Марки аустенитная сталь – Аустенит и аустенитные стали: свойства, марки
alexxlab | 18.05.2017 | 0 | Вопросы и ответы
Аустенитные нержавеющие стали: структура и свойства
Аустенитные нержавеющие стали — это коррозионностойкие хромоникелевые аустенитные стали, которые в мировой практике известны как стали типа 18-10. Это наименование им дает номинальное содержание в них 18 % хрома и 10 % никеля.
Хромоникелевые аустенитные стали в ГОСТ 5632-72
В ГОСТ 5632-72 хромоникелевые аустенитные стали представлены марками 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 12Х18Н9, 17Х18Н9, 08Х18Н10, 03Х18Н11.
Роль хрома в аустенитных нержавеющих сталях
Основным элементом, дающим сталям типа 18-10 высокую коррозионную стойкость, является хром. Роль хрома заключается в том, что он обеспечивает способность стали к пассивации. Наличие в стали хрома в количестве 18 % делает ее стойкой во многих окислительных средах, в том числе в азотной кислоте в большом диапазоне, как по концентрации, так и по температуре.
Роль никеля в аустенитных нержавеющих сталях
Легирование никелем в количестве 9-12 % переводит сталь в аустенитный класс. Это обеспечивает стали высокую технологичность, в частности, повышение пластичности и снижение склонности к росту зерна, а также уникальные служебные свойства. Стали типа 18-10 широко применяют в качестве коррозионностойких, жаростойких, жаропрочных и криогенных материалов.
Фазовые превращения в аустенитных нержавеющих сталях
В хромоникелевых аустенитных сталях могут происходить следующие фазовые превращения:
- выделение избыточных карбидных фаз и σ-фазы при нагреве в интервале в интервале 450-900 ºС;
- образование в аустенитной основе δ-феррита при высокотемпературном нагреве;
- образование α-фазы мартенситного типа при холодной пластической деформации или охлаждении ниже комнатной температуры.
Межкристаллитная коррозия в аустенитных нержавеющих сталях
Склонность стали к межкристаллитной коррозии проявляется в результате выделения карбидных фаз. Поэтому при оценке коррозионных свойств стали важнейшим фактором является термокинтетические параметры образования в ней карбидов.
Склонность к межкристаллитной коррозии закаленной стали типа 18-10 определяется, в первую очередь, концентрацией углерода в твердом растворе. Повышение содержания углерода расширяет температурный интервал склонности стали к межкристаллитной коррозии.
Сталь типа 18-10 при выдержке в интервале 750-800 ºС становится склонной к межкристаллитной коррозии:
- при содержании углерода 0,084 % — уже в течение 1 минуты;
- при содержании углерода 0,054 % — в течение 10 минут;
- при содержании углерода 0,021 5 – через более чем 100 минут.
С уменьшением содержания углерода одновременно снижается температура, которая соответствует минимальной длительности изотермической выдержки до начала межкристаллитной коррозии.
Сварка аустенитных нержавеющих сталей
Необходимую степень стойкости стали против межкристаллитной коррозии, позволяющей выполнять сварку достаточно толстых сечений, обеспечивает содержание углерода в стали типа 18-10 не более 0,03 %.
Межкристаллитная коррозия при 500-600 ºС
Снижение содержания углерода даже до 0,006 % не обеспечивает полной стойкости сталей типа 18-10 к межкристаллитной коррозии при 500-600 ºС. Это представляет опасность при длительной службе металлоконструкций в этом интервале температур.
Стабилизация стали титаном и ниобием
При введении в хромоникелевую сталь типа 18-10 титана и ниобия, которые способствуют образования карбидов, меняются условия выделения карбидных фаз. При относительно низких температурах 450-700 ºС преимущественно выделяются карбиды типа Cr23C6, которые и дают склонность к межкристаллитной коррозии. При температурах выше 700 ºС преимущественно выделяются специальные карбиды типа TiC или NbC. При выделении только специальных карбидов склонности к межкристаллитной коррозии не возникает.
Азот в аустенитных нержавеющих сталях
Азот, как и углерод, имеет переменную растворимость в аустените. Азот может образовывать при охлаждении и изотермической выдержке самостоятельные нитридные фазы или входить в состав карбидов, замещая в них углерод. Влияние азота на склонность к межкристаллитной коррозии хромоникелевых аустенитных сталей значительно слабее, чем у углерода, и начинает проявляться только при содержании его более 0,10-0,15 %. Вместе с тем, введение азота повышает прочность хромоникелевой аустенитной стали. Поэтому на практике применяют в этих сталях небольшие добавки азота.
Влияние содержания хрома
С повышением концентрации хрома растворимость углерода в хромоникелевом аустените уменьшается, что облегчает выделение в нем карбидной фазы. Это, в частности, подтверждается снижением ударной вязкости стали с повышением содержания хрома, что связывают с образованием карбидной сетки по границам зерен.
Вместе с тем, повышение концентрации хрома в аустените приводит к существенному снижению склонности стали к межкристаллитной коррозии. Это объясняют тем, что хром существенно повышает коррозионную стойкость стали. Более высокая концентрация хрома в стали дает меньшую степень обеднения им границ зерен при выделении там карбидов.
Влияние содержания никеля
Никель снижает растворимость углерода в аустените и тем самым снижает ударную вязкость стали после отпуска и повышает ее склонность к межкристаллитной коррозии.
Влияние легирующих элементов на структуру стали
По характеру влияния легирующих и примесных элементов на структуру хромоникелевых аустенитных сталей при высокотемпературных нагревах их разделяют на две группы:
1) ферритообразующие элементы: хром, титан, ниобий, кремний;
2) аустенитообразующие элементы: никель, углерод, азот.
Дельта-феррит в хромомолибденовой аустенитной стали
Присутствие дельта-феррита в структуре аустенитной хромоникелевой стали типа 18-10 оказывает отрицательное влияние на ее технологичность при горячей пластической деформации – прокатке, прошивке, ковке, штамповке.
Количество феррита в стали жестко лимитируется соотношением в ней хрома и никеля, а также технологическими средствами. Наиболее склонна к образованию дельта-феррита группа сталей типа Х18Н9Т (см. также Нержавеющие стали). При нагреве этих сталей до 1200 ºС в структуре может содержаться до 40-45 % дельта-феррита. Наиболее стабильными являются стали типа Х18Н11 и Х18Н12, которые при высокотемпературном нагреве сохраняют практически чисто аустенитную структуру.
Мартенсит в хромоникелевых аустенитных сталях
В пределах марочного состава в сталях типа Х18Н10 хром, никель, углерод и азот способствуют понижению температуры мартенситного превращения, которое вызывается охлаждением или пластической деформацией.
Влияние титана и ниобия может быть двояким. Находясь в твердом растворе, оба элемента повышают устойчивость аустенита в отношении мартенситного превращения. Если же титан и ниобий связаны в карбонитриды, то они могут несколько повышать температуру мартенситного превращения. Это происходит потому, что аустенит в этом случае обедняется углеродом и азотом и становится менее устойчивым. Углерод и азот являются сильными стабилизаторами аустенита.
Термическая обработка хромоникелевых аустенитных сталей
Для хромоникелевых аустенитных сталей возможны два вида термической обработки:
- закалка и
- стабилизирующий отжиг.
Параметры термической обработки отличаются для нестабилизированных сталей и сталей, стабилизированных титаном или ниобием.
Закалка является эффективным средством предупреждения межкристаллитной коррозии и придания стали оптимального сочетания механических и коррозионных свойства.
Стабилизирующий отжиг закаленной стали переводит карбиды хрома:
- в неопасное для межкристаллитной коррозии состояние для нестабилизированных сталей;
- в специальные карбиды для стабилизированных сталей.
Закалка аустенитных хромоникелевых сталей
В сталях без добавок титана и ниобия под закалкой понимают нагрев выше температуры растворения карбидов хрома и достаточно быстрое охлаждение, фиксирующее гомогенный гамма-раствор. Температура нагрева под закалку с увеличением содержания углерода возрастает. Поэтому низкоуглеродистые стали закаливаются с более низких температур, чем высокоуглеродистые. В целом интервал температуры нагрева составляет от 900 до 1100 ºС.
Длительность выдержки стали при температуре закалки довольно невелика. Например, для листового материала суммарное время нагрева и выдержки при нагреве до 1000-1050 ºС обычно выбирают из расчета 1-3 минуты на 1 мм толщины.
Охлаждение с температуры закалки должно быть быстрым. Для нестабилизированных сталей с содержанием углерода более 0,03 % применяют охлаждение в воде. Стали с меньшим содержанием углерода и при небольшом сечении изделия охлаждают на воздухе.
Стабилизирующий отжиг аустенитных хромоникелевых сталей
В нестабилизированных сталях отжиг проводят в интервале температур между температурой нагрева под закалку и максимальной температуры проявления межкристаллитной коррозии. Величина этого интервала в первую очередь зависит от содержания хрома в стали и увеличивается с повышением его концентрации.
В стабилизированных сталях отжиг проводят для перевода углерода из карбидов хрома в специальные карбиды титана и ниобия. При этом освобождающийся хром идет на повышение коррозионной стойкости стали. Температура отжига обычно составляет 850-950 ºС.
Стойкость аустенитных хромоникелевых сталей к кислотам
Способность к пассивации обеспечивает хромоникелевым аустенитным сталям достаточно высокую стойкость в азотной кислоте. Стали 12Х18Н10Т, 12Х18Н12Б и 02Х18Н11 имеют первый балл стойкости:
- в 65 %-ной азотной кислоте при температуре до 85 ºС;
- в 80 %-ной азотной кислоте при температуре до 65 ºС;
- 100 %-ной серной кислоте при температуре до 65 ºС;
- в смесях азотной и серной кислот: (25 % + 70 %) и 10 % + 60 %) при температуре до 70 ºС;
- в 40 %-ной фосфорной кислоте при 100 ºС.
Аустенитные хромоникелевые стали имеют также высокую стойкость к растворах органических кислот — уксусной, лимонной и муравьиной, а также в щелочах КОН и NaOH.
Источник: Ульянин Е.А. Коррозионностойкие стали сплавы, 1991.
steel-guide.ru
Аустенитные стали – жаропрочные и нержавеющие + Видео
Аустенитные стали, обладая рядом особых свойств, применяются в тех рабочих средах, которые отличаются высокой агрессивностью. Такие сплавы незаменимы в энергетическом машиностроении, на предприятиях нефтяной и химической промышленности.
1 Аустенитные стали – общее описание
К аустенитным относят сплавы с высоким уровнем легирования, которые при кристаллизации обычно образуют однофазную систему, характеризуемую кристаллической гранецентрированной решеткой. Такой тип решетки в описываемых сталях остается неизменным даже в тех случаях, когда металл охлаждается до очень низких температур, называемых криогенными (в районе -200 градусов Цельсия). В некоторых случаях стали аустенитного класса имеют и еще одну фазу (ее объем в сплаве может достигать десяти процентов) – феррита с высокой степенью легирования. В этом случае решетка является объемноцентрированной.
Разделение аустенитных сталей на две группы производится по составу их основы, а также по содержанию в сплаве легирующих компонентов – никеля и хрома:
- Композиции на основе железа: содержание никеля – до 7 %, хрома – до 15 %, общее количество легирующих добавок – не более 55 %.
- Композиции на никелевой (55 % и более никеля) и железоникелевой основе (в них содержится 65 и больше процентов никеля и железа, причем отношение первого ко второму составляет 1 к 1,5).
Рекомендуем ознакомиться
В таких сплавах никель увеличивает пластичность, жаропрочность и технологичность стали, а хром отвечает за придание ей требуемой коррозионной и жаростойкости. А добавляя другие легирующие компоненты, можно добиться уникальных свойств аустенитных составов, набор коих и обуславливает служебное предназначение того или иного сплава.
Чаще всего аустенитные стали легируются следующими элементами:
- Ферритизаторами, которые стабилизируют структура аустенита. К ним относят ванадий, вольфрам, ниобий, титан, кремний и молибден.
- Аустенитизаторами, коими являются азот, углерод и марганец.
Все указанные компоненты располагаются как в избыточных фазах, так и непосредственно в твердом стальном растворе.
По принятой классификации, учитывающей систему легирования, любая аустенитная сталь может быть причислена к хромомарганцевой либо к хромоникелевой. Кроме того, сплавы делят на хромоникельмарганцевые и хромоникельмолибденовые.
2 Коррозионно-, жаро- и хладостойкие аустенитные сплавы
Разнообразие добавок позволяет создавать особые аустенитные стали, которые используются для изготовления деталей для конструкций, работающих в высокотемпературных, коррозионных и криогенных условиях. Исходя из этого, аустенитные составы и подразделяют на разные группы:
Жаростойкие составы не разрушаются при воздействии на них химической среды. Их можно применять при температурах до +1150 градусов. Из таких сталей изготавливают разнообразные слабонагруженные изделия:
- элементы газопроводных систем;
- арматуру для печного оборудования;
- нагревательные детали.
Жаропрочные марки сталей могут достаточно долго сопротивляться нагрузкам в высокотемпературных условиях, сохраняя при этом свои изначально высокие механические характеристики. Их обязательно легируют вольфрамом и молибденом (каждая из присадок может содержаться в стальной композиции в количестве до семи процентов). А для измельчения зерна в некоторые аустенитные сплавы вводят в небольших количествах бор.
Обозначим часто встречающиеся марки жаростойких и жаропрочных сталей описываемого в статье класса: Х15Н35ВТР, 10Х12Н20Т3Р, 40Х18Н25С2, 1Х15Н25М6А, 20X23h23, 10X15h28B4T, 10Х16Н14В2БР, 10X18h22T, 08Х16Н9М2, 10Х15Н35ВТ, 20Х25Н20С2, 1Х15Н25М6А, 20X23h23, 10X15h28B4T, 10Х16Н14В2БР, 10X18h22T.
Аустенитные нержавеющие стали (то есть коррозионностойкие) характеризуются малым содержанием углерода (не допускается наличия свыше 0,12 процентов этого химического элемента). Никеля в них может быть от 8 до 30 %, а хрома от 12 до 18%. Любая аустенитная нержавеющая сталь проходит термическую обработку (отпуск, закалку или отжиг стали). Термообработка необходима для того, чтобы изделия из нержавейки хорошо “чувствовали” себя в разных агрессивных средах – в щелочных, газовых, жидкометаллических, кислотных при температурах от +20 градусов и больше.
Наиболее известны следующие марки аустенитных коррозионностойких сталей:
- хромоникельмолибденовые: 03Х21Н21М4ГБ, 08Х17Н15М3Т, 08X17Н13M2T, 03X16h25M3, 10Х17Н13М3Т;
- хромомарганцевые: 07Х21Г7AН5, 10X14AГ15, 10X14Г14h5T;
- хромоникелевые: 08Х18Н12Б, 03Х18Н11, 08X18h20T, 06X18Н11, 12X18h20T, 08X18h20;
- с большим содержанием кремния (от 3,8 до 6,7 %): 15Х18Н12C4Т10, 02Х8Н22С6.
Хладостойкие аустенитные композиции содержат 8–25 % никеля и 17–25 % хрома. Применяются они для криогенных аппаратов, имеют высокую стоимость производства, поэтому используются весьма ограниченно. Чаще всего встречаются криогенные стали 07Х13Н4АГ20 и 03Х20Н16АГ6, которые легируются азотом. Этот элемент вводят для того, чтобы сплав при температуре +20° имел более высокий предел текучести.
3 Особенности аустенитных сплавов разных систем легирования
Наиболее распространенными считаются аустенитные хромоникелевые стали, которые имеют добавки молибдена. Их применяют тогда, когда есть риск образования щелевой либо питтинговой коррозии. Они демонстрируют высокую стойкость в восстановительных атмосферах, и делятся на два вида:
- нестабилизированные титаном с содержанием углерода не более 0,03 %;
- стабилизированные титаном с углеродом от 0,08 до 0,1 %.
Такие марки хромоникелевых композиций, как Х17Н13М2 и Х17Н13М3, оптимальны для конструкций, функционирующих в сернокислых средах, в уксусной десятипроцентной кислоте, в фосфорной кислоте в кипящем состоянии.

Хромоникелевые стали с добавлением ниобия или титана отличаются минимальной опасностью к образованию коррозии межкристаллитного типа. Ниобия вводят по сравнению с углеродом в 9–10 раз больше, а титана – в 4–5,5 раз больше. К сплавам с подобной возможностью относят следующие составы: 0Х18Н12Б, 0Х18Н10Т, Х18Н9Т и некоторые другие.
Увеличить коррозионную стойкость описываемых сталей также можно посредством введения в них кремния. Яркими представителями таких специальных композиций являются такие сплавы:
- 015Х14Н19С6Б;
- 03Х8Н22С6.
Они без преувеличения идеальны для производства химических сварных агрегатов, в которых хранится и перерабатывается азотная концентрированная кислота.
Хромомарганцевые стали типа 2Х18Н4ГЛ характеризуются высокими литейными характеристиками, поэтому их эксплуатируют на производствах, где применяются коррозионностойкие литые конструкции. Другие хромомарганцевые сплавы (например, 10Х13Г12Н2СА и 08Х12Г14Н4ЮМ) в горючих средах более стойки к коррозии, нежели хромоникелевые.
4 Термообработка аустенитных сталей и ее особенности
Жаропрочные и жаростойкие сплавы аустенитной группы подвергаются при необходимости разным видам термической обработки с целью увеличения своих свойств, а также для модификации имеющейся структуры зерна: число и принцип распределения дисперсных фаз, величина блоков и самого зерна и так далее.
Отжиг таких сталей применяется для уменьшения твердости сплавов (когда это требуется по условиям их эксплуатации) и устранения явления хрупкости. При подобной термической обработке металл нагревают до 1200–1250 градусов в течение 30–150 минут, а затем максимально быстро подвергают охлаждению. Сложные высоколегированные стали чаще всего охлаждают в масле либо на воздухе, а вот сплавы с малым количествам легирующих компонентов обычно погружают в воду.

Для сплавов типа ХН35ВТЮ и ХН70ВМТЮ рекомендуется термообработка в виде двойной закалки. Сначала выполняется первая нормализация их состава (при температуре около 1200 градусов), благодаря которой металл повышает показатель сопротивления ползучести за счет формирования твердой гомогенной фазы. А после этого осуществляется вторая нормализация с температурой не более 1100 градусов. Результатом описанной обработки является значительное увеличение пластических и жаропрочных показателей аустенитных сталей.

Аустенитная сталь повышает свою жаропрочность (а заодно и механическую прочность) в тех случаях, когда проходит двойную термообработку, заключающуюся в закалке и следующим за ней старении. Кроме того, практически все аустенитные металлы, которые относят к группе жаропрочных, искусственно старят перед эксплуатацией (то есть выполняют операцию их дисперсионного твердения).
tutmet.ru
Основные свойства и классификация аустенитных сталей
Основные свойства и классификация аустенитных сталей
Существующие аустенитные высоколегированные стали и сплавы различают по содержанию основных легирующих элементов – хрома и никеля и по составу основы сплава. Высоколегированными аустенитными сталями считают сплавы на основе железа, легированные различными элементами в количестве до 55%, в которых содержание основных легирующих элементов – хрома и никеля обычно не выше 15 и 7% соответственно. К аустенитным сплавам относят железоникелевые сплавы с содержанием железа и никеля более 65% при отношении никеля к железу 1:1,5 и никелевые сплавы с содержанием никеля не менее 55%.
Аустенитные стали и сплавы классифицируют
- по системе легирования,
- структурному классу,
- свойствам
- и служебному назначению.
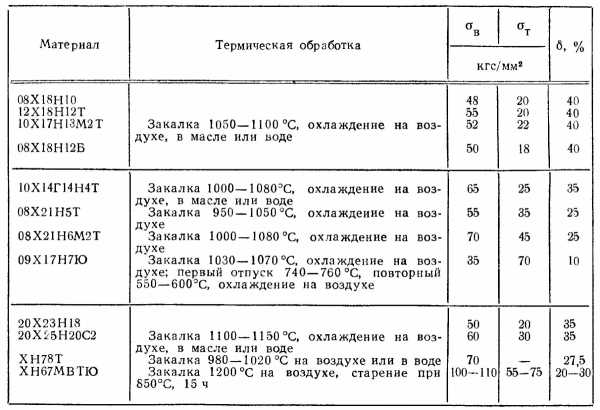
Высоколегированные стали и сплавы являются важнейшими материалами, широко применяемыми в химическом, нефтяном, энергетическом машиностроении и других отраслях промышленности для изготовления конструкций, работающих в широком диапазоне температур. Благодаря высоким механическим свойствам при отрицательных температурах высоколегированные стали и сплавы применяют в ряде случаев и как хладостойкие. Соответствующий подбор легирующих элементов определяет свойства и основное служебное назначение этих сталей и сплавов (табл. 1 – 3).
Характерным отличием коррозионно-стойких сталей является пониженное содержание углерода (не более 0,12%). При соответствующем легировании и термической обработке стали обладают высокой коррозионной стойкостью при 20°С и повышенной температуре как в газовой среде, так и в водных растворах кислот, щелочей и в жидкометаллических средах.
К жаропрочным относятся стали и сплавы, обладающие высокими механическими свойствами при повышенных температурах и способностью выдерживать нагрузки при нагреве в течение длительного времени. Для придания этих свойств стали и сплавы легируют элементами-упрочнителями – молибденом и вольфрамом (до 7% каждого). Важной легирующей присадкой, вводимой в некоторые стали и сплавы, является бор, способствующий измельчению зерна.
Жаростойкие стали и сплавы обладают стойкостью против химического разрушения поверхности в газовых средах при температурах до 1100 – 1150°С. Обычно их используют для слабонагруженных деталей (нагревательные элементы, печная арматура, газопроводные системы и т. д.). Высокая окалиностойкость этих сталей и сплавов достигается легированием алюминием (до 2,5%) и кремнием, способствующими созданию прочных и плотных окислов на поверхности деталей, предохраняющих металл от контакта с газовой средой.
По системе легирования аустенитные стали делятся на два основных типа: хромоникелевые и хромомарганцевые. Существуют также хромоникельмолибденовые и хромоникельмарганцевые стали.
В зависимости от основной структуры, получаемой при охлаждении на воздухе, различают следующие классы аустенитных сталей: аустенитно-мартенситные, аустенитно-ферритные, аустенитные.
Сплавы на железоникелевой (при содержании никеля более 30%) и никелевой основах по структуре являются стабильноаустенитными и не имеют структурных превращений при охлаждении на воздухе. В настоящее время находят применение также аустенитно-боридные Х15Н15М2БР1 (ЭП380), Х25Н20С2Р1 (ЭП532), ХН77СР1 (ЭП615) и высокохромистые аустенитные ХН35ВЮ (ЭП568), ХН50 (ЭП668) стали и сплавы, основная структура которых содержит аустенит и боридную или хромоникелевую эвтектические фазы соответственно.
После соответствующей термической обработки высоколегированные стали и сплавы обладают высокими прочностными и пластическими свойствами (табл. 4). В отличие от углеродистых эти стали при закалке приобретают повышенные пластические свойства. Структуры высоколегированных сталей разнообразны и зависят не только от их состава, но и от режимов термической обработки, степени пластической деформации и других факторов.
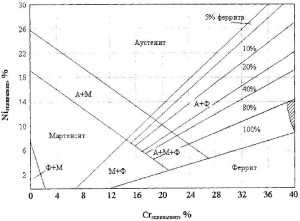
Положение фазовых областей на диаграммах состояния определено в основном в виде псевдобинарных разрезов систем железо – хром – никель или железо–хром–марганец (рис. 1). Железохромоникелевые сплавы непосредственно после затвердевания имеют твердые растворы видов α и γ и гетерогенную область смешанных твердых растворов α+γ. Устойчивость аустенита определяется близостью состава к границе α– и γ-области. Неустойчивость может проявляться при нагреве до умеренных температур и последующем охлаждении, когда фиксированная быстрым охлаждением аустенитная структура частично переходит в мартенситную. Увеличение содержания никеля в этих сплавах способствует понижению температуры γ→ α(М) -превращения (рис. 2).
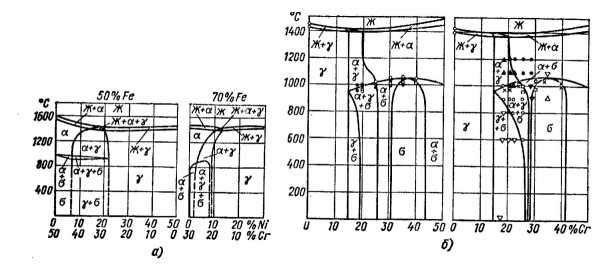
Рис. 1. Вертикальные разрезы диаграмм состояния железо–хром–никель (а) и железо–хром–марганец (б)
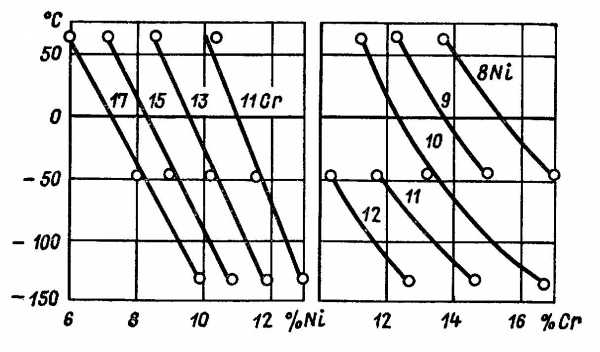
Рис. 2. Изменения температуры мартенситного превращения железохромоникелевых сплавов в зависимости от легирования
Неустойчивость проявляется при холодной деформации, когда стали типа 18-8 в зависимости от степени деформации изменяют свои магнитные и механические свойства (рис. 3). Кроме того, неустойчивость аустенитных сталей может вызываться выделением карбидов из твердого раствора при изменении температуры, сопровождающимся изменением концентрации углерода и хрома. Это вызывает нарушение равновесного состояния и превращение аустенита в феррит и мартенсит преимущественно по границам зерен, где наблюдается наибольшее обеднение хромом и углеродом твердого раствора.
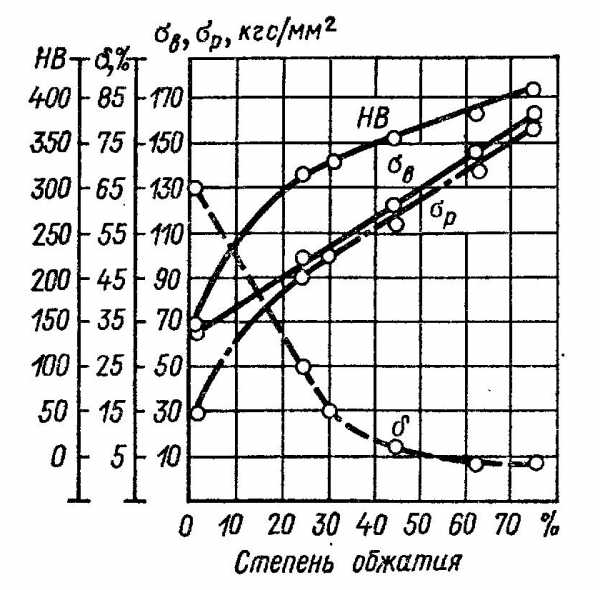
Рис. 3. Изменение механических свойств хромоникелевой стали (18% Cr, 8% Ni, 0,17% С) в зависимости от степени холодной деформации (обжатия)
В тройной системе железохромомарганцовистых сплавов после затвердевания образуется непрерывный ряд твердых растворов с γ-решеткой и в процессе дальнейшего охлаждения в зависимости от состава сплава происходят различные аллотропические превращения. Марганец относится к элементам, расширяющим γ–область, и в этом отношении аналогичен никелю. При достаточной концентрации марганца (>15%) и хрома (<15%) сталь может иметь однофазную аустенитную структуру. Сопоставление фазовых диаграмм систем железо – хром – никель и железо – хром – марганец при высоких температурах и 20°С показывает, что аустенитная фаза в системе с никелем имеет значигельно большую площадь.
При кристаллизации хромоникелевых сталей из расплава начинают вначале выпадать кристаллы хромоникелевого феррита, имеющего решетку δ-железа (рис. 4). По мере охлаждения в δ-феррите образуются кристаллы хромоникелевого аустенита, имеющего решетку γ-железа, и сталь приобретает аустенитную структуру. Углерод в аустенитно-ферритной и аустенитной сталях при температурах выше лини SE находится в твердом растворе и в виде фаз внедрения. Медленное охлаждение стали ниже линии SE приводит к выделению углерода из твердого раствора в виде химического соединения – карбидов хрома типа Cr23C6 располагающихся преимущественно по границам зерен. Дальнейшее охлаждение ниже линии SK способствует выпадению по границам зерен вторичного феррита. Таким образом, сталь при медленном охлаждении до 20°С имеет устенитную структуру со вторичными карбидами и ферритом.
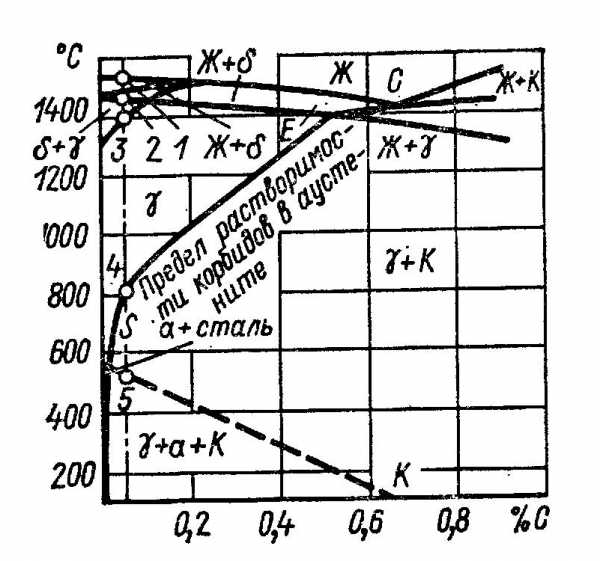
Рис. 4. Псевдобинарная диаграмма состояния в зависимости от содержания углерода для сплава 18% Cr, 8% Ni, 74% Fe
При быстром охлаждении (закалке) распад твердого раствора не успевает произойти, и аустенит фиксируется в пересыщенном и неустойчивом состояниях.
Количество выпавших карбидов хрома зависит не только от скорости охлаждения, но и от количества углерода в стали. При его содержании менее 0,02 – 0,03%, т. е. ниже предела его растворимости в аустените, весь углерод остается в твердом растворе. В некоторых композициях аустенитных сталей ускоренное охлаждение может привести к фиксации в структуре первичного δ-феррита, предупреждающего горячие трещины.
Изменение в стали содержания легирующих элементов влияет на положение фазовых областей. Хром, титан, ниобий, молибден, вольфрам, кремний, ванадий, являясь ферритизаторами, способствуют появлению в структуре стали ферритной составляющей. Никель, углерод, марганец и азот сохраняют аустенитную структуру. Однако основными легирующими элементами в рассматриваемых сталях являются хром и никель. В зависимости от их соотношения стали иногда разделяют на стали с малым (%Ni/%Cr)≤1 и большим (%Ni/%Cr)>1 запасом аустенитности.
В аустенитных хромоникелевых сталях, легированных титаном и ниобием, образуются не только карбиды хрома, но и карбиды титана и ниобия. При содержании титана Ti > [(%C–0,02)*5] или ниобия Nb > (%С*10) весь свободный углерод (выше предела его растворимости в аустените) может выделиться в виде карбидов титана или ниобия, а аустенитная сталь становится не склонной к межкристаллитной коррозии. Выпадение карбидов повышает прочностные и понижает пластические свойства сталей. Это свойство карбидов используют для карбидного упрочнения жаропрочных сталей, проводимого в комплексе с интерметаллидным упрочнением частицами Ni3Ti; Ni3(Al, Ti), Fe2W, (N, Fe)2Ti и др. К интерметаллидным соединениям относят и σ-фазу, которая образуется в хромоникелевых сталях при длительном нагреве или медленном охлаждении при температурах ниже 900 – 950°С. Она обладает ограниченной растворимостью в α– и γ-твердых растворах и, выделяясь преимущественно по границам зерен, упрочняет сплав и одновременно резко снижает пластические свойства и ударную вязкость металла. Повышенные концентрации в стали хрома (16–25%) и элементов-ферритизаторов (молибдена, кремния и др.) способствуют образованию σ-фазы при 700 – 850°С. Выделение этой фазы происходит преимущественно с образованием промежуточной фазы феррита (γ→α→σ) или преобразования δ-феррита (δ→σ). Однако возможно ее выделение и непосредственно из твердого раствора (γ→σ).
В хромомарганцовистых сталях с высоким содержанием хрома и марганца при замедленном охлаждении также наблюдается выделение σ-фазы. Углерод в хромомарганцовистых и хромомарганцевоникелевых сталях приводит к дисперсионному твердению сталей после соответствующей термической обработки, особенно при совместном легировании с карбидообразующими элементами (ванадием, ниобием и вольфрамом).
Упрочнение аустенитно-боридных сталей происходит в основном за счет образования боридов железа, хрома, ниобия, углерода, молибдена и вольфрама. В соответствии с этими процессами аустенитные стали подразделяют в зависимости от вида упрочнения на карбидные, боридные и с интерметаллидным упрочнением. Однако в большинстве случаев в связи с содержанием в сталях и сплавах большого количества различных легирующих элементов их упрочнение происходит за счет комплексного влияния дисперсных фаз и интерметаллидных включений.
Таблица 1. Состав некоторых коррозионно-стойких аустенитных сталей и сплавов, %
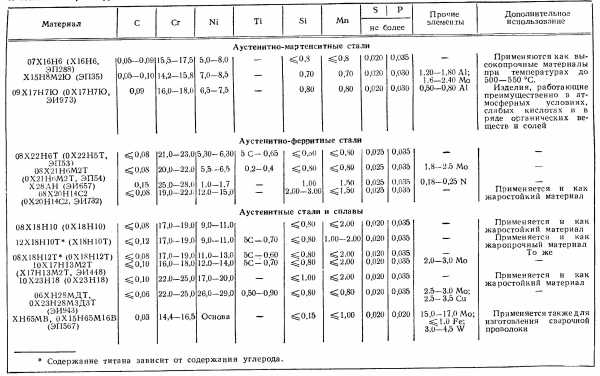
Таблица 2. Состав некоторых жаропрочных аустенитных сталей и сплавов, %
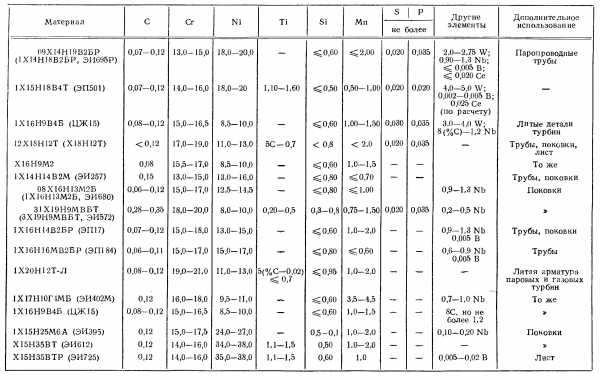
Таблица 3. Состав некоторых жаростойких аустенитных сталей и сплавов, %

Таблица 4. Типовые механические свойства некоторых марок высоколегированных аустенитных и аустенитно-ферритных сталей и сплавов
oitsp.ru
Что такое аустенитные стали
Легированные стали с внедрением в структуру никеля 8%-10% приобретают другие свойства. Никель способен сохранять аустенитную фазу при комнатной температуре, вплоть до плавления. В кристаллической решетке металла происходит замещение атомов железа на никель. Форма имеет структуру в виде куба.
Что обеспечивает прочное соединения и придает различные спецефические свойства. Обладают такие металлы коррозионностойкостью, хорошей пластичностью. Такую столь используют в пищевой промышленности, машиностроении, нефтеперерабатывающие предприятия. К примеру несколько видов сталей 08Х18Н10Т, AISI 306, AISI 316.
При температуре свыше 570 градусов происходит распад аустенитной фазы на феррит и ледебурит. В чистом железе наблюдается аустенитное состояние от 910 до 1401 градуса. В углеродистых сталях твердый раствор ( аустенит) существует чуть ниже 727 Цельсия. Когда углерод замещает атомы железа. Аустенитная структура может существовать как и во всей кристаллической решетке так и в верхних слоях металла.
Имеются и другие сплавы с повышенной стойкостью к коррозии при высоких температурах. Их еще называют жаростойкие с умеренным рабочим давлением и жаропрочные с нагрузкой. Эксплуатация таких сталей проходит при температуре до 1100 градусов. К таким сталям относятся марки 08Х16Н9М2, 10Х14Н16Б, 10Х14Н14В2БР. Применяют в турбинах выхлопной системы, Производство клапанов впускных и выпускных, в головках двигателя. Где происходит динамическая нагрузка при высокой температуре сгорания топлива.
А ток же хладостойкие сплавы используемые в криогенных установках по сжижению газов, заморозки различных клеток и тому подобное. Диапазон работы такой стали очень большой. Но при комнатной температуре его свойства ослабевают. Главная особенность коррозионостойкость к жидкому азоту и другим веществам. Есть несколько типов сталей с такими свойствами 03Х20Н16АГ6, 7Х13Н4АГ2. Все известные стали придерживаются норм по ГОСТ 5632-72.
Все стали имеющие аустенитную структуру решетки относятся к классу коррозиестойких при различных температурах эксплуатации в широком диапазоне. Такие стали трудно обрабатываются механически. Плохая теплопроводность затрудняет использование горячей ковки. И не все стали нержавеющие можно закалять. Приводит к потери своих свойств. Большая часть металлов имеет хорошую вязкость. Режущая часть инструмента подвержена коррозионной диффузии. Налипанию материла на кончик резца. Сам материал при незначительной деформации уплотняется что приводит к изменению физических свойств. Это обосновывает затраты на производство таких сталей и ее стоимость.
weldingmedia.ru
Аустенитная сталь
Блестящие, не подверженные коррозии изделия из стали бывают с покрытием из хрома, молибдена, вольфрама и легированные, в сплаве которых содержатся необходимые для придания прочности, устойчивости к коррозии и перепадам температур добавки таких элементов, как:
- кобальт;
- алюминий;
- титан;
- медь;
- марганец;
- никель;
- хром;
- ванадий;
- молибден;
- кремний.
В зависимости от назначения стали в ней могут содержаться и другие вещества, улучшающие ее технические характеристики и придающие ее блеск и гладкость поверхности.
Соответствие стального изделия из нержавейки проверяется при температуре, равной 20° C. Немецким институтом стандартизации создана система, по которой аустенитные стали делятся на категории. А2 и А3 – это категории хромоникелевых сталей, А4 и А5 – категории, к которым относятся хромистая никелевая и молибденовая стали. Удельный вес этих сталей одинаков. Несмотря на это, выдерживаемая предметом из стали нагрузка повышается с повышением цифры категории. Процент деформации повышается при нагревании. Механические повреждения могут произойти лишь при сильной, направленной силе удара или с применением специального оборудования – пресса или трубогиба.
В холодном состоянии сталь очень устойчива к растяжению и прочим видам деформации. У нее высокий коэффициент сопротивляемости. При нагреве этот коэффициент снижается вдвое, независимо от категории стали, он практически равен.
Учитывая то, что температура плавления аустенитных сталей происходит при температуре 1800° C, стоит отметить, что и закалка ее происходит при нагреве до 850° C. Аустенизация происходит при нагреве свыше 1000° C. Упругость ее при сильном нагреве меняется незначительно. Показатели проверяются при температурах в 300°, 400° и 500° C.
При сборке металлических ограждений, создании составных металлических изделий применяются 2 вида сварки. Несмотря на то, что сталь имеет хорошие и отличные характеристики сваривания, необходимо с пониманием дела подойти к выбору между дуговой и газосваркой, потому что в процессе сварки металл прилегающих к сварному шву участков, изменяет свою структуру, что сказывается на внешнем виде и подверженности металла. При непрерывном нагревании окалина появится при температуре чуть выше 900° C, при периодическом нагревании во избежание ее проявления нагрев необходимо уменьшить на 100° C.
Технология сварки аустенитных сталей ↑
Плавится нержавеющая аустенитная сталь при температуре почти в 2000° C. Но, несмотря на это, низкое содержание в ее составе углерода дает превосходные показатели свариваемости. Температуры сварочных аппаратов не так высоки, чтобы в процессе сварки образовалась окалина. Неприятных запахов при нагреве нержавеющей стали тоже не ощущается. Чтобы избежать коробления и межкристаллической коррозии, применяются методы быстрой сварки.
Неправильно выбранный процесс сварки и режим охлаждения могут привести к нежелательным последствиям. При сварке нагревается не только зона сваривания, но и прилегающие к ней участки металла. Их температура может достигать 700° C. При такой температуре хром разлагается, что при медленном охлаждении приведет к выпадению его карбидов. Аустенитность структуры стали на участках выпадения карбидов будет нарушенной, что повлечет за собой снижение всех технических характеристик и плачевно скажется на внешнем виде готовой металлоконструкции.
Окисление хрома может сопровождаться тугоплавким новообразованием. Чаще всего оксид хрома остается внутри шва. Температура его плавления на 100-200° C выше, чем у самой нержавеющей стали. Низкая теплопроводность стали при высоком коэффициенте линейного расширения создает напряженность в околошовной зоне. Малая интенсивность газосварочного оборудования, когда нагрев металла происходит постепенно ведет к тому, что площадь нагрева увеличивается. Это способствует незначительному, медленному охлаждению металла, вызывающему выпадение продуктов окисления хрома. При сваривании полой трубы продукты окисления будут проявляться внутри нее за местом сварного шва (при условии свободного доступа воздуха в полость трубы).
Применение дуговой сварки для нержавейки более целесообразно, так как при этом процессе шов получается более ровным, соединение – надежным, а сталь сохраняет свои начальные технические характеристики.
Газовая сварка оправдана при скреплении деталей малой толщины, не превышающей 2 мм. Процесс сварки схож по температурному режиму и интенсивности пламени с тем, что применяется для углеродистых сталей. Присадочным материалом для сварки является проволока с тем же составом, что и сама нержавейка. Если в ней содержатся титан или ниобий, то это снизит выпадение карбидов хрома.
mastter.ru
Классификация нержавеющих сталей – аустенитная, ферритная, дуплексная, мартенситная.
АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ
Аустенитная нержавеющая сталь содержит значительное количество хрома и достаточное для образования «аустенитной» микроструктуры количество никеля и марганца, которые и придают этим маркам стали хорошую формуемость, пластичность и коррозионную стойкость (а также делают сталь немагнитной). Типичный состав аустенитной стали содержит 18% хрома и 8% никеля, что соответствует популярной «нулевой» («0») марки, согласно определению Американского института чугуна и стали (AISI). Данная марка известна в России как AISI 304, DIN 1.4301 и соответствует российскому аналогу 08Х18Н9. Аустенитные марки стали отличаются высокой прочностью, имеют коррозионную стойкость в широком диапазоне агрессивных сред и отличаются хорошей технологичность и свариваемостью.
ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ
Ферритные марки нержавеющей стали сходны по свойствам с низкоуглеродистой сталью, но обладают более высокой коррозионной стойкостью. Наиболее распространённые марки ферритной стали содержат в среднем 11% и 17% хрома. Первые обычно применяются в производстве выхлопных систем автомобилей, а вторые – в производстве кухонных приборов, стиральных машин, и архитектурного декора интерьеров.
АУСТЕНИТНО-ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ (ДУПЛЕКСНАЯ)
Стали аустенитно-ферритного класса характеризуются высоким содержанием хрома (18-22%) и пониженным (экономным) содержанием никеля (4-6%, в отдельных случаях до 2%). Дополнительные легирующие элементы – молибден, медь, титан, ниобий. Химический состав этих сталей таков, что соотношение аустенита и феррита после оптимальной термической обработки составляет примено 1:1. Данный класс сталей имеет ряд преимуществ по сравнению с аустенитным сталями: более высокая (в 1,5-2 раза) прочность при удовлетворительной пластичности и сопротивляемости действию ударных нагрузок, большая стойкость против межкристаллитной коррозии и коррозионного растрескивания. Они в основном используются в обрабатывающей промышленности, строительстве и в изделиях, контактирующих с морской водой.
МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ
Мартенситные, как и ферритные марки, содержат в среднем от 12% до 17% хрома, однако имеют более высокое содержание углерода. Эти стали применяют преимущественно в термически обработанном состоянии, часто с тщательно шлифованной, а иногда и полированной поверхностью. Они используются при производстве лопастей турбин, столовых приборов и бритвенных лезвий.
Таблица взаимного соответствия нержавеющих аустенитных сталей, специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.
Таблица взаимного соответствия нержавеющих ферритных и мартенситных сталей, специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.
Таблица взаимного соответствия легированных сталей, специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.
Таблица взаимного соответствия жаропрочных сталей, специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.
www.dpva.ru
Аустенитные высоколегированные стали
Аустенитные высоколегированные стали
К этому классу относятся стали, имеющие повышенное содержание легирующих элементов, которые при всех температурах обеспечивают аустенитную структуру металла. Наиболее распространены стали системы легирования Cr-Ni. Стали этой системы являются аустенитными при содержании хрома и никеля не менее 16 и 7% соответственно. Такие стали немагнитны, обладают высокой хладностойкостью, жаропрочностью, жаростойкостью и коррозионной стойкостью в различных коррозионных средах. Как правило, они содержат минимальное количество углерода, обладая при этом достаточной прочностью и высокой пластичностью. При закалке эти стали приобретают повышенную пластичность.
Структурные состояния сталей этого класса могут быть весьма разнообразными и зависят от содержания в стали элементов ферритизаторов и аустенизаторов (рис. 1). Приведенная на этом рисунке структурная диаграмма Шеффлера может быть использована и для подбора сварочных материалов в связке химсостав-структура. При этом эквивалентное содержание хрома и никеля в металле шва можно определять по формулам
Niэкв =Ni%+30С%+30N%+0,5Mn%;
Crэкв=Cr%+2Mo%+1,5Si%+5Ti%+2Nb%+2Al%+1,5W%+V%
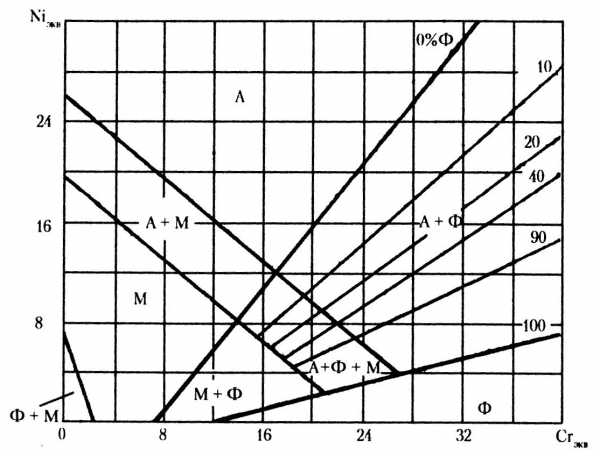
Рис. 1. Структурная диаграмма Шеффлера
Подсчет содержания элементов в металле шва по этим формулам производят с учетом долей основного и дополнительного металла.
Особенностей свариваемости сталей этого класса, которые нужно учитывать при разработке технологии, несколько.
1. Опасность возникновения в металле шва и 3ТВ так называемой межкристаллитной коррозии (МКК). Механизм этого явления, возникающего в определенной температурно-временной области, заключается в обеднении хромом пограничных областей зерен металла за счет его диффузии к границам зерен и образованию там карбидов хрома.
Причиной этому может служить неблагоприятный режим сварки (рис. 2) (малые скорости охлаждения), когда есть достаточно времени для диффузии атомов хрома из приграничных районов зерна к его границам и образованию там карбидов, что приводит к появлению зон металла, обедненных хромом. Они-то и подвергаются коррозионному разрушению при работе изделия в агрессивных средах.
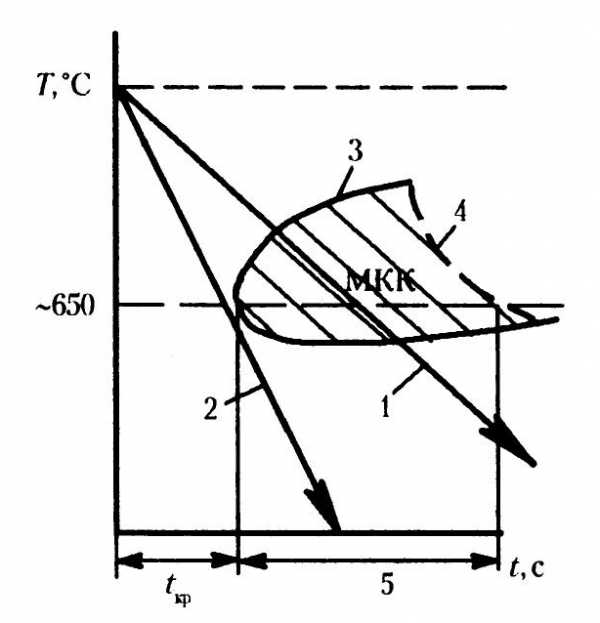
Рис. 2. Схематическое изображение области появления межкристаллитной коррозии аустенитной стали при ее нагреве:
1 – скорость охлаждения, способствующая выпадению карбидов; 2 – скорость охлаждения, не приводящая к выпадению карбидов; 3 – начало появления склонности металла к МКК; 4 – окончание процесса образования карбидов; 5 – первоначальная склонность к МКК (tим)
Для предупреждения МКК принимают ряд мер. Стараются снизить содержание углерода в стали до 0,02…0,03% (это уменьшает количество карбидов, так как такое содержание углерода полностью растворимо в твердом растворе аустенита). Часто сталь (и сварочные материалы) легируют такими элементами как титан, ниобий, ванадий, тантал. Эти элементы являются более энергичными карбидооразователями, чем хром, и раньше, чем хром, образуют карбиды, подавляя, таким образом, появление карбидов хрома.
Если не удается получить высокую скорость охлаждения сварного соединения, можно применить стабилизирующий отжиг при 850…900°С либо провести аустенизацию – нагрев до 1050…1100°С с последующим быстрым охлаждением. Возможно также создание в шве аустенитно-ферритной структуры с содержанием феррита до 20…25% путем дополнительного легирования хромом, кремнием, молибденом, алюминием и пр.
Реализация некоторых из этих рекомендаций технологическим путем заключается в разработке таких технологий, которые позволяют получать величину скорости охлаждения, попадающей для данной марки стали в инкубационный период образования карбидов хрома (см. рис. 2, кривая 2).
2. Наличие явно выраженной крупнодендритной столбчатой структуры металла шва, что повышает его чувствительность к образованию горячих трещин. Для уменьшения этой опасности рекомендуется применение всех способов, приводящих к измельчению структуры: модифицирование металла титаном и ниобием, применение физических способов (введение вибрации, ультразвука, электромагнитное перемешивание), а также введение в шов элементов ферритизаторов, приводящих к получению в шве островков δ-феррита. Следует также избегать режимов сварки, приводящих к узкой и глубокой форме провара. Актуальным, особенно в глубокоаустенитных швах, является уменьшение содержания таких примесей как фосфор и сера, образующих легкоплавкие эвтектики.
3. Диффузионные процессы (особенно для жаропрочных сталей), происходящие в сварных соединениях при высоких температурах их эксплуатации. Так, термическое старение в диапазоне температур 350…500°С вызывает появление «475-градусной хрупкости».
При температурах 500…650°С наблюдается выпадение карбидов и образование σ-фазы, происходит выпадение интерметаллидов. Все эти процессы теплового старения приводят к охрупчиванию металла при низких температурах и снижению прочности при высоких. Эффективной мерой, предотвращающей вредное действие теплового старения, является уменьшение содержания углерода как в основном металле, так и металле шва.
Технология сварки сталей этого класса должна строиться с учетом как указанных особенностей, так и их теплофизических свойств. Последние характеризуются низкими значениями коэффициента теплопроводности и высокими значениями коэффициента линейного расширения. Отсюда вытекает (при прочих равных условиях по сравнению с перлитными сталями) увеличение глубины проплавления. Для уменьшения деформаций наилучшими способами и режимами сварки будут те, которые характеризуются максимальной концентрацией тепловой энергии.
Технологические способы борьбы с образованием трещин предусматривают изыскание конструктивных форм сварных соединений и режимов сварки, снижающих темп нарастания деформаций в процессе остывания соединения. Важной является форма проплавления, которая не должна быть глубокой при малой ширине (опасность появления горячих трещин по плоскости спайности кристаллитов в сварочной ванне при кристаллизации).
Для сварки этого класса сталей применимы практически все способы сварки плавлением.
При ручной сварке плавящимся покрытым электродом основной трудностью является стабильное обеспечение требуемого химического состава шва в зависимости от его пространственного положения при различных типах сварного соединения с учетом изменения количества наплавленного металла и глубины проплавления основного. Это достигается в основном за счет корректировки состава покрытия (по содержанию в шве необходимого количества феррита).
Тип покрытия – основной (например, фтористокальциевое), ток постоянный обратной полярности. Швы рекомендуется выполнять на малых токах при минимальном диаметре электрода (во избежание появления горячих трещин). При сварке наиболее распространенных коррозионностойких сталей марок 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т и т. д. рекомендуется применять электроды типа Э-04Х20Н9, Э-07Х20Н9, Э-08Х19Н10Г2Б марки ЦЛ-11 и др.
При сварке ответственных конструкций следует применять меры, предотвращающие попадание капель расплавленного металла на поверхность основного металла во избежание микротермических ударов, способных при эксплуатации вызвать коррозионное растрескивание под напряжением в этих районах.
Автоматическая сварка под флюсом широко распространена для изготовления конструкций из элементов в толщинах 4,0…60,0 мм. При этом процесс обеспечивает высокая стабильность химического состава шва по длине с одновременной хорошей защитой шва и его формированием. Ток постоянный, полярность – в зависимости от марки применяемых флюсов. Режимы по току невелики (по сравнению с перлитными сталями). Легирование шва производят через флюс или через проволоку. Флюсы безокислительные или малоокислительные (низкокремнистые фторидные или высокоосновные безфтористые). Широко применяются марки АН-26, 48-ОФ-10 и АНФ-14. В зависимости от марки свариваемой стали выбирается система флюс–проволока (например, для стали 20Х23Н8 проволока Св-13Х25Н18, флюс АНФ-5).
При сварке в защитных газах используют как активные газы (СО2), так и инертные (аргон, гелий) либо их смеси. Здесь (особенно при применении смесей) появляется возможность широко регулировать форму проплавления, повышать стабильность горения дуги и уменьшать угар легирующих элементов. При сварке в инертных газах возможно применение как неплавящегося (вольфрамового), так и плавящегося электрода. Первый применяют для сварки металла небольших толщин либо для обеспечения качественного проплавления корня шва. Вольфрамовый электрод применяют в сочетании с аргоном высшего или первого сорта для выполнения соединений в толщинах до 12,0 мм (что не исключает применения способа и для сварки больших толщин).
Сварка ведется на постоянном токе прямой полярности во всех пространственных положениях непрерывной или импульсной дугой. Последний способ при отличном формировании шва на малых толщинах позволяет уменьшить деформации и ширину ЗТВ, получить дезориентированную структуру первичной кристаллизации шва, уменьшая этим опасность возникновения горячих трещин. При сварке плавящимся электродом можно регулировать состав наплавленного металла за счет изменения состава защитной атмосферы.
Сварку плавящимся электродом выполняют как в инертных, так и в активных газах или их смесях. В зависимости от плотности тока и диаметра электродной проволоки перенос металла в дуге может быть капельный и струйный (последний представляется более предпочтительным – при нем практически исключается разбрызгивание).
Струйный перенос кроме критического тока связан с составом газовой атмосферы. Так, добавка 3…5% кислорода уменьшает величину критического тока и (за счет окисления) уменьшает пористость, вызванную водородом. Последнее достигается смесью 85…80% Аг +15…20% СО2. Эта смесь дешевле чистого аргона, однако, здесь существует опасность выгорания легирующих элементов из наплавляемого металла. Этот же процесс сопутствует сварке в чистом СО2, как и определенное науглероживание наплавленного металла.
Сила тока при сварке вольфрамовым электродом выбирается в зависимости от его диаметра, а при сварке плавящимся электродом – в зависимости от диаметра электродной проволоки и толщины свариваемых элементов. Так, для толщины 4,0 мм встык без разделки кромок сварка ведется в один проход dэ=1,0…1,6мм; Iсв=160…280А; расход аргона φ = 6…8 л/мин, а сварка толщины 8,0 мм с V-образной разделкой – в два прохода проволокой dэ= 1,6…2,0 мм при силе тока Iсв= 240…340 А, при расходе φ =12…15 л/мин.
oitsp.ru