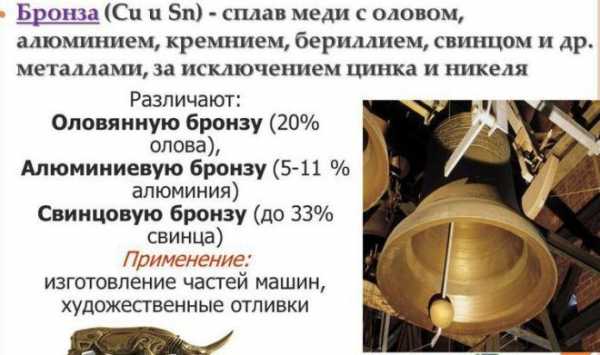
Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Технология изготовления художественных изделий из бронзы
Художественное литье из бронзы является популярным способом изготовления различных предметов интерьера:
- статуэток;
- сувенирных часов;
- гербов;
- письменных наборов.

Набор для письма из бронзы
Процесс литья бронзы трудоемкий и многоэтапный, но изделия из него отличаются хорошим внешним видом и качеством и поэтому пользуются популярностью.
Перед тем как изготовить то или иное изделие необходимо создать эскиз будущей конструкции. Эта работа выполняется художником и дизайнером. Разработанный ими рабочий чертеж является основанием для изготовления отливной модели, по которой будет формироваться опечатка будущего изделия.
Модели, используемые для художественного литья из бронзы и латуни, изготавливаются из таких материалов, как дерево или слоновая кость. Пластик или гипс для этих целей используется реже. Поверхность деревянной или слоновой модели обязана быть обработана шпаклевкой и грунтовкой.
После наносится специальный лак в несколько слоев. Такие манипуляции необходимы для того чтобы добиться максимально ровной и гладкой поверхности.
По типу конструкции выделяются следующие типы моделей:
- неразъемные – это монолитные изделия, которые применяются для ручного литья при домашних условиях;
- разъемные – это сборная конструкция, состоящая из отдельных разъединяющихся элементов;
- специальные – это шаблоны, которые применяются для литья сложных конструкций.

Пресс-форм для литья бронзы
После изготовления подходящей модели начинается производство литейной формы. Это довольно трудоемкий и долгий процесс, для выполнения которого необходимы формовочные композиции, специальный инвентарь и приспособления.
Сами литейные формы являются как одноразовыми, так и многоразовыми. Они наполняются расплавленным металлом, который после остывания принимает форму, идентичную будущей модели изделия.
Технология литья бронзы состоит из таких этапов:
- изготовления формы;
- расплавление металла;
- заливка;
- выбивка;
- очистка и окончательная обработка отливок.
Изготовление восковой модели для литья из бронзы в домашних условиях
Особенности работы с бронзой в домашних условиях
Сегодня множество красивых изделий изготавливается на основе сплава бронзы. Если есть желание и возможность заниматься этим в домашних условиях, необходимо прежде всего учесть особые характеристики этого материала.
Нужно обзавестись следующими вспомогательными устройствами:
- форма для заготовки;
- щипцы;
- горн;
- тигель;
- древесный уголь;
- печь, которая обеспечит нужную температуру плавления.

Печь для литья из бронзы
Для достижения желаемого результата нужно соблюдать строгую последовательность в выполнении процесса литья бронзы.
Сначала необходимо поместить тигель на печь и заложить в него куски металла. Установив регулятор нагрева, достигается температура плавления, бронза меняет форму. Затем с помощью крючка тигель вынимается из печи, и сплав заливают в специально подготовленную форму.
Так как температура плавления бронзы относительно невысокая специальную печь специалисты рекомендуют заменить паяльной лампой или автогеном.
Одной из наиболее трудоемких процессов в этой работе является формовка – изготовление специальной формы для литья. Для этих целей используются специальные формовочные смеси из глины или кварцевого песка. Важность этого этапа определяется тем, что от него будет зависеть идеальная форма будущего отливаемого изделия.
Рекомендации
Литье бронзы в домашних условиях требует специально оснащенного помещения, где будут храниться не только все инструменты, но и средства личной защиты. Рекомендуется обязательно обзавестись рабочим огнетушителем.
Кроме этого, в целях безопасности в мастерской не должны храниться материалы и вещества, которые легко воспламеняются. Для литья бронзы технология важна еще и потому что это занятие довольно травмоопасное.
Если требуется выполнить отливку тонких металлических изделий, то предпочтение необходимо отдать сплаву из латуни, поскольку она легче плавится.
После полного расплавления металла в печи нужно сразу же заполнить форму. Эта процедура занимает несколько минут. Если на этом этапе будет нарушена технология, то в отливке могут образоваться дефекты в виде недолива, шлаковых раковин.
Если литье осуществляется в домашних условиях, то заполнение формы производится специальным металлическим ковшом. Управление ковшом производится вручную.
После того как отливка охладилась до необходимой температуры необходимо ее выбить. Это манипуляция выполняется с помощью клещей и молотка. Если использовалась одноразовая форма, то нужно просто разломать ее.
На промышленном производстве часто используются многоразовые формы. В этом случае выбивка проводится через разъединение элементов формы. После выбивки проводится обрубка, эта процедура заключается в устранении дефектов с поверхности отливка.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Многофункциональная шлифовальная машина
Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Видео: Литье бронзы в стальную форму
promzn.ru
Литье бронзы в домашних условиях: температура, технология
Бронза – медный сплав, легированный оловом, алюминием, свинцом и другими элементами. Медь, легированная цинком – это латунь, а никелем – мельхиор. Одним из способов получения бронзовых изделий является литье. Расплавленный металл заливают в форму, где он застывает.

Классификация
Бронзовые сплавы по составу делятся на:
- Оловянные.
- Безоловянные.
Как понятно из названия, имеется в виду наличие или отсутствие в них олова. Вторые бывают алюминиевыми, кремнистыми, бериллиевыми и другими, в зависимости от главного легирующего компонента.
Добавки по-разному влияют на качество сплава:
- Олово – придает прочность, улучшает антифрикционные свойства. Большое количество олова охрупчивает металл.
- Бериллий – хорошо упрочняет материал, он сравним по свойствам со сталью.
- Свинец – улучшает коррозионную стойкость.
- Алюминий – снова стойкость к коррозии и антифрикционные качества.
- Железо – улучшает структуру и прочностные свойства.
По технологическим свойствам бронзы разделены на:
- Обрабатываемые давлением (деформируемые) – хорошо штампуются, куются.
- Литейные.
Маркировка
Принцип маркировки такой:
- Пишут буквы Бр (означает «бронза»).
- Пишут буквы, обозначающие легирующие элементы:
- Пишут цифры, обозначающие количество каждого элемента в процентах. Для деформируемых бронз цифры пишут в конце маркировки в том же порядке, что и буквы.
Для литейных цифру пишут после каждого легирующего компонента. Например:
БрОФ10-1 – деформируемая бронза. Олова примерно 10%, а фосфора 1%, остальное – медь. Или:
БрА10Ж3 – литейная бронза, где алюминия 10%, железа 3%, остальное – медь.
Могут быть и другие примеси, но их количество незначительно.
Температура плавления
В таблице приведена температура плавления бронзы некоторых марок, а также температура заливки. Из таблицы видно, что температуры плавления и литья у материалов не совпадают. Это связано с тем, что бронза – вязкий материал. Его нужно расплавить, затем хорошо нагреть перед заливкой, чтобы достичь максимальной текучести расплава.
Можно ли отливать бронзу дома
Хорошая новость – этот металл растопить можно не только в промышленных условиях, но и в домашних. Правда «дома» – понятие относительное. Лить у себя на кухне не получится. Нужно, как минимум отдельное помещение с хорошей вентиляцией. Это для небольших вещей, например, мелкого художественного литья. Для крупных деталей понадобится гараж или ангар.
У бронзы малая усадка – менее 1%, из нее изготавливают точные отливки. Но в любом случае достичь промышленного качества литья не получится. И главное – нужно соблюдать меры предосторожности и пожарной безопасности! О них речь пойдет в конце статьи.
В качестве сырья используют бронзовый лом, можно переплавить своими руками детали сантехники. Промышленность выпускает металл в слитках.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.

Оснастку изготавливают так:
- Перед работой поверхность опок и образец изделия присыпают тальком.
- В нижний ящик насыпают песчаную смесь до края и трамбуют.
- Модель детали кладут в опоку на землю и вжимают.
- На нижний ящик опоки кладут верхнюю раму.
- На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
- Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
- Достают из песка модель литника.
- Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема. Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
- Части формы сушат и вновь соединяют.
Линию разъема выбирают так, чтобы деталь вынималось из оснастки, не повредив ее. Кроме того, иногда в части изделия, противоположной литнику, делают «воздушник». Это такое же отверстие в оснастке, как и литник. Через него в процессе заливки воздух выходит из полости.
Заливка металла
Для того чтобы расплавлять материал понадобится:
- Плавильная муфельная печь, желательно с регулятором нагрева. Для крупных отливок нужен горн. Иногда материал плавят автогеном, паяльной лампой, газовой или бензиновой горелкой.
- Тигель – стальная, чугунная или шамотная (из огнеупорной глины) емкость для плавки, желательно с носиком.
- Щипцы и крюк для извлечения горячего тигля из печи и других манипуляций.
- Литейная форма. Как ее подготовить к работе, описано ниже.
- Флюс. Нужен для предохранения сплава от окисления воздухом. Древесный уголь, бура.
- Топливо для горна, например, тот же древесный уголь.
- Керамическая или березовая палочка для перемешивания расплава.
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.

Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды. Далее будет сказано, почему это важно.
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Меры предосторожности
Чтобы лить бронзу в непромышленных условиях, нужно отдельное помещение с принудительной вентиляцией. Для мелких деталей подойдет комната, для больших нужен гараж или ангар.
Пол в мастерской делают из негорючего материала. Обязательно устанавливают рабочий огнетушитель. В мастерской запрещено хранить легковоспламеняющиеся вещества.
Работать следует в специальной одежде, в перчатках, маске и респираторе. Некоторые материалы при плавке выделяют вредные вещества. Особенно осторожным следует быть, переплавляя старинный металл, так как при нагревании он иногда выделяет мышьяк.
oxmetall.ru
Литье из бронзы – понятно о технологии процесса
Художественное литье из бронзы представляет собой настоящее искусство, которое зародилось задолго до наступления нашей эры. Не кануло оно в небытие и в наши дни.
1 Красота и роскошь изделий из бронзы
Считается, что первая технология литья из бронзы простейших украшений и разнообразных предметов появилась около 12 тысяч лет тому назад. Уже в те далекие годы наши предки умели создавать бронзовые изделия, многие из которых были по-настоящему великолепными. С каждым веком методики литья из бронзы улучшались.
На сегодняшний день технологии такого процесса разработаны до совершенства. Причем роскошные изделия из бронзы в наши дни можно получить и на заводах, и в домашних условиях.

Бронзовые литые конструкции современности вызывают у человека с художественным вкусом ассоциации с аристократическими интерьерами средних веков, барочным шиком, искусством античных времен. Бронза, а также еще один сплав меди – латунь, являются идеальными материалами для создания интерьерных и монументальных шедевров, которые могут украсить любой дом.
Отметим, что максимальную популярность бронзовое и латунное литье обрело в эпоху классицизма и европейского барокко. Именно мастера тех столетий научились создавать изысканные и роскошные композиции, используя латунь и бронзу. Мы и сейчас можем любоваться ими, осматривая вживую или на видео Санкт-Петербургский Екатерининский дворец, залы и сады французского Версаля, другие шедевры прошедших веков.

Сейчас латунь и бронза активно используются для изготовления:
- элементов интерьера;
- ворот и заборов;
- скульптур и сувениров;
- барельефов и бра;
- решеток и лестничных ограждений.
Многие из этих и другие изделия легко производятся в домашних условиях, некоторые можно изготавливать исключительно в заводских.
2 Первые этапы технологии художественного литья
Сначала создается эскиз бронзовой конструкции при помощи подготовленных художников и дизайнеров. На его основании разрабатывается рабочий чертеж, по которому изготавливают отливочную модель, которая требуется для формирования в литейной форме отпечатка (контуров) будущего изделия.
Модели для художественного литья выполняются из слоновой кости или дерева (сосна, ольха, бук, липа), реже из пластика или гипса. На их поверхность обязательно наносят шпаклевку, грунтовку и несколько слоев специального лака, чтобы она была ровной и максимально гладкой.

Конструктивно же модели бывают следующих типов:
- Разъемные – сборные конструкции из отдельных элементов, которые можно разъединить после извлечения из формы по плоскости либо по сложной поверхности.
- Неразъемные – монолитные изделия, чаще всего используются в домашних условиях (при ручном литье).
- Специальные – скелетные либо формовочные шаблоны. Их применяют, когда из бронзы изготавливаются сложные конструкции.
После получения нужной модели приступают к производству литейной формы. Это долгий и трудоемкий процесс, выполняемый при помощи особых формовочных композиций (глина плюс кварцевый песок), приспособлений и специального инвентаря.

Литейные формы подразделяются на много- и одноразовые. Их наполняют расплавленной бронзой (смотрите видео), которая при остывании образует отливку, идентичную форме созданной модели.
Формовочная композиция при уплотнении удерживается двумя опоками – полуформами, составляющими одну литейную форму. В эти опоки обычно заливают подобранные комбинации различных неорганических и органических веществ. В домашних условиях рекомендуется применять небольшие опоки (по геометрическим параметрам и весу). А вот на крупных предприятиях, занимающихся художественным литьем, как правило, используют более “масштабные” полусферы.
3 Заливка, выбивка и обрубка литейных форм
После того, как будет осуществлена формовка, приступают к подготовке расплава, который требуется для заливки формы. Его получают в дуговой, тигельной либо пламенной печи (видео).
В чистом виде металлы при художественном литье практически никогда не применяются. В большинстве случаев используются сплавы меди с оловом, свинцом, магнием, алюминием, цинком (пропорции элементов подбираются индивидуально), а также литейный серый чугун.

Как только металл полностью расплавляется в печи, форму можно сразу же заполнять. Данная процедура длится буквально пару минут, но для операции отливки и результатов литья она имеет важнейшее значение. Если процесс выполняется с нарушением технологии, в заливке могут образоваться шлаковые раковины, спаи, пригары, серьезные недоливы. Заполнение форм в небольших мастерских и в бытовых условиях производится при помощи специальных “ложек” – ручных металлических ковшей.
После охлаждения отливки до заданной температуры (она может варьироваться) следует процедура выбивки. Выполняют ее молотком и клещами, просто-напросто разрушая форму (если применяется одноразовая форма). На литейных заводах чаще применяются многоразовые формы, разбивать которые не нужно.
За выбивкой производится процедура обрубки. Она также важна, так как на поверхности отливки появляются выпоры, всевозможные литники, заливы и прибыли. Все эти дефекты необходимо удалить, чтобы обеспечить высокое качество готового бронзового изделия.
4 Финальные этапы художественного литья
К поверхности отливок при их обработке нередко пригорают остатки формовочной композиции. Их удаляют посредством грубых щеток из металла. Если же нужно очистить очень тонкое и изысканное изделие, обычно используют проволочные механические щетки.

Для улучшения качества полученных предметов из бронзы, кроме того, применяют чеканку. На отливке почти нереально получить изображение безупречного качества – рисунок нередко трудно назвать четким и идеальным.
Справиться с этой проблемой как раз позволяет доводочная операция чеканки. Она может занимать немало времени – чем более ажурное и тонкое изделие отливалось, тем дольше она будет выполняться. Также готовые изделия при необходимости покрывают патиной, серебром, позолотой, никелем.

Если отливалось составная бронзовая конструкция, ее элементы соединяют. Причем сборка изделия производится таким образом, чтобы гнезда на одних составляющих частях совпадали с замками на других (мастер обязательно маркирует их).
5 Центробежное литье и его технология
Несколько слов скажем и о том, что собой представляет центробежное литье, с помощью которого получают разные по назначению бронзовые детали с высоким уровнем износостойкости (червячные колеса, шестеренки, обечайки, втулки, фланцы, кольца, вкладыши и так далее).
Под таким процессом понимают производство отливок в формах из металла под действием центробежных сил. Они отбрасывают заливаемый металлический расплав к стенкам формы, в результате чего и получается требуемая отливка (после затвердевания горячей композиции).

Центробежное литье осуществляется на специальном машинном оборудовании – вертикальном либо горизонтальном, в зависимости от того, как располагается ось вращения литейной формы. Особых конструктивных различий между такими агрегатами нет. Они состоят из тигеля для плавления бронзы, желоба, по которому подается расплав, корпуса, изложницы, электродвигателя, шкивов и валов, а также клиноременной передачи.
Центробежное литье имеет множество достоинств, которые не могут обеспечить другие литейные технологии.
tutmet.ru
Температура плавления латуни: плавка в домашних условиях
Чтобы организовать плавление металла в домашних условиях необходимо изготовить приспособление, в котором можно было бы нагреть заготовку до необходимой температуры. Если для плавления олова и свинца, достаточно загрузить сырьё в металлическую ёмкость и поставить её на огонь. То для литья медных сплавов потребуется приобрести специальную печь.

О том как осуществляется плавка латуни в домашних условиях будет рассказано в данной статье. Но прежде чем приступить к описанию основных этапов работы, необходимо изучить теоретические сведения о металлическом сплаве.
Из чего состоит латунь
Латунь состав сплава которого может существенно отличаться, обязательно содержит медь в количестве не менее 55%. На остальные 45% в составе двухкомпонентного сплава приходится доля цинка. Цинк в составе медного сплава существенно увеличивает механическую прочность сплава и устойчивость к коррозии.
Кроме цинка многокомпонентная латунь может содержать:
- Алюминий.
- Олово.
- Никель.
- Марганец.
- Кремний.
Дополнительные добавки необходимы в том случае, если требуется наделить металлический сплав новыми свойствами, которые будут способствовать более лёгкому формированию изделия при литье и во время механической обработки.
Для плавления латуни сплав необходимо нагреть до 880 — 950 градусов. Какая именно температура необходима для плавки конкретного вида латуни зависит от её состава, но при выполнении плавления металлов в домашних условиях не всегда удаётся установить марку сплава.
Чтобы гарантированно расплавить латунь в домашних условиях следует приобрести специальное устройство, в котором металл нагревался бы до максимальной температуры плавления.
Самостоятельное изготовление плавильного устройства потребует значительных временных затрат и специальных знаний. Поэтому намного проще приобрести в специализированных магазинах готовые плавильные печи, работающие на газе или от сети переменного тока.
Печь и инструменты для плавления латуни
Чтобы осуществить литьё латуни в домашних условиях необходимо приобрести специальную печь.

В домашних условиях лучше всего использовать небольшие устройства с максимальной температурой нагрева 1300 градусов. Такое ограничение необходимо чтобы предотвратить выгорание цинка входящего в состав данного медного сплава.
- В качестве ёмкости для плавления латуни используются графитовые тигли.
- Также потребуется приобрести щипцы и большую ложку. Щипцы необходимы для установки и снятия тигля с печи, а ложка применяется для удаления шлака, который образуется на поверхности расплава.
- Чтобы вылить из тигля расплавленную латунь в форму используется литейный ковш. Без этого приспособления невозможно выполнить безопасный наклон раскалённого тигля во время плавильных работ.
Видео:
Работы с расплавом должны производиться без каких-либо отступлений от правил техники безопасности, поэтому кроме приспособлений для плавления обязательно следует приобрести защитную одежду, средства защиты зрения и дыхания.
При расплавлении латуни образуются вредные пары, которые негативно воздействуют на здоровье человека.
- Осуществлять плавильные работы без респиратора категорически запрещено. Специальные очки или маска используются для защиты глаз от воздействия инфракрасного излучения, которое, при длительном воздействии, может нанести ущерб органу зрения.
- Также необходимо использовать жароупорный фартук для защиты одежды от возможного попадания расплавленного металла и толстые перчатки, чтобы не обжечь руки во время плавильных работ.
Когда все необходимые инструменты и приспособления будут приобретены, можно приступать к подготовке плавления латуни.
Подготовительные работы
Чтобы плавление медного сплава было произведено по всем правилам, необходимо подготовить инструменты и место для работы.
Оптимальным вариантом размещения печи для плавки латуни является навес на свежем воздухе. Установка печи на улице позволяет минимизировать вредное влияние паров цинка, а также обеспечить хорошее горение топлива, при использовании газовой печи.

В плане противопожарной безопасности размещение высокотемпературной печи вне помещения является наиболее правильным. Если нет возможности установить плавильную печь таким образом, то помещение, в котором планируется проводить плавильные работы, должно быть оборудовано системой принудительной вентиляции воздуха.
Поверхность, на которую устанавливается печь, вне зависимости от места размещения, должна быть обязательно изготовлена из негорючих материалов. Также для безопасного перемещения тигля с расплавленным металлом рекомендуется установить ящик с сухим песком. Для предотвращения разбрызгивания расплавленного металла, работы по заливке форм рекомендуется проводить только над ёмкостью с песком.
- Если для получения расплава будет применяться металлический лом, то прежде чем приступить к плавке следует тщательно очистить латунную поверхность от загрязнения и краски.
- При использовании проката цветного металла его достаточно нарезать на куски, размер которых не будет превышать параметры тигля плавильной печи.
Такие подготовительные работы позволят получить более качественное плавление металла с меньшим количеством шлака, а сам процесс будет более пожаробезопасным.
Процесс плавления латуни
После проведения подготовительного этапа можно приступать к непосредственному плавлению медного сплава.

Работа осуществляется в такой последовательности:
- В печи нагреваются формы до температуры +100 градусов. Также необходимо хорошо прогреть ложку перед использованием. Такая процедура необходима для полного испарения влаги с поверхности инструментов. После прогревания, формы необходимо разместить на сухом песке.
- Заранее подготовленный латунный лом или измельчённый металлический прокат для плавления, закладывается в тигель в необходимом количестве.
- Прогревается печь до температуры +500 градусов.
- Тигель с латунью устанавливается в печь и температура повышается до 950 градусов.
- Когда металл полностью расплавится с его поверхности необходимо аккуратно с помощью ложки удалить образовавшийся шлак и продукты окисления.
- Когда латунь приобретёт яркий жёлтый цвет можно приступать к заполнению заранее подготовленных форм. Для этой цели тигель извлекается специальными щипцами из печи и устанавливается на литейный ковш. Затем производится заполнение форм расплавом.
Если необходимо продолжить плавления металла, то тигель необходимо снова наполнить подготовленным материалом и установить в плавильную печь.
Видео:
Советы и рекомендации
- На рынке представлено большое количество печей для плавки металлов и не всегда удаётся сделать правильный выбор устройства. Особенно при отсутствии опыта плавильных работ. Чтобы печь можно было использовать не только для плавки латуни рекомендуется выбрать устройство с возможностью разогрева до 1300 градусов. Например, температура плавления бронзы составляет около 1150 градусов и маломощные приборы не позволят осуществить плавление данного цветного сплава.
- Для каждого вида цветного металла необходимо использовать отдельный тигель, поэтому в ёмкости в которой расплавлялась латунь не рекомендуется плавить бронзу или любой другой металл или сплав.
- Не рекомендуется надевать одежду из синтетики во время выполнения плавильных работ. Такая ткань легко возгорается и плавится. В случае возникновения пожара может послужить причиной получения серьёзных ожогов.
- В непосредственной близости от места, где будет установлена плавильная печь необходимо разместить ёмкость с холодной водой. Такая предохранительная мера позволит, в случае получения ожога, моментально снизить температуру поражённого участка тела.
- Огнетушитель обязательно должен быть расположен в прямой доступности от места, где производятся плавильные работы.
- Момент полного расплавления латуни можно определить на глаз. Выливать изделия из данного сплава необходимо когда поверхность расплавленного металла начнёт светиться жёлтым цветом с небольшим оранжевым отливом.
- Во время плавления, латунь категорически запрещается перемешивать. Такое действие может привести к образованию пузырьков воздуха, что негативно отразится на плотности материала, его механических и эстетических свойствах.
- Точная температура плавления латуни зависит от её марки. При определении точки плавления опытным путём необходимо соблюдать осторожность и не слишком перегревать смесь, чтобы не ускорить процесс окисления металлического сплава.
- Печь для плавки латуни можно изготовить самостоятельно, но только при наличии специальных знаний. Если в этом деле возникнут трудности можно обратиться за консультацией к опытным умельцам.
Видео:
Значительно сэкономить можно и в случае замены графитового тигля на изделие из керамики. Если приобрести специальную огнеупорную глину, то можно научиться самостоятельно изготавливать ёмкости для плавильных печей.
Керамические тигли обладают значительно меньшим ресурсом, но в случае, когда возможно самостоятельное изготовление таких деталей экономия денег будет значительной.
Заключение
При какой температуре плавится медь и её сплавы рассказано в статье, но только теоретических знаний недостаточно для того, чтобы стать профессионалом в этом деле.
После того как печь для плавки латуни будет приобретена или смонтирована, необходимо расплавить небольшое количество металла для проверки работоспособности оборудования. И получения опыта плавления медных сплавов в домашних условиях.
Загрузка…plavitmetall.ru